RANCANG BANGUN APLIKASI PENJADWALAN PRODUKSI PUPUK MENGGUNAKAN METODE EARLIEST DUE DATE PADA PT GEMAH RIPAH LOH JINAWI INDUSTRI
TUGAS AKHIR
Program Studi S1 Sistem Informasi
Oleh:
NINA SETYAWATI 12.41010.0083
FAKULTAS TEKNOLOGI DAN INFORMATIKA
bergerak di bidang industri pupuk, perusahaan ini berdiri di Desa Wotan Panceng – Gresik. Saat ini PT GRLJI memproduksi dua jenis pupuk yaitu pupuk phospat dan pupuk dolomite. Proses produksi dilakukan berdasarkan pesanan dari customer. Namun dalam melakukan kegiatan produksi pupuk, perusahaan
terlambat dalam menyelesaikan pesanan yang diterima, hal tersebut dikarenakan pencatatan data pesanan customer belum terintegrasi dengan sistem penjadwalan produksi. Selain itu, untuk mengetahui waktu yang dibutuhkan dalam menyelesaikan pesanan produksi perusahaan hanya memperkirakan berapa lama waktu produksi yang dikerjakan tersebut dapat diselesaikan sebelum tanggal jatuh tempo dari permintaan customer.
Berdasarkan permasalahan tersebut, maka PT GRLJI membutuhkan aplikasi penjadwalan produksi pupuk dengan metode earliest due date (EDD). Metode earliest due date (EDD) mampu meminimalkan keterlambatan. Metode ini mengurutkan pekerjaan-pekerjaan berdasarkan tanggal jatuh tempo (due date) yang terdekat. Penerapan aplikasi penjadwalan produksi pupuk dengan menggunakan metode earliest due date (EDD) mampu mengoptimalkan penjadwalan produksi yang sesuai dengan kapasitas mesin yang ada sehingga pesanan customer akan terpenuhi.
Dari hasil uji coba dengan 100 data yang telah dilakukan, maka perhitungan dalam aplikasi penjadwalan produksi dengan metode EDD ini terbukti benar dan dengan menggunakan form-form yang ada pada program maka akan diketahui pesanan mana yang terlebih dahulu akan diproduksi. Sehingga perusahaan dapat meminimalkan keterlambatan dan dapat memberikan keputusan produksi yang harus didahulukan.
ABSTRAK ... vi
KATA PENGANTAR ... vii
DAFTAR ISI ... ix
DAFTAR TABEL ... xiii
DAFTAR GAMBAR ... xvi
DAFTAR LAMPIRAN ... xix
BAB I PENDAHULUAN ... 1
1.1 Latar Belakang Masalah ... 1
1.2 Perumusan Masalah ... 4
1.3 Batasan Masalah ... 4
1.4 Tujuan ... 4
1.5 Sistematika Penulisan ... 5
BAB II LANDASAN TEORI ... 7
2.1 Aplikasi ... 7
2.2 Penjadwalan ... 7
2.3 Penjadwalan Produksi ... 8
2.3.1 Klasifikasi Penjadwalan Produksi ... 8
2.3.2 Kriteria Pemilihan Metode Penjadwalan ... 9
2.3.3 Istilah – istilah Penjadwalan Produksi ... 10
2.4 Metode Earliest Due Date ... 11
2.5 System Development Life Cycle ... 14
2.9 Data Flow Diagram ... 18
2.10 Entity Relation Diagram ... 19
2.9 Crystal Report ... 20
BAB III ANALISIS DAN PERANCANGAN SISTEM ... 22
3.1 Analysis ... 22
3.1.1 Identifikasi Masalah ... 23
3.1.2 Kebutuhan Pengguna ... 27
3.1.3 Kebutuhan Fungsional ... 28
3.1.4 Spesifikasi Kebutuhan Fungsional ... 30
3.2 Design ... 37
3.2.1 IPO Diagram ... 37
3.2.2 System Flow Penjadwalan Produksi ... 42
3.2.3 Diagram Jenjang Penjadwalan Produksi ... 44
3.2.4 Entity Relationship Diagram ... 50
3.2.5 Struktur Database ... 53
3.2.6 Desain Input Output ... 58
3.3 Test Case ... 68
BAB IV IMPLEMENTASI DAN EVALUASI SISTEM ... 74
4.1 Kebutuhan Sistem ... 74
4.1.1 Kebutuhan Hardware ... 74
4.1.2 Kebutuhan Software ... 75
4.2.3 Form Master Customer ... 77
4.2.4 Form Master Produk ... 79
4.2.5 Form Master Mesin ... 80
4.2.6 Form Master Kapasitas Produksi ... 82
4.2.7 Form Transaksi Pemesanan ... 83
4.2.8 Form Lihat Data Pemesanan ... 85
4.2.9 Form Perhitungan Metode EDD ... 86
4.2.10 Form Penjadwalan ... 87
4.2.11 Form Ganti Password ... 88
4.2.12 Laporan Pemesanan ... 89
4.2.13 Laporan Penjadwalan Proses Pesanan ... 90
4.2.14 Laporan Penjadwalan Penggunaan Mesin ... 91
4.3 Uji Coba Perangkat Lunak ... 92
4.3.1 Uji Coba Form Login ... 93
4.3.2 Uji Coba Form Master Customer ... 96
4.3.3 Uji Coba Form Master Produk ... 98
4.3.4 Uji Coba Form Master Mesin ... 99
4.3.5 Uji Coba Form Master Kapasitas Produksi ... 100
4.3.6 Uji Coba Form Transaksi Pesanan ... 101
4.3.7 Uji Coba Form Transaksi Perhitungan Metode ... 102
4.3.8 Uji Coba Form Penjadwalan ... 103
5.1 Kesimpulan ... 112
5.2 Saran ... 113
DAFTAR PUSTAKA ... 114
1.1 Latar Belakang Masalah
PT Gemah Ripah Loh Jinawi Industri (GRLJI) adalah perusahaan yang bergerak di bidang industri pupuk, perusahaan ini berdiri di Desa Wotan Panceng – Gresik yang dirintis sejak tahun 2006 oleh Bapak Sumono Eko Saputro selaku direktur industri pupuk di Gresik. Awal mula berdirinya perusahaan ini yaitu berawal dari pertemuan Bapak Joni Eko Saputro sebagai direktur PT Trans World Freigth dengan Bapak Eko Saputro yang sepakat untuk bergabung dalam perusahaan yang bernama CV Gemah Ripah Loh Jinawi Industri. Pada tahun 2010 CV Gemah Ripah Loh Jinawi Industri berubah status menjadi PT Gemah Ripah Loh Jinawi Industri.
menggunakan mesin. Pada tahap penggilingan menggunakan satu mesin yaitu mesin penggilingan, tahap granulasi menggunakan satu mesin yaitu mesin granulator, untuk tahap pengeringan dan pendinginan menggunakan satu mesin yang sama yaitu mesin rotary dryer, dan untuk proses pengukuran menggunakan satu mesin yaitu mesin rotary screen. Pada saat ini kapasitas produksi per mesin per shift menghasilkan pupuk sebesar 15 ton sehingga per hari dapat menghasilkan pupuk sebesar 45 ton dan setiap harinya mesin berjalan selama 24 jam. Pada tahap preparation, perusahaan mengelompokkan bahan baku yang akan digunakan seperti batu phospat alam, batu dolomite, dan air produksi. Tahap selanjutnya adalah proses penggilingan ke mesin penggiling dari batu phospat alam atau batu dolomite menjadi phospat powder. Setelah itu masuk ke tahap granulasi yaitu pembentukan partikel-partikel dari phospat powder masuk ke mesin granulator dan diolah menjadi pupuk phospat yang berbentuk lingkaran kecil dan masih basah, dari mesin granulator tahap selanjutnya adalah tahap pengeringan yang dilakukan di mesin rotary dryer. Setelah tahap pengeringan selesai, pupuk phospat akan melewati mesin rotary screen untuk dilakukan tahap pemotongan pupuk yang berukuran 2-5 mm, selanjutnya pupuk tersebut menuju mesin rotary dryer untuk dilakukan tahap pendinginan kemudian pupuk yang telah jadi akan segera di packing.
pesanan dari customer belum terintegrasi dengan penjadwalan produksi, hal inidapat menyebabkan terjadinya keterlambatan dalam melakukan penjadwalan produksi sehingga customer harus menunggu antrian dan apabila perusahaan sering mendapatkan complain dari customer maka akan terjadi kemungkinan perusahaan mengalami kerugian. Kondisi keterlambatan proses produksi dapat dilihat pada tabel 1.
Tabel 1. Kondisi keterlambatan proses produksi pada bulan Desember 2015
No. Minggu Jenis Produksi Pupuk
Tonage (KG)
Batas Waktu Waktu Selesai
Keteranga n 1. Minggu I Phosphate
Granule 22
20.000 11 Desember 2015 11 Desember 2015 Sesuai
2. Minggu II Super Grano Phosphate 20
300.000 14 Desember 2015 16 Desember 2015 Terlambat
3. Minggu III Granul Grano 22% UP
20.000 19 Desember 2015 19 Desember 2015 Sesuai
4. Minggu IV Granul Grano 22% UP
100.000 28 Desember 2015 29 Desember 2015 Terlambat
Sumber : PT GRLJI
Berdasarkan permasalahan tersebut, maka PT GRLJI membutuhkan sebuah aplikasi penjadwalan produksi pupuk dengan menggunakan metode Earliest Due Date (EDD) yang mampu meminimalkan keterlambatan. Penerapan
aplikasi penjadwalan produksi pupuk dengan menggunakan metode Earliest Due Date (EDD) yang dibuat mampu mengoptimalkan penjadwalan produksi yang
1.2 Perumusan Masalah
Berdasarkan latar belakang yang telah diuraikan diatas, maka perumusan masalah ini adalah bagaimana merancang bangun aplikasi penjadwalan produksi pupuk menggunakan metode Earliest Due Date (EDD) di PT Gemah Ripah Loh Jinawi Industri.
1.3 Batasan Masalah
Berdasarkan perumusan masalah diatas, maka batasan masalah dalam pembuatan aplikasi penjadwalan produksi pupuk pada PT Gemah Ripah Loh Jinawi Industri adalah sebagai berikut.
1. Membahas proses penjadwalan produksi.
2. Mesin produksi di asumsikan beroperasi setiap hari selama 24 jam. 3. Tidak membahas proses maintenance pada mesin produksi.
4. Tidak membahas proses penjadwalan pengiriman barang.
5. Metode yang digunakan adalah metode penjadwalan Earliest Due Date (EDD).
6. Aplikasi yang dibuat adalah aplikasi berbasis dekstop dengan menggunakan tools Microsoft Visual Studio 2012, database SQL Server 2012 dan SAP Crystal Reports.
1.4 Tujuan
1.5 Sistematika Penulisan
Untuk memudahkan pembaca dalam memahami permasalahan dan pembahasannya, maka penulisan laporan Tugas Akhir ini dibuat dengan sistematika sebagai berikut.
BAB I : PENDAHULUAN
Pada bab ini menjelaskan tentang latar belakang masalah, perumusan masalah, batasan masalah, tujuan penelitian yang dilakukan, dan sistematika penulisan laporan penelitian.
BAB II : LANDASAN TEORI
Bab ini menjelaskan tentang teori-teori yang digunakan dalam penyusunan Tugas Akhir sesuai dengan penelitian yang telah dilakukan yaitu teori tentang Aplikasi, Penjadwalan, Penjadwalan Produksi, Metode Earliest Due Date, System Development Life Cycle, Microsoft Visual Basi.Net, SQL Server, System Flow, Data
Flow Diagram, Entity Relation Diagram, Crystal Report.
BAB III : ANALISIS DAN PERANCANGAN SISTEM
Dalam bab ini menjelaskan tentang metode yang digunakan dalam penelitian yaitu perancangan sistem penjadwalan produksi.
BAB IV : IMPLEMENTASI DAN EVALUASI SISTEM
BAB V : PENUTUP
BAB II LANDASAN TEORI
2.1 Aplikasi
Aplikasi adalah penerapan, menyimpan sesuatu data, permasalahan, pekerjaan kedalam suatu sarana atau media yang dapat digunakan untuk menerapkan atau mengimplementasikan hal atau permasalahan yang ada sehingga berubah menjadi suatu bentuk yang baru tanpa menghilangkan nilai-nilai dasar dari hal data, permasalahan, pekerjaan itu sendiri (Jogiyanto, 2005).
2.2 Penjadwalan
Penjadwalan adalah pengurutan pembuatan atau pengerjaan produk secara menyeluruh yang dikerjakan pada beberapa buah mesin. Dengan demikian masalah sequencing senantiasa melibatkan pengerjaan sejumlah komponen yang
sering disebut dengan istilah „job‟. Job masih merupakan komposisi dari sejumlah elemen-elemen dasar yang disebut aktivitas atau operasi. Tiap aktivitas atau perasi ini membutuhkan alokasi sumber daya tertentu selama periode waktu tertentu yang sering disebut dengan waktu proses (Ginting, 2007).
2.3 Penjadwalan Produksi
Penjadwalan produksi secara umum didefinisikan sebagai suatu proses dalam perencanaan dan pengendalian produksi dan pengalokasian sumber daya pada suatu waktu tertentu dengan memperhatikan kapasitas sumber daya yang ada (Tanuwijaya, 2012).
Secara umum, penjadwalan produksi dapat dibedakan menjadi dua jenis yaitu penjadwalan per job dan penjadwalan per batch. Berdasarkan tahapan proses produksinya penjadwalan per job dibedakan menjadi dua yaitu single stage dan multiple stage. Berdasarkan jumlah mesin yang digunakan dalam proses produksi,
penjadwalan single stage dibedakan menjadi dua jenis yaitu single machine dan paralel machine (Pinedo, 2002).
2.3.1 Klasifikasi Penjadwalan Produksi
Pada dasarnya terdapat beberapa klasifikasi yang dapat digunakan untuk menetapkan prioritas dalam operasi manufakturing, antara lain. (Gaspersz, 2004). 1. Critical Ratios, dihitung melalui pembagian waktu yang tersisa
(banyaknya jam atau hari kerja di antara sekarang dan due date) dengan kerja (manufacturing time) yang tersisa (total setup, run, wait, move and queue times).
sehingga direkomendasikan untuk digunakan secara sementara saja, dan bukan merupakan aturan yang tetap dalam menentukan prioritas.
3. First-Come, First-Server (FCFS). Tugas yang pertama datang ke pusat kerja diproses terlebih dahulu. Metode ini hanya digunakan apabila waktu kerja yang tersisa untuk competing orders relatif sama. FCFS akan cocok untuk flow processes karena memiliki work remaining times yang serupa. 4. Earliest Due Date (EDD). Tugas-tugas yang mempunyai earliest due date
yang dipilih pertama.
Longest Processing Time (LPT). Tugas-tugas yang mempunyai waktu
proses terpanjang yang dipilih terlebih dahulu.
2.3.2 Kriteria Pemilihan Metode Penjadwalan
Terdapat kriteria-kriteria yang dapat digunakan sebagai dasar pemilihan metode penjadwalan yang sesuai yakni (Nasution, 2003).
1. Mean flow time : Rata-rata waktu tinggal pekerjaan dalam sistem. Biasanya menggunakan metode LPT lalu dilanjutkan dengan SPT.
2. Makespan : Waktu penyelesaian semua pekerjaan. Sama seperti mean flow time, pemecahannya menggunakan aturan slack.
3. Tardiness : Keterlambatan. Pemecahannya menggunakan aturan slack.
4. Mean tardiness : Rata-rata waktu keterlambatan. Untuk mengurangi mean tardiness menggunakan metode SPT, EDD dan slack lalu
diilanjutkan dengan algoritma Wilkerson – Irwin.
6. Number of tardy job : Jumlah pekerjaan yang terlambat. Untuk mengurangi number of tardy job, menggunakan metode EDD lalu dilanjutkan dengan algoritma Hodgson.
2.3.3 Istilah – Istilah dalam Penjadwalan Produksi
Beberapa istilah umum yang digunakan dalam penjadwalan produksi yaitu (Nasution, 2003).
1. Processing Time (waktu proses), merupakan perkiraan waktu penyelesaian satu pekerjaan. Perkiraan meliputi perkiraan waktu setup mesin. Simbol untuk waktu proses pekerjaan i adalah Ti.
2. Due date (batas waktu), merupakan waktu maksimal yang dapat diterima untuk menyelesaikan pekerjaan tersebut. Kelebihan waktu dari waktu yang telah ditetapkan merupakan suatu keterlambatan. Batas waktu ini disimbolkan dengan di.
3. Lateness (keterlambatan), merupakan penyimpangan antara waktu penyelesaian pekerjaan dengan waktu yang ditentukan. Suatu pekerjaan mempunyai keterlambatan positif jika diselesaikan setelah batas waktu dan bernilai negatif jika diselesaikan sebelum batas waktu. Simbol keterlambatan ini adalah L.
... (2.1) (Sumber : Nasution, 2003)
4. Tardiness (ukuran keterlambatan), merupakan ukuran untuk keterlambatan positif. Jika suatu pekerjaan diselesaikan lebih cepat dari batas waktu yang ditetapkan, maka mempunyai nilai keterlambatan negatif tetapi ukuran
keterlambatan positif. Ukuran ini disimbolkan dengan Ti dimana Ti adalah
maksimum dari (0, Li).
5. Slack (kelonggaran), merupakan ukuran yang digunakan untuk melihat selisih waktu antara waktu proses dengan batas waktu yang telah ditetapkan. Slack dinotasikan Sli dan dihitung dengan persamaan.
... (2.2)
(Sumber : Nasution, 2003)
6. Completion time (waktu penyelesaian), merupakan rentang waktu antara saat pekerjaan dimulai sampai pekerjaan itu selesai. Waktu penyelesaian ini disimbolkan dengan Ci.
7. Flow Time (waktu alir), merupakan rentang waktu antara saat pekerjaan dapat dimulai (tersedia) dan saat pekerjaan selesai. Waktu alir sama dengan waktu proses ditambah dengan waktu tunggu sebelum pekerjaan diproses.
2.4 Metode Earliest Due Date
Metode Earliest Due Date merupakan pengurutan pekerjaan-pekerjaan berdasarkan tanggal jatuh tempo (due date) yang tercepat. Pekerjaan dengan saat jatuh tempo paling awal harus dijadwalkan terlebih dahulu daripada pekerjaan dengan saat jatuh tempo belakangan. Metode ini dapat digunakan untuk penjadwalan pada satu mesin (single machine) maupun untuk penjadwalan pada beberapa mesin (paralel machine). Metode penjadwalan yang menghasilkan maximum tardiness yang paling kecil minimum adalah metode Earliest Due Date
(Kusuma, 2009).
Dalam prosedur jatuh tempo, pekerjaan diurutkan berdasarkan jatuh tempo terdekat atau berdasarkan tugas-tugas yang mempunyai tanggal yang dibutuhkan paling cepat. Prosedur jatuh tempo meminimalkan keterlambatan (tardiness) maksimum.
Langkah – langkah penggunaan metode EDD adalah sebagai berikut. Langkah 1 : Urutkan pekerjaan berdasarkan tanggal jatuh tempo terdekat. Langkah 2 : Ambil pekerjaan satu persatu dari urutan berdasarkan tanggal
jatuh tempo itu, kemudian jadwalkan pada mesin dengan beban yang paling minimum.
Parameter-parameter yang diperlukan dalam penjadwalan dengan metode Earliest Due Date (EDD) yaitu.
a. Waktu pemrosesan
b. Batas waktu tiap pekerjaan
Setelah dibuat urutan berdasarkan waktu pemrosesan, maka EDD akan menghasilkan perhitungan ukuran efektivitas yang dapat dilihat pada Gambar 1.
Gambar 2.1 Perhitungan Metode Earliest Due Date (Kusuma, 2009). Rata-rata waktu penyelesaian = jumlah total waktu aliran = .... hari ... (2.3)
jumlah pekerjaan
Utilisasi = total waktu pekerjaan = .... % ... (2.4) jumlah total waktu aliran
Rata - rata jumlah pekerjaan = jumlah total waktu aliran = ... pekerjaan ... (2.5) total waktu pekerjaan
Rata – rata keterlambatan pekerjaan = total hari terlambat = .... hari ... (2.6)
Studi Kasus Penerapan Metode EDD
Berikut merupakan contoh perhitungan produksi pupuk phospat dengan kadar 18%, rata-rata produksi pupuk phospat yang dihasilkan sekitar 250 ton per minggu dan per hari dapat menghasilkan pupuk sebesar 45 ton. Data perhitungan dapat dilihat pada Tabel 2.1.
Tabel 2.1 Data Perhitungan Urutan Pekerjaan (Nama Customer) Jumlah Pesan (Ton) Waktu Pemrosesan (Hari) Batas Waktu Pekerjaan (Hari) PT. Rekayasa
Industri 60 2 1
PT. Mega Eltra 120 3 4
PT. Pupuk
Sriwidjaya 70 2 2
Penyelesaian perhitungan dengan metode EDD dapat dilihat pada Tabel 2.2 : Tabel 2.2 Perhitungan Metode EDD
Urutan Pekerjaan (Nama Customer) Jumlah Pesan (Ton) Waktu Pemrosesan (Hari) Aliran Waktu (Hari) Batas Waktu Pekerjaan (Hari) Keterlambatan (Hari) PT. Rekayasa
Industri 60 2 2 1 1
PT Pupuk
Sriwidjaya 70 2 4 2 2
PT Mega Eltra 120 3 7 4 3
Jumlah 250 7 13 6
Metode EDD menghasilkan ukuran efektivitas seperti pada persamaan 2.3, 2.4, 2.5, 2.6.
a. Rata-rata waktu penyelesaian = jumlah total waktu aliran / jumlah
pekerjaan
b. Utilisasi = total waktu pekerjaan / jumlah total waktu aliran
= 7 / 13 = 0,53 %
c. Rata - rata jumlah pekerjaan = jumlah total waktu aliran / total waktu Pekerjaan
= 13 hari / 7 hari = 1,85 pekerjaan d. Rata – rata keterlambatan pekerjaan = total hari terlambat / jumlah
Pekerjaan = 6 / 3 = 2 hari
2.5 System Development Life Cycle
System development life cycle (SDLC) adalah keseluruhan proses dalam
membangun sistem informasi melalui beberapa tahapan. Ada beberapa model SDLC namun yang paling sering digunakan dan paling populer adalah model waterfall. Model ini disebut waterfall karena dikerjakan langkah per langkah
seperti air mengalir.Adapun model lain dari SDLC yaitu fountain, spiral, rapid prototyping, incremental, build & fix, System development life cycle dan
synchronize & stabilize.
sebelumnya yang benar-benar dilakukan. Gambar 2.2 merupakan tahapan dalam membangun sistem informasi menggunakan model waterfall (Bassil, 2011).
Gambar 2.2 Tahapan Membangun Sistem Informasi (Bassil, 2011).
1. Analysis
2. Design
Fase desain adalah proses perencanaan dan pemecahan solusi masalah perangkat lunak untuk menentukan rencana untuk solusi yang meliputi desain algoritma, desain arsitektur perangkat lunak, skema database konseptual, desain diagram logis, desain konsep, desain antarmuka pengguna grafis, dan struktur data.
3. Implementation
Fase implementasi mengacu pada realisasi kebutuhan bisnis dan spesifikasi desain ke dalam program, database, atau komponen perangkat lunak melalui pemrograman. Fase ini adalah dimana kode nya ditulis dan disusun menjadi sebuah aplikasi operasional, dan dimana database dan file teks yang dibuat.
4. Testing
5. Maintenance
Fase pemeliharaan adalah proses memodifikasi solusi perangkat lunak setelah memperbaiki output, memperbaiki kesalahan, dan meningkatkan kinerja serta kualitas. Kegiatan pemeliharaan tambahan dapat dilakukan dalam fase ini termasuk meningkatkan kehandalan software.
2.6 Microsoft Visual Basic.Net
Visual Basic adalah bahasa pemrograman tingkat tinggi yang sudah sangat
terkenal, dimulai dengan BASIC yang terdapat pada computer “angkatan tua”
seperti AT286. Pada saat itu bahasa BASIC merupakan bahasa yang sangat diandalkan dalam pembuatan beberapa aplikasi penting. BASIC digemari karena
susunan programnya yang membebaskan kita untuk “melompat” dari satu baris ke
baris yang lainnya. Versi BASIC lainnya adalah BASICA, Qbasic, Turbi Basic dan lain-lain. Bahasa BASIC banyak terdapat di masa penggunaan sistem operasi DOS (Wahana Komputer, 2009).
2.7 SQL Server
SQL Server adalah sebuah sistem arsitektur terbuka yang memungkinkan para pengembang program memperluas dan menambahkan fungsi-fungsi ke dalam database (Djuandi, 2002).
SQL Server adalah perangkat lunak Relation Database Management System (RDBMS) yang di desain untuk melakukan proses manipulasi database berukuran besar dengan berbagai fasilitas (Kuniyo, 2007).
melakukan proses manipulasi, memperluas database dengan berbagai fitur yang terdapat di dalamnya.
2.8 System Flow
System flow menunjukan urutan- urutan dari prosedur yang ada di dalam sistem dan menunjukan apa yang dikerjakan sistem. Simbol- simbol yang digunakan dalam System flow ditunjukan pada Gambar 2.3.
1. Simbol Dokumen
2. Simbol Kegiatan Manual
3. Simbol Simpanan Offline
4. Simbol Proses
5. Simbol Database
6. Simbol Garis Alir
7. Simbol Penghubung ke Halaman yang Sama
8. Simbol Penghubung ke Halaman Lain
Gambar 2.3 Simbol System Flow (Jogiyanto, 2005). 2.9 Data Flow Diagram
Data flow diagram (DFD) awalnya dikembangkan oleh Chris Ganeda
Trish Sarson pada tahun 1979 yang termasuk dalam Strucutred Systems Analysis and Design Methodology (SSADM) yang ditulis oleh Chris Gane dan Trish Sarson. Sistem yang dikembangkan ini berbasis pada dekomposisi fungsional dari sebuah sistem.
Data flow diagram (DFD) dapat digunakan untuk merepresentaikan
dibagi menjadi beberapa level yang lebih detail. DFD menyediakan mekanisme untuk pemodelan fungsional ataupun pemodelan aliran informasi. Simbol-simbol dasar dalam DFD meliputi.
1. External Entity
Sebuah elemen sistem atau sistem yang lain yang menghasilkan informasi bagi transformasi oleh perangkat lunak atau menerima informasi yang dihasilkan oleh perangkat lunak.
2. Data Flow
Data Flow atau aliran data disimbolkan dengan tanda panah. Data Flow
menunjukkan arus data atau aliran data yang menghubungkan dua proses atau entitas dengan proses.
3. Process
Mempresentasikan sebuah proses atau transformasi yang diaplikasikan ke data untuk mengubahnya dengan berbagai macam cara.
4. Data Store
Simbol data store merupakan simbol yang digunakan untuk melambangkan proses penyimpanan data.
2.10 Entity Relation Diagram
Entity relationship diagram adalah suatu bentuk perencanaan database
Beberapa jenis model ERD, yaitu : 1. Conceptual Data Model (CDM)
Merupakan model universal dan dapat menggambarkan semua struktut logic database (DBMS), dan tidak bergantung dari software atau pertimbangan struktur data storage. Sebuah CDM dapat diubah langsung menjadi PDM.
2. Physical Data Model (PDM)
Merupakan model ERD yang mengacu pada pemilihan software DBMS yang spesifik. Hal ini seringkali berbeda secara signifikan dikarenakan oleh struktur tipe database yang bervariasi, dari model schema, tipe data penyimpanan dan sebagainya.
2.11 Crystal Report
Crystal Report adalah program yang dapat digunakan untuk membuat, menganalilis dan menterjemahkan informasi yang terkandung dalam database atau program ke dalam berbagai jenis laporan yang sangat flexibel. (Kuniyo, 2007).
Crystal Report merupakan program khusus untuk membuat laporan terpisah dari program microsoft Visual Basic 6.0, tetapi keduanya dapat dihubungkan (linkage). (Madcom, 2003).
Beberapa fungsi tools yang ada di Crystal Report :
a. Report Header, digunakan untuk informasi yang ditampilkan pada halaman pertama saja. Contohnya logo dan kop surat yang tertletak di posisi atas.
b. Page Header, digunakan untuk informasi yang ditampilkan pada setiap halaman. Contohnya nama kolom.
d. Detail, area yang digunakan untuk menampilkan isi datanya.
e. Report Footer, digunakan untuk informasi yang ditampilkan pada halaman terakhir. Contohnya tanda tangan, nama penanggung jawab.
BAB III
ANALISIS DAN PERANCANGAN SISTEM
Tahapan yang digunakan untuk melakukan analisis dan perancangan sistem aplikasi penjadwalan produksi pada PT Gemah Ripah Loh Jinawi Industri menggunakan metode yang sesuai dengan System Development Life Cycle (SDLC). Tahapan tersebut dapat dilihat di Gambar 2.2.
3.1 Analysis
Tahap ini merupakan tahap awal dalam pembuatan aplikasi dimulai dari tahap perencanaan yang membahas mengenai proses pengumpulan informasi berupa data – data hasil dari wawancara, observasi, analisis masalah, dan studi literatur.
a. Wawancara
Pada tahap ini peneliti melakukan wawancara kepada Bapak Farikh Fauzi sebagai manajer produksi yang dilakukan pada bulan Januari tanggal 5-16 Januari 2016 dan bulan Februari tanggal 1-13 Februari 2016 di PT GRLJI untuk memperoleh informasi mengenai objek penelitian dan berbagai kebutuhan user yang akan menggunakan aplikasi penjadwalan produksi. Peneliti meminta keterangan mengenai format data berbagai kegiatan dalam proses penjadwalan produksi, seperti data jenis pupuk, data pesanan customer, dan data kapasitas penggunaan mesin.
b. Observasi
GRLJI yang belum memiliki aplikasi penjadwalan produksi, peneliti mengamati lebih jelas mengenai proses bisnisnya, mencatat berbagai kegiatan di lingkungan perusahaan dan sistem yang sedang berjalan. Hasil dari observasi ini adalah dokumen mengenai schedule produksi.
c. Studi Literatur
Studi literatur merupakan tahap pengumpulan pengetahuan dari sumber-sumber seperti buku, jurnal dan dokumen dari berbagai sumber-sumber. Sumber pengetahuan tersebut digunakan sebagai landasan teori untuk mengembangkan aplikasi penjadwalan produksi. Peneliti melakukan studi literatur untuk memperoleh informasi-informasi terhadap berbagai konsep mengenai aplikasi penjadwalan produksi yang akan digunakan dalam proses selanjutnya. Informasi yang didapat dari studi literatur ini adalah informasi mengenai metode yang tepat untuk penjadwalan produksi, informasi mengenai analisis dan perancangan sistem.
3.1.1 Identifikasi Masalah
Document Flow Penjadwalan Produksi
Divisi Produksi
Marketing Direktur
Mencatat Data Pesanan
Customer
Daftar Pesanan Customer
Membuat Daftar Kebutuhan
Produksi
Data Produksi
Membuat Penjadwalan
Data Penjadwalan
Data Penjadwalan
Data Pesanan Customer
Start
[image:30.595.99.510.82.502.2]End
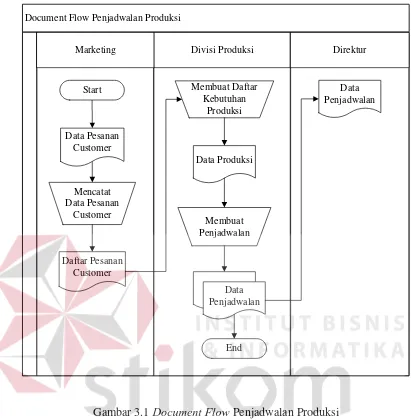
Gambar 3.1 Document Flow Penjadwalan Produksi
Document flow penjadwalan produksi memiliki tiga entitas (aktor) yang
menghasilkan dokumen berupa data penjadwalan. Data penjadwalan akan dibuat dua dokumen yang akan diberikan untuk direktur dan divisi produksi.
Dari hasil pengamatan yang telah dilakukan sebelumnya, terdapat beberapa masalah yang terjadi di beberapa entitas (aktor). Pada entitas marketing, pencatatan data pesanan dari customer belum terintegrasi dengan penjadwalan produksi, hal ini dapat menyebabkan terjadinya keterlambatan dalam melakukan penjadwalan produksi sehingga customer harus menunggu antrian dan apabila perusahaan sering mendapatkan complain dari customer maka akan terjadi kemungkinan perusahaan mengalami kerugian. Sedangkan pada entitas divisi produksi, untuk mengetahui waktu yang dibutuhkan dalam menyelesaikan pesanan produksi perusahaan hanya memperkirakan berapa lama waktu produksi yang dikerjakan tersebut dapat diselesaikan sebelum tanggal jatuh tempo, hal tersebut dapat menyebabkan jadwal yang telah ditentukan tidak sesuai dengan perkiraan. Permasalahan tersebut dapat mengakibatkan keterlambatan dalam pemenuhan pesanan customer dan mesin-mesin yang digunakan belum optimal.
Untuk mengatasi permasalahan yang terjadi, maka PT GRLJI membutuhkan sebuah aplikasi penjadwalan produksi pupuk dengan menggunakan metode Earliest Due Date (EDD) yang mampu meminimalkan keterlambatan.
Penerapan aplikasi penjadwalan produksi pupuk dengan menggunakan metode Earliest Due Date (EDD) yang akan dibuat diharapkan dapat membantu dan
proses bisnis saat ini, simpulan dari uraian permasalahan dapat dilihat pada Tabel 3.1.
Tabel 3. 1 Proses – Masalah – Solusi
Bagian Masalah Sebab Dampak Solusi
Marketing Proses pencatatan pesanan
customer yang
masih manual. Pencatatan pesanan customer belum terintegrasi dengan penjadwalan produksi.
Jadwal yang telah ditentukan oleh customer tidak sesuai dengan
perkiraan
sehingga dapat menyebabkan keterlambatan hingga beberapa hari dan apabila sering terjadi keterlambatan maka tidak menutup
kemungkinan customer akan
pindah ke perusahaan lain. Melakukan proses penjadwalan sesuai pesanan customer. Divisi Produksi
Tidak adanya metode yang digunakan dalam menjadwalkan proses pemesanan. Hanya memperkirakan berapa lama waktu produksi yang dikerjakan dapat diselesaikan Dapat menyebabkan kerugian finansial apabila beberapa customer pindah
sebelum
tanggal jatuh tempo.
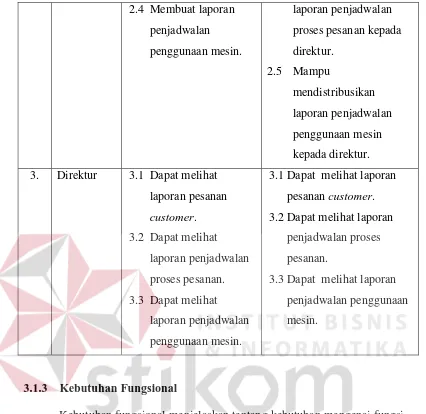
3.1.2 Kebutuhan Pengguna
Kebutuhan pengguna merupakan kebutuhan yang telah disesuaikan dan dibuat untuk menunjang tugas-tugas pengguna terkait dengan aplikasi penjadwalan produksi pada PT Gemah Ripah Loh Jinawi Industri. Kebutuhan pengguna dapat dilihat pada Tabel 3.2.
Tabel 3.2 Kebutuhan Pengguna
No Pengguna Tugas Kebutuhan Pengguna
1. Marketing 1.1 Dapat melakukan pencatatan data pesanan customer. 1.2 Membuat laporan
pesanan customer. 1.3 Mendistribusikan
laporan pesanan customer kepada
divisi produksi.
1.1 Dapat mencatat data pesanan customer. 1.2 Dapat melihat data
pesanan customer. 1.3 Dapat membuat laporan
pesanan customer. 1.4 Mampu
mendistribusikan laporan pesanan customer kepada divisi produksi.
2. Divisi Produksi
2.1 Dapat melakukan perhitungan EDD. 2.2 Dapat melakukan
penjadwalan produksi.
2.3 Membuat laporan penjadwalan proses pesanan.
2.1 Dapat membuat perhitungan EDD. 2.2 Dapat menjadwalkan
proses produksi. 2.3 Dapat melihat
penjadwalan produksi. 2.4 Mampu
2.4 Membuat laporan penjadwalan penggunaan mesin.
laporan penjadwalan proses pesanan kepada direktur. 2.5 Mampu mendistribusikan laporan penjadwalan penggunaan mesin kepada direktur. 3. Direktur 3.1 Dapat melihat
laporan pesanan customer.
3.2 Dapat melihat laporan penjadwalan proses pesanan. 3.3 Dapat melihat
laporan penjadwalan penggunaan mesin.
3.1Dapat melihat laporan pesanan customer. 3.2Dapat melihat laporan
penjadwalan proses pesanan.
3.3Dapat melihat laporan penjadwalan penggunaan mesin.
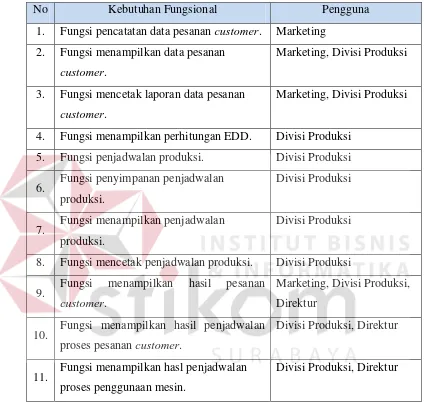
3.1.3 Kebutuhan Fungsional
[image:34.595.97.523.83.497.2]Kebutuhan fungsional menjelaskan tentang kebutuhan mengenai fungsi – fungsi yang dibutuhkan dan disesuaikan dengan kebutuhan pengguna yang dijelaskan di Tabel 3.2. Kebutuhan fungsional dapat dilihat pada Tabel 3.3.
Tabel 3.3 Kebutuhan Fungsional
No Pengguna User Requirement Functional Requirement 1. Marketing 1.1 Dapat mencatat data
pesanan customer. 1.2 Dapat melihat data
pesanan customer. 1.3 Dapat membuat
laporan pesanan
1.1 Fungsi pencatatan data pesanan customer. 1.2 Fungsi menampilkan
data pesanan customer. 1.3 Fungsi mencetak
customer.
1.4 Mampu
mendistribusikan laporan pesanan customer kepada divisi
produksi.
customer.
2. Divisi Produksi
2.1Dapat membuat perhitungan EDD. 2.2Dapat menjadwalkan
proses produksi. 2.3Dapat melihat
penjadwalan produksi. 2.4Mampu
mendistribusikan laporan penjadwalan proses pesanan kepada Direktur. 2.5Mampu mendistribusikan laporan penjadwalan penggunaan mesin kepada Direktur.
2.1Fungsi menampilkan perhitungan EDD. 2.2Fungsi penjadwalan
produksi.
2.3Fungsi penyimpanan penjadwalan produksi. 2.4 Fungsi menampilkan
penjadwalan produksi. 2.5Fungsi mencetak
penjadwalan produksi.
3. Direktur 3.1 Mampu melihat laporan pesanan customer.
3.2 Mampu melihat laporan penjadwalan proses pesanan. 3.3 Mampu melihat
laporan penjadwalan penggunaan mesin.
3.1Fungsi menampilkan hasil pesanan customer. 3.2Fungsi menampilkan
hasil penjadwalan proses pesanan customer.
Dari Tabel 3.3 maka secara keseluruhan kebutuhan fungsional yang diperlukan dapat dilihat di Tabel 3.4.
Tabel 3.4 Kebutuhan Fungsional Keseluruhan
No Kebutuhan Fungsional Pengguna
1. Fungsi pencatatan data pesanan customer. Marketing 2. Fungsi menampilkan data pesanan
customer.
Marketing, Divisi Produksi
3. Fungsi mencetak laporan data pesanan customer.
Marketing, Divisi Produksi
4. Fungsi menampilkan perhitungan EDD. Divisi Produksi 5. Fungsi penjadwalan produksi. Divisi Produksi 6. Fungsi penyimpanan penjadwalan
produksi.
Divisi Produksi
7. Fungsi menampilkan penjadwalan produksi.
Divisi Produksi
8. Fungsi mencetak penjadwalan produksi. Divisi Produksi 9. Fungsi menampilkan hasil pesanan
customer.
Marketing, Divisi Produksi, Direktur
10. Fungsi menampilkan hasil penjadwalan proses pesanan customer.
Divisi Produksi, Direktur
11. Fungsi menampilkan hasl penjadwalan proses penggunaan mesin.
Divisi Produksi, Direktur
3.1.4 Spesifikasi Kebutuhan Fungsional
Spesifikasi kebutuhan fungsional dapat dilihat pada Tabel 3.5 sampai dengan Tabel 3.15.
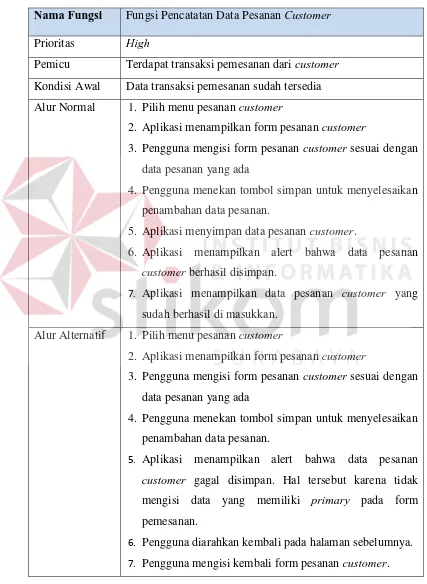
Tabel 3.5 Fungsi Pencatatan Data Pesanan Customer Nama Fungsi Fungsi Pencatatan Data Pesanan Customer Prioritas High
Pemicu Terdapat transaksi pemesanan dari customer Kondisi Awal Data transaksi pemesanan sudah tersedia Alur Normal 1. Pilih menu pesanan customer
2. Aplikasi menampilkan form pesanan customer
3. Pengguna mengisi form pesanan customer sesuai dengan data pesanan yang ada
4. Pengguna menekan tombol simpan untuk menyelesaikan penambahan data pesanan.
5. Aplikasi menyimpan data pesanan customer.
6. Aplikasi menampilkan alert bahwa data pesanan customer berhasil disimpan.
7. Aplikasi menampilkan data pesanan customer yang sudah berhasil di masukkan.
Alur Alternatif 1. Pilih menu pesanan customer
2. Aplikasi menampilkan form pesanan customer
3. Pengguna mengisi form pesanan customer sesuai dengan data pesanan yang ada
4. Pengguna menekan tombol simpan untuk menyelesaikan penambahan data pesanan.
5. Aplikasi menampilkan alert bahwa data pesanan customer gagal disimpan. Hal tersebut karena tidak
mengisi data yang memiliki primary pada form pemesanan.
8. Aplikasi menampilkan message box “Data berhasil
disimpan”
9. Aplikasi menampilkan data pemesanan.
Kondisi Akhir Sistem berhasil menyimpan data pemesanan dan menampilkan data pemesanan.
Pengecualian - Kebutuhan Non - Fungsional
[image:38.595.95.521.144.651.2]Keamanan aplikasi. Sebelum masuk ke aplikasi pengguna wajib mengisi username dan password.
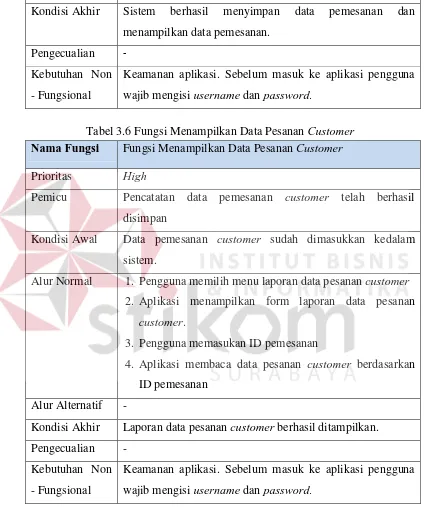
Tabel 3.6 Fungsi Menampilkan Data Pesanan Customer Nama Fungsi Fungsi Menampilkan Data Pesanan Customer Prioritas High
Pemicu Pencatatan data pemesanan customer telah berhasil disimpan
Kondisi Awal Data pemesanan customer sudah dimasukkan kedalam sistem.
Alur Normal 1. Pengguna memilih menu laporan data pesanan customer 2. Aplikasi menampilkan form laporan data pesanan
customer.
3. Pengguna memasukan ID pemesanan
4. Aplikasi membaca data pesanan customer berdasarkan ID pemesanan
Alur Alternatif -
Kondisi Akhir Laporan data pesanan customer berhasil ditampilkan. Pengecualian -
Kebutuhan Non - Fungsional
Keamanan aplikasi. Sebelum masuk ke aplikasi pengguna wajib mengisi username dan password.
Tabel 3.7 Fungsi Mencetak Laporan Data Pesanan Customer Nama Fungsi Fungsi Mencetak Laporan Data Pesanan Customer Prioritas High
Kondisi Awal Data pemesanan customer sudah ditampilkan
Alur Normal 1. Pengguna memilih menu laporan data pesanan customer 2. Aplikasi menampilkan form laporan data pesanan customer 3. Pengguna memilih tanggal pemesanan
4. Aplikasi membaca data pemesanan berdasarkan bulan dan tahun
Alur Alternatif -
Kondisi Akhir Laporan data pemesanan customer berhasil di cetak Pengecualian -
Kebutuhan Non - Fungsional
Keamanan aplikasi. Sebelum masuk ke aplikasi pengguna wajib mengisi username dan password.
Tabel 3.8 Fungsi Menampilkan Perhitungan EDD Nama Fungsi Fungsi Menampilkan Perhitungan EDD Prioritas High
Pemicu Terdapat proses perhitungan metode EDD Kondisi Awal Data pemesanan customer sudah dimasukkan Alur Normal 1. Pilih menu perhitungan metode EDD
2. Aplikasi menampilkan form perhitungan metode EDD 3. Pengguna memilih range tanggal pemesanan
4. Aplikasi menghitung dan menampilkan hasil dari perhitungan
5. Aplikasi menyimpan data tersebut kedalam tabel perhitungan metode
Alur Alternatif -
Kondisi Akhir Perhitungan metode EDD berhasil disimpan dan ditampilkan
Pengecualian - Kebutuhan Non - Fungsional
Tabel 3.9 Fungsi Penjadwalan Produksi Nama Fungsi Fungsi Penjadwalan Produksi
Prioritas High
Pemicu Terdapat proses penjadwalan
Kondisi Awal Perhitungan metode EDD sudah disimpan
Alur Normal 1. Pengguna memilih bulan dan tahun dan klik button proses 2. Aplikasi menampilkanpenjadwalan produksi
Alur Alternatif -
Kondisi Akhir Penjadwalan produksi berhasil ditampilkan Pengecualian -
Kebutuhan Non - Fungsional
Keamanan aplikasi. Sebelum masuk ke aplikasi pengguna wajib mengisi username dan password.
Tabel 3.10 Fungsi Penyimpanan Penjadwalan Produksi Nama Fungsi Fungsi Penyimpanan Penjadwalan Produksi Prioritas High
Pemicu Terdapat proses penjadwalan
Kondisi Awal Perhitungan metode EDD selesai diproses.
Alur Normal 1. Pengguna memilih bulan dan tahun penjadwalan produksi 2. Aplikasi menampilkan penjadwalan produksi
3. Pengguna menekan tombol simpan
4. Aplikasi memberikan allert bahwa berhasil disimpan Alur Alternatif -
Kondisi Akhir Penjadwalan produksi berhasil disimpan Pengecualian -
Kebutuhan Non - Fungsional
Keamanan aplikasi. Sebelum masuk ke aplikasi pengguna wajib mengisi username dan password.
Pemicu Penjadwalan produksi berhasil disimpan Kondisi Awal Penjadwalan produksi berhasil disimpan Alur Normal 1. Memilih menu laporan penjadwalan
2. Aplikasi menampilkan form laporan penjadwalan produksi
3. Pengguna memasukkan bulan penjadwalan produksi
4. Aplikasi menampilkan penjadwalan produksi
Alur Alternatif -
Kondisi Akhir Penjadwalan produksi berhasil ditampilkan Pengecualian -
Kebutuhan Non - Fungsional
Keamanan aplikasi. Sebelum masuk ke aplikasi pengguna wajib mengisi username dan password.
Tabel 3.12 Fungsi Mencetak Penjadwalan Produksi Nama Fungsi Fungsi Mencetak Penjadwalan Produksi Prioritas High
Pemicu Penjadwalan produksi berhasil ditampilkan Kondisi Awal Penjadwalan produksi berhasil disimpan Alur Normal 1. Memilih menu laporan penjadwalan
2. Aplikasi menampilkan form laporan penjadwalan produksi
3. Pengguna memasukkan bulan penjadwalan produksi
4. Aplikasi menampilkan penjadwalan produksi
5. Pengguna menekan button cetak
Alur Alternatif -
Kondisi Akhir Penjadwalan produksi berhasil di cetak Pengecualian -
Kebutuhan Non - Fungsional
Keamanan aplikasi. Sebelum masuk ke aplikasi pengguna wajib mengisi username dan password.
Tabel 3.13 Fungsi Menampilkan Hasil Pesanan Customer Nama Fungsi Fungsi Menampilkan Hasil Pesanan Customer Prioritas High
Kondisi Awal Pesanan customer berhasil disimpan Alur Normal 1. Memilih menu laporan pesanan customer
2. Aplikasi menampilkan form laporan pesanan customer
3. Pengguna memasukan bulan dan tahun
4. Aplikasi menampilkan hasil pesanan customer
Alur Alternatif -
Kondisi Akhir Hasil pesanan customer berhasil ditampilkan Pengecualian -
Kebutuhan Non - Fungsional
Keamanan aplikasi. Sebelum masuk ke aplikasi pengguna wajib mengisi username dan password.
Tabel 3.14 Fungsi Menampilkan Hasil Penjadwalan Proses Pesanan Customer Nama Fungsi Fungsi Menampilkan Hasil Penjadwalan Proses Pesanan
Customer Prioritas High
Pemicu Data produk berdasarkan pemesanan berhasil disimpan Kondisi Awal Data produk berdasarkan pemesanan berhasil disimpan Alur Normal 1. Memilih menu laporan penjadwalan proses pesanan
2. Aplikasi menampilkan form laporan penjadwalan proses
pesanan
3. Pengguna memasukan bulan dan tahun
4. Aplikasi menampilkan hasil penjadwalan proses pesanan
Alur Alternatif -
Kondisi Akhir hasil pesanan customer berhasil ditampilkan Pengecualian -
Kebutuhan Non - Fungsional
Keamanan aplikasi. Sebelum masuk ke aplikasi pengguna wajib mengisi username dan password.
Tabel 3.15 Fungsi Menampilkan Penjadwalan Proses Penggunaan Mesin Nama Fungsi Fungsi Menampilkan Penjadwalan Proses Penggunaan
Mesin Prioritas High
Kondisi Awal Data mesin berdasarkan penggunaan berhasil disimpan Alur Normal 1. Memilih menu laporan penjadwalan proses penggunaan
mesin
2. Aplikasi menampilkan form laporan penjadwalan proses penggunaan mesin
3. Pengguna memasukan bulan dan tahun
4. Aplikasi menampilkan hasil penjadwalan proses penggunaan mesin
Alur Alternatif -
Kondisi Akhir hasil pesanan customer berhasil ditampilkan Pengecualian -
Kebutuhan Non - Fungsional
Keamanan aplikasi. Sebelum masuk ke aplikasi pengguna wajib mengisi username dan password.
3.2 Design
Tahap desain menjelaskan proses perancangan kebutuhan pemakai ke dalam rancangan sistem. Perancangan sistem dilakukan berdasarkan informasi yang telah didapatkan pada tahapan analisis sistem. Tahap-tahap perancangan sistem atau desain meliputi system flow, diagram jenjang proses yang meliputi context diagram dan data flow diagram (DFD), entity relationship diagram
(ERD) yang meliputi conceptual data model (CDM) dan physical data model (PDM), struktur database, desain input/ouput.
3.2.1 IPO Diagram
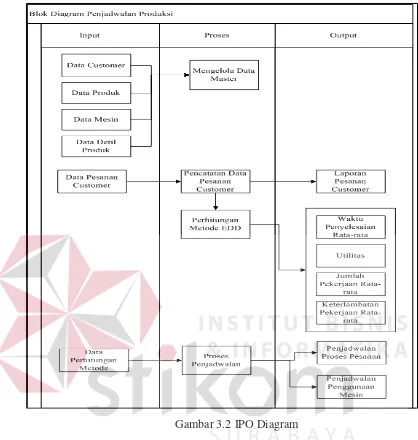
Gambar 3.2 IPO Diagram
Pada Gambar 3.2 menjelaskan tentang block diagram penjadwalan produksi yang memberikan informasi mengenai laporan penjadwalan proses pemesanan dan laporan penjadwalan penggunaan mesin. Laporan penjadwalan proses pemesanan akan ditujukan kepada divisi produksi, sedangkan laporan penjadwalan proses pemesanan akan ditujukan kepada divisi produksi dan customer. Penjelasan block diagram pada Gambar 3.2 yaitu :
1. Input
Berisi tentang data customer yaitu id customer, nama customer, alamat, kota, negara, no telp, dan email.
b. Data Produk
Data produk berisi tentang nama barang yang diproduksi oleh perusahaan.
c. Data Mesin
Data mesin menjelaskan banyaknya mesin yang dimiliki oleh perusahaan serta terdapat informasi tentang kapasitas yang dapat dikerjakan dan lama durasi pengerjaan untuk setiap kapasitas.
d. Data Detil Produk
Data detil produk menjelaskan tentang nama produk, nama mesin, dan kapasitas per jam.
e. Data Pesanan Customer
Data pesanan customer terdapat informasi mengenai pesanan yang dilakukan oleh customer. Data pesanan customer ini nantinya akan digunakan untuk menghitung waktu proses dan menghitung keterlambatan. Data yang disimpan adalah id pemesanan, no spk, tanggal pemesanan, jam pemesanan, tgl permintaan, dan total.
f. Data Perhitungan Metode
Data perhitungan metode merupakan data hasil pengolahan dari proses perhitungan metode.
2. Process
Proses yang digunakan untuk menyimpan data – data master yaitu data customer, data produk, dan data masin. Data master tersebut nantinya
akan berhubungan dengan proses transaksi. b. Pencatatan Data Pesanan Customer
Proses pencatatan data pesanan customer merupakan proses awal untuk mencatat data pesanan yang telah ada dari customer. Data pesanan customer akan diolah untuk mendapatkan informasi tentang penjadwalan
pemesanan.
c. Perhitungan Metode EDD
Proses perhitungan metode EDD digunakan untuk melakukan perhitungan terhadap data pesanan customer, data produk, data mesin dengan mengurutkan data berdasarkan batas waktu penyelesaian yang terpendek.
d. Proses Penjadwalan
Proses penjadwalan adalah proses dengan mengurutkan pekerjaan yang ada, proses penjadwalan ini nantinya akan menghasilkan output berupa laporan penjadwalan.
3. Output
a. Laporan Data Pesanan Customer
Laporan data pesanan customer akan menghasilkan print out yang dapat dilakukan oleh pihak perusahaan untuk memudahkan dalam melihat data pesanan yang ada.
Waktu penyelesaian rata-rata adalah proses yang digunakan untuk menghitung berapa hari waktu penyelesaian rata-rata yang dapat dilakukan oleh perusahaan jika menggunakan metode penjadwalan. c. Utilitas
Utilitas adalah proses yang digunakan untuk menghitung berapa persen utilitas yang dapat dilakukan oleh perusahaan jika menggunakan metode penjadwalan.
d. Jumlah Pekerjaan Rata-Rata
Jumlah pekerjaan rata-rata adalah proses yang digunakan untuk menghitung berapa pekerjaan rata-rata yang dapat dilakukan oleh perusahaan jika menggunakan metode penjadwalan.
e. Keterlambatan Pekerjaan Rata-Rata
Keterlambatan pekerjaan rata-rata adalah proses yang digunakan untuk menghitung berapa hari keterlambatan pekerjaan rata-rata yang dapat dilakukan oleh perusahaan jika menggunakan metode penjadwalan. f. Laporan Penjadwalan Proses Pesanan
Laporan penjadwalan proses pesanan berisikan informasi tentang jadwal pekerjaan yang telah dijadwalkan pada proses penjadwalan. Hasil penjadwalan ini berupa urutan pekerjaan yang akan dikerjakan bersdasarkan pesanan customer.
g. Laporan Penjadwalan Penggunaan Mesin
3.2.2 System Flow Penjadwalan Produksi
System flow penjadwalan produksi yang ditunjukan pada Gambar 3.4
menjelaskan mengenai alur sistem proses penjadwalan produksi yang dimulai dari data master, transaksi, dan laporan. Pada system flow penjadwalan produksi memiliki tiga entitas (aktor) yang terlibat dengan sistem yaitu marketing, divisi produksi, dan direktur. Alur tersebut berjalan dari marketing yang menginputkan data customer, divisi produksi menginputkan data mesin, data produk, dan data detil produk. Data master tersebut akan saling terhubung dengan transaksi lainnya. Data customer digunakan untuk melakukan transaksi pesanan customer, data produk digunakan oleh divisi produksi untuk melakukan transaksi produk yang menghasilkan produk jadi, data mesin digunakan untuk melakukan transaksi penggunaan mesin, data detil produk digunakan untuk mengelola penjadwalan. Data perhitungan metode digunakan untuk proses melakukan penjadwalan pemesanan yang nantinya akan menghasilkan penjadwalan produksi. Dari proses penjadwalan yang telah diolah, nantinya akan menghasilkan laporan-laporan yang akan diberikan oleh direktur yaitu laporan pesanan customer, laporan penjadwalan proses pesanan, dan laporan penjadwalan penggunaan mesin.
3.2.3 Diagram Jenjang Penjadwalan Produksi
Gambar 3.4 Diagram Jenjang Penjadwalan Produksi
A. Context Diagram
(aktor) yang berperan penting terhadap penggunaan system yaitu marketing, divisi produksi, dan direktur. Context diagram aplikasi penjadwalan produksi dapat dilihat pada Gambar 3.5.
Gambar 3.5 Context Diagram
B. DFD Level 0
C. DFD Level 1 (Mengelola Data Master)
DFD level 1 pada mengelola data master terdapat tiga sub proses yang merupakan dekomposisi dari DFD level 0. Sub proses tersebut adalah proses input data customer, input data produk, input data mesin, dan input data detil produk. DFD level 1 mengelola data master dapat dilihat pada Gambar 3.7.
Gambar 3.7 DFD Level 1 Mengelola Data Master
D. DFD Level 1 (Penjadwalan)
Gambar 3.8 DFD Level 1 Penjadwalan E. DFD Level 1 (Membuat Laporan)
DFD level 1 pada proses membuat laporan terdapat tiga sub proses yang merupakan dekomposisi dari DFD level 0. Sub proses tersebut adalah proses membuat laporan pesanan customer, membuat laporan penjadwalan proses pesanan, dan membuat laporan penjadwalan penggunaan mesin. DFD level 1 membuat laporan dapat dilihat pada Gambar 3.9.
F. Flowchart Algoritma Metode EDD
Flowchart algoritma metode EDD menggambarkan proses-proses perhitungan yang dilihat berdasarkan urutan langkah dari suatu proses ke proses lainnya. Flowchart algoritma metode EDD dapat dilihat pada Gambar 3.10.
Start Read Processing Time Input Due Date
Flow Time = Flow Time + Processing Time
selanjutnya
Lateness = Flow Time – Due Date
Rata – rata jumlah pekerjaan = Jumlah total
flow time / jumlah total processing time Utilisasi = Jumlah total processing time / jumlah
total flow time
Rata – rata keterlambatan pekerjaan = Jumlah total
lateness / n pekerjaan Rata – rata waktu penyelesaian = Jumllah
total flow time / n pekerjaan Rata-rata waktu penyelesaian, Utilisasi, Rata-rata jumlah pekerjaan, Rata-rata keterlambatan pekerjaan End
Gambar 3.10 Flowchart Algoritma Metode EDD
3.2.4 Entity Relationship Diagram A. Conceptual Data Model
B. Physical Data Model
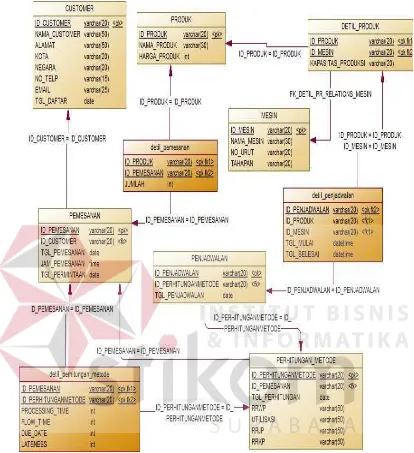
[image:58.595.92.513.305.534.2]Gambar 3.12 Physical Data Model 3.2.5 Struktur Database
Jumlah seluruh tabel yang ada pada basis data adalah 10 tabel yaitu tabel customer, tabel produk, tabel mesin, tabel pemesanan, tabel detil_pemesanan,
digunakan dalam Aplikasi Penjadwalan Produksi dapat dilihat pada Tabel 3.16 sampai dengan Tabel 3.25.
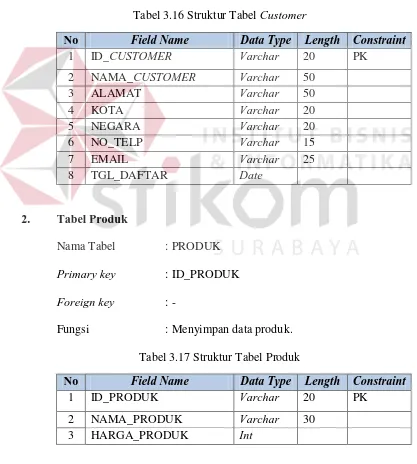
1. Tabel Customer
Nama Tabel : CUSTOMER Primary key : ID_CUSTOMER Foreign key : -
[image:60.595.92.509.270.734.2]Fungsi : Menyimpan data customer. Tabel 3.16 Struktur Tabel Customer
No Field Name Data Type Length Constraint
1 ID_CUSTOMER Varchar 20 PK
2 NAMA_CUSTOMER Varchar 50
3 ALAMAT Varchar 50
4 KOTA Varchar 20
5 NEGARA Varchar 20
6 NO_TELP Varchar 15
7 EMAIL Varchar 25
8 TGL_DAFTAR Date
2. Tabel Produk
Nama Tabel : PRODUK Primary key : ID_PRODUK Foreign key : -
Fungsi : Menyimpan data produk. Tabel 3.17 Struktur Tabel Produk
No Field Name Data Type Length Constraint
1 ID_PRODUK Varchar 20 PK
2 NAMA_PRODUK Varchar 30
3. Tabel Mesin
Nama Tabel : MESIN Primary key : ID_MESIN Foreign key : -
[image:61.595.91.506.103.693.2]Fungsi : Menyimpan data mesin. Tabel 3.18 Struktur Tabel Mesin
No Field Name Data Type Length Constraint
1 ID_MESIN Varchar 20 PK
2 NAMA_MESIN Varchar 30
3 NO_URUT Varchar 20
4 TAHAPAN Varchar 20
4. Tabel Pemesanan
Nama Tabel : PEMESANAN Primary key : ID_PEMESANAN Foreign key : ID_CUSTOMER
Fungsi : Menyimpan data pesanan customer. Tabel 3.19 Struktur Tabel Pemesanan
No Field Name Data Type Length Constraint
1 ID_PEMESANAN Varchar 20 PK
2 ID_CUSTOMER Varchar 20 FK
3 TGL_PEMESANAN Date
4 JAM_PEMESANAN Datetime
5 TGL_PERMINTAAN Date
5. Tabel Detil Pemesanan
Nama Tabel : DETIL_PEMESANAN Primary key : -
Fungsi : Tabel baru untuk memilih produk dari tabel pemesanan.
Tabel 3.20 Struktur Tabel Detil Pemesanan
No Field Name Data Type Length Constraint
1 ID_PRODUK Varchar 20 FK
2 ID_PEMESANAN Varchar 20 FK
3 JUMLAH Int
6. Tabel Perhitungan Metode
Nama Tabel : PERHITUNGAN_METODE Primary key : ID_PERHITUNGAN_METODE Foreign key : ID_PEMESANAN
Fungsi : Menyimpan data perhitungan metode. Tabel 3.21 Struktur Tabel Perhitungan Metode
No Field Name Data Type Length Constraint 1 ID_PERHITUNGAN_
METODE
Varchar 20 PK
2 ID_PEMESANAN Varchar 20 FK
3 TGL_PERHITUNGAN Date
4 RRWP Varchar 50
5 UTILISASI Varchar 50
6 RRJP Varchar 50
7 RRKP Varchar 50
7. Tabel Penjadwalan
Nama Tabel : PENJADWALAN Primary key : ID_PENJADWALAN
Foreign key : ID_PERHITUNGANMETODE
Tabel 3.22 Struktur Tabel Penjadwalan
No Field Name Data Type Length Constraint
1 ID_PENJADWALAN Varchar 20 PK
2 ID_PERHITUNGAN METODE
Varchar 20 FK
3 TGL_PENJADWALAN date
8. Detil_Penjadwalan
Nama Tabel : DETIL_PENJADWALAN Primary key : -
Foreign key : ID_PENJADWALAN, ID_PRODUK, ID_MESIN Fungsi : Menyimpan data detil penjadwalan produksi.
Tabel 3.23 Struktur Tabel Detil_Penjadwalan
No Field Name Data Type Length Constraint
1 ID_PENJADWALAN Varchar 20 FK
2 ID_PRODUK Varchar 20 FK
3 ID_MESIN Varchar 20 FK
4 TGL_MULAI Datetime
5 TGL_SELESAI Datetime
9. Detil_Perhitungan_Metode
Nama Tabel : DETIL_PERHITUNGAN_METODE Primary key : -
Foreign key :ID_PEMESANAN,ID_PERHITUNGANMETODE Fungsi : Menyimpan data detil perhitungan metode.
Tabel 3.24 Struktur Tabel Detil_Perhitungan_Metode
No Field Name Data Type Length Constraint
1 ID_PEMESANAN Varchar 20 FK
2 ID_PERHITUNGANMETO DE
3 PROCESSING_TIME int
4 FLOW_TIME int
5 DUE_DATE int
6 LATENESS int
10. Detil_Produk
Nama Tabel : DETIL_PRODUK
[image:64.595.89.510.77.491.2]Primary key : ID_PRODUK, ID_MESIN Foreign key : ID_PRODUK, ID_MESIN Fungsi : Menyimpan data detil produk.
Tabel 3.25 Struktur Tabel Detil_Produk
No Field Name Data Type Length Constraint
1 ID_PENJADWALAN Varchar 20 FK
2 ID_PRODUK Varchar 20 FK
3 ID_MESIN Varchar 20 FK
4 TGL_MULAI Datetime
5 TGL_SELESAI Datetime
3.2.6 Desain Input Output
Desain input output merupakan rancangan desain yang digunakan sebagai acuan dalam membuat aplikasi. Berikut adalah desain input dan output dari aplikasi penjadwalan produksi pada PT Gemah Ripah Loh Jinawi Industri.
A. Desain Form Login
Gambar 3.13 Desain Form Login
B. Desain Form Menu Utama
Halaman utama adalah tampilan awal ketika pengguna akan masuk ke sistem. Pengguna diharuskan login terlebih dahulu agar dapat mengakses menu master, menu transaksi, menu laporan, dan menu mengganti password. Desain form menu utama dapat dilihat pada Gambar 3.14.
[image:65.595.95.518.307.710.2]C. Desain Form Master Customer
Form master customer digunakan untuk menyimpan data-data atau informasi tentang customer secara detil. Halaman ini berfungi untuk menambah dan mengubah data customer. Data yang disimpan ke sistem adalah nama customer, alamat, kota, negara, no telepon, email, dan tanggal daftar. Setelah data
terisi lengkap maka pengguna dapat menekan tombol save. ID customer bersifat auto-generate sehingga tidak perlu diketik manual. Tombol update digunakan
[image:66.595.94.509.320.711.2]untuk merubah data customer yang telah tersimpan sebelumnya. Desain form master customer dapat dilihat pada Gambar 3.15.
D. Desain Form Master Produk
[image:67.595.95.514.307.521.2]Form master produk digunakan untuk menyimpan data-data produk dan berfungsi untuk mengetahui informasi tentang produk yang akan dijadwalkan. Data yang disimpan ke sistem adalah id produk, nama produk, dan harga. Setelah data terisi lengkap maka pengguna dapat menekan tombol save. ID produk bersifat auto-generate sehingga tidak perlu diketik manual. Tombol update digunakan untuk merubah data produk yang telah tersimpan sebelumnya. Desain form master produk dapat dilihat pada Gambar 3.16.
Gambar 3.16 Desain Form Master Produk
E. Desain Form Master Mesin
Form master mesin digunakan untuk menyimpan data-data mesin. Data yang disimpan ke sistem adalah id mesin, nama mesin, kapasitas, kecepatan, dan tahapan. Setelah data terisi lengkap maka pengguna dapat menekan tombol save. ID mesin bersifat auto-generate sehingga tidak perlu diketik manual. Tombol update digunakan untuk merubah data produk yang telah tersimpan sebelumnya.
Gambar 3.17 Desain Form Master Mesin
F. Desain Form Kapasitas Produk
Form kapasitas produksi digunakan untuk menyimpan data kapasitas produksi per mesin. Data yang disimpan ke sistem adalah nama produk, nama mesin, dan kapasitas. Setelah data terisi lengkap maka user dapat menekan button save. Button update berfungsi apabila user melakukan perubahan data. Terdapat
akses pencarian data berdasarkan nama produk atau nama mesin. Desain form kapasitas produk dapat dilihat pada Gambar 3.18.
[image:68.595.118.510.94.297.2]G. Desain Form Transaksi Pesanan Customer
[image:69.595.94.506.321.582.2]Form transaksi pesanan customer digunakan untuk menyimpan data pemesanan yang dilakukan oleh customer. Data yang disimpan ke sistem adalah tanggal pesan, jam pesan, id pemesanan, id customer, nama customer, tanggal permintaan. Terdapat button lihat data pada id customer dan button lihat data produk yang berfungsi untuk memudahkan pengguna dalam melakukan pencarian id. Setelah data pemesanan terisi lengkap maka pengguna dapat mencatat pesanan pada group box data pesanan. ID pemesanan bersifat auto-generate sehingga tidak perlu diketik manual. Desain form transaksi pesanan customer dapat dilihat pada Gambar 3.19.
Gambar 3.19 Desain Form Transaksi Pesanan Customer
H. Desain Form Tampil Pesanan Customer
Gambar 3.20 Desain Form Tampil Data Pesanan Customer
I. Desain Form Perhitungan Metode EDD
Gambar 3.21 Desain Form Perhitungan Metode EDD
J. Desain Form Penjadwalan
[image:71.595.101.513.75.743.2]Form penjadwalan digunakan untuk melakukan penjadwalan yang dilakukan oleh pengguna dan berfungsi untuk membuat jadwal berdasarkan metode yang telah diproses sebelumnya. Desain form penjadwalan dapat dilihat pada Gambar 3.22.
K. Desain Laporan Pesanan Customer
[image:72.595.92.510.273.528.2]Laporan pesanan customer digunakan untuk mengetahui informasi yang terjadi pada transaksi pemesanan. Laporan ini berisi tentang pemesanan yang dilakukan oleh customer yaitu nama produk yang dipesan, jumlah pesanan, total pesan, tanggal selesai, dan jam selesai. Laporan pesanan customer dapat dicetak oleh beberapa pengguna diantaranya marketing dan direktur. Desain laporan pesanan customer dapat dilihat pada Gambar 2.23.
Gambar 3.23 Desain Laporan Pesanan Customer
L. Desain Laporan Penjadwalan Proses Pesanan
Gambar 3.24 Desain Laporan Penjadwalan Proses Pesanan
M. Desain Laporan Penjadwalan Proses Penggunaan Mesin
[image:73.595.97.512.87.701.2]Form laporan penjadwalan proses penggunaan mesin digunakan untuk menampilkan informasi terkait dengan produk yang diproduksi, mesin yang digunakan, tanggal pesan dan tanggal selesai produksi. Laporan penjadwalan proses penggunaan mesin dapat dicetak oleh beberapa pengguna diantaranya divisi produksi dan direktur. Desain laporan penjadwalan proses penggunaan mesin dapat dilihat pada Gambar 2.26.
3.3 Test Case
Test case digunakan untuk mengetahui hasil yang dicapai oleh sistem. Dari
hasil test yang dilakukan akan mengetahui sistem tersebut telah sesuai atau tidak dengan hasil yang diharapkan. Berikut desain test case yang akan digunakan untuk mengetahui hasil yang diharapkan.
Tabel 3.26 Desain Test Case Master Customer Id
Custom er
Nama Alamat Kota Negara No Telp
Email Tgl Daftar CS001 Jimmy
Saputra
JL. Baturaja III No 45
Jaka rta Utar a Indones ia 08521 35529 28 jimmy @gmail. com 2016-06-29
CS002 Johan D Isoeki Jl Bukit Darmo Boulevard Sura baya Indones ia 08131 93997 73 johand @yahoo .com 2016-06-29
CS003 Amsarta vianda Lubis
Jl. Cendawa No 13 A
Pala ngka raya Indones ia 08138 38336 42 amsarta vianda1 2@yaho o.com 2016-06-29
CS004 Adly Wijaya Jl Semeru 76 Sem aran g Indones ia 08133 40556 62 adlywija ya@ym ail.com 2016-06-30
CS005 Sultanhi Jl Yos Sudarso XII/18 Tan gera ng Indones ia 08252 34490 81 Sultanh 12@gm ail.coom 2016-06-30
Tabel 3.27 Hasil Test Case Master Customer
Fungsi Tujuan Hasil yang diharapkan
Mengelola Data Customer
Mencatat data customer ke dalam aplikasi.
Membuat ID Customer secara otomatis
Menampilkan ID Customer kedalam textbox ID Customer secara otomatis Melakukan update pada
data master customer.
[image:75.595.94.512.237.752.2]Data pada database customer berhasil berubah dan sistem memunculkan message box bahwa data berhasil diubah.
Tabel 3.28 Desain Test Case Master Produk
Id Produk Nama Produk Harga (/kg)
PR001 Phosphate Granule 18% 800
PR002 Phosphate Granule 20% 1000
PR003 Phosphate Granule 22% 1000
PR004 Phosphate Granule 24% 1050
PR005 Phosphate Granule 25% 1200
Tabel 3.29 Hasil Test Case Master Produk
Fungsi Tujuan Hasil yang diharapkan
Mengelola Data Produk Mencatat data produk kedalam aplikasi.
Data tersimpan kedalam database produk dan
sistem menampilkan message box “Data Produk Berhasil Disimpan” Membuat id produk
secara otomatis
Menampilkan id produk secara otomatis pada textbox id produk
Menampilkan data produk
Aplikasi menampilkan data produk pada
griedview master produk.
Melakukan update pada data master produk.
dan sistem memunculkan message box.
Tabel 3.30 Desain Test Case Master Mesin
Id Mesin Nama Mesin No Urut Tahapan
MS001 Penggilingan 1 Penggilingan
MS002 Granulator 2 Granulasi
MS003 Rotary Dryer 3 Pengeringan
MS004 Rotary Screen 4 Pengukuran
MS005 Rotary Cooler 5 Pendinginan
Tabel 3.31 Hasil Test Case Master Mesin
Fungsi Tujuan Hasil yang diharapkan
Mengelola Data Mesin Mencatat data mesin kedalam aplikasi.