ANALISIS KINERJA SISTEM ANTRIAN
PADA INDUSTRI PENGOLAHAN FILLET IKAN BEKU (Studi Kasus di PT.Global Tropical Seafood, Jawa Barat)
Oleh
ARVIANO HARYANTO SAHAR F34103128
2007
ARVIANO HARYANTO SAHAR. F34103128. Analisis Kinerja Sistem Antrian Pada Industri Pengolahan Fillet Ikan Beku (Studi Kasus di PT. Global Tropical Seafood, Jawa Barat). Di bawah bimbingan : MACHFUD. 2007
RINGKASAN
Industri perikanan merupakan salah satu sektor industri yang menjadi primadona di dalam penyumbang devisa Indonesia. Sebagai negara kepulauan dengan potensi perikanan laut sebesar 6,7 juta ton per tahun Indonesia merupakan salah satu negara pengekspor terbesar komoditas perikanan dunia. Dalam rangka mendukung peningkatan pertumbuhan ekonomi di sektor perikanan dan pemenuhan tuntutan pasar ekspor, kajian ilmiah yang berorientasi pada peningkatan kinerja industri perikanan perlu dilakukan dengan berdasarkan ilmu pengetahuan dan teknologi modern. PT. Global Tropical Seafood merupakan salah satu perusahaan yang bergerak di industri perikanan yang berorientasi ekspor dengan salah satu produk unggulannya fillet ikan beku. Dalam kegiatan produksinya perusahaan dihadapkan pada kondisi kedatangan bahan baku yang bersifat probalistik, tuntutan kualitas produk yang prima, serta kebutuhan akan efektivitas dan efisiensi sistem produksi.
Kinerja sistem antrian dalam sebuah lini produksi dapat menjadi sebuah penilaian tentang efektivitas dan efisiensi sistem produksi lini tersebut. Kinerja sistem antrian yang rendah akan memberikan kerugian bagi perusahaan dalam hal efisiensi dan efektivitas penggunaan sumberdaya serta naiknya resiko kerusakan bahan. Inefisiensi dan inefektivitas dalam sebuah sistem antrian dapat ditandai dengan terjadinya antrian, rendahnya tingkat utilitas unit pelayanan, serta adanya penolakan bahan (balking) dalam sistem tersebut. Ruang lingkup dalam penelitian ini dibatasi pada analisa kinerja sistem antrian pada lini produksi fillet ikan beku.
Teknik analisa sistem antrian yang digunakan dalam penelitian ini ialah teknik simulasi monte carlo dan model keseimbangan aliran bahan. Simulasi antrian dengan teknik simulasi monte carlo menggunakan bantuan paket program WinQSB yang bernama QSS 1.0 (Queueing System Simulation 1.0) sedangkan simulasi model keseimbangan aliran bahan dilakukan secara manual. Uji distribusi data waktu antar kedatangan dan waktu pelayanan dalam sistem antrian yang digunakan sebagai input dalam melakukan simulasi menggunakan bantuan perangkat lunak Easyfit 3.2. Uji distribusi data tersebut menggunakan metode grafis dan Kolmogorov-Smirnov goodness of fit test dengan sebaran peluang normal, weibull, triangular, poisson, gamma, uniform, laplace, logistik, eksponensial dan lognormal.
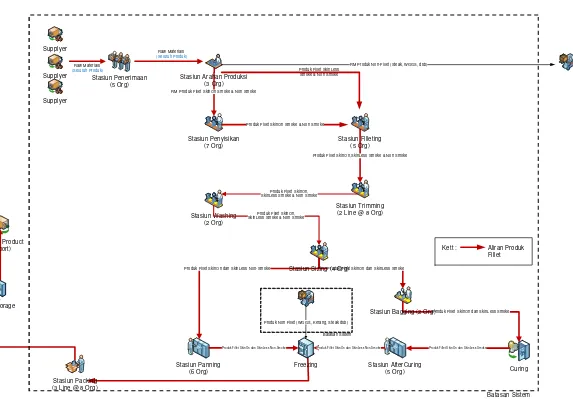
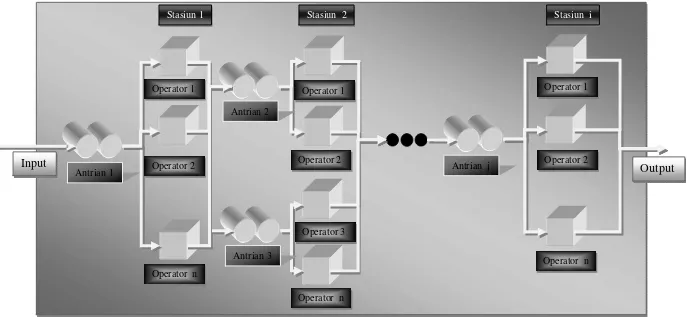
model keseimbangan aliran bahan pada stasiunfreezing (Model B), model antrian yang mensimulasikan sistem antrian pada stasiun packing (Model C). Sub model penerimaan merupakan model simulasi antrian parsial pada stasiun penerimaan, Sub model penyisikan merupakan model simulasi antrian parsial pada stasiun penyisikan, Sub model Filleting merupakan model simulasi antrian parsial pada stasiun Filleting dan Sub modelAfter Curing merupakan model simulasi antrian parsial pada stasiunAfter Curing. Pola antrian yang ada dalam SAPFIB ini ialah pola antrian kombinasi jalur tunggal dan jalur ganda dengan pelayanan pararel. Satuan yang digunakan dalam simulasi ini ialah detik untuk satuan unit waktu dan kg bahan baku (raw material) untuk satuan unit bahan yang dilayani (customer).
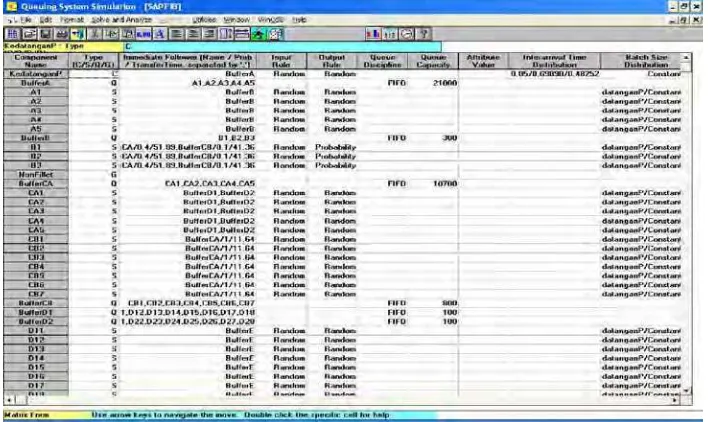
Model antrian SAPFIB terdiri dari rangkaian komponen distribusi kedatangan bahan dan distribusi kecepatan pelayanan operator dengan attribut pendukung berupa disiplin antrian, kapasitas antrian, dan waktu transfer. Seluruh komponen beserta attributnya disusun dengan mengikuti kondisi yang terjadi pada sistem antrian dalam kondisi nyata. Asumsi yang digunakan dalam melakukan simulasi model utama ialah waktu transfer bahan dibawah dua detik diabaikan, kecepatan kedatangan dan kecepatan pelayanan sesuai dengan kondisi historis selama penelitian. Asumsi pada simulasi sub model antrian ialah kedatangan bahan pada sub model adalah kontinyu dengan kondisi kedatangan pada saat puncaknya dalam sistem produksi.
Berdasarkan hasil simulasi model utama pada sistem nyata selama 25200 detik (7 jam kerja) untuk Model A, 24 jam kerja untuk Model B dan 75600 detik (21 jam kerja) untuk Model C, ditemukan sejumlah bahan baku yang mengalami penolakan bahan (balking) pada lini produksi fillet ikan beku di PT. Global Tropical Seafood, balking tersebut terjadi pada stasiun kerja After Curing. Pada stasiun Freezing antrian terjadi pada saat tertentu saja. Pada stasiun Packing dalam Model C tidak terjadi antrian. Permasalahan pada Model A ialah terletak pada ketidakseimbangan aliran bahan antar stasiun kerja dan inefisiensi penggunaan sumber daya manusia, pada Model B permasalahan yang terjadi ialah terdapat antrian pada saat tertentu saja, dan pada Model C permasalahan utama terletak pada rendahnya tingkat utilitas operator.
Pengembangan model antrian pada penelitian ini dilakukan dengan dua pendekatan, yakni pengembangan model dengan merubah tingkat kedatangan bahan, serta pengembangan model dengan merubah komposisi unit pelayanan (operator). Asumsi yang digunakan dalam mengembangkan model ialah sistem antrian bersifat steady state, kecepatan kedatangan serta pola kedatangan dan kecepatan kedatangan serta pola pelayanan sesuai dengan kondisi historis selama penelitian.
Model alternatif terbaik hasil pengembangan dengan skenario perubahan tingkat kedatangan dengan komposisi unit pelayanan tetap adalah tingkat kedatangan pada stasiun penerimaan dinaikkan sebesar 3 kali lipat dari kedatangan historis selama penelitian (6482,47 kg/jam) dan pada stasiun after curing diturunkan sebesar 0,75 kali lipat dari kedatangan historis selama penelitan (129,44 kg/jam), pada stasiun freezing tingkat kedatangan bahan diturunkan menjadi 18000 kg per hari dan pada stasiun Packing tingkat kedatangan diubah sebesar 6 kali lipat dari kedatangan historis selama penelitian (15308,29 kg/jam).
penelitian ialah jumlah operator pada stasiun penerimaan dikurangi dari 5 orang menjadi 4 orang, stasiun arahan produksi dari 3 orang menjadi 1 orang, stasiun filleting dari 5 orang menjadi 3 orang, stasiun Penyisikan 7 orang menjadi 2 orang, stasiun trimming dari 16 orang menjadi 10 orang, stasiun Washing dari 2 orang menjadi 1 orang, stasiunafter curing dari 5 orang menjadi 7 orang, stasiun freezing dari 3 unit menjadi 5 unit serta stasiunpacking dari 24 orang menjadi 12 orang, jumlah operator pada stasiun lainnya tetap.
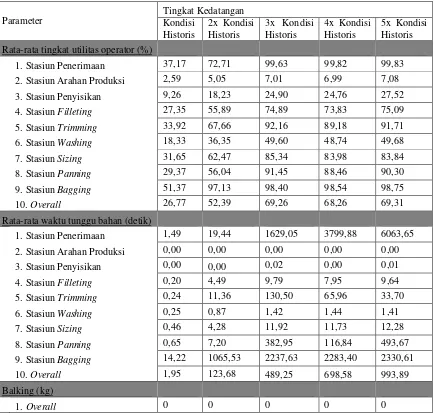
Berdasarkan analisa hasil simulasi, pengembangan model alternatif menghasilkan kinerja yang lebih baik pada sistem antrian lini produksi fillet ikan beku. Pengembangan model antrian dengan skenario perubahan tingkat kedatangan pada model A dapat menghilangkan bahan yang tidak terproses dari 26,33 kg menjadi 0 kg, jumlah bahan yang terproses dari 1856,67 kg menjadi 3099 kg, serta meningkatkan tingkat utilitas operator dari 27,50 % menjadi 75,36 %. Pada model C jumlah bahan yang terproses meningkat dari 1673,67 kg menjadi 10118,67 kg dan tingkat utilitas operator meningkat dari 13,49 % menjadi 80,79 %. Pengembangan model dengan skenario perubahan komposisi operator pada model A dapat menghilangkan bahan yang tidak terproses dari 26,33 kg menjadi 0 kg, jumlah bahan yang terproses dari 1856,67 kg menjadi 1991,67 kg, mempercepat rata-rata waktu bahan mengalir secara keseluruhan dari 979,11 detik (16,3 menit) menjadi 275,33 detik (4,59 menit), meminimasi rata-rata waktu antrian bahan secara keseluruhan dari 141,75 detik menjadi 4,42 detik serta meningkatkan tingkat utilitas operator dari 27,50 % menjadi 42,75 %, selain itu ketika dihitung biaya tambahan penggunaan es akibat antrian maka terjadi penghematan biaya tambahan dari Rp.296.020,03 /bulan menjadi Rp.40.651,86 /bulan. Pada model C hasil analisis simulasi memperlihatkan tingkat utilitas operator meningkat dari 13,49 % menjadi 26,48 %. Pada model B pengembangan model dengan skenario perubahan tingkat kedatangan dan komposisi unit pelayanan memberikan hasil berupa tidak adanya antrian dalam stasiunFreezing.
ARVIANO HARYANTO SAHAR. F34103128. Queueing System Productivity Analysis In Frozen Fish Fillet Process Industry (Case Study at PT. Global Tropical Seafood, West Java). Supervised by MACHFUD.2007
SUMMARY
Fishing industrys is one of Indonesia huge source for Indonesia capital income. Based on its archipelago, Indonesia have 6.7 billion tons/years of marine natural resources. Indonesia is one of the biggest exporter of fisheries comodity in the global market. In order to support the economic growth in the fishing industry and the expansion of global market, a mordern science study for increasing the productivity of the industry is important to be held. PT. Global Tropical Seafood is one of the company in Indonesia that run on the fishing industry with the best product of frozen fish fillet. In the daily activities the company face the condition of uncertainty of raw material arrival, pressure to maintain the quality of their product, and the need of effectivity and efficiency in the production system.
Productivity of queueing system in a production line can be the indicator for it effectivity and efficiency. The low productivity of queueing system can decerease the efficiency and effectivity of resource management and increase the risk of material damage. Inefficiency and ineffectivity in a queueing system can be mark with the happening of queueuing, low server utilization, and balking in the system. The boundary in this research is bounded in the queueing system of frozen fish fillet production line.
Analysis technique that used in this research are monte carlo simulation technique and line balancing model. Queueing simulation is done with the help of WinQSB Software with program package called Queueing System Simulation 1.0 (QSS 1.0) and for the line balancing model is done with manual calculation. Distribution test for interarrival time and service time that used for input in the simulation system are using a software that called Easyfit 3.2. The distribution test is based on graphical comparing method and Kolmogorov-Smirnov goodness of fit test with used of normal, weibull, triangular, poisson, gamma, uniform, laplace, logistik, eksponensial dan lognormal distribution.
SAPFIB queueing model are arranged from interarrival distribution component and service time component with supporting attribut such as queue disciple, queue capacity and material transfer time. All of the componet is used to imitate the real condition of queueing system simulation. The assumtion that used in simulating the models is material time that is below two second is ignored, and the interarrival and service time distribution is the same as in the real system. Beside assumtion for the main model, there is assumtion that was used for analize the sub model that are the assumion is it simulate queueing system with the interarrival that is continue at the peak condition.
The result for the main model simulation in the real state of Model A that was run for 25200 seconds (7 work hour), 24 hours for Model B and 75600 (21 work hour) for model C are balking in after curing station, queue in the freezing station and there is no queue in packing station. The main problem of Model A is the inbalance of material flow between the work station and inefficient of human resource utilization. In Model B the main problem is the queue only exist at a time. Model C problem is the inefficient of human resource utilization.
The development of queueing models in this research is done by two approach, that is by changing its rate of incoming material and changing the server compotition in each work station. The assumtion that used in developing The models are the queueing system is in the steady state, speed and pattern of incoming material with the speed and pattern of service time is same as the historical data that collected at the research period.
The best alternate model for scenario of changing the rate of incoming material with the server compotition at the real state are the rate of incoming material in the receiving station increased 3 times from the historical data that collected at the research period (6482.47 kg/hours) and decrease the incoming material at after curing station 0.75 times from the historical data that collected at the research period (129.44 kg/hours), at the freezing station the rate of incoming material are decreased into 18000 kg/days and at the packing station the rate of icoming material is increased into 6 times from the historical data that collected at the research period (15308.28 kg/hours).
The best alternate model for scenario of changing the server compotition in each work station at the rate of incoming material same as the historical data that collected at the research period are the operators in the receiving station are reduced from 5 operators into 4 operators, 3 operators into 1 operators at production direction station, 5 operators into 3 operators at the filleting station, 7 operators into 2 operators at the scaling station, 16 operators into 10 operators at trimming station, 2 operators into 1 operators at washing station, 5 operators into 7 operators at after curing station, 3 units into 5 units at freezing station, 24 operators into 12 operators at packing station, as for the other station the operators remain the same compotition
with scenario of changing operator server compotition in each work station in Model A can remove balking from 26.33 kg into 0 kg, number of processed material increased from 1856.67 kg menjadi 1991.67 kg, speed up the average flow time from 979.11 seconds (16.3 minutes) into 275,33 seconds (4.59 minutes), minimize overall average waiting time from 141.75 seconds into 4.42 seconds and increased the server utilization from 27.50 % into 42.75% and can reduced the cost of ice usage because of queueing from Rp. 296.020,03 /month into Rp. 40.651,86 /month. In Model C the simulation analisys show that server utilization increased from 13.49 % into 26.48 %. As for Model B both scenario could remove the queueing from the freezing station.
SURAT PERNYATAAN
Saya menyatakan dengan sebenar-benarnya bahwa skripsi dengan judul
“ANALISIS KINERJA SISTEM ANTRIAN PADA INDUSTRI PENGOLAHAN FILLET IKAN BEKU (Studi Kasus di PT.Global Tropical Seafood, Jawa Barat)“ adalah asli karya saya sendiri dengan arahan dosen pembimbing, kecuali yang jelas ditunjukkan rujukkannya. Skripsi ini belum pernah diajukan untuk memperoleh gelar pada program sejenis di perguruan tinggi lain. Semua sumber data dan informasi yang digunakan telah dinyatakan secara jelas dan dapat diperiksa kebenarannya.
Bogor, 26 Agustus 2007 Yang membuat pernyataan,
ANALISIS KINERJA SISTEM ANTRIAN
PADA INDUSTRI PENGOLAHAN FILLET IKAN BEKU (Studi Kasus di PT.Global Tropical Seafood, Jawa Barat)
SKRIPSI
Sebagai salah satu syarat untuk memperoleh gelar
SARJANA TEKNOLOGI PERTANIAN
Pada Departemen Teknologi Industri Pertanian Fakultas Teknologi Pertanian
Institut Pertanian Bogor
Oleh
ARVIANO HARYANTO SAHAR F34103128
2007
FAKULTAS TEKNOLOGI PERTANIAN INSTITUT PERTANIAN BOGOR
INSTITUT PERTANIAN BOGOR FAKULTAS TEKNOLOGI PERTANIAN
ANALISIS KINERJA SISTEM ANTRIAN
PADA INDUSTRI PENGOLAHAN FILLET IKAN BEKU (Studi Kasus di PT.Global Tropical Seafood, Jawa Barat)
SKRIPSI
Sebagai salah satu syarat untuk memperoleh gelar
SARJANA TEKNOLOGI PERTANIAN
Pada Departemen Teknologi Industri Pertanian Fakultas Teknologi Pertanian
Institut Pertanian Bogor
Oleh
ARVIANO HARYANTO SAHAR F34103128
Dilahirkan pada tanggal 11 Januari 1986 Di Jakarta
Tanggal lulus: 24 Agustus 2007
Menyetujui, Bogor, 26 Agustus 2007
ANALISIS KINERJA SISTEM ANTRIAN
PADA INDUSTRI PENGOLAHAN FILLET IKAN BEKU (Studi Kasus di PT.Global Tropical Seafood, Jawa Barat)
Oleh
ARVIANO HARYANTO SAHAR F34103128
2007
ARVIANO HARYANTO SAHAR. F34103128. Analisis Kinerja Sistem Antrian Pada Industri Pengolahan Fillet Ikan Beku (Studi Kasus di PT. Global Tropical Seafood, Jawa Barat). Di bawah bimbingan : MACHFUD. 2007
RINGKASAN
Industri perikanan merupakan salah satu sektor industri yang menjadi primadona di dalam penyumbang devisa Indonesia. Sebagai negara kepulauan dengan potensi perikanan laut sebesar 6,7 juta ton per tahun Indonesia merupakan salah satu negara pengekspor terbesar komoditas perikanan dunia. Dalam rangka mendukung peningkatan pertumbuhan ekonomi di sektor perikanan dan pemenuhan tuntutan pasar ekspor, kajian ilmiah yang berorientasi pada peningkatan kinerja industri perikanan perlu dilakukan dengan berdasarkan ilmu pengetahuan dan teknologi modern. PT. Global Tropical Seafood merupakan salah satu perusahaan yang bergerak di industri perikanan yang berorientasi ekspor dengan salah satu produk unggulannya fillet ikan beku. Dalam kegiatan produksinya perusahaan dihadapkan pada kondisi kedatangan bahan baku yang bersifat probalistik, tuntutan kualitas produk yang prima, serta kebutuhan akan efektivitas dan efisiensi sistem produksi.
Kinerja sistem antrian dalam sebuah lini produksi dapat menjadi sebuah penilaian tentang efektivitas dan efisiensi sistem produksi lini tersebut. Kinerja sistem antrian yang rendah akan memberikan kerugian bagi perusahaan dalam hal efisiensi dan efektivitas penggunaan sumberdaya serta naiknya resiko kerusakan bahan. Inefisiensi dan inefektivitas dalam sebuah sistem antrian dapat ditandai dengan terjadinya antrian, rendahnya tingkat utilitas unit pelayanan, serta adanya penolakan bahan (balking) dalam sistem tersebut. Ruang lingkup dalam penelitian ini dibatasi pada analisa kinerja sistem antrian pada lini produksi fillet ikan beku.
Teknik analisa sistem antrian yang digunakan dalam penelitian ini ialah teknik simulasi monte carlo dan model keseimbangan aliran bahan. Simulasi antrian dengan teknik simulasi monte carlo menggunakan bantuan paket program WinQSB yang bernama QSS 1.0 (Queueing System Simulation 1.0) sedangkan simulasi model keseimbangan aliran bahan dilakukan secara manual. Uji distribusi data waktu antar kedatangan dan waktu pelayanan dalam sistem antrian yang digunakan sebagai input dalam melakukan simulasi menggunakan bantuan perangkat lunak Easyfit 3.2. Uji distribusi data tersebut menggunakan metode grafis dan Kolmogorov-Smirnov goodness of fit test dengan sebaran peluang normal, weibull, triangular, poisson, gamma, uniform, laplace, logistik, eksponensial dan lognormal.
model keseimbangan aliran bahan pada stasiunfreezing (Model B), model antrian yang mensimulasikan sistem antrian pada stasiun packing (Model C). Sub model penerimaan merupakan model simulasi antrian parsial pada stasiun penerimaan, Sub model penyisikan merupakan model simulasi antrian parsial pada stasiun penyisikan, Sub model Filleting merupakan model simulasi antrian parsial pada stasiun Filleting dan Sub modelAfter Curing merupakan model simulasi antrian parsial pada stasiunAfter Curing. Pola antrian yang ada dalam SAPFIB ini ialah pola antrian kombinasi jalur tunggal dan jalur ganda dengan pelayanan pararel. Satuan yang digunakan dalam simulasi ini ialah detik untuk satuan unit waktu dan kg bahan baku (raw material) untuk satuan unit bahan yang dilayani (customer).
Model antrian SAPFIB terdiri dari rangkaian komponen distribusi kedatangan bahan dan distribusi kecepatan pelayanan operator dengan attribut pendukung berupa disiplin antrian, kapasitas antrian, dan waktu transfer. Seluruh komponen beserta attributnya disusun dengan mengikuti kondisi yang terjadi pada sistem antrian dalam kondisi nyata. Asumsi yang digunakan dalam melakukan simulasi model utama ialah waktu transfer bahan dibawah dua detik diabaikan, kecepatan kedatangan dan kecepatan pelayanan sesuai dengan kondisi historis selama penelitian. Asumsi pada simulasi sub model antrian ialah kedatangan bahan pada sub model adalah kontinyu dengan kondisi kedatangan pada saat puncaknya dalam sistem produksi.
Berdasarkan hasil simulasi model utama pada sistem nyata selama 25200 detik (7 jam kerja) untuk Model A, 24 jam kerja untuk Model B dan 75600 detik (21 jam kerja) untuk Model C, ditemukan sejumlah bahan baku yang mengalami penolakan bahan (balking) pada lini produksi fillet ikan beku di PT. Global Tropical Seafood, balking tersebut terjadi pada stasiun kerja After Curing. Pada stasiun Freezing antrian terjadi pada saat tertentu saja. Pada stasiun Packing dalam Model C tidak terjadi antrian. Permasalahan pada Model A ialah terletak pada ketidakseimbangan aliran bahan antar stasiun kerja dan inefisiensi penggunaan sumber daya manusia, pada Model B permasalahan yang terjadi ialah terdapat antrian pada saat tertentu saja, dan pada Model C permasalahan utama terletak pada rendahnya tingkat utilitas operator.
Pengembangan model antrian pada penelitian ini dilakukan dengan dua pendekatan, yakni pengembangan model dengan merubah tingkat kedatangan bahan, serta pengembangan model dengan merubah komposisi unit pelayanan (operator). Asumsi yang digunakan dalam mengembangkan model ialah sistem antrian bersifat steady state, kecepatan kedatangan serta pola kedatangan dan kecepatan kedatangan serta pola pelayanan sesuai dengan kondisi historis selama penelitian.
Model alternatif terbaik hasil pengembangan dengan skenario perubahan tingkat kedatangan dengan komposisi unit pelayanan tetap adalah tingkat kedatangan pada stasiun penerimaan dinaikkan sebesar 3 kali lipat dari kedatangan historis selama penelitian (6482,47 kg/jam) dan pada stasiun after curing diturunkan sebesar 0,75 kali lipat dari kedatangan historis selama penelitan (129,44 kg/jam), pada stasiun freezing tingkat kedatangan bahan diturunkan menjadi 18000 kg per hari dan pada stasiun Packing tingkat kedatangan diubah sebesar 6 kali lipat dari kedatangan historis selama penelitian (15308,29 kg/jam).
penelitian ialah jumlah operator pada stasiun penerimaan dikurangi dari 5 orang menjadi 4 orang, stasiun arahan produksi dari 3 orang menjadi 1 orang, stasiun filleting dari 5 orang menjadi 3 orang, stasiun Penyisikan 7 orang menjadi 2 orang, stasiun trimming dari 16 orang menjadi 10 orang, stasiun Washing dari 2 orang menjadi 1 orang, stasiunafter curing dari 5 orang menjadi 7 orang, stasiun freezing dari 3 unit menjadi 5 unit serta stasiunpacking dari 24 orang menjadi 12 orang, jumlah operator pada stasiun lainnya tetap.
Berdasarkan analisa hasil simulasi, pengembangan model alternatif menghasilkan kinerja yang lebih baik pada sistem antrian lini produksi fillet ikan beku. Pengembangan model antrian dengan skenario perubahan tingkat kedatangan pada model A dapat menghilangkan bahan yang tidak terproses dari 26,33 kg menjadi 0 kg, jumlah bahan yang terproses dari 1856,67 kg menjadi 3099 kg, serta meningkatkan tingkat utilitas operator dari 27,50 % menjadi 75,36 %. Pada model C jumlah bahan yang terproses meningkat dari 1673,67 kg menjadi 10118,67 kg dan tingkat utilitas operator meningkat dari 13,49 % menjadi 80,79 %. Pengembangan model dengan skenario perubahan komposisi operator pada model A dapat menghilangkan bahan yang tidak terproses dari 26,33 kg menjadi 0 kg, jumlah bahan yang terproses dari 1856,67 kg menjadi 1991,67 kg, mempercepat rata-rata waktu bahan mengalir secara keseluruhan dari 979,11 detik (16,3 menit) menjadi 275,33 detik (4,59 menit), meminimasi rata-rata waktu antrian bahan secara keseluruhan dari 141,75 detik menjadi 4,42 detik serta meningkatkan tingkat utilitas operator dari 27,50 % menjadi 42,75 %, selain itu ketika dihitung biaya tambahan penggunaan es akibat antrian maka terjadi penghematan biaya tambahan dari Rp.296.020,03 /bulan menjadi Rp.40.651,86 /bulan. Pada model C hasil analisis simulasi memperlihatkan tingkat utilitas operator meningkat dari 13,49 % menjadi 26,48 %. Pada model B pengembangan model dengan skenario perubahan tingkat kedatangan dan komposisi unit pelayanan memberikan hasil berupa tidak adanya antrian dalam stasiunFreezing.
ARVIANO HARYANTO SAHAR. F34103128. Queueing System Productivity Analysis In Frozen Fish Fillet Process Industry (Case Study at PT. Global Tropical Seafood, West Java). Supervised by MACHFUD.2007
SUMMARY
Fishing industrys is one of Indonesia huge source for Indonesia capital income. Based on its archipelago, Indonesia have 6.7 billion tons/years of marine natural resources. Indonesia is one of the biggest exporter of fisheries comodity in the global market. In order to support the economic growth in the fishing industry and the expansion of global market, a mordern science study for increasing the productivity of the industry is important to be held. PT. Global Tropical Seafood is one of the company in Indonesia that run on the fishing industry with the best product of frozen fish fillet. In the daily activities the company face the condition of uncertainty of raw material arrival, pressure to maintain the quality of their product, and the need of effectivity and efficiency in the production system.
Productivity of queueing system in a production line can be the indicator for it effectivity and efficiency. The low productivity of queueing system can decerease the efficiency and effectivity of resource management and increase the risk of material damage. Inefficiency and ineffectivity in a queueing system can be mark with the happening of queueuing, low server utilization, and balking in the system. The boundary in this research is bounded in the queueing system of frozen fish fillet production line.
Analysis technique that used in this research are monte carlo simulation technique and line balancing model. Queueing simulation is done with the help of WinQSB Software with program package called Queueing System Simulation 1.0 (QSS 1.0) and for the line balancing model is done with manual calculation. Distribution test for interarrival time and service time that used for input in the simulation system are using a software that called Easyfit 3.2. The distribution test is based on graphical comparing method and Kolmogorov-Smirnov goodness of fit test with used of normal, weibull, triangular, poisson, gamma, uniform, laplace, logistik, eksponensial dan lognormal distribution.
SAPFIB queueing model are arranged from interarrival distribution component and service time component with supporting attribut such as queue disciple, queue capacity and material transfer time. All of the componet is used to imitate the real condition of queueing system simulation. The assumtion that used in simulating the models is material time that is below two second is ignored, and the interarrival and service time distribution is the same as in the real system. Beside assumtion for the main model, there is assumtion that was used for analize the sub model that are the assumion is it simulate queueing system with the interarrival that is continue at the peak condition.
The result for the main model simulation in the real state of Model A that was run for 25200 seconds (7 work hour), 24 hours for Model B and 75600 (21 work hour) for model C are balking in after curing station, queue in the freezing station and there is no queue in packing station. The main problem of Model A is the inbalance of material flow between the work station and inefficient of human resource utilization. In Model B the main problem is the queue only exist at a time. Model C problem is the inefficient of human resource utilization.
The development of queueing models in this research is done by two approach, that is by changing its rate of incoming material and changing the server compotition in each work station. The assumtion that used in developing The models are the queueing system is in the steady state, speed and pattern of incoming material with the speed and pattern of service time is same as the historical data that collected at the research period.
The best alternate model for scenario of changing the rate of incoming material with the server compotition at the real state are the rate of incoming material in the receiving station increased 3 times from the historical data that collected at the research period (6482.47 kg/hours) and decrease the incoming material at after curing station 0.75 times from the historical data that collected at the research period (129.44 kg/hours), at the freezing station the rate of incoming material are decreased into 18000 kg/days and at the packing station the rate of icoming material is increased into 6 times from the historical data that collected at the research period (15308.28 kg/hours).
The best alternate model for scenario of changing the server compotition in each work station at the rate of incoming material same as the historical data that collected at the research period are the operators in the receiving station are reduced from 5 operators into 4 operators, 3 operators into 1 operators at production direction station, 5 operators into 3 operators at the filleting station, 7 operators into 2 operators at the scaling station, 16 operators into 10 operators at trimming station, 2 operators into 1 operators at washing station, 5 operators into 7 operators at after curing station, 3 units into 5 units at freezing station, 24 operators into 12 operators at packing station, as for the other station the operators remain the same compotition
with scenario of changing operator server compotition in each work station in Model A can remove balking from 26.33 kg into 0 kg, number of processed material increased from 1856.67 kg menjadi 1991.67 kg, speed up the average flow time from 979.11 seconds (16.3 minutes) into 275,33 seconds (4.59 minutes), minimize overall average waiting time from 141.75 seconds into 4.42 seconds and increased the server utilization from 27.50 % into 42.75% and can reduced the cost of ice usage because of queueing from Rp. 296.020,03 /month into Rp. 40.651,86 /month. In Model C the simulation analisys show that server utilization increased from 13.49 % into 26.48 %. As for Model B both scenario could remove the queueing from the freezing station.
SURAT PERNYATAAN
Saya menyatakan dengan sebenar-benarnya bahwa skripsi dengan judul
“ANALISIS KINERJA SISTEM ANTRIAN PADA INDUSTRI PENGOLAHAN FILLET IKAN BEKU (Studi Kasus di PT.Global Tropical Seafood, Jawa Barat)“ adalah asli karya saya sendiri dengan arahan dosen pembimbing, kecuali yang jelas ditunjukkan rujukkannya. Skripsi ini belum pernah diajukan untuk memperoleh gelar pada program sejenis di perguruan tinggi lain. Semua sumber data dan informasi yang digunakan telah dinyatakan secara jelas dan dapat diperiksa kebenarannya.
Bogor, 26 Agustus 2007 Yang membuat pernyataan,
ANALISIS KINERJA SISTEM ANTRIAN
PADA INDUSTRI PENGOLAHAN FILLET IKAN BEKU (Studi Kasus di PT.Global Tropical Seafood, Jawa Barat)
SKRIPSI
Sebagai salah satu syarat untuk memperoleh gelar
SARJANA TEKNOLOGI PERTANIAN
Pada Departemen Teknologi Industri Pertanian Fakultas Teknologi Pertanian
Institut Pertanian Bogor
Oleh
ARVIANO HARYANTO SAHAR F34103128
2007
FAKULTAS TEKNOLOGI PERTANIAN INSTITUT PERTANIAN BOGOR
INSTITUT PERTANIAN BOGOR FAKULTAS TEKNOLOGI PERTANIAN
ANALISIS KINERJA SISTEM ANTRIAN
PADA INDUSTRI PENGOLAHAN FILLET IKAN BEKU (Studi Kasus di PT.Global Tropical Seafood, Jawa Barat)
SKRIPSI
Sebagai salah satu syarat untuk memperoleh gelar
SARJANA TEKNOLOGI PERTANIAN
Pada Departemen Teknologi Industri Pertanian Fakultas Teknologi Pertanian
Institut Pertanian Bogor
Oleh
ARVIANO HARYANTO SAHAR F34103128
Dilahirkan pada tanggal 11 Januari 1986 Di Jakarta
Tanggal lulus: 24 Agustus 2007
Menyetujui, Bogor, 26 Agustus 2007
RIWAYAT HIDUP
Penulis dilahirkan pada tanggal 11 Januari 1986 di Jakarta. Penulis merupakan anak pertama dari tiga bersaudara
dari pasangan bapak Ir.Haryanto Sahar M.Sc dan Ibu Sylvia Hasan.
Pendidikan formal penulis diawali dari Taman Kanak-kanak TKI Dian Didaktika pada tahun 1990-1991 dan dilanjutkan dengan tingkat pendidikan dasar di SDI Dian Didaktika (1991-1997). Penulis menyelesaikan tingkat pendidikan lanjutan pada SLTPI Dian Didaktika (1997-2000) dan SMUN 34 Pondok Labu Jakarta Selatan (2000-2003). Sejak tahun 2003, penulis memasuki program Strata-1, Departemen Teknologi Industri Pertanian pada Fakultas Teknologi Pertanian Institut Pertanian Bogor melalui jalur Seleksi Penerimaan Mahasiswa Baru (SPMB).
KATA PENGANTAR
Segala puji dan syukur bagi Allah SWT yang telah memberikan rahmat dan kasih sayangnya, sehingga penulis dapat menyelesaikan kegiatan penelitian di PT. Global Tropical Seafood, Jawa Barat sesuai jadwal dan dapat menyusun serta menyelesaikan skripsi dengan judul Analisis Kinerja Sistem Antrian Pada Industri Pengolahan Fillet Ikan Beku (Studi Kasus di PT.Global Tropical Seafood, Jawa Barat) dengan baik.
Merupakan sebuah anugrah dari Allah SWT karena selama waktu penelitian dan penyusunan skripsi, penulis dapat memperoleh pengalaman-pengalaman berharga yakni berupa pembelajaran mengenai teori antrian dan penerapan ilmu-ilmu akademis dan non akademis yang didapatkan oleh penulis selama menimba ilmu di kampus IPB ini.
Dalam proses penyusunan skripsi ini terdapat banyak pihak yang terkait,
dengan segala ketulusan hati penulis ingin menyampaikan ucapan terima kasih kepada :
v Dr. Ir. Machfud, MS sebagai dosen pembimbing akademik yang telah
membimbing dan mengarahkan penulis dalam mempersiapkan ,melaksanakan dan menyelesaikan kegiatan penelitian dan penyusunan skripsi ini.
v Ir. Lien Herlina, Msc dan Ir. Sugiarto, Msi selaku dosen penguji yang telah
memberikan saran dan kritiknya untuk penyempurnaan skripsi ini serta masukannya kepada penulis untuk pengembangan diri penulis.
v Bapak Ir. Haryanto Sahar, MSc dan Ibu Sylvia Hasan sebagai kedua orang tua penulis yang memberikan segala kasih sayang dan dukungan yang tak ternilai kepada penulis serta kedua adik penulis yang senantiasa mendoakan dan memberikan dukungan moril kepada penulis dalam menyelesaikan skripsi ini.
v Bapak Sidiq selaku Pimpinan Pabrik dan Bapak Sumardi selaku Manajer Personalia PT. Global Tropical Seafood, Jawa Barat yang telah membantu penulis dalam mewujudkan kegiatan penelitian pada perusahaan tersebut.
dalam mengumpulkan informasi yang diperlukan bagi penulis beserta saran dan kritiknya dalam penyusunan skripsi ini.
v Mba Rina, Mba Nina, Mba Rum, Pak Sunari, Pak Iwan berserta Seluruh staff dan karyawan PT. Global Tropical Seafood yang telah membantu penulis dalam kegiatan pengumpulan data dan informasi sehari-harinya
v Bapak Mardianto, Bapak Achmad atas motivasi yang diberikan kepada penulis selama penulis melaksanakan penelitian di PT. Global Tropical Seafood.
v Yasmin dan Henny selaku rekan penulis yang bersama-sama melaksanakan penelitian di PT. Global Tropical Seafood.
v Kukuh dan Puji selaku rekan sebimbingan yang bersama-sama saling mendukung dalam suka dan duka penyelesaian skripsi ini.
v Sahabat-sahabatku Indah, Farah, Derry, Riri, Fardian, Helmi, Adit, Ratih, Ayip, Indra, Amin, Adriel, Jerry, Lutfi atas kebersamaannya dalam penyelesaian skripsi ini.
v Bang riki, Mas ade, Uda Paul, Uda Edwin, Uda Ansor, Dion, Sigit, Wita, Dani, Dung-dung, Aldo, Jejeng dan seluruh penghuni wisma galih yang
selalu mengisi hari-hari penulis dengan keceriaan selama penulis menyelesaikan skripsi ini.
v Seluruh Civitas TIN 40 dan HIMALOGIN yang telah memberi
pengalaman-pengalaman berharga bagi pengembangan diri penulis.
v Semua pihak yang terkait dan turut membantu hingga selesainya skripsi ini
yang tidak dapat penulis sebutkan satu-persatu pada lembar ini.
Semoga skripsi ini dapat bermanfaat bagi semua pihak yang membutuhkannya.
Bogor, Agustus 2006
DAFTAR ISI
Halaman KATA PENGANTAR ... i DAFTAR ISI ... iii DAFTAR TABEL ... vi DAFTAR GAMBAR ... vii DAFTAR LAMPIRAN ... x I. PENDAHULUAN
A. Latar Belakang ... 1
B. Ruang Lingkup ... 3 C. Tujuan ... 3 D. Manfaat ... 4 II. TINJAUAN PUSTAKA
A. Fillet Ikan Beku ... 5 B. Teori Antrian ... 6 C. Uji Distribusi ... 18 D. Model ... 22 E. Teknik Heuristik ... 24 F. Simulasi ... 24 G. Verifikasi dan Validasi ... 27 H. Penelitian Terdahulu ... 28 III. METODE PENELITIAN
Halaman
4. StasiunFilleting ... 40 5. StasiunTrimming ... 41 6. StasiunWashing ... 41 7. StasiunSizing ... 41 8. StasiunPanning ... 42 9. StasiunBagging ... 42 10. StasiunCuring ... 42 11. StasiunAfter Curing ... 42 12. StasiunFreezing ... 43
13. StasiunPacking ... 43 B. Konfigurasi Sistem Antrian Produk Fillet Ikan Beku ... 46 V. ANALISIS DAN PEMBAHASAN
A. Distribusi Data ... 51 B. Model Antrian... 53 1. Kinerja Model Antrian dari Stasiun Penerimaan Hingga Stasiun
Panning Dan StasiunAfter Curing (Model A) ... 55 2. Kinerja Model Antrian Pada StasiunFreezing (Model B) ... 58 3. Kinerja Model Antrian Pada StasiunPacking(Model C) ... 60 C. Sub Model Antrian ... 62 1. Sub Model Penerimaan ... 62 2. Sub Model Penyisikan ... 64 3. Sub ModelFilleting ... 66 4. Sub ModelAfter Curing... 67 D. Pengembangan Model ... 68
1. Pengembangan Model Dengan Skenario Perubahan Tingkat Kedatangan 69 2. Pengembangan Model Dengan Skenario Perubahan Komposisi Unit
Pelayanan ... 76 E. Kinerja Sistem Antrian... 83
1. Analisa Kinerja Pengembangan Model Dengan Skenario Perubahan
Halaman 2. Analisa Kinerja Pengembangan Model Dengan Skenario Perubahan
Komposisi Unit Pelayanan ... 96 F. Verifikasi dan Validasi Model ... 107 VI. KESIMPULAN DAN SARAN
DAFTAR TABEL
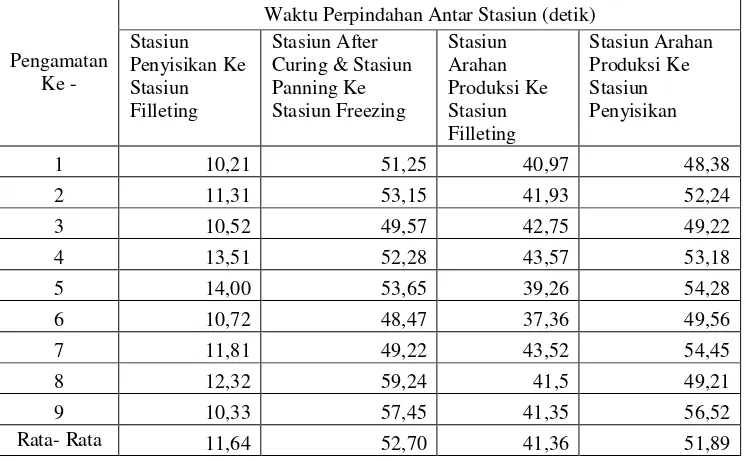
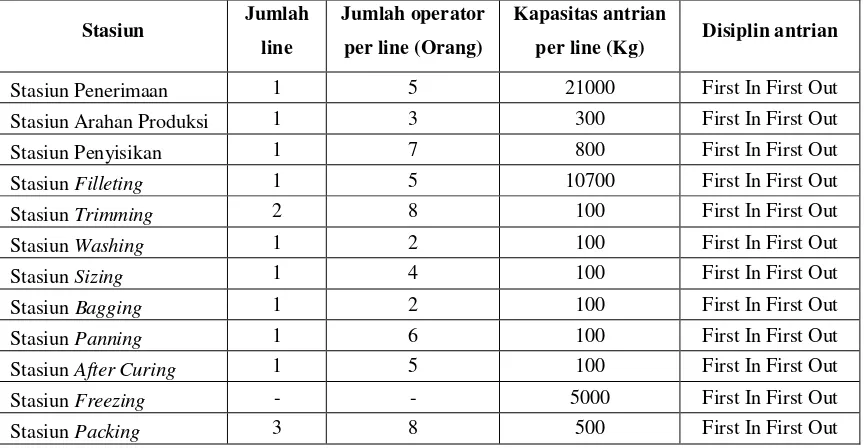
Halaman Tabel 1. Data ekspor produk fillet ikan beku Indonesia ke beberapa negara ... 1 Tabel 2. Sebaran frekwensi data waktu antar kedatangan ... 15 Tabel 3. Ketentuan mutu bahan baku fillet ikan beku ... 36 Tabel 4. Bobot standar fillet ... 41 Tabel 5. Waktu perpindahan bahan antar stasiun ... 46 Tabel 6. Jumlah operator, kapasitas dan disiplin antrian kondisi nyata ... 48 Tabel 7. Hasil Uji distribusi waktu kedatangan bahan... 52 Tabel 8. Hasil Uji distribusi waktu pelayanan operator ... 52
Tabel 9. Definisi nama komponen dalam model dan sub model SAPFIB... 54 Tabel 10. Uji coba berbagai tingkat kedatangan pada stasiun penerimaan dalam
model A ... 71 Tabel 11. Uji coba berbagai tingkat kedatangan pada stasiunafter curing dalam
model A ... 72 Tabel 12. Uji coba berbagai tingkat kedatangan pada stasiunpacking dalam
model C ... 75 Tabel 13. Perubahan komposisi operator pada setiap stasiun kerja pada
pengembangan model antrian SAPFIB ... 78 Tabel 14. Hasil uji kesamaan nilai tengah waktu pelayanan data historis dengan
waktu pelayanan hasil simulasi antrian model utama kondisi nyata ... 108 Tabel 15. Hasil uji kesamaan nilai tengah waktu pelayanan data historis dengan
waktu pelayanan hasil simulasi antrian sub model kondisi nyata ... 108 Tabel 16. Hasil uji kesamaan nilai tengah waktu pelayanan data historis dengan
waktu pelayanan hasil simulasi antrian model utama sistem alternatif dengan skenario perubahan tingkat kedatangan ... 109 Tabel 17. Hasil uji kesamaan nilai tengah waktu pelayanan data historis dengan
DAFTAR GAMBAR
Halaman Gambar 1. Model Antrian Jalur Tunggal dengan Fasilitas Pelayanan Tunggal ... 8 Gambar 2. Model Antrian Jalur Tunggal dengan Fasilitas Pelayanan Ganda
Serial ... 8 Gambar 3. Model Antrian Jalur Ganda dengan Fasilitas Pelayanan Ganda
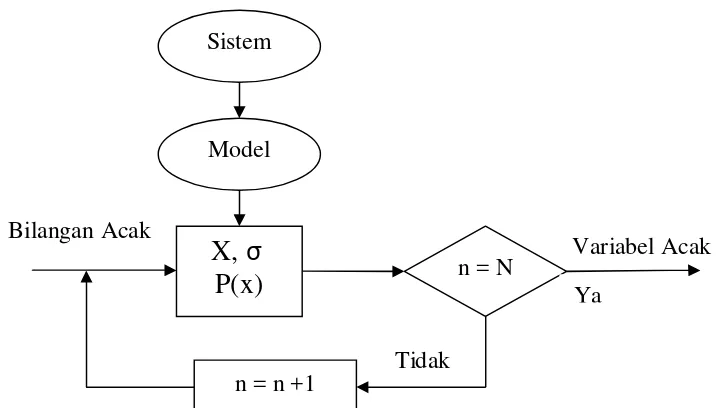
Pararel ... 8 Gambar 4. Model Antrian Jalur Ganda dengan Fasilitas Pelayanan Ganda ... 8 Gambar 5. Skema Simulasi Stokastik ... 26 Gambar 6. Skema Tahapan Pendekatan Berencana... 32
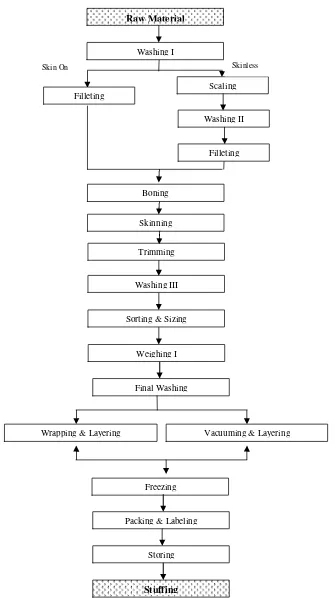
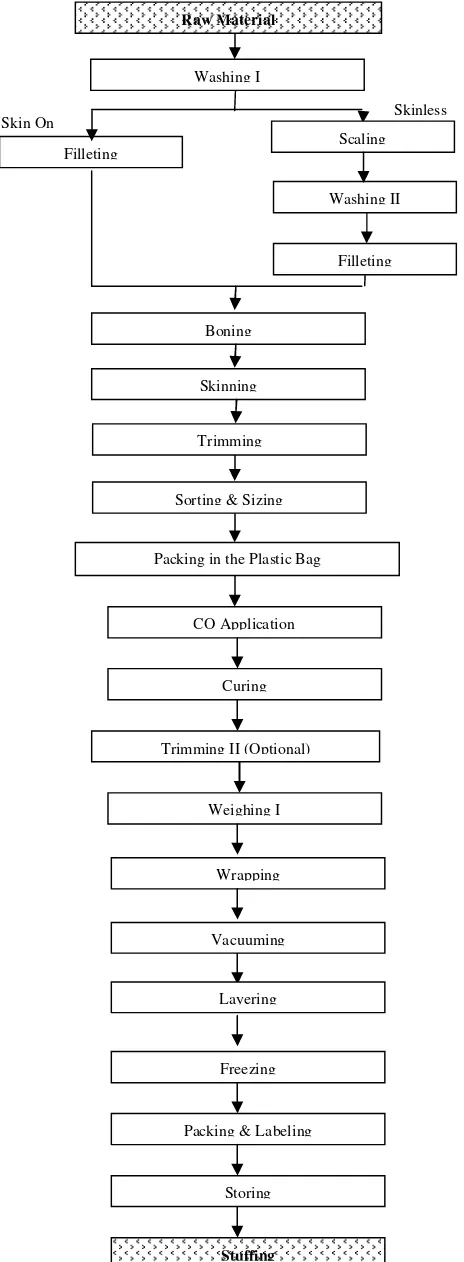
Gambar 7. Diagram Tahapan Penelitian ...34 Gambar 8. Diagram Alir Proses Pembuatan Fillet Ikan Beku tanpa CO ... 37 Gambar 9. Diagram Alir Proses Pembuatan Fillet Ikan Beku dengan CO ... 38 Gambar 10. Sistem Produksi Fillet Ikan Beku ... 45 Gambar 11. Pola Sistem Antrian Lini Produksi Fillet Ikan Beku PT. Global
Tropical Seafood ... 50 Gambar 12. Penulisan model simulasi A pada program QSS 1.0 dalam bentuk
matriks ... 56 Gambar 13. Grafik antrian maksimum pada stasiunFreezing ... 60 Gambar 14. Penulisan model simulasi C pada program QSS 1.0 dalam bentuk
matriks ... 61 Gambar 15. Penulisan model simulasi sub model penerimaan pada program QSS
1.0 dalam bentuk grafis ... 63 Gambar 16. Penulisan model simulasi sub model penyisikan pada program QSS 1.0
dalam bentuk matriks ... 65 Gambar 17. Penulisan model simulasi sub modelfilleting pada program QSS 1.0
dalam bentuk matriks ... 66 Gambar 18. Penulisan model simulasi sub modelafter curing pada program QSS
1.0 dalam bentuk matriks ... 67 Gambar 19. Penulisan model simulasi A alternatif skenario perubahan tingkat
kedatangan pada program QSS 1.0 dalam bentuk matriks ... 73 Gambar 20. Penulisan model simulasi C alternatif skenario perubahan tingkat
Kedatangan pada program QSS 1.0 dalam bentuk matriks ... 76 Gambar 21. Penulisan model simulasi A alternatif skenario perubahan komposisi
Halaman Gambar 22. Penulisan model simulasi C alternatif skenario perubahan komposisi
unit pelayanan pada program QSS 1.0 dalam bentuk matriks ... 82 Gambar 23. Diagram perbandingan jumlah bahan yang tidak terproses pada
pengembangan model A secara skenario perubahan tingkat
kedatangan ... 84 Gambar 24. Diagram perbandingan jumlah bahan yang terproses pada
pengembangan model A dengan skenario perubahan tingkat
kedatangan ... 85 Gambar 25. Diagram perbandingan rata-rata waktu aliran bahan pada
pengembangan model A dengan skenario perubahan tingkat
kedatangan ... 86 Gambar 26. Diagram perbandingan tingkat utilitas operator secaraoverallpada
pengembangan model A dengan skenario perubahan tingkat
kedatangan ... 87 Gambar 27. Diagram perbandingan rata-rata jumlah bahan yang menunggu pada
pengembangan model A dengan skenario perubahan tingkat
kedatangan ... 88 Gambar 28. Diagram perbandingan rata-rata waktu bahan menunggu pada
pengembangan model A dengan skenario perubahan tingkat
kedatangan ... 89 Gambar 29. Diagram perbandingan biaya penggunaan es pada pengembangan
model A dengan skenario perubahan tingkat kedatangan ... 90 Gambar 30. Grafik perbandingan jumlah bahan yang mengantri pada stasiun
freezing dengan skenario perubahan tingkat kedatangan ... 91 Gambar 31. Diagram perbandingan jumlah bahan yang terproses pada
pengembangan model C dengan skenario perubahan tingkat
kedatangan ... 92 Gambar 32. Diagram perbandingan rata-rata waktu aliran bahan pada
pengembangan model C dengan skenario perubahan tingkat
kedatangan ... 93 Gambar 33. Diagram perbandingan tingkat utilitas operator secaraoverallpada
pengembangan model C dengan skenario perubahan tingkat
kedatangan ... 94 Gambar 34. Diagram perbandingan rata-rata jumlah bahan yang menunggu pada
pengembangan model C dengan skenario perubahan tingkat
kedatangan ... 95 Gambar 35. Diagram perbandingan rata-rata waktu bahan menunggu pada
pengembangan model C dengan skenario perubahan tingkat
Halaman Gambar 36. Diagram perbandingan jumlah bahan yang tidak terproses pada
pengembangan model A dengan skenario perubahan komposisi unit pelayanan ... 97 Gambar 37. Diagram perbandingan jumlah bahan yang terproses pada
pengembangan model A dengan skenario perubahan komposisi unit pelayanan ... 98 Gambar 38. Diagram perbandingan rata-rata waktu aliran bahan pada
pengembangan model A dengan skenario perubahan komposisi unit pelayanan ... 98 Gambar 39. Diagram perbandingan tingkat utilitas operator secaraoverallpada
pengembangan model A dengan skenario perubahan komposisi unit pelayanan ... 99 Gambar 40. Diagram perbandingan rata-rata jumlah bahan yang menunggu pada
pengembangan model A dengan skenario perubahan komposisi unit pelayanan ... 100 Gambar 41. Diagram perbandingan rata-rata waktu bahan menunggu pada
pengembangan model A dengan skenario perubahan komposisi unit pelayanan ... 101 Gambar 42. Diagram perbandingan biaya penggunaan es pada pengembangan
model A dengan skenario perubahan komposisi unit pelayanan ... 102 Gambar 43. Grafik perbandingan jumlah bahan yang mengantri pada stasiun
freezing dengan skenario perubahan jumlah unit pelayanan ... 102 Gambar 44. Diagram perbandingan jumlah bahan yang terproses pada
pengembangan model C dengan skenario perubahan komposisi
operator... 103 Gambar 45. Diagram perbandingan rata-rata waktu aliran bahan pada
pengembangan model C dengan skenario perubahan komposisi
operator... 104 Gambar 46. Diagram perbandingan tingkat utilitas operator secaraoverallpada
pengembangan model C dengan skenario perubahan komposisi
operator... 105 Gambar 47. Diagram perbandingan rata-rata jumlah bahan yang menunggu pada
pengembangan model C dengan skenario perubahan komposisi
operator... 106 Gambar 48. Diagram perbandingan rata-rata waktu bahan menunggu pada
pengembangan model C dengan skenario perubahan komposisi
DAFTAR LAMPIRAN
Halaman Lampiran 1. Hasil Pengamatan Kecepatan Kedatangan Bahan... 116 Lampiran 2. Hasil Pengamatan Kecepatan Pelayanan Operator ... 123 Lampiran 3. Rendemen Setiap Stasiun Proses dengan Bahan Baku ... 139 Lampiran 4. ContohOutputUji Distribusi Peluang Software EasyFit 3.2 ... 141 Lampiran 5. Output Simulasi SAPFIB Model A Kondisi Nyata ... 142 Lampiran 6. Simulasi Keseimbangan Aliran Bahan SAPFIB Model B ... 145 Lampiran 7. Output Simulasi SAPFIB Model C Kondisi Nyata... 152 Lampiran 8. Output Simulasi SAPFIB Sub Model Penerimaan Kondisi Nyata .. 154
Lampiran 9. Output Simulasi SAPFIB Sub Model Penyisikan Kondisi Nyata ... 155 Lampiran 10. Output Simulasi SAPFIB Sub ModelFilleting Kondisi Nyata ... 156 Lampiran 11. Output Simulasi SAPFIB Sub ModelAfter Curing Kondisi Nyata . 157 Lampiran 12. Output Simulasi SAPFIB Model A Sistem Alternatif Skenario
Perubahan Tingkat Kedatangan ... 158 Lampiran 13. Output Simulasi SAPFIB Model C Sistem Alternatif Skenario
Perubahan Tingkat Kedatangan ... 161 Lampiran 14. Output Simulasi SAPFIB Model A Sistem Alternatif Skenario
Perubahan Komposisi Operator ... 164 Lampiran 15. Output Simulasi SAPFIB Model C Sistem Alternatif Skenario
Perubahan Komposisi Operator ... 165 Lampiran 16. Tata Letak Ruang Produksi PT. Global Tropical Seafood ... 166 Lampiran 17. Perhitungan Estimasi Biaya Tambahan Penggunaan Es Pada Model
Alternatif Skenario Perubahan Tingkat Kedatangan ... 167 Lampiran 18. Perhitungan Estimasi Biaya Tambahan Penggunaan Es Pada Model
I. PENDAHULUAN
A. Latar Belakang
Industri perikanan merupakan salah satu sektor industri yang menjadi
primadona di dalam penyumbang sumber devisa Indonesia. Ketika Indonesia mengalami krisis moneter pada tahun 1997 sektor tersebut menjadi salah satu sektor yang mampu tumbuh berkembang di tengah keterpurukan sektor ekonomi lainnya. Perkembangan sektor perikanan ini terutama disebabkan oleh karena pasarnya yang bererorientasi ekspor. Pasar ekspor memberikan pemasukan berupa mata uang dollar yang pada saat itu nilainya melambung tinggi di Indonesia akibat dari turunnya nilai mata uang rupiah.
Sebagai negara kepulauan dengan potensi perikanan laut sebesar 6,7 juta ton per tahun Indonesia merupakan salah satu negara pengekspor terbesar komoditas perikanan dunia. Selama periode 1999-2002 produk domestik bruto (PDB) subsektor perikanan mengalami kenaikan sebesar 21,72 %. (Departemen Kelautan dan Perikanan, 2002).
Peningkatan permintaan ikan di pasaran dunia antara lain dipengaruhi oleh meningkatnya jumlah penduduk dunia, bergesernya selera konsumen dari
red meat ke white meat , dan kebutuhan manusia akan makanan sehat. Selain itu kondisi yang mengancam kesehatan manusia akibat mengonsumsi daging ternak yang mempunyai resiko penyakit sepertimad cow disease, serta penyakit mulut dan kuku yang melanda kawasan Eropa, Asia dan Amerika membuat keinginan manusia untuk mendiversifikasi sumber pangan berprotein tinggi semakin tinggi.
Jika melihat perkembangan jumlah ekspor produk fillet ikan beku
Tabel 1. Data ekspor produk fillet ikan beku Indonesia ke beberapa negara
Negara Tujuan
2003 2004 2005 (Jan-Nop) 2006 (Jan-Nop) Berat JEPANG 15.410 1.420.463 98.535 3.237.528 97.579 3.211.469 33.420 1.447.167 AMERIKA
SERIKAT 2.842 9.344 36.800 505.035 36.800 505.035 - -POLANDIA - - 47.000 265.400 - - 69.000 531.700 HONGKONG 476 1.736 7.095 58.277 4.858 40.484 10.762 32.344 MALAYSIA 1.053 6.562 9.386 38.741 9.386 38.741 458 6.380 REP.RAKYAT
CINA - - 9.023 29.514 9.023 29.514 8.500 310.524 AUSTRALIA 1.687 9.376 2.277 12.943 2.277 12.943 10.405 52.047
*) dalam ribuan, sumber : Deprin 2007
Dalam rangka mendukung peningkatan pertumbuhan ekonomi di sektor perikanan dan pemenuhan tuntutan pasar ekspor, kajian ilmiah yang berorientasi pada peningkatan kinerja industri perikanan perlu dilakukan dengan berdasarkan ilmu pengetahuan dan teknologi modern.
Menurut Machfud (1999) produktivitas perusahaan merupakan hal penting yang harus diperhatikan dalam rangka mengembangkan perusahaan yang berdaya saing tinggi. Perencanaan dan pengendalian produksi yang baik akan menghasilkan proses produksi dengan tingkat efisiensi dan efektivitas tinggi melalui penghematan sumber daya yang ada dan waktu produksi yang optimal.
PT. Global Tropical Seafood merupakan salah satu perusahaan yang bergerak di industri perikanan yang berorientasi ekspor dengan salah satu produk unggulannya fillet ikan beku. Dalam kegiatan produksinya perusahaan dihadapkan pada kondisi kedatangan bahan baku yang bersifat probalistik,
adanya tuntutan kualitas produk yang prima, serta perlunya efektivitas dan efisiensi dalam sistem produksi.
Ketidakseimbangan aliran bahan dan antrian dalam lini produksi pengolahan fillet ikan beku akan menyebabkan timbulnya inefisiensi dan
produktivitas yang setinggi-tingginya merupakan suatu pencapaian yang diinginkan oleh perusahaan pada umumnya.
Pendekatan analitis yang dapat digunakan untuk memecahkan masalah sistem aliran bahan yang bersifat acak secara efektif adalah dengan menggunakan analisis garis antrian atau teori antrian (Machfud, 1999).
Model antrian dalam lini produksi suatu perusahaan dapat dikembangkan dengan teori antrian untuk meningkatkan produktivitas kerja dari pendekatan tingkat utilitas unit pelayanan dan waktu tunggu bahan dengan memaksimalkan efisiensi dan efektifitas proses. Perbaikan kinerja sistem produksi dapat mengurangi tambahan biaya yang disebabkan oleh adanya antrian dan inefisiensi penggunaan sumber daya.
B. Ruang Lingkup
Penelitian ini dibatasi pada analisis sistem antrian dan pengembangan modelnya pada lini produksi fillet ikan beku.
C. Tujuan
Tujuan yang ingin dicapai dari penelitian ini adalah :
1. Mengidentifikasi faktor-faktor yang menyebabkan terjadinya antrian pada lini produksi industri pengolahan fillet ikan beku.
2. Menganalisis kinerja sistem antrian yang ada di dalam lini produksi industri pengolahan fillet ikan beku.
3. Mengembangkan model antrian untuk meningkatkan kinerja lini produksi pengolahan fillet ikan beku melalui perubahan tingkat kedatangan bahan baku dan pengubahan komposisi operator pada stasiun-stasiun kerja dalam sistem antrian.
D. Manfaat
Penelitian yang dilakukan dapat memberikan pemahaman yang lebih
II. TINJAUAN PUSTAKA
A. Fillet Ikan Beku
Fillet ikan merupakan daging ikan yang diperoleh dengan penyayatan
ikan utuh sepanjang tulang belakang dimulai dari belakang kepala hingga mendekati bagian ekor. Tulang belakang dan tulang rusuk yang membatasi badan dengan rongga perut tidak dipotong pada waktu penyayatan, hal ini bertujuan agar tulang atau duri yang terikut dalam daging menjadi sedikit. Proses pengawetan dengan cara pembekuan yang berlaku untuk daging ikan tanpa tulang disebut fillet ikan beku (Suparno, 1992).
Menurut DSN (1992), tahapan pengolahan fillet ikan beku adalah : (1) Pencucian
Ikan dicuci kemudian ditampung di dalam bak fiberglass yang dilengkapi drainage (lubang pembuangan air bagian bawah). Penyusunan ikan dibuat berlapis-lapis dengan es. Diusahakan agar ikan tidak terendam air karena dapat memudarkan warna kulit hingga menjadi pucat, suram dan tidak mengkilap.
(2) Pengambilan daging(filleting)
Sebelum ikan diambil dagingnya (difillet) maka terlebih dahulu dilakukan pemotongan kepala dengan pisau tajam sekaligus penarikan atau pengeluaran isi perut temasuk pembuangan sisik, selanjutnya dilakukan pengambilan daging dengan cara penyayatan yang dimulai dari punggung yang mengarah ke perut dan ekor sehingga diperoleh kepingan dua sisi tanpa tulang.
(3) Perapihan(trimming)
Hasil potongan daging kemudian dirapihkan bentuknya dengan cara menyisir permukaan hasil potongan dan bagian sisi samping dengan menggunakan pisau tajam.
(4) Pengelompokan ukuran(sizing)
Pada tahap ini dilakukan penimbangan terhadap tiap-tiap keping daging dan dikelompokkan menurut ukuran yang ditentukan.
Pan pembeku diisi dengan fillet dengan permukaan kulit menghadap ke atas dan tiap keping fillet tidak saling menumpuk serta diusahakan penyusunan fillet hanya satu lapis saja. Hal ini dimaksudkan agar daging fillet beku yang dihasilkan mempunyai penampilan rapi, halus, lurus dan rata. Sebelum fillet disusun terlebih dahulu pan pembeku dilapisi dengan selembar plastik dan pada bagian atas daging ditutup dengan selapis plastik.
(6) Pembekuan
Ikan yang telah tersusun dalam pan dimasukkan ke dalam contact
plate freezer(CPF) atauair blast freezer(ABF) dengan suhu operasi -40oC. Bila menggunakan CPF waktu pembekuan yang diperlukan adalah 4-5 jam sedangkan ABF memerlukan waktu 8-9 jam.
(7) Pelapisan (glazing)
Fillet beku yang dihasilkan kemudian dilepas dari pan pembeku selanjutnya dilakukan pengelasan dengan cara tiap keping fillet dicelup ke dalam campuran air dan es yang bersuhu 0-5oC.
(8) Pengemasan (packaging)
Tiap-tiap keping fillet dimasukkan ke dalam plastik dan kemudian bagian ujungnya dilipat untuk selanjutnya disusun ke dalam mastercarton dan diikat dengan mesin pengikat (Strapping band machines), pada tiap kemasan dicantumkan keterangan atau label yang jelas.
(9) Penyimpanan beku
Master cartonyang berisi produk disimpan dalam gudang beku (cold storage) dengan suhu -25oC, penyusunan dalam cold storage diatur sedemikian rupa sehingga memiliki sirkulasi udara.
B. Teori Antrian
matematik pada keadaan yang berbeda-beda, dan dengan teori antrian ini pula dapat dibuat keputusan tentang berapa jumlah fasilitas pelayanan yang harus digunakan, luasan tempat antrian yang dibutuhkan, saat pemberian pelayanan dan sebagainya (Heizer dan Render ,2004).
Pendekatan analitis yang dapat digunakan untuk memecahkan masalah sistem aliran bahan yang bersifat acak secara efektif adalah dengan menggunakan analisis garis antrian atau teori antrian (Machfud, 1999).
Menurut Machfud (1999) Teori antrian memiliki ciri-ciri sebagai berikut: 1. Adanya pemasukan objek ke dalam suatu sistem
2. Objek yang bergerak melalui sistem bersifat diskret
3. Objek yang masuk ke dalam sistem untuk mendapatkan pelayanan atau proses diurut berdasarkan suatu aturan tertentu
4. Adanya suatu mekanisme tertentu yang menentukan waktu pelayanan 5. Mekanisme yang tidak dapat ditentukan secara pasti dapat
dipertimbangkan sebagai suatu sistem yang bersifat probalistik
Menurut Aminudin (2005), ada beberapa tipe sistem antrian yang semuanya dapat diklasifikasikan menurut karateristik di bawah ini.
1. Masukan atau kejadian kedatangan, yaitu meliputi sebaran jumlah kedatangan tiap satuan waktu, jumlah antrian yang diizinkan terbentuk, panjang maksimum antrian dan jumlah maksimum langganan yang harus dilayani.
2. Proses pelayanan, yang meliputi sebaran waktu pelayanan untuk satu satuan unit pelanggan, jumlah fasilitas pelayanan serta bentuk fasilitas pelayanan (pararel, seri dan lain-lain).
3. Disiplin antrian, merupakan cara penentuan antrian atau baris antrian (FIFO, LIFO, dan Lain-Lain).
Selain empat struktur dasar antrian tersebut, masih terdapat struktur model antrian lain yang pada dasarnya merupakan gabungan dari dua atau lebih struktur antrian diatas.
1. Pola Kedatangan.
dengan laju kedatangan yang konstan atau juga secara acak. Untuk laju kedatangan yang acak dan mempunyai sebaran tertentu.
Sebaran peluang poisson adalah salah satu dari sebaran pola kedatangan yang paling umum bila beberapa faktor mempengaruhi waktu kedatangan. Hal tersebut disebabkan sebaran poisson sesuai dengan suatu pola kedatangan yang bersifat acak sempurna, berarti bahwa masing-masing kedatangan saling bebas satu dengan lainnya (Gordon, 1980). Apabila laju kedatangan mempunyai sebaran poisson, waktu antar kedatangan akan mempunyai sebaran eksponensial (Pangestu 1993 dan Taha 2003).
2. Pola Pelayanan.
Jumlah unit yang dapat dilayani persatuan waktu disebut sebagai laju pelayanan dari fasilitas pelayanan. Laju pelayanan dapat berpola konstan, dan dapat pula berpola acak. Untuk laju pelayanan yang berpola acak, akan mempunyai sebaran peluang seperti halnya pola kedatangan acak, yaitu sebaran poisson. Bila laju pelayanan mempunyai sebaran poisson, maka waktu pelayanan mempunyai
sebaran peluang eksponensial (Pangestu 1993 dan Taha 2003).
3. Model-Model Antrian.
Untuk mempelajari model antrian diperlukan beberapa notasi yang digunakan untuk menggambarkan model antrian yang dimaksud. Menurut Aalto (2005) Notasi Kendall dapat digunakan untuk menggambarkan karakteristik dari antrian dengan sistem paralel secara umum yang dibakukan dengan format sebagai berikut :
(xb / yb / z) : (u / v / w)
Keterangan :
x : sebaran kedatangan. y : sebaran waktu pelayanan.
v : jumlah maksimum pelanggan dengan sistem. w : ukuran dari popolasi asal pelanggan.
b : kedatangan bulk, pelayanan bulk.
Notasi baku yang menggunakan x dan y dapat diisi dengan notasi sebagai berikut :
M : Sebaran kedatangan atau laju pelayanan Poisson (ekivalen dengan sebaran waktu antar kedatangan atau waktu pelayanan eksponensial).
D : Waktu pelayanan atau waktu antar kedatangan konstan atau deterministik.
G : Sebaran waktu pelayanan umum (normal, binomial). GI : Sebaran kedatangan atau tingkat pelayanan mempunyai
sebaran khusus.
K : Sebaran erlang untuk waktu antar kedatangan atau waktu pelayanan.
Notasi untuk mengganti V dan W adalah :
I : Jumlah maksimum pelanggan di dalam sistem dan ukuran populasi asal pelanggan tak terhingga.
F : Jumlah maksimum pelanggan di dalam sistem an ukuran populasi asal pelanggan terhingga.
Disiplin antrian yang digunakan untuk mengisi u adalah : FCFS : First Come, First Serve.
LCFS : Last Come, First Serve. SIRO : Service in Random Order.
SPT : Shortest Processing (Service) Time. GD : General (Service) Discipline.
Menurut Gillet (1979), penyelesaian masalah antrian secara analitis dengan rumus-rumus pada model baku dapat dilakukan apabila kondisi-kondisi dibawah ini bisa dipenuhi :
a. Kedatangan pelanggan kedalam sistem terjadi secara acak sempurna dan mengikuti sebaran poisson.
b. Proses pelayanan terjadi secara acak sempurna, dan waktu pelayanan megikuti sebaran exponensial.
c. Disiplin antrian adalah FIFO.
d. Peluang terjadinya suatu kedatangan pada selang waktu t sampai t
+∆t, untuk untuk ∆t cukup kecil adalah λn∆t.
e. Peluang adanya pelanggan meninggalkan sistem pada selang waktu t
sampai t +∆t, untuk ∆t cukup kecil adalahµn∆t.
f. Laju kedatangan lebih kecil dari laju pelayanan.
B. Sebaran Peluang
Untuk mendapatkan model yang lebih mendekati keadaan sebenarnya, diperlukan pemilihan fungsi sebaran peluang yang sesuai dengan keadaan nyata. Langkah-langkah yang harus ditempuh dalam memilih fungsi sebaran peluang untuk kecepatan kedatangan dan kecepatan pelayanan adalah sebagai berikut :
1. Mengelompokkan data menurut bentuknya, yaitu jumlah kedatangan dan jumlah unit yang dilayani per unit waktu.
2. Mencari frekwensi, frekwensi relatif dan frekwensi komulatif dari data.
3. Menghitung rata-rata, keragaman dan simpangan baku. 4. Mencari bentuk baku dari data.
5. Menguji apakah sebaran yang dipilih sesuai (langkah 6) atau tidak (langkah 7)
6. Menetapkan bentuk parameter penduga dari sebaran baku yang dipilih.
Metode pengambilan data ialah dapat dilakukan dengan dua cara yakni yang pertama ialah sensus, dan yang kedua ialah sampel. Sensus mengambil data dari keseluruhan jumlah populasi. Sampel merupakan bagian dari populasi yang diambil dengan cara-cara tertentu yang juga memiliki karakteristik tertentu, jelas, dan lengkap yang bisa dianggap mewakili populasi. Populasi yang tak terbatas membuat pengambilan data dengan cara sensus tidak dapat dilaksanakan sehingga dipilih pengambilan data dengan cara sampling. Pengambilan sampel memerlukan beberapa kriteria yang perlu diperhatikan yakni :
1. Penentuan daerah generalisasinya agar sampel dapat berlaku terhadap populasinya.
2. Pembatasan yang tegas dalam populasi. 3. Penentuan sumber informasi populasi. 4. Pemilihan Teknik Sampling.
5. Perumasan masalah.
6. Pendefinisian unit-unit yang dipakai. 7. Penentuan unit sampel.
8. Pencarian keterangan masalah yang akan dibahas. 9. Penentuan ukuran sampel.
10. Penentuan teknik pengumpulan data. 11. Penentuan Metode Analisis.
12. Penyediaan sarana prasaranan untuk penelitian.
(Hasan, 2001) Teknik pengambilan sampel dapat dilakukan denan dua cara yaitu : (1) Sampling random : merupakan sampel yang diambil secara acak
dengan cara undian, ordilnal atau dengan komputer.Pengambilannya dapat dilakukan dengan cara sederhana, bertingkat, kluster, sistematis dan proporsional.
(2) Sampling non random : Merupakan pengambilan sampel dengan tidak acak yang dapat dilakukan dengan tiga cara yakni Kebetulan, Bertujuan dan Quota.
.
Sebenarnya tidak ada aturan yang tegas mengenai besarnya anggota sampel yang diisyaratkan dalam suatu penelitian. Demikian pula batasan apa batasan bahwa sampel itu besar atau kecil yang jelas ialah jika sampelnya besar, maka biaya, tenaga dan waktu yang akan disediakan besar pula, demikian sebaliknya. Sehingga mutu penelitian tidaklah ditentukan oleh besarnya anggota sampel yang digunakan, melainkan oleh kuatnya dasar-dasar teori pengambilan sampel tersebut. Sesungguhnya tidak ada anggota sampel yang 100% representatif, kecuali anggota sampelnya yang sama dengan anggota populasinya (total sampling) (Usman, 2003).
Sistem antrian umumnya ditentukan oleh dua buah kelengkapan statistik, yaitu sebaran peluang antar kedatangan dan sebaran peluang waktu pelayanan. Dalam sistem antrian nyata, waktu antar kedatangan dan waktu pelayanan mengikuti berbagai macam bentuk sebaran. Bentuk sebaran yang mendasari model-model antrian adalah sebaran poisson dan exponensial.
1. Sebaran Poisson
Menurut Meyer (1974), definisi dari sebaran poisson adalah sebagai berikut. Misal X adalah peubah acak yang diskret dan
dianggap mempunyai nilai-nilai 0,1,2, , n Jika :
Maka X dikatakan mempunyai sebaran poisson dengan parameter 0
> α
Selanjutnya dikatakan bahwa apabila X mempunyai sebaran poisson dengan parameter α, maka nilai harapannya (E(X)) adalah α.Hal ini merupakan sifat khusus yang menarik dari sebaran poisson yaitu bahwa nilai harapannya sama dengan nilai keragamannya.
2. Uji Kesesuaian Sebaran Poisson
sebaran poisson adalah menghitung peluang adanya n kejadian dalam selang waktu tertentu (Pn) dengan rumus :
,
Setelah nilai Pn ditemukan, kemudian dilakukan perhitungan nilai frekwensi harapan (expected frequency) yang dilambangkan en,
nilainya ditentukan sebagai berikut.
n
Untuk n yang mempunyai frekwensi terlalu kecil (<5) sebaiknya dipilih nilai fn dan enterdekat sehingga nilai fn ≥5 (Taha 2003). Hal
tersebut perlu dilakukan karena frekwensi yang terlalu kecil akan mengakibatkan harga Chi-kuadrat menjadi besar sehingga tidak mencerminkan penyimpangan yang wajar mengenai hasil pengamatan (Sudjana, 1982 di dalam Henryardinanto, 2003).
Langkah selanjutnya dilakukan perhitungan nilai Chi-kuadrat dengan rumus : bahwa data mempunyai sebaran poisson. Apabila terjadi sebaliknya, maka dilakukan penolakan terhadap hipotesis, yang berarti data tidak mengikuti sebaran poisson.
3. Sebaran Exponensial
Jika peubah acak T menunjukan waktu antar kedatangan atau waktu pelayanan dan T mempunyai sebaran eksponensial dengan parameter α, maka fungsi kepadatan peluangnya adalah :
t
e−α untuk t≥0
fT
( )
t =Fungsi kepadatan peluang komulatifnya adalah :
Nilai harapan dari T diperoleh dengan rumus:
E(T) =
∫
−Selanjutnya keragaman dari T dapat diperoleh dengan cara integrasi yang sama, yaitu :
V(T) = E(T2)-(E(T))2 = 12
α
Dari rumus ini dapat dilihat bahwa sebaran eksponensial mempunyai sifat khusus yang menarik, yaitu bahwa nilai harapannya sama dengan simpangan bakunya.
4. Uji Kesesuaian Sebaran Eksponensial
Uji ini dilakukan apabila kita mempunyai dugaan bahwa data yang diperoleh (misalkan data waktu pelayanan atau waktu antar kedatangan) mempunyai sebaran eksponensial. Langkah awal dari pengerjaan ini ialah dengan membuat tabel data seperti dibawah ini.
Tabel 2. Sebaran frekwensi data waktu antar kedatangan
Nilai rata-ratanya dihitung sebagai berikut :
Besarnya kemungkinan eksponensial Gi (t) untuk setiap kelas
interval dihitung sebagai berikut :
Gi(t) =
∫
− = − − −Frekwensi teoritis (ei) pada setiap kelas interval dihitung sebagai
berikut :
ei=Gi (t) N , N adalah jumlah data pengamatan
setelah itu, menghitung nilai Chi-kuadrat dengan rumus :
X2 hitung =
∑
(
)
bahwa data mengikuti sebaran eksponensial. Apabila hasilnya sebaliknya maka hipotesis bahwa data mengikuti sebaran Eksonensial ditolak.5. Sebaran Normal
Dalam dunia nyata terdapat beberapa tipe kejadian acak yang dibentuk oleh sebaran normal. Sebaran ini mempunyai karakteristik kepadatan peluangnya berbentuk lonceng yang simetris terhadap garis
x = µ dengan fungsi densitas pada X = x dengan persamaan :
f(x) = ( )
dengan : π : nilai konstant (3,1416)
e : nilai konstan (2,7183) µ : rata-rata
σ : simpangan baku
Sebaran normal dapat dibedakan dari sebaran norml lainnya atas dasar perbedaan nilai rata-rata dan simpangan bakunya atau kedua-duanya (Sudjana, 1982 di dalam Henryardinanto, 2003).
6. Uji Kenormalan Data
Uji kenormalan data didasarkan pada fakta bahwa nilai tengah contoh dan keragaman contoh tidak saling tergantung satu sama lainnya, jika dan hanya jika contoh berasal dari sebaran normal. Misalkan kita mempunyai sampelacak dengan hasil pengamatan x1,x2, ...,xn. Berdasarkan sampel ini akan dilakukan uji hipotesis bahwa data
yang diambil berasal dari populasi yang memiliki sebaran normal atau data tersebut berasal dari populasi yang memiliki sebaran tidak normal.
Menurut Sudjana (1982) di dalam Henryardinanto (2003) prosedur pengujian hipotesis tersebut adalah sebagai berikut.
a. Pengamatan x1, x2, , xn dijadikan angka baku z1, z2, , zn
dengan menggunakan rumus zi = s
x
x
−−
1
(x− dan s
masing-masing merupakan rata-rata dan simpangan baku dari data). b. Untuk tiap angka baku ini dan dengan menggunakan daftar
sebaran normal baku, kemudian dihitung peluang F(zi) = P(z ≤ zi).
c. Selanjutnya dihitung proporsi z1, z2, , zn yang lebih kecil atau
sama dengan zi. Jika proporsi ini dinyatakan oleh S(zi), maka:
S(zi), maka: S(zi) = (banyaknya z1, z2, , zn yang ≤ zi)/ n.
d. Hitung selisih F(zi S(zi) kemudian tentukan harga mutlak.
e. Ambil harga yang paling besar diantara harga-harga mutlak selisih tersebut. Sebutlah harga terbesar ini L0.
Untuk menerima atau menolak hipotesis, L0 harus dibandingkan
dengan nilai kritis L yang diambil dari daftar nilai kritis L untuk uji
dari data pengamatan melebihi nilai L dari daftar. Apabila hasilnya sebaliknya maka hipotesis bahwa data mengikuti sebaran normal diterima.
7. Sebaran Empiris
Sebaran empiris adalah sebaran yang diperoleh dari hasil pengamatan lapang yang mempunyai bentuk khusus dan hanya berlaku pada kejadian tersebut. Untuk memperoleh peubah acak yang dibangkitkan dari suatu sebaran empiris dapat digunakan metode transformasi kebalikan
Peubah acak dari suatu sebaran empiris dipergunakan persamaan sebagai berikut :
X = XLj +
(
XUj XLj)
YY Y U
j j
j
− −
−
− −
1 1
XLj adalah batas bawah selang sebaran komulatif dan U adalah angka acak, Yj adalah peluang komulatifnya.
C. Uji Distribusi
Perlakuan terhadap input data yang bersifat acak untuk program simulasi dapat dilakukan sebagai berikut (Conover, 1971) :
1. Nilai-nilai data tersebut digunakan secara langsung dalam simulasi. Sebagai contoh, jika data menggambarkan waktu pelayanan, maka salah satu data digunkan jika sebuah waktu pelayanan diperlukan dalam sebuah simulasi. Hal ini disebuttrace-driven simulation.
2. Nilai data-data tersebut digunakan untuk mendefinisikan sebuah fungsi distribusi empiris dengan cara tertentu. Jika diperlukan dalam sebah simulasi, sampel diambil dari distribusi ini.