STUDY PENINGKATAN OVERALL EQUIPMENT
EFFECTIVENESS MELALUI PENERAPAN TOTAL
PRODUCTIVE MAINTENANCE
DI PTPN IV PKS PASIR MANDOGE
Diajukan Untuk Memenuhi sebahagian dari TUGAS SARJANA
Syarat-syarat Penulisan Tugas Sarjana
Oleh:
YANTI SURIATI S NIM: 060423017
PROGRAM PENDIDIKAN SARJANA EKSTENSI
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
UCAPAN TERIMA KASIH
Laporan ini tidak akan pernah terwujud tanpa bantuan dan dukungan dari
berbagai pihak. Pada kesempatan ini penulis mengucapkan terima kasih yang
tulus kepada :
1. Ibu Ir. Rosnani Ginting, MT, selaku Ketua Jurusan Teknik Industri
Fakultas Teknik Universitas Sumatera Utara.
2. Bapak Ir. Sugih Arto Pujangkoro, MM selaku Koordinator Tugas Akhir
Jurusan Teknik Industri Fakultas Teknik Universitas Sumatera Utara.
3. Bapak Prof. Dr. Ir. A. Rahim Matondang, MSIE, selaku Ketua Bidang
Manajemen Rekayasa dan Produksi Jurusan Teknik Industri Fakultas
Teknik Universitas Sumatera Utara.
4. Bapak Ir. Nazaruddin MT, selaku pembimbing I, yang telah meluangkan
banyak waktunya untuk memberikan motivasi, bimbingan arahan dan
koreksi dalam penulisan Tugas Sarjana ini.
5. Bapak Aulia Ishak, ST, MT selaku pembimbing II, yang telah begitu
sangat sabar dan telah banyak meluangkan waktu yang sangat terbatas
untuk memberikan motivasi, bimbingan, arahan dan koreksi agar Tugas
Sarjana ini dapat selesai dengan baik.
6. Bapak Zulkifli, SH selaku pembimbing di PTPN IV PKS PASIR
MANDOGE , yang banyak membantu penulis selama proses pengambilan
data di lapangan dan memberikan informasi-informasi yang sangat
7. Kedua Orang Tuaku Tercinta, yang selalu memberikan bantuan moral,
serta Abang dan Kakak tersayang yang juga merupakan motivasi penulis
agar dapat segera menyelesaikan Tugas Sarjana ini.
8. Seluruh Staf dan karyawan PTPN IV PKS PASIR MANDOGE yang telah
memberikan bantuan berupa informasi dan dukungan moril selama
penulisan tugas sarjana ini.
9. Teman-teman seperjuangan penulis khususnya anak-anak Ekstensi ’06
yang selalu hadir memberikan semangat untuk penulis.
10.Buat semua pihak yang secara langsung atau tidak langsung terlibat dalam
pembuatan laporan ini, terima kasih karena tanpa kalian penulis bukan
siapa-siapa.
Dalam hal ini penulis menyadari bahwa Tugas Sarjana yang disajikan masih
banyak kekurangan. Oleh karena itu penulis mengharapkan saran dan kritik yang
bersifat membangun. Semoga Tugas Sarjana ini dapat memberikan manfaat bagi
kita semua.
DAFTAR ISI
BAB HALAMAN
KATA PENGANTAR ... i
UCAPAN TERIMA KASIH ... ii
DAFTAR ISI ... iv
DAFTAR TABEL ... x
DAFTAR GAMBAR ... xii
DAFTRA LAMPIRAN ... xiv
ABSTRAK ... xv I. PENDAHULUAN... I-1
1.1. Latar Belakang ... I-1
1.2. Perumusan Masalah ... I-2
1.3. Tujuan dan Manfaat Penelitian ... I-3
1.3.1. Tujuan Penelitian ... I-3
1.3.1.1. Tujuan Umum ... I-3
1.3.1.2. Tujuan Khusus ... I-3
1.3.2. Manfaat Penelitian ... I-3
1.4. Batasan Masalah dan Asumsi ... I-4
1.4.1. Batasan Masalah ... I-4
1.4.2. Asumsi ... I-5
DAFTAR ISI (Lanjutan)
BAB HALAMAN
II. GAMBARAN UMUM PERUSAHAAN ... II-1
2.1. Sejarah Perusahaan ... II-1
2.2. Ruanglingkup Bidang Usaha ... II-3
2.3. Struktur Organisasi ... II-4
2.4. Pembagian Tugas dan Tanggung Jawab ... II-5
2.5. Tenaga Kerja dan Jam Kerja ... II-7
2.5.1. Tenaga Kerja ... II-7
2.5.2. Jam Kerja ... II-10
2.6. Sistem Pengupahan dan Fasilitas yang Digunakan ... II-11
2.7. Proses Produksi ... II-13
2.7.1. Standar Mutu Bahan Baku dan Produk ... II-13
2.7.1.1. Standar Mutu Bahan Baku ... II-13
2.7.1.2. Standar Mutu Produk ... II-14
2.7.2. Bahan yang Digunakan... II-15
2.7.2.1. Bahan Baku ... II-15
2.7.2.2. Bahan Penolong ... II-15
2.7.2.3. Bahan Tambahan ... II-16
2.7.3. Uraian Proses Produksi... II-16
2.7.3.1. Stasiun Penerimaan Buah ... II-16
DAFTAR ISI (Lanjutan)
BAB HALAMAN
2.7.3.3. Stasiun Penebahan Buah ... II-19
2.7.3.4. Pelumatan Buah ... II-20
2.7.3.5. Pengempaan Buah... II-20
2.7.3.6. Pemecahan Ampas Kempa ... II-21
2.7.3.7. Pemisahan Ampas dan Biji ... II-21
2.7.3.8. Pemurnian Minyak Sawit... II-22
2.7.3.9. Pengolahan Sludge ... II-24
2.7.4. Mesin dan Peralatan ... II-28
III. Tinjauan Pustaka ... III-1
3.1. Pengertian dan Peranan Maintenance ... III-1
3.2. Jenis-Jenis Maintenance ... III-3
3.2.1. Preventive Maintenance ... III-3
3.2.2. Corrective atau Break Down Maintenance ... III-5
3.3. Pengoperasian Mesin Produksi di PKS Mandoge ... III-5
3.3.1. Timbangan ... III-5
3.3.2. Loading Ramp ... III-6
3.3.3. Rebusan ... III-8
3.3.4. Penebahan (Tresher) ... III-11
DAFTAR ISI (Lanjutan)
BAB HALAMAN
3.3.6. Pemurnian minyak ... III-15
3.3.7. Tangki Timbun Minyak... III-19
3.3.8. Pabrik Biji ... III-20
3.4. Total Productive Maintenance (TPM) ... III-25
3.4.1. Defenisi Total Productive Maintenance ... III-26
3.4.2. Tujuan/Manfaat Total Productive Maintenance ... III-27
3.4.3. Overall Equipment Effectiveness (OEE) ... III-28
IV. METODOLOGI PENELITIAN ... IV-1
4.1. Tempat dan Waktu Penelitian ... IV-1
4.2. Jenis Penelitian ... IV-1
4.3. Rancangan Penelitian ... IV-1
V. PENGUMPULAN DAN PENGOLAHAN DATA ... V-1
5.1. Pengumpulan Data ... V-1
5.2. Pengolahan Data ... V-5
5.2.1. Perhitungan Harga Rata-rata ... V-5
5.2.2. Batas Kontrol Atas dan Batas Kontrol Bawah ... V-5
5.2.3. Uji Kecukupan Data ... V-7
5.2.4. Perhitungan Ideal Cicle Time ... V-8
DAFTAR ISI (Lanjutan)
BAB HALAMAN
5.2.6. Perhitungan Performance Efficiency ... V-12
5.2.7. Perhitungan Rate of Quality Product ... V-13
5.2.8. Perhitungan Overall Equipment Effectivenes (OEE) ... V-15
5.2.9. Perhitungan OEE Six Big Losses ... V-16
5.2.9.1. Down Time Losses ... V-16
5.2.9.2 Speed Losses... V-20
5.2.9.3. Defect Losses ... V-22
5.2.10. Pengaruh Six Big Losses... V-25
VI. ANALISIS PEMECAHAN MASALAH ... VI-1
6.1. Analisis Perhitungan Overall Equipment Effectiveness (OEE) VI-1
6.2. Analisis Analisis Perhitungan OEE Six Big Losses ... VI-1
6.3. Analisis Analisis Diagram Sebab Akibat ... VI-2
6.3.1. Reduce Speed ... VI-3
6.3.2. Break down Losses ... VI-6
6.4. Usulan Pemecahan Masalah ... VI-9
6.4.1. Penerapan Total Productive Maintenance (TPM) ... VI-9
6.4.1.1. Mengeliminasi Six Big Losses ... VI-9
DAFTAR ISI (Lanjutan)
BAB HALAMAN
6.4.1.3. Membuat Jadwal Program Mantenance untuk
Departemen Maintenance ... VI-17
6.4.1.4. Meningkatkan Skill Operator Mesin/ Peralatan dan
Personel Maintenance ... VI-17
VII. KESIMPULAN DAN SARAN ... VII-1
7.1. Kesimpulan ... VII-1
7.2. Saran ... VII-3
DAFTRA PUSTAKA
LAMPIRAN
DAFTAR TABEL
TABEL HALAMAN 2.1. Perincian Jumlah Karyawan Pelaksana per Bagian/Afdeling ... II-9
2.2. Standard Fraksi Kematangan Buah di Loading ramp ... II-13
2.3. Standard Mutu Inti di PTPN IV PKS Pasir Mandoge ... II-14
2.4. Standard Mutu CPO di PTPN IV PKS Pasir Mandoge ...
II-14
2.5. Mesin dan Peralatan yang dipakai di PTPN IV PKS Pasir Mandoge .. II-28
3.1. Perbendaan antara TQM dan TPM ... III-27
5.1. Data Delay Screw Press Machine Periode April 2008-Maret 2009 .... V-2
5.2. Data Produksi di Screw Press Machine ... V-3
5.3 Data Pengamatan Waktu Proses untuk Screw Press Machine ... V-4
5.4. Total Down Time Screw Press Machine
Periode April 2008-Maret 2009... V-10
5.5. Availability Time Screw Press Machine
Periode April 2008-Maret 2009... V-11
5.6. Performance Efficiency Screw Press Machine
Periode April 2008-Maret 2009... V-12
5.7. Rate Quality Product Screw Press Machine
Periode April 2008-Maret 2009... V-14
5.8. Perhitungan Overall Equipment Effectiveness (OEE)
DAFTAR TABEL (Lanjutan)
TABEL HALAMAN
5.9. Total Break Down Time di Screw Press Machine
Periode April 2008-Maret 2009 ... V-17
5.10. Persentase Break down Losses Screw Press Machine
Periode April 2008-Maret 2009... V-18
5.11. Set up Losses di Screw Press Machine
Periode April 2008-Maret 2009... V-19
5.12. Idling and Minor Stoppages di Screw Press Machine
Periode April 2008--Maret 2009 ... V-21
5.13. Reduce Speed Losses di Screw Press Machine
Periode April 2008-Maret 2009 ... V-22
5.14. Rework Losses di Screw Press Machine
Periode April 2008-Maret 2009... V-23
5.15. Yield ScrapLosses di Screw Press Machine
Periode April 2008-Maret 2009 ... V-25
5.16. Persentase Faktor Six Big Losses di Screw Press Machine
Periode April 2008-Maret 2009 ... V-25
5.17. Pengurutan .Persentase Faktor Six Big Losses di Screw Press Machine
DAFTAR TABEL (Lanjutan)
TABEL HALAMAN
6.1. Usulan Penyelesaian Masalah Reduce Speed Losses ... VI-10
DAFTAR GAMBAR
GAMBAR HALAMAN 2.1. Struktur Organisasi PTPN IV PKS Pasir Mandoge ... II-4
2.2. Siklus Perebusan ... I-19
3.1. Loading ramp ... III-7
3.2. Rebusan (Sterilizer) ... III-10
3.3. Hoisting Crane ... III-11
3.4. Mesin Screw Press ... III-14
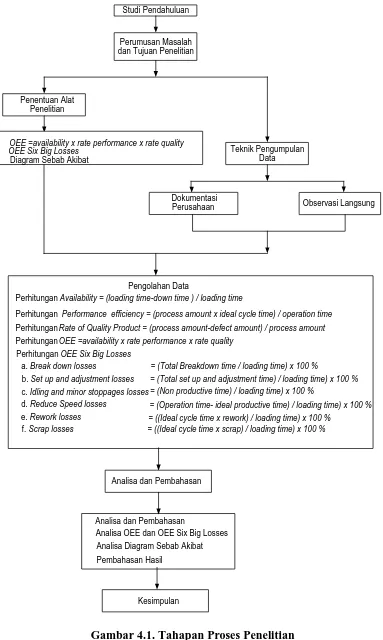
4.1. Tahapan Proses Penelitian... IV-5
5.1. Peta Kontrol Screw Press Machine ... V-7
5.2. Availability Screw Press Machine Periode April 2008-Maret 2009 ... V-11
5.3. Performance Efficiency Screw Press Machine
Periode April 2008-Maret 2009 ... V-13
5.4. Rate of Quality Product Screw Press Machine
Periode April 2008-Maret 2009... V-14
5.5. Overall Equipment Effectiveness (OEE) Screw Press Machine (SPM)
Periode April 2008-Maret 2009... V-16
5.6. Histogram Persentase Faktor Six Big Losses Screw Press Machine
Periode April 2008-Maret 2009 ... V-26
57. Diagram Paretto Persentase Faktor Six Big Losses Screw Press Machine
DAFTAR GAMBAR (Lanjutan)
GAMBAR HALAMAN
6.1. Diagram Paretto Persentase Faktor Six Big Losses Screw Press Machine
Periode April2008-Maret 2009 ... VI-2
6.2. Diagram Sebab Akibat untuk Faktor Reduced Speed Losses ... VI-4
LAMPIRAN
LAMPIRAN HALAMAN
1. Surat Permohonan Tugas Sarjana ... L-1
2. Formulir Penetapan Tugas Sarjana ... L-2
3. Surat Keputusan Tentang Tugas Sarjana Mahasiswa ... L-3
4. Surat Penjajakan Riset ... L-4
5. Surat Keterangan Telah Menyelesaikan Riset ... L-5
6. Lembar Asistensi Tugas Sarjana ... L-6
7. Contoh Spesification Screw press Machine ... L-9
ABSTRAK
Overall Equipment Effectiveness (OEE) adalah metode pengukuran efektivitas penggunaan suatu peralatan. OEE dikenal sebagai salah satu aplikasi
Program Total Productive Maintenance (TPM), Kemampuan mengidentifikasikan
secara jelas akar permasalahan dan faktor penyebabnya sehingga membuat usaha
perbaikan menjadi terfokus. Mesin screw press merupakan mesin yang menjadi
objek peneliti, mesin screw press merupakan mesin critical unit. Mesin screw
press sering mengalami perbaikan karena kerusakan mendadak. Hal diatas dapat dilihat dari nilai OEE yang masih rendah. Untuk Tahun 2008 nilai Overall
Equipment Effectiveness (OEE) screw press terbesar adalah Juli 2008 sebesar 74,26%, Hal ini akan memberikan konstribusi terhadap six big losses yang
menyebabkan hilangnya keefektifan penggunaan mesin/peralatan. Six big losses
yang dimaksud disini adalah berkurangnya keefektifan mesin dan peralatan yang
disebabkan oleh break down, set up, reduce speed and minor stoppages, scrap
rework losses. Persentase terbesar untuk breakdown losses terjadi pada bulan November sebesar 7,12 %, Persentase terbesar untuk set up losses terjadi pada
bulan Agustus 2008 dan Maret 2009 sebesar 2,84 %, Persentase terbesar untuk
idling and minor stoppage losses terjadi pada bulan November 2008 sebesar 2,72 %, total waktu terbesar yang hilang akibat reduce speed losses selama periode
April 2008-Maret 2009 terjadi pada bulan Februari 2009 sebesar 17,82 %,
sedangkan untuk rework losses 0 %. Untuk itu PTPN IV PKS Pasir Mandoge
perlu meningkatkan Overall Equipment Effectiveness (OEE) melalui
impelementasi TPM.
ABSTRAK
Overall Equipment Effectiveness (OEE) adalah metode pengukuran efektivitas penggunaan suatu peralatan. OEE dikenal sebagai salah satu aplikasi
Program Total Productive Maintenance (TPM), Kemampuan mengidentifikasikan
secara jelas akar permasalahan dan faktor penyebabnya sehingga membuat usaha
perbaikan menjadi terfokus. Mesin screw press merupakan mesin yang menjadi
objek peneliti, mesin screw press merupakan mesin critical unit. Mesin screw
press sering mengalami perbaikan karena kerusakan mendadak. Hal diatas dapat dilihat dari nilai OEE yang masih rendah. Untuk Tahun 2008 nilai Overall
Equipment Effectiveness (OEE) screw press terbesar adalah Juli 2008 sebesar 74,26%, Hal ini akan memberikan konstribusi terhadap six big losses yang
menyebabkan hilangnya keefektifan penggunaan mesin/peralatan. Six big losses
yang dimaksud disini adalah berkurangnya keefektifan mesin dan peralatan yang
disebabkan oleh break down, set up, reduce speed and minor stoppages, scrap
rework losses. Persentase terbesar untuk breakdown losses terjadi pada bulan November sebesar 7,12 %, Persentase terbesar untuk set up losses terjadi pada
bulan Agustus 2008 dan Maret 2009 sebesar 2,84 %, Persentase terbesar untuk
idling and minor stoppage losses terjadi pada bulan November 2008 sebesar 2,72 %, total waktu terbesar yang hilang akibat reduce speed losses selama periode
April 2008-Maret 2009 terjadi pada bulan Februari 2009 sebesar 17,82 %,
sedangkan untuk rework losses 0 %. Untuk itu PTPN IV PKS Pasir Mandoge
perlu meningkatkan Overall Equipment Effectiveness (OEE) melalui
impelementasi TPM.
BAB I
PENDAHULUAN
1.1. Latar Belakang
Mesin dan peralatan idealnya dapat beroperasi seratus persen dalam kondisi
full capacity, idealnya peralatan dan mesin dapat beroperasi seratus persen dengan
kondisi full capacity serta dapat menghasilkan kualitas produk seratus persen.
Namun kenyataannya, kondisi ini sangat sulit terjadi. Perbedaan antara kondisi
ideal dan kenyataan tersebut merupakan losses
Pada umum nya penyebab gangguan produksi dapat dikategorikan menjadi
tiga, yaitu faktor manusia (man), mesin (machine), dan lingkungan. Faktor
terpenting dari kondisi ini adalah performance mesin produksi yang digunakan. .
PTPN IV PKS Pasir Mandoge adalah perusahaan yang bergerak dibidang
usaha perkebunan dan pengolahan kelapa sawit yang menghasilkan minyak
mentah kelapa sawit (Crude Palm Oil) dan inti. Dalam mengolah crude oil, mesin
screw press di PTPN IV ini sering mengalami break down dikarenakan mesin
mengalami kerusakan mendadak. Bukti bahwa mesin screw press sering
mengalami kerusakan dapat dilihat pada jurnal kempa pada lampiran penelitian.
Tidak tepatnya penanganan dan pemeliharaan mesin atau peralatan tidak
saja menyebabkan masalah kerusakan (break down) pada mesin atau peralatan,
dioperasikan, lamanya waktu set up and adjustment, menurunnya kecepatan
produksi mesin, Kerugian ini sering disebut dengan enam kerugian terbesar (six
big losses) yang harus dihilangkan atau dikurangi.
Tujuan dari penelitian ini agar perusahaan menerapkan total productive
maintenance sebagai sarana untuk peningkatan nilai overall equipment
effectiveness di PTPN IV PKS Pasir Mandoge sehingga diharapkan dapat
mengurangi breakdown dan meningkatkan produktivitas. TPM merupakan system
perawatan yang melibatkan semua departemen, operator tidak hanya bertugas
menjalankan mesin tetapi bertanggung jawab atas untuk merawat mesin sebelum
dan sesudah pemakaian melalui tindakan corrective maintenance.
1.2. Rumusan Permasalan
Berdasarkan latar belakang permasalahan tersebut, maka masalah pokok
dalam pembahasan penelitian ini adalah usaha peningkatan overall equipment
effectiveness melalui total productive maintenance di PTPN IV PKS Pasir
Mandoge. Penelitian ini dilakukan pada mesin screw press, hal ini dikarenakan
mesin screw press merupakan critical unit. Metode OEE melalui penerapan total
productive maintenance dilakukan dengan tujuan untuk mengukur produktifitas
mesin/peralatan yang digunakan, mencari dan menganalisa faktor-faktor dominant
1.3. Tujuan dan Manfaat Penelitian
1.3.1.1.TujuanUmum
Tujuan dari penelitian untuk memperoleh nilai Overall Equipment
Effectiveness (OEE) mesin/peralatan yang secara langsung menggambarkan
tingkat efektivitas dan efisiensi mesin saat ini.
1.3.1.2.Tujuan Khusus
2. Mengetahui besarnya persentase masing-masing faktor yang terdapat
dalam six big losses
3. Melakukan analisis terhadap faktor yang menjadi prioritas utama untuk
dilakukan perbaikan dalam usaha peningkatan efektivitas dan efisiensi
mesin sebagai langkah awal untuk pencapaian penerapan TPM di PTPN
IV PKS Pasir Mandoge.
1.3.2. Manfaat Penelitian
Manfaat dari penelitian ini sangat banyak, baik bagi mahasiswa, fakultas dan
perusahaan. Adapun manfaat yang diharapkan yaitu :
1. Bagi Mahasiswa
a. Dapat membandingkan teori-teori yang diperoleh pada saat mengikuti
perkuliahan dengan praktek di lapangan.
b. Dapat memahami dan mengetahui aspek-aspek kegiatan perusahaan.
c. Memperoleh kesempatan untuk melatih keterampilan dalam melakuka n
2. Bagi Fakultas
a. Dapat mempererat kerja sama antara perusahaan dengan Fakultas Teknik,
Program Pendidikan Sarjana Ekstensi, Departemen Teknik Industri,
Universitas Sumatera Utara.
b. Departemen Teknik Industri dapat lebih dikenal secara luas sebagai forum
disiplin ilmu terapan yang sangat bermanfaat bagi perusahaan.
3. Bagi Perusahaan
a. Sebagai bahan masukan atau usulan dalam penerapan Total Productive
Maintenance.
b. perusahaan dapat mengetahui tingkat efektivitas penggunaan
mesin/peralatan produksi secara menyeluruh (overall equipment
efectiveness) yang akan memberikan gambaran informasi untuk program
peningkatan produktivitas berkelanjutan.
1.4. Batasan Masalah dan Asumsi
1.4.1. Batasan Masalah
Karena keterbatasan yang dimiliki maka dalam melakukan penelitian
dilakukan pembatasan masalah yang akan diamati. Adapun batasan-batasan
masalah dalam penelitian ini adalah :
1. Tingkat produktivitas dan efisiensi mesin/peralatan yang diukur adalah
dengan menggunakan Overall Equipment Efectivenes (OEE) sesuai
besarnya kerugian pada mesin atau peralatan (Euipment Losses) yang
dikenal dengan Six big Losses.
2. Permasalahan yang menyebabkan six big losses didefenisikan dengan
menggunakan diagram sebab akibat.
3. Pengukuran efektifitas dan efisiensi mesin/peralatan dilakukan untuk
periode April 2008- Maret 2009. Pada mesin screw press hal ini
dikarenakan mesin screw press merupakan critical unit.
4. Biaya yang ditimbulkan selama proses produksi tidak dibahas dalam
masalah ini.
1.4.2. Asumsi
Adapun asumsi yang digunakan adalah :
1. Penelitian ini dilakukan sebagai langkah awal dalam perbaikan system
pemeliharaan di perusahaan.
2. Mesin yang beroperasi ditangani oleh tenaga operator yang benar-benar
mahir dari pengalaman dalam bidangnya sehingga kerusakan mesin adalah
karena keadaan mesin itu sendiri.
3. Seluruh data yang diperoleh dari perusahaan maupun sumber lainnya
dianggap benar dan telah diteliti kewajarannya.
4. Pengukuran yang dilakukan sebagai langkah awal dimulai program
perbaikan produktivitas dan efisiensi mesin/peralatan, sehingga
yang berkaitan dengan produktifitas dan efisiensi yang belum dilakukan
sebelumnya.
1.5. Sistematika Penulisan Tugas Sarjana
Agar lebih mudah dipahami dan ditelusuri maka sistematika penulisan tugas
sarjana ini akan disajikan dalam beberapa bab sebagai berikut:
BAB I : PENDAHULUAN
Bab ini berisi latar belakang permasalahan, perumusan masalah,
tujuan dan sasaran penelitian, manfaat penelitian, ruang lingkup
dan asumsi, serta sistematika penulisan.
BAB II : GAMBARAN UMUM PERUSAHAAN
Berisi tentang gambaran perusahaan secara umum meliputi
sejarah perusahaan, ruang lingkup usaha, proses produksi, tenaga
kerja dan informasi lainnya.
BAB III : LANDASAN TEORI
Bab ini berisikan teori-teori yang digunakan dalam pengambilan
data maupun untuk mendapatkan pemecahan dari masalah yang
diteliti.
BAB IV : METODOLOGI PENELITIAN
Dalam hal ini menguraikan tahapan-tahapan yang dilakukan
BAB V : PENGUMPULAN DAN PENGOLAHAN DATA
Bab ini memuat data detail yang berasal dari perusahaan dan
literatur mengenai penelitian yang dilakukan, serta pengolahan
data yang dilakukan sebagai dasar pada pembahasan masalah.
BAB VI : ANALISA DAN PEMECAHAN MASALAH
Bab ini berisi tentang analisa dan pemecahan masalah dari hasil
pengolahan data yang telah dilakukan sebelumnya.
BAB VII : KESIMPULAN DAN SARAN
Pada bab ini akan dikemukakan beberapa kesimpulan yang
diperoleh berdasarkan hasil analisa dan evaluasi data dan
memberikan saran-saran untuk menjadi bahan pertimbangan oleh
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
Unit Usaha Pasir Mandoge merupakan salah satu unit usaha PTP
Nusantara IV (Persero) Medan yang dibangun pada tahun 1975 yang bernama
PNP VII dengan Hak Guna Usaha (HGU) seluas ± 8.411,95 Ha. Hak Guna Usaha
(HGU) ini berlaku sampai dengan tanggal 30 Desember 2010. Unit Usaha Pasir
Mandoge terletak di Kecamatan Bandar Pasir Mandoge, Kabupaten Asahan,
Propinsi Sumatera Utara dengan ketinggian dari permukaan laut ± 350 meter yang
diapit oleh sungai Silau / Silabat dan Sungai Piasa.
Unit Usaha Pasir Mandoge memilki satu unit pabrik pengolahan kelapa
sawit (PKS) yang dibangun pada tahun 1980, dengan kapasitas olah 24 ton
TBS/jam. Pada tahun 1984, daya olah PKS Unit Usaha Pasir Mandoge
ditingkatkan kapasitas olahnya menjadi 48 ton TBS / jam. Untuk memenuhi
kebutuhan pengolahan TBS, maka pada tahun 1987 dilakukan rehabilitasi dan
perluasan PKS dengan kapasitas 60 ton TBS/ jam sampai dengan sekarang.
Unit Usaha Pasir Mandoge sudah menerapkan Sistim Manajemen Mutu
(ISO 9001 : 2000), Sistim Manajemen Lingkungan (ISO 14001 : 2004) dan
Sistim Manajemen Keselamatan dan Kesehatan Kerja (SMK3). Pelaksaanaan
Sistim Manajemen Keselamatan dan Kesehatan Kerja (SMK3) di Unit Usaha
Pasir Mandoge telah berjalan dengan baik sesuai dengan yang digariskan oleh
pada saat kerja, Unit Usaha Pasir Mandoge telah melakukan berbagai upaya yang
antara lain :
a. Melengkapi Alat Pelindung Diri (APD) bagi seluruh pekerja seperti
helm pengaman, masker, kaca mata, sarung tangan, otto las, dan lain
sebagainya.
b. Membuat rambu – rambu dan poster K3 di setiap stasiun kerja dan
tempat kerja.
c. Mengadakan sosialisasi tentang Keselamatan dan Kesehatan Kerja (K3)
1 (satu) bulan sekali bersamaan dengan upacara bendera setiap tanggal
17.
d. Mengadakan rapat Bulanan P2K3 untuk mengevaluasi Sistim
Keselamatan dan Kesehatan Kerja (SMK3).
e. Memberikan pelatihan bagi pekerja yang bertugas secara khusus pada
bidang tertentu (sertifikasi).
f. Melakukan inspeksi pada stasiun kerja 1 (satu) bulan sekali yang terdiri :
- Inspeksi Alat Pemadam Api Ringan (APAR).
- Check list inspeksi pada setiap stasiun / tempat kerja.
Hasil yang dicapai dalam pelaksanaan Sistem Manajemen Keselamatan
dan Kesehatan Kerja (SMK3) di PTPN IV Mandoge antara lain :
a. Zerro accident tahun 2005
b. Bendera emas dari Presiden RI tahun 2006
c. Sertifikasi dari Menteri Tenaga Kerja dan Transmigrasi RI tahun 2006.
e. Sertifikasi dari Menteri Tenaga Kerja dan Transmigrasi RI tahun 2008.
Hasil yang diperoleh PTPN IV PKS Pasir Mandoge merupakan upaya/kerja
keras manajer unit beserta jajarannya dalam pelaksanaan Sistim Manajemen
Keselamatan dan Kesehatan Kerja (SMK3) melalui audit yang dilakukan oleh
Badan Resmi yang dihunjuk oleh Pemerintah yaitu Sucofindo Jakarta.
2.2. Ruang Lingkup Usaha
PTPN IV PKS Pasir Mandoge mengolah Tandan Buah Segar (TBS)
menjadi Crude Palm Oil (CPO) dan inti. Tandan buah segar sebagai bahan baku
berasal dari kebun sendiri, kebun seinduk (Sei Kopas dan Tonduhan, Kebun PIR
(Perkebunan Inti Rakyat), dan kebun rakyat. CPO sebagai hasil produksi PTPN
IV PKS Pasir Mandoge akan dijual ke PT.SAN-Belawan sedangkan inti akan
dikirim ke PTPN IV unit Pabatu untuk diolah lebih lanjut menjadi palm kernel oil.
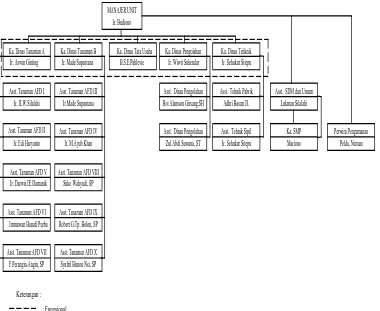
2.3. Struktur Organisasi
Struktur organisasi adalah gambaran mengenai jenjang kekuasaan dan
pembagian tanggung jawab dalam perusahaan. Siapa yang diserahi tugas dan
kepada siapa dia menpertanggung jawabkan pelaksanaan tugas tersebut.
Organisasi yang disusun harus dapat menunjukkan tugas dan tanggung jawab
yang jelas sehingga tidak terjadi tumpang tindih di masing-masing bagian.
fungsional hal ini dikarenakan setiap karyawan bekerja sesuai dengan fungsi
masing-masing, Struktur organisasi PTPN IV Pasir Mandoge yang dapat dilihat
pada Gambar 2.1.
MANAJER UNIT Ir. Budiono
Ka. Dinas Tanaman A Ir. Aswin Ginting
Ka. Dinas Tanaman B Ir. Made Supantana
Ka. Dinas Tata Usaha H.S.E.Pahlevie
Asst. Tanaman AFD I Ir. JLW.Silalahi
Ir. Edi Haryanto Asst. Tanaman AFD II
Asst. Tanaman AFD V Ir. Darwis IE.Damanik
Asst. Tanaman AFD VI Immawan Hanafi Purba
Asst. Tanaman AFD VII F.Perangin-Angin, SP
Asst. Tanaman AFD III Ir.Made Supantana
Asst. Tanaman AFD IV Ir. M.Ayub Khan
Asst. Tanaman AFD VIII Suko Wahyudi, SP
Asst. Tanaman AFD IX Robert G.Tp. Bolon, SP
Asst. Tanaman AFD X Syafril Bimon Nst, SP
Asst. Dinas Pengolahan Hot Alamson Girsang,SH Ka. Dinas Pengolahan
Ir. Wiwit Suhendar
Asst. Dinas Pengolahan Zul Abdi Suwana, ST
Asst. Tehnik Pabrik Adhri Basari D. Ka. Dinas Tehknik Ir. Sehukur Sitepu
Asst. Tehnik Sipil
Asst. SDM dan Umum Lukman Silalahi
Ka. SMP Mariono
Perwira Pengamanan Pelda, Numan Ir. Sehukur Sitepu
[image:31.595.118.498.195.506.2]: Fungsional Keterangan :
Gambar 2.1. Struktur Organisasi PTPN IV PKS Mandoge
2.4. Pembagian Tugas dan Tanggung Jawab
Berikut ini diuraikan tugas dan tanggung jawab dari masing-masing
jabatan di PTPN IV. PKS Pasir Mandoge.
1. Manajer
a. Melaksanakan kebijakan dan tugas direktur utama meliputi bidang
perencanaan, pengorganisasian, pengarahan dan pengendalian atas
pekerjaan yang berkaitan dengan pengolahan kebun
b. Menerima tugas, bimbingan dan bertanggung jawab terhadap direktur
utama.
2. Kepala Dinas Tanaman
Tugas dan tanggung jawab :
a. Merupakan wakil manajer unit bidang tanaman
b. Mengkoordinir pelaksanaan tugas asisten tanaman
c. Dalam keadaan tertentu dapat menjabat sebagai manajer unit.
d. Bertanggung jawab terhadap manajer di bidang tanaman
3. Kepala Dinas Teknik (KDT)
Tugas dan tanggung jawab :
a. Merupakan wakil manajer unit yang memimpin kegiatan tugas dibidang
teknik
b. Mengkoordinir tugas-tugas asisten dibidang teknik
c. Bertanggung jawab kepada manajer unit
4. Kepala Dinas Pengolahan (KDP)
Tugas dan tanggung jawab :
a. Merupakan wakil manajer unit memimpin kegiatan di bidang pengolahan
b. Mengkoordinir tugas-tugas asisten jaga
5. Kepala Administrasi
Tugas dan tanggung jawab :
a. Merupakan wakil manajer unit yang memimpin pelaksanaan tugas di
bidang administrasi, termasuk keuangan, pergudangan, dan
laporan-laporan bulan sesuai dengan pedoman kerja
b. Mengkoordinir tugas-tugas administrasi
c. Bertanggung jawab kepada manajer unit.
6. Asisten SDM dan Umum
Tugas dan tanggung jawab :
a. Mengawasi kegiatan posyandu
b. Membantu manajer menyelesaikan hal-hal yang berkaitan dengan masalah
ketenagakerjaan
c. Menjaga hubungan baik dengan pihak luar (masyarakat )
d. Mengelola administrasi ASTEK dan DAPENBUN
e. Bertanggung jawab kepada manajer unit.
7. Masinis Reparasi (Marsep)
Tugas dan tanggung jawab :
a. Memimpin tugas di bidang keamanan dan lingkungan kebun terutama
lokasi vital
b. Mengkoordnir anggota petugas keamanan/hansip
2.5. Tenaga Kerja dan Jam Kerja Perusahaan
2.5.1. Tenaga Kerja
PTPN IV. PKS Pasir Mandoge memiliki tenaga kerja yang terdiri atas
karyawan dan buruh lepas. Perekrutan dilakukan di PTPN IV PKS Pasir Mandoge
lebih mengutamakan karyawan yang berstatus buruh lepas menjadi karyawan
tetap, karena pada umumnya mereka tidak lagi di training. Pada tingkat karyawan
pimpinan perekrutan dilakukan secara terbuka (sifatnya terbuka untuk umum).
Tenaga kerja yang disebut sebagai karyawan merupakan tenaga kerja yang
direkrut perusahaan dengan pemberian pangkat atau golongan sesuai dengan
tingkat pendidikan ataupun pengalaman kerja. Sedangkan buruh lepas adalah
tenaga kerja yang diambil dari keluarga karyawan untuk membantu kelancaran
jalannya produksi. Jumlah karyawan pelaksana di PTPN IV PKS Pasir Mandoge
sebanyak 1507 orang dan karyawan pimpinan sebanyak 20 orang. Dengan
perincian jumlah tenaga kerja sebagai berikut:
1. Karyawan Pimpinan = 20 orang
2. Karyawan Pelaksana :
Pria = 1162 orang
Wanita = 345 orang
Jumlah seluruhnya = 1527 orang
Karyawan Pimpinan
2. Ka. Dinas Tanaman A : ASWIN GINTING
3. Ka. Dinas Tanaman B : MADE SUPANTANA
4. Ka. Dinas Tata Usaha : H. S.E. PAHLEVIE
5. Ka. Dinas Pengolahan : WIWIT SUHENDAR
6. Ka. Dinas Teknik : SEHUKUR SITEPU
7. Asisten SDM & Umum : LUKMAN SILALAHI
8. Asisten Dinas Pabrik : ZUL ABDI SUWANAH
9. Asisten Dinas Pabrik : HOT ALAMSON GIRSANG
10.Asisten Tehnik Sipil :
11.Asisten Tanaman Afd I : JLW. SILALAHI.
12.Asisten Tanaman Afd II : EDI HARYANTO
13.Asisten Tanaman Afd III :
14.Asisten Tanaman Afd IV : M. AYUB KHAN
15.Asisten Tanaman Afd V : DARWIS I.E. DAMANIK
16.Asisten Tanaman Afd VI : IMMAWAN HANAFI PURBA
17.Asisten Tanaman Afd VII : FERDIANTA PERANGIN - ANGIN
18.Asisten Tanaman Afd VIII : SUKO WAHYUDI
19.Asisten Tanaman Afd IX : ROBERT G. TAMPUBOLON
20.Asisten Tanaman Afd X : SYAFRIL BIMON
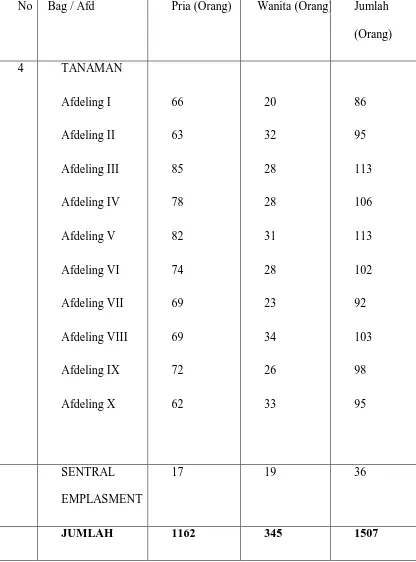
Perincian jumlah karyawan pelaksana per bagian/afdeling dapat dilihat pada
Tabel 2.1. Perincian Jumlah Karyawan Pelaksana per Bagian/Afdeiling
No Bag / Afd Pria
(Orang)
Wanita
(Orang)
Jumlah
(Orang)
1 ADMINISTRASI
Sentral Kantor
Sentral Gudang
SDM & Umum
Pengamanan Kantor Tanaman 23 7 19 41 18 5 3 16 - 2 28 10 35 41 20
2 PENGOLAHAN 174 12 186
3 TEKNIK
Bkl Umum / Rep
Bkl Motor
Bkl Listrik
Transport
CD & Bangunan
52 16 25 28 22 4 - - - 1 56 16 25 28 23
Tabel 2.1. Perincian Jumlah Karyawan Pelaksana...(Lanjutan)
No Bag / Afd Pria (Orang) Wanita (Orang) Jumlah
(Orang)
4 TANAMAN
Afdeling I Afdeling II Afdeling III Afdeling IV Afdeling V Afdeling VI Afdeling VII Afdeling VIII Afdeling IX Afdeling X 66 63 85 78 82 74 69 69 72 62 20 32 28 28 31 28 23 34 26 33 86 95 113 106 113 102 92 103 98 95 SENTRAL EMPLASMENT
17 19 36
JUMLAH 1162 345 1507
Sumber Data Bag. SDM & Umum PTPN IV Pasir Mandoge
Pengaturan jam kerja di PTPN IV Pasir Mandoge sebagai berikut :
1. Semua karyawan kecuali bagian pengolahan dan pengamanan (security) bekerja
dari hari Senin-Sabtu. Ketentuan jam kerja sebagai berikut:
a. Senin – Kamis
Pukul 06.30 – 09.30 WIB (Waktu kerja dinas)
Pukul 09.30 – 10.30 WIB (Waktu istirahat)
Pukul 10.30 – 15.00 WIB (Waktu kerja dinas)
b. Jumat- Sabtu
Pukul 06.30 – 09.30 WIB (Waktu kerja dinas)
Pukul 09.30 – 10.30 WIB (Waktu istirahat)
Pukul 10.30 – 12.00 WIB (Waktu kerja dinas)
2. Dibagian pengolahan, jam kerja dibagi atas dua shift setiap hari dan jam kerja
ini melihat situasi Tandan Buah Segar (TBS) yang tersedia yaitu jika buahnya
banyak diterapkan :
a. Shift I : Pukul 06.30 –16.30 WIB
b. Shift II : Pukul 16.30 –06.30 WIB
3. Bagian pengaman (security), jam kerja dibagi atas tiga shift setiap harinya yaitu
:
a. Shift I : Pukul 06.00 –14.00 WIB
b. Shift II : Pukul 14.00 –22.00 WIB
c. Shift III : Pukul 22.00 –06.00 WIB
Sistem pengupahan yang berlaku di PTPN IV PKS Pasir Mandoge dibagi
atas dua yaitu sistem pengupahan karyawan pimpinan dan sistem pengupahan
karyawan pelaksana.
1. Sistem pengupahan karyawan pimpinan
Perhitungan gaji pimpinan ditentukan oleh kantor direksi PTPN IV
(Persero) Medan. Daftar gaji karyawan pimpinan dikirim pada minggu terakhir
tiap bulannya. Berdasarkan daftar gaji yang dikirim dari kantor direksi seorang
karyawan pimpinan dapat melihat berapa besar gaji yang diterima setiap perincian
yang ada dalam daftar gaji.
2. Sistem pengupahan karyawan Pelaksana
Penggajian karyawan pekasana pada gajian besar disesuaikan dengan
daftar gaji yang dikeluarkan oleh kantor direksi PTPN IV. (Persero) Medan. Besar
gaji yang diterima karyawan disesuaikan dengan golongan, sedangkan yang
menambah jumlah gaji tersebut termasuk bonus, lembur, tunjangan dan beras.
Misal untuk golongan IIA/O
Gaji Pokok : 1.633.848
Tunjangan Khusus : 206.166
Total =1.319.815 (Gaji pokok + tunjangan khusus+nilai catu)
Catatan: nilai catu dalam satu bulan untuk karyawan = 15 kg/bulan, untuk
istri =10 kg/bulan,untuk anak = 8 kg , jadi jumlah keseluruhan beras yang
diterima oleh karyawan yang memiliki 1 orang anak dan satu orang istri adalah 33
kg/bulan.
1. Fasilitas pengobatan (klinik bekerja sama dengan beberapa rumah sakit)
2. Fasilitas rumah tinggal selama bekerja dan akan dicabut sebelum pensiun dari
PTPN IV PKS Pasir Mandoge
4. ASKES baik ditempat kerja maupun ditempat lain
5. Sekolah
2.7. Proses Produksi
2.7.1. Standard Mutu Bahan Baku dan Produk 2.7.1.1.Standard Mutu Bahan Baku
Sortasi Tandan Buah Segar (TBS) dilakukan dibagian loading ramp, hal
ini dilakukan untuk menjaga kualitas bahan baku yaitu tandan Buah segar (TBS)
yang masuk ke pabrik sebelum diolah. Sortasi dilakukan secara acak pada setiap
truk yang tiba di pabrik. Penilaian terhadap mutu TBS didasarkan pada standard
fraksi kematangan buah. Hasil sortasi TBS disampaikan ke afdeling pada hari itu
juga. Standard fraksi kematangan buah di loading ramp dapat dilihat pada Tabel
2.2.
Tabel 2.2. Standard Fraksi Kematangan Buah di Loading ramp
Fraksi Kematangan Buah Jumlah Brondolan Setiap Tandan
Fraksi 00 (afkir) 0
Fraksi 0 (mentah) 1-9
Matang ≥10
Sumber Data Bag Pengolahan PTPN IV Pasir Mandoge
Main produk PTPN IV PKS Pasir Mandoge dapat digolongkan atas dua
[image:41.595.109.484.195.310.2]yaitu inti dan crude palm oil.
Tabel 2.3. Standard Mutu Inti di PTPN IV PKS Pasir Mandoge
Parameter Standard (%)
Kadar air Maks 7 %
Kadar Kotoran Maks 6 %
Inti Pecah < 25 %
Sumber Data Bag Pengolahan PTPN IV Pasir Mandoge
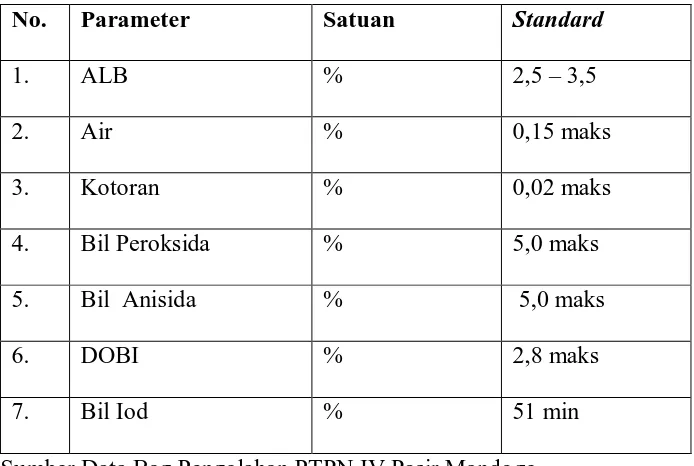
[image:41.595.113.460.451.684.2]Standard mutu Crude Palm Oil (CPO) dapat dilihat pada Tabel 2.4.
Tabel 2.4. Standard Mutu Crude Palm Oil (CPO) di PTPN IV
PKS Pasir Mandoge
No. Parameter Satuan Standard
1. ALB % 2,5 – 3,5
2. Air % 0,15 maks
3. Kotoran % 0,02 maks
4. Bil Peroksida % 5,0 maks
5. Bil Anisida % 5,0 maks
6. DOBI % 2,8 maks
7. Bil Iod % 51 min
Sumber Data Bag Pengolahan PTPN IV Pasir Mandoge
No. Parameter Satuan Standard
8. Fe (Besi) ppm 5 maks
9. Cu (Tembaga) ppm 0,3 maks
10. Titik Cair 0C
3 g- 41 C0
Sumber Data Bag Pengolahan PTPN IV Pasir Mandoge
2.7.2. Bahan yang Digunakan
Bahan-bahan yang digunakan untuk memproduksi Crude Palm Oil (CPO)
dan inti terdiri atas bahan baku, bahan penolong dan bahan tambahan.
2.7.2.1. Bahan Baku
Bahan baku adalah bahan utama yang mudah ditelusuri sampai barang jadi
dan persentase bahan baku dalam produk lebih banyak dibanding bahan lainnya.
Buah sawit adalah sumber bahan baku Crude Palm Oil (CPO) dan inti. Crude
Palm Oil dihasilkan dari daging buah sawit.
2.7.2.2. Bahan Penolong
Bahan penolong adalah bahan yang digunakan dalam rangka
memperlancar proses produksi tetapi bukan merupakan bagian dari produk akhir.
Bahan penolong yang digunakan di PTPN IV PKS Pasir Mandoge adalah BWT
digunakan untuk menetralkan PH air untuk pabrik.
Bahan tambahan adalah bahan yang ditambahkan untuk menyelesaikan
suatu produk dan ikut dalam proses produksi tetapi pemakaiannya lebih sedikit.
Bahan tambahan merupakan bagian dari produk akhir. Bahan tambahan yang
dibutuhkan untuk mengolah tandan buah segar (TBS) adalah steam (uap) dan air
panas. Steam disuply dari back preassure vessel. Air panas diperoleh dari hasil
pemanasan air bersih oleh uap bekas pada suatu tangki, dari tanki ini air
disalurkan pada setiap unit yang memerlukannya.
2.7.3. Uraian Proses Produksi
Proses pengolahan Tandan Buah segar menjadi crude palm oil dan inti
sebagai berikut :
2.7.3.1. Stasiun Penerimaan Buah
Stasiun ini berfungsi untuk menerima tandan buah segar yang berasal dari
kebun, melalui tahap penimbangan dan penimbunan buah di loading ramp.
Tandan Buah Segar (TBS) yang masuk ke pabrik ditimbang di jembatan timbang,
Tujuan dari penimbangan ini adalah sebagai proses control untuk mendapatkan
rendemen yang baru dan kapasitas pabrik. Tandan Buah segar (TBS) di pindahkan
ke loading ramp setelah ditimbang, Loading ramp adalah tempat penimbunan
sementara, sebelum tandan buah dimasukkan kedalam lori rebusan, sortasi
dilakukan di loading ramp untuk mengetahui mutu TBS.
Lori diisi penuh dengan buah yang akan diolah, Lori diisi berdasarkan
standard fraksi kematangan buah. Keseragaman pengisian buah dalam satu
rebusan sangat menentukan lamanya holding time dalam perebusan. Pengisian
yang baik jika lori dapat memuat tandan buah sebanyak kapasitas nominal.
Pengisian yang tidak penuh menyebabkan penurunan kapasitas olah sterilizer.
Pengisian yang terlalu penuh akan mengakibatkan pintu, maupun plat (water
plate) rusak atau buah terjatuh dalam rebusan. Lori yang telah penuh berisi buah
dimasukkan ke dalam sterilizer menggunakan capstand. Kemudian pintu sterilizer
ditutup dan dikunci menggunakan handle, sehingga kemungkinan terbuka pada
saat proses perebusan tidak terjadi.
Tujuan dari perebusan adalah untuk melunakkan buah, menurunkan kadar
air buah dan menghentikan aktivitas enzim.
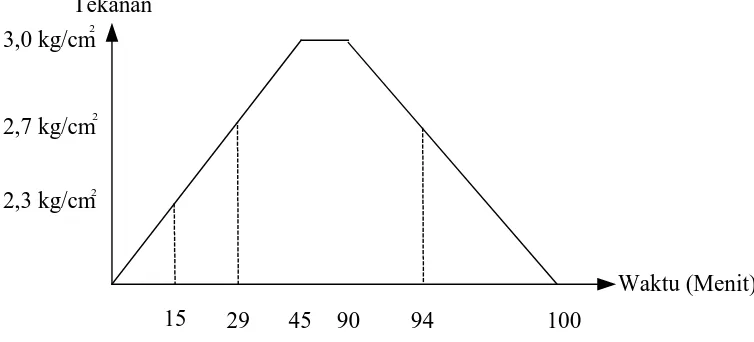
Proses perebusan terdiri atas tiga puncak, Puncak I berlangsung selama 15
menit. Kran blow up ditutup dan kran pemasukan uap dibuka selama 15 menit
untuk mencapai tekanan 2,3 kg/cm2, kemudian kran steam inlet ditutup kran
pembuangan kondensat dibuka terlebih dahulu dan 1 menit kemudian kran
pembuangan kondensat dibuka terlebih dahulu dan 1 menit kemudian kran steam
blow up di buka dengan cepat untuk menurunkan tekanan menjadi 0 kg/cm2. Kran
kondensat dan kran steam out let ditutup kembali kemudian kran steam inlet
dibuka utuk puncak kedua. Puncak ke II berlangsung selama 14 menit
pengoperasian sama dengan puncak pertama tetapi tanpa pembuangan udara.
Tekanan puncak ke dua adalah 2,5 kg/cm2, Waktu yang diperlukan untuk
kran steam outlet ditutup kembali, kemudian kran steam inlet dibuka untuk
puncak ke III. Puncak ke III berlangsung selama 63 Menit
Kran steam inlet dibuka penuh untuk mencapai tekanan 3,0 kg/cm2 selama
14 menit. Puncak ke tiga ditahan selama 40-45 menit. Selama holding time
dilakukan pembuangan kondensat sebanyak 3 kali sehingga tekanan menurun
sampai 2,7 kg/cm2. Selesai holding time pembukaan kran dilakukan secara
berurutan mulai dari kran pembuangan kondensat kemudian kran steam outlet
sehingga tekanan turun menjadi 0 kg/cm2. Waktu penurunan steam 4 menit.
Setelah tekanan dalam rebusan turun hingga 0 kg/cm2. Kran control steam dibuka
untuk memastikan tekanan dalam rebusan benar-benar sudah mencapai 0 kg/cm2.
Urutan pembukaan kran dan kecepatan pembuangan steam sangat menentukan
keberhasilan pembuangan udara dalam rebusan/tandan. Pembuangan udara dalam
rebusan dilakukan sebelum puncak pertama dengan cara menutup kran steam
outlet dan tetap membuka kran air kondensat pada saat steam dimasukkan ke
rebusan. Kran air kondensat baru ditutup bila steam telah nampak keluar dari
silencer. Pembuangan udara dalam tandan terjadi pada perebusan puncak-I dan
puncak-II dengan cara melakukan kejutan (pembuangan steam) secepat mungkin.
Kejutan atau pembuangan steam yang dianggap baik dari 2,0-2,5 kg/cm2
maksimum 2 menit. Buah yang telah masak dikeluarkan dari dalam sterilizer
dengan membuka pintu rebusan secara perlahan-lahan, agar packing door lebih
aman. Setelah itu lori ditarik dengan menggunakan tali, bersamaan dengan
pemasukan buah yang akan direbus. Siklus Perebusan tandan buah segar (TBS)
15 2,3 kg/cm
2,7 kg/cm 3,0 kg/cm
Tekanan
Waktu (Menit)
29 45 90 94 100
2
2
[image:46.595.114.491.147.318.2]2
Gambar 2.2. Siklus Perebusan TBS
Buah yang telah masak dikeluarkan dari dalam sterilizer dengan membuka
pintu rebusan secara perlahan-lahan, agar packing door lebih aman. Setelah itu
lori ditarik dengan menggunakan tali, bersamaan dengan pemasukan buah yang
akan direbus.
2.7.3.3.Stasiun Penebahan Buah
Buah rebusan dari sterilizer diangkat dengan hoisting crane atau melalui
tipper dituangkan ke dalam thresher melalui hopper yang berfungsi untuk
menampung buah rebus, kemudian auto feeder akan mengatur peluncuran buah
agar tidak masuk sekaligus, Penebahan dilakukan dengan membanting buah
dalam drum berputar dengan putaran (23-25 rpm). Buah lepas akan masuk melalui
kisi-kisi dan ditampung oleh fruit elevator untuk didistribusikan ke setiap unit
digester oleh distributing conveyor. Selanjutnya tandan kosong (janjangan)
penimbunan sementara sebelum diangkut ke kebun sebagai mulsa. Janjangan
(tandan kelapa sawit) berpotensi untuk menambah hara. Kandungan hara dalam
janjangan tergolong cukup tinggi. Satu ton janjangan (tandan kelapa sawit) setara
dengan ± 3 kg urea. ‘
2.7.3.4.Pelumatan Buah
Buah yang masuk kedalam digester disebut dengan material passing to
degester (MPD), diaduk sedemikian rupa sehingga sebagian besar daging buah
sudah terlepas dari biji. Proses pengadukan dan pelumatan buah dapat
berlangsung dengan baik bila isi digester selalu dipertahankan penuh. Minyak
bebas dibiarkan keluar secara kontinu melalui lubang dasar digester.
Terhambatnya pengeluaran minyak akan menyebabkan minyak berfungsi sebagai
pelumas pisau sehingga mengurangi efektivitas pelumatan pisau digester. Suhu
massa digester harus selalu dipertahankan pada 90-95 0C.
2.7.3.5.Pengempaan Buah
Massa yang keluar dari digester diperas dalam screw press pada tekanan
cone 30-50 bar menggunakan air pengencer screw press sebanyak 9 % terhadap
TBS dengan suhu 90-950C. Untuk menurunkan viskositas minyak, penambahan
air dapat pula dilakukan di oil gutter. Kemudian dialirkan melalui oil gutter ke
stasiun pemurnian minyak. Screw press meliputi dua batang screw (ulir) yang
berputar saling berlawanan arah, bubur sawit (pulp) akan terdorong dan ditekan
strainer, dan ditampung dalam bak sebelum dipompakan ke purifier/CST.
Sedangkan ampas kempa dipecahkan menggunakan cake breaker conveyor untuk
mempermudah pemisahan biji dan serat.
2.7.3.6. Pemecahan Ampas Kempa
Ampas press masih bercampur dengan biji berbentuk gumpalan-gumpalan,
dipecahkan dan dibawa untuk dipisahkan antara ampas dan biji. Alat ini terdiri
atas pedal-pedal yang diikat pada poros yang berputar, kemiringan pedal diatur
sehingga pemecahan gumpalan-gumpalan terjadi dengan sempurna, sambil
mendorongnya pelan-pelan menuju depricarper agar penguapan air dapat
berlangsung dengan lancar.
2.7.3.7.Pemisahan Ampas dan Biji
Depricarper adalah alat untuk memisahkan ampas dan biji, serta
membersihkan biji dari sisa-sisa serabut yang masih melekat pada biji. Alat ini
terdiri atas kolam pemisah (separating column) dan drum pemolish (polishing
drum). Ampas dan biji dari conveyor pemecah ampas kempa (cake breaker
conveyor) masuk kedalam kolam isapan blower. Ampas kering (berat jenis kecil)
masuk kedalam siklon ampas kedalam conveyor bahan bakar. Sedangkan biji
yang berat jenisnya lebih besar jatuh kebawah dan dihantar oleh conveyor ke
dalam drum pemolis.
Minyak yang keluar dari screw press melalui oil gutter di alirkan ke dalam
sand tank dengan tujuan untuk mengendapkan pasir.
b Penyaringan Bahan Padat
Crude oil yang telah diencerkan dialirkan ke vibrating screen yang
berukuran 20-40 mesh untuk memisahkan bahan asing seperti pasir, serabut, dan
bahan-bahan lain yang mengandung minyak dan dapat dikembalikan ke digester.
Untuk mengetahui ketepatan penambahan air pengencer, setiap dua jam sekali
diambil sample crude oil sebelum masuk ke vibrating screen. Selanjutnya,
menggunakan hand centrifuge (electric centrifuge) dapat diketahui komposisi,
minyak, N-O-S (Non Oily Solid), dan air. Komposisi yang tepat diperoleh jika
perbandingan minyak dan sludge 1:2 (konvensional) dan jika dengan decanter
perbandingan minyak dan sludge 1:1. Minyak kasar yang telah disaring di alirkan
kedalam crude oil tank dan suhu dipertahankan 90-95 0
c. Pemisahan minyak dengan sludge settling tank / Clarifier Tank
C. selanjutnya crude oil
dipompa ke settling tank.
Fungsi settling tank adalah untuk mengendapkan sludge (minyak kotor
atau lumpur)yang terkandung dalam crude oil. Tempratur minyak dalam settling
tank harus dipertahankan 90-95 0
d. Pemurnian Minyak
C. Minyak yang berada dilapisan atas dikutip
dengan bantuan skimmer ke oil tank, sedangkan sludge yang masih mengandung
minyak dialirkan ke sludge tank. Sludge dan pasir di dasar bejana harus dibuang
Fungsi oil purifier adalah untuk memisahkan sludge yang melayang (emulsi)
dalam minyak dan mengurangi kadar air yang terkandung dalam minyak sehingga
kadar kotoran minyak produksi menjadi < 0,02 %. Suhu minyak dalam oil purifier
90-95 0
e. Pengeringan Minyak
C. Selanjutnya minyak dari oil purifier dimasukkan ke dalam vacuum oil
dryer.
Minyak dari oil purifier dengan suhu 90-95 0
f. Penimbunan Minyak Produksi
C dipompa dan ditampung
dalam float tank untuk seterusnya diisap oleh vacumm dryer. Dibawah pelampung
terpasang toper spindle untuk mengatur minyak yang disalurkan ke dalam bejanan
vacuum dryer sehingga kehampaan dalam vacuum dryer tetap terkendali (50
TORR). Selanjutnya melalui nozzle minyak akan disemburkan melalui bejana
sehingga penguapan air lebih sempurna. Untuk menjaga keseimbangan minyak
masuk dan keluar dari bejana, digunakan float valve dibagian bawah bejana.
Minyak yang terkumpul didasar bejana akan disalurkan ke pompa di lantai
bawah, selanjutnya dipompakan ke tangki timbun. Pada tangki timbun secara
priodik dilakukan pengurasan mengikuti prosedur pencucian tangki suhu
penyimpanan hendaknya 40-50 0C.
a. Sand Cyclone
Sludge dari sludge tank sebelum dimasukkan ke sludge separator
dipompakan ke sand cyclone. Ditempat ini pasir halus akan dipishkan oleh gaya
sentrifugal. Pasir halus yang berhasil dipisahkan kemudian di blow down. Sand
Cyclone berfungsi dengan baik jika perbedaan tekanan inflow dan out flow sludge
2 bar. Untuk memisahkan atau mengambil minyak yang masih terkandung pada
sludge, sludge diproses pada sludge separator.
b.. Pemisahan Lumpur
Cairan sludge yang telah melalui pre cleaner dimasukkan ke dalam sludge
separator untuk dikutip minyaknya. Akibat gaya sentrifugal minyak yang berat
jenisnya lebih kecil bergerak menuju poros dan terdorong keluar melalui
sudu-sudu (disc) ke ruang pertama tangki pisah (settling tank). Cairan dan ampas yang
memiliki berat jenis lebih berat dari minyak terdorong kebagian bowl dan keluar
melalui nozzle. Padatan yang menempel pada dinding bowl dicuci secara manual.
c. Penampung limpahan minyak (Preclaim oil tank )
Endapan-endapan dari clarifier tank, oil tank, dan sludge tank, yang di
drain setiap pagi sebelum diolah, ditampung di dalam tangki penampungan
limpah minyak. Demikian juga minyak kutipan dari bak penampung sludge (fat
fit), jika ALB (asam lemak bebas) masih memenuhi syarat.Untuk pemanasan
tangki ini dilengkapi dengan system pemanas uap injeksi. Minyak yang terapung
dibagian atas dialirkan ke clarifier tank, sedangkan lumpur pekat dibuang ke bak
penampung sludge, yaitu fat fit. Pembersihan dan pemeriksaan keseluruhan
d. Pengutipan Minyak Parit (Fat fit)
Fat fit dipergunakan untuk menampung cairan-cairan yang masih
mengandung minyak yang berasal dari air kondensat dan stasiun pemurnian
minyak. Minyak yang terkutip akan dipompa ke preclaim oil tank. Pembersihan
bak dan pemeriksaan dilakukan setiap bulan.
10. Pengolahan Biji
Stasiun pengolahan biji adalah stasiun pengolahan terakhir untuk
memperoleh inti sawit. Biji dari pemisah biji dan ampas (depericarper) dikirim ke
stasiun ini untuk diperam, dipecah, dipisahkan antara cangkang dan inti. Inti
dikeringkan sampai batas yang ditentukan, cangkang dikirim ke pusat
pembangkit tenaga uap sebagai bahan bakar.
a. Timba Biji dan Transpor Biji
Timba dan transport biji dipakai untuk mengangkut biji yang berasal dari
pemisah biji dan ampas ke silo biji. Dari silo biji ke pemecah biji (nut creaker).
Alat ini terdiri atas timba-timba yang diikatkan pada rantai, dan digerakkan oleh
electromotor dan berputar tegak (vertika).
b. Pemeraman Biji (Nut Silo)
Alat ini berfungsi sebagai tempat pemeraman biji. Biji yang telah keluar
dari depericarper perlu diperam agar lebih mudah dipecah dan kernel terpecah
dikurangi dengan cara meniupkan udara panas yang dialirkan melalui elemen
pemanas (heating treatment). Lapisan biji dalam alat umumnya terdiri atas tiga
tingkat suhu yang berbeda bagian atas 70 0C, bagian tengah 60 0C, dan bagian
bawah 50 0
c. Alat pengantar (Conveyor)
C. Pemeraman dilakukan selama 8-12 jam sampai kadar air dalam biji
mencapai ± 9 % dalam kondisi ini biji dapat dipecahkan dengan baik dan inti
mudah lepas dari cangkang.
Terdapat beberapa alat pengantar (conveyor) biji. Fungsi conveyor
mengantar biji dari silo ke timba biji, mengantar biji pecah dari saringan getar ke
kolom pemisah dan mengantar biji dari saringan ke timba biji. Hal-hal yang perlu
diperhatikan pada pengoperasiannya adalah baut harus terikat kuat, pembersihan
dan pemeriksaan menyeluruh dilakukan setiap minggu.
d. Tabung Pemisah Biji (Nut Grading Drum)
Tabung pemisah biji adalah alat pembagi biji menurut besarnya diameter
biji agar biji yang masuk kedalam setiap creaker diusahakan merata. Alat ini
berupa tabung berputar yang dilengkapi dengan lubang-lubang (perforasi).
e. Pemecah biji
Alat pemecah biji terdiri dari dua type yaitu type nut cracker dan ripple
mill. Nut cracker sebaiknya dioperasikan dengan mengatur kecepatan putar sesuai
dengan ukuran biji untuk fraksi kecil.< 13 mm -:1.400 rpm, fraksi sedang. 13 –
15 mm: 1.300 rpm dan fraksi besar >15 mm -:1.250 rpm.
Jika pemecah biji menggunakan ripple mill, magnet yang terdapat pada
nut cracker atau ripple mill dinyatakan dengan persentase biji yang dapat dipecah
terhadap umpan.
f. Pemisahan Basah atau Kering
Kernel yang masih bercampur dengan cangkang dapat dipisahkan melalui
pemisahan basah atau kering, Pemisah basah menggunakan tanah liat (clay bath)
atau air pusingan (hydrocylone) sedangkan pemisahan kering menggunakan
isapan angin. Pemisahan menggunakan tanah liat (clay bath) Cracked mixture
dipisahkan menggunakan larutan tanah liat dengan berat jenis 1,13 yaitu dengan
mencampurkan tanah liat (kaolin) dengan air. Campuran kernel dimasukkan ke
dalam bak dan massa yang memiliki berat jenis 1,13 akan turun menuju dasar
cone, kemudian dipompa ke alat penapis cangkang. selanjutnya dikirim ke shell
hopper. Sementara kernel yang mengapung karena berat jenisnya kurang dari 1,13
dialirkan melalui talang penapis dan dikirim ke kernel dryer untuk dikeringkan.
Silo inti dipakai untuk mengeringkan inti yang berasal dari hydrocylone sampai
kadar air sesuai dengan ketentuan. Pengeringan dilakukan dengan udara yang
ditiup oleh kipas melalui elemen pemanas. Suhu pemanasan pada tingkat paling
bawah sama dengan suhu udara luar, suhu ubtuk tingkat ke dua 50 0C, suhu untuk
tingkat ketiga (atas) adalah 60 0C. Inti yang sudah kering diturunkan melalui
shaking grade. Hal yang menyebabkan inti mentah adalah elemen pemanas kotor,
blower tidak dijalankan kontinu, lama pemanasan kurang, serta isian silo inti tidak
2.7.4. Mesin dan Peralatan
Mesin dan Peralatan yang digunakan di PTPN IV. Pasir Mandoge dapat
dilihat pada Tabel 2.5.
ST. Penerimaan Buah
Timbangan buah system Hibrid cpl.computer
Jumlah Tahun Merk Kapasitas Keterangan
Tunas Jaya
No
1. 1 2003 50 Ton Baik
Nama Peralatan
Timbangan buah system Hibrid cpl.computer
2. 1 2005 Cardinal 50 Ton Baik
Loading Ramp 10 Kompartment
3. 10 1999 CV. Sang Surya 150 T/Tbs Baik
Loading Ramp 10 Kompartment
4. 10 2004 CV. Simangambat 150 T/Tbs Baik
Transfer Carriage No. 1
5. 1 1999 CV. Sang Surya 60 T/Tbs
6.
Baik Transfer Carriage No. 2 1 2004 CV. Simangambat 60 T/Tbs
7.
Baik Treklier Tarik Kabel No1. 1 1999 B.U/Rep.PAM 11 Kw Sedang
8. Treklier Lori Buah Mentah No1. 1 1984 PMT 11 Kw Sedang
9. Treklier Lori Buah Mentah No2. 1 1999 MAHB 11 Kw Sedang
10. Treklier Lori Buah Mentah No3. 1 1991 GEDI 11 Kw Sedang
11. Treklier Lori Buah Mentah No4. 1 1990 PMT 11 Kw Sedang
12. Treklier Lori Kosongan 3 1984 PMT 11 Kw Sedang
II ST. Rebusan
1. Ketel Rebusan No.1 1 2004 CV. Simangambat 10 Lori Kurang
2. Ketel Rebusan No.2 1 2005 CV. Gunung Jaya 10 Lori Sedang
3. Ketel Rebusan No.3 1 2006 CV. Gunung Jaya 10 Lori Sedang
4. Ketel Rebusan No.4 1 2008 PT. Karisma Abadi 10 Lori Baik
5. Ketel Rebusan No.5 1 2007 10 Lori Baik
6. Programmer Logkal Comtrol System (PLC) 5 1998 Keystone 5 K.Reb Sedang 7. Penarik Lori Masak No.1 (Electric Capstand) 1 1994 Renold 11 Kw Sedang 8 Penarik Lori Masak No.2 (Electric Capstand) 1 1991 Mahb 11 Kw Sedang
9. Blow Down 1 2008 - Baik
10. Salincer 1 2008 - Sedang
11. Bak Hisap Air Condensate 1 2008 - Sedang
12. Lori Buah Integrated 1 2005 2,5 T.Tbs Sedang
CV Rehobot CV Rehobot CV Rehobot
PMT
13. Lori Buah Integrated 1 2006 PMT 2,5 T.Tbs Sedang
14. Lori Buah Integrated 1 2007 2,5 T.Tbs Sedang
15. Lori Buah Integrated 1 2008 PMT 2,5 T.Tbs Sedang
16. Lori Buah Integrated 1 2009 2,5 T.Tbs Sedang
PMT PMT
1. Kerangka Besi ST. Penebah 1 1981 PMT 60 Tbs/jam Sedang
2. Mono Rail Hosting Crane No.1 1 2003 PMT 33 meter Sedang
3. 1 1987 PMT 33 meter Sedang
III ST. Penebah
Mono Rail Hosting Crane No.2
4. 1 1996 PMT 33 meter Sedang
5. Hosting Crane No.1 1 1981 Demag 5 ton Sedang
6. Hosting Crane No.2 1 1990 Demag 5 ton Sedang Mono Rail Hosting Crane No.3
7. Hosting Crane No.3 1 1984 Demag 5 ton Sedang
I
Sumber Data : Kantor Dinas Teknik (KDT) PTPN IV PKS Pasir Mandoge
ST. Penebah Pengumpan Tandan No.1
Jumlah Tahun Merk Kapasitas Keterangan
PMT No
8. 1 1981
Nama Peralatan
9. 1 1984 PMT
10. 1 1990 PMT 30 t.tbs/Jam
Penebah Tandan No. 1
11 1 1998 PMT
12 1 1990
13 1 1984 PMT
14 .
Scrapper Conveyor 1 2009 Anugrah Tehnik 15
Ularan dibawah Penebah No. 1
1 1984 PMT
Sedang
16 1 1981 PMT
Sedang
17. 1 1990
Sedang
18. 1 1999
PMT
Baik
19. Timba Buah No. 1 1 1998
PMT
Kurang
1. Top Cross Fruit Conveyor 1 1984 PMT Sedang
2. 1 1981 PMT Sedang
3. 1 1984 PMT Sedang
4. 2 2009 Baik
5. 2 2009 Jaya Maju Baik
6 Digester No.1 c/w Gear Box 1 2009 Apindo 3200 liter Baik
7. 1 2008 Laju 3200 liter Baik
8. 1 2008 3200 liter Baik
9. 1
1984
3200 liter Sedang
10. 1
1984
3200 liter Sedang
11. 1
1987
3200 liter Sedang Laju Universal Steel UDW UDW 12. 1 1988
3200 liter Sedang Universal Steel
13. 2
1989
3200 liter Sedang
14. 1 1997 Sumitomo - Kurang
15.
Screw Press No. 6 c/w Gear Box
1 1997 - Sedang
Universal Steel
16.
1
12 t tbs/jam
Sedang
18. 1 1981 Stork
19. 1 1981 Universal Steel
20. 1 1989
21. 1 1989
22. 1 1984 Universal Steel
23. 1 1987 Universal Steel
Pengumpan Tandan No.2 Pengumpan Tandan No.3
30 t.tbs/Jam 30 t.tbs/Jam
30 t.tbs/Jam 18 meter III
Ularan Distribusi buah tahap 1 Ularan Distribusi buah tahap 2
30 t.tbs/Jam 30 t.tbs/Jam
Sedang Sedang Sedang
Penebah Tandan No. 2
Penebah Tandan No. 3
PMT
Sedang Kurang
Baik Kurang Ularan dibawah Penebah No. 2
Ularan dibawah Penebah No. 3
Bottom Cross Fruit Conveyor 30 t.tbs/Jam 30 t.tbs/Jam
30 t.tbs/Jam 30 t.tbs/Jam
30 t.tbs/Jam PMT
Timba Buah No. 2 Timba Buah No. 3 20. 21. 1 1 1990 1996 PMT PMT 30 t.tbs/Jam 30 t.tbs/Jam Kurang Kurang
IV ST. Kempa
30 t.tbs/Jam
30 t.tbs/Jam 30 t.tbs/Jam
Anugrah Alam 30 t.tbs/Jam 30 t.tbs/Jam
Digester No.2 c/w Gear Box Digester No.3 c/w Gear Box Digester No.4 c/w Gear Box Digester No.5 c/w Gear Box Digester No.6 c/w Gear Box Digester No.7 c/w Gear Box
Cyclo Drive Digester No. 8
Screw Press No. 2 c/w Gear Box
Screw Press No. 5 c/w Gear Box Screw Press No. 3 c/w Gear Box Screw Press No. 4 c/w Gear Box
Screw Press No. 7 c/w Gear Box 17.
Sumitomo Stork 1 1981
Screw Press No. 1 c/w Gear Box Digester No.8 c/w Gear Box
Screw Press No. 8 c/w Gear Box
UDW UDW
12 t tbs/jam 12 t tbs/jam
12 t tbs/jam 12 t tbs/jam
12 t tbs/jam 12 t tbs/jam
12 t tbs/jam
Sedang Sedang Kurang Baik Baik Sedang Baik Ularan Distribusi Buah Overflow Lyn-1
Ularan Distribusi Buah Overflow Lyn-2
Cyclo Drive Digester No. 4 dan No. 7
1981 Stork
[image:57.595.120.481.120.693.2]Sumber Data : Kantor Dinas Teknik (KDT) PTPN IV PKS Pasir Mandoge
ST. Kempa
Jumlah Tahun Merk Kapasitas Keterangan No 24 1 Nama Peralatan 25 1 26 1 27 1 28 1 29 1
30 1 1981 3
31 1 1984
PMT
32 1 1981
PMT
33 1 1984
1981
PMT
Kurang
1 Tangki Minyak Mentah No.1 1
1994 PMT Kurang 5 1 1996 Sedang 6 1 1996 Sedang 7 1 1990 Sedang Sweco 8
Vibro Separator No. 1 1
1994
9
2
Separatech 10
Sludge Separator No. 1 1
Separatech 11 1 2008 Alvalaval 12 1 2008 13 1 1984 Sedang 14 1 1984 Sedang 15 1 1987 Sedang West Lake West Lake 16 1 1988 Sedang Alva Laval 17 1 1989 Sedang 18
1 1997 Separatech
19
1 1997
Alva Laval
20 1 2008 Separatech
22 2 2008 PMT 23 1 1989 PMT 24 1 2005 25 1 2005 26
2 1981 PMT
2 1984 PMT
3 m IV
Cyclo drive screw press No 7.
Kurang
Kurang Baik Kerangka besi st. kempa tahap II
Tangki Air Panas No 2
30 t.tbs/Jam 30 t.tbs/Jam
PMT Pompa Minyak Mentah No.1
2 3 1 1 1981 1999 Warman Alweiler AG 78315
Kurang Kurang
Jinsheng Vibro Separator No. 2 dan No. 3
Oil Purifier No. 1
Sludge feeding tank line 1 21
West Lake West Lake 1 2009
Sludge feeding tank line 2
Berkah Mandiri
Baik Sedang
Baik Kerangka besi st. kempa tahap I
Tangki Air Panas No 1 Cyclo drive screw press No 6. Cyclo drive screw press No5. Cyclo drive screw press No 3. Cyclo drive screw press No 2. Cyclo drive screw press No 1.
ST. Minyakan V
Tangki Minyak Mentah No.2
3 3 m 11 m 3 3 11 m
Pompa Minyak Mentah No. 2
Pompa Minyak Mentah No.3 Warman Warman
Separatech
Sedang
Sedang 4
Pompa Minyak Mentah No. 4
15 m3
3
15 m/j /j
15 m3 3
15 m/j /j
15 t.tbs
15 t.tbs /j
/j
Sludge Separator No. 2 Sludge Separator No. 3 Sludge Separator No. 4 Sludge Separator No. 5 Sludge Separator No. 6
Oil Purifier No. 2 Oil Purifier No. 3 Oil Purifier No. 4 Oil Purifier No.5 Oil Purifier No. 6
Tangki Pemisah Lyne 1 (Horizontal) Tangki Pemisah Lyne 1 (CST Vertical) Tangki Pemisah Lyne 2 (Horizontal)
Tangki Pemisah Lyne 2 (CST Vertical)
PMT 11 m
3 3 90 m 11 m 3 3 90 m Sedang Sedang Sedang Sedang Sedang Sedang Sedang Sedang Sedang Sedang 0,5 m 3 3 0,5 m l
Sumber Data : Kantor Dinas Teknik (KDT) PTPN IV PKS Pasir Mandoge
Keterangan
Sang Surya ST. Minyakan
Jumlah Tahun Merk Kapasitas No 27 2 Nama Peralatan 28 2 29 1 30 1 31 2 32 1 33 1 1981 34 1 1984 PMT 35 1 1981 PMT 36 1 1984 1981 Wefalia Kurang 39 1 1981 Celleco Kurang 43 1 1981 44 1 1984 Sedang 45 1 Kurang 46 47 48 49 50 51 Kurang 52 53 54 55 56 2 3 4 5 6 V
Desanding cyclone No. 1
Kurang
Kurang
Kurang Kurang
Saito Sep
Pompa Minyak Desanding Bassin No.1 40 41 1 2 1984 1984 Alfa Laval Herstal Kurang Kurang 1
Self Cleaning Strainer No. 2 Self Cleaning Strainer No. 1 Drab Tank Lyn 2
Drab Tank Lyn 1
Balance Hot Tower Tank No. 4
1 m 3 3 1 m PMT Warman 42 7 t/j 7 t/j 3 11 m
15 m3
/j 15 m3/j
3
11 m
Alfa Laval
1981
Self Cleaning Strainer No. 3 dan 4 10 t/j 15t/j
37 38
Desanding cyclone No. 2 Desanding cyclone No. 3 Desanding cyclone No. 4
Celleco 15 t/j 15 t/j Saito Sep 15 t/j
Pompa Desanding cyclone No. 1 11 m3 Kurang
3
20 m /j /j
Pompa Desanding cyclone No. 2 1 1981 Herstal Kurang
Balance Hot Tower Tank No. 3
Balance Hot Tower Tank No. 1 dan 2 1981 1984
1992
PMT PMT
1 m3
Kurang
Kurang
Pompa Minyak Desanding Bassin No.2
1981 Herstal Kurang
Vacuum pump No.1 2004 SIHI 14 t/j
14 t/j
7 t/j Kurang
Sedang Sedang SIHI
Alfa Laval Vacuum pump No.2
Bejana Vacuum drier No.1 1 1 1 Bejana Vacuum drier No.2
1998
1981 1984 1987 1987
Alfa Laval 7 t/j Kurang