Pra Rancangan Pabrik Pembuatan Kuprisulfat Pentahidrat dari Tembaga Oksida dan Asam Sulfat Kapasitas 40.000 ton/tahun
Teks penuh
Gambar
Dokumen terkait
Bahan baku berupa akrilonitril 99% dari tangki penyimpanan (T-01) dan asam sulfat 98% dari tangki penyimpanan (T-02) yang telah diencerkan terlebih dahulu di dalam mixture
Bahan baku berupa akrilonitril 99% dari tangki penyimpanan (T-01) dan asam sulfat 98% dari tangki penyimpanan (T-02) yang telah diencerkan terlebih dahulu di dalam mixture tank
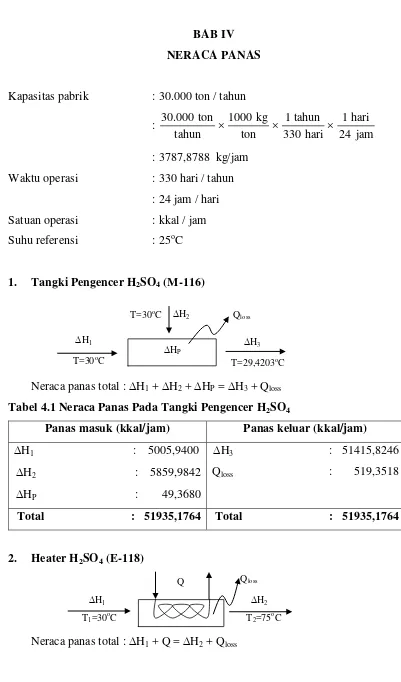
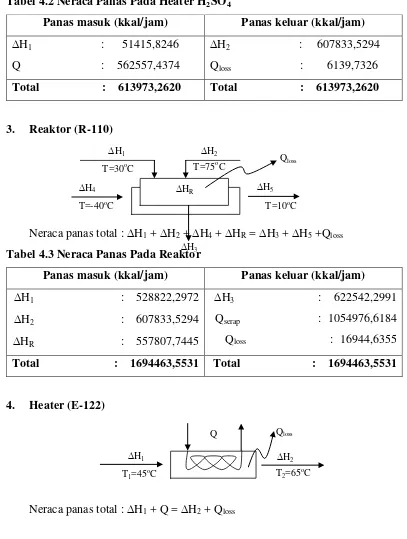
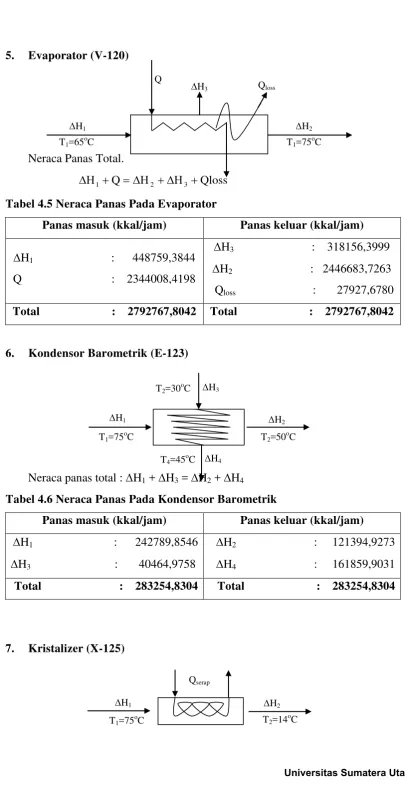
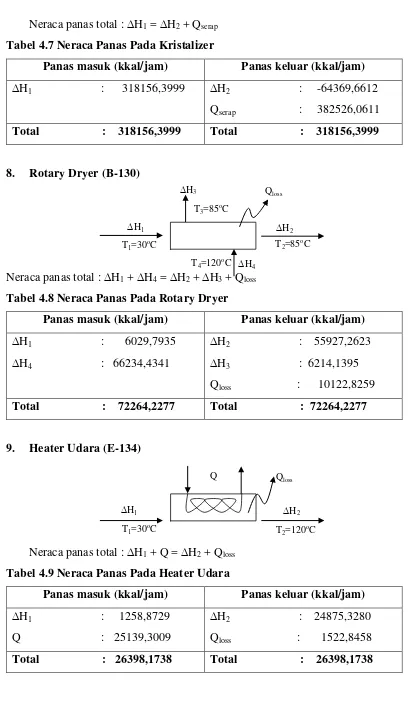
Gambar LB.1 Diagram Alir Panas Persiapan Bahan Baku ... LB-6 Gambar LB.3 Diagram Alir Panas Reaktor Fluidized Bed
LB-5 Tabel LB.6 Neraca Panas Tahap I Pada Tangki Kristalisasi ... LB-6 Tabel LB.7 Neraca Panas Tahap II Pada Tangki
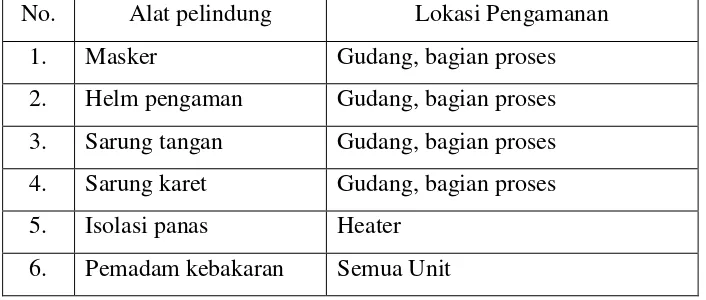
1) Asetil klorida bersifat mudah terbakar dan korosif. 2) Asetil klorida bereaksi hebat dengan air membentuk asam klorida. 3) Asetil klorida yang terbakar dapat menghasilkan
Manajemen produksi merupakan salah satu bagian dari manajemen perusahaan yang fungsi utamanya adalah menyelenggarakan semua kegiatan untuk memproses bahan baku
Diameter bukaan bawah prilling tower adalah 5 in (Perry, 1999). 2) Periode II : Transfer panas dari asam fenil asetat leleh ke udara pendingin pada titik leleh asam fenil asetat
6 menyajikan data dan hasil panas masuk pada Tangki Ekstraksi dengan menggunakan persamaan (1)... 7 menyajikan data dan hasil panas keluar pada Tangki Ekstraksi dengan
