PRA RANCANGAN PABRIK
PEMBUATAN AKRILAMIDA DARI AKRILONITRIL DENGAN
PROSES ASAM SULFAT DENGAN KAPASITAS
10.000 TON/TAHUN
TUGAS AKHIR
Diajukan Untuk Memenuhi Persyaratan Ujian Sarjana Teknik Kimia
Oleh :
100425016
ELWINA WIDIARTI
DEPARTEMEN TEKNIK KIMIA
FAKULTAS TEKNIK
UNIVERSITAS SUMATERA UTARA
MEDAN
KATA PENGANTAR
Puji dan syukur penulis ucapkan kehadirat Tuhan Yang Maha Esa atas rahmat dan anugerah-Nya sehingga penulis dapat menyelesaikan Tugas Akhir
yang berjudul Pra Rancangan Pabrik Pembuatan Akrilamida dari
Akrilonitril dengan Proses Asam Sulfat Kapasitas 10.000 Ton/Tahun. Tugas Akhir ini dikerjakan sebagai syarat untuk kelulusan dalam sidang sarjana.
Selama mengerjakan Tugas akhir ini penulis begitu banyak mendapatkan bantuan dari berbagai pihak. Oleh karena itu, dalam kesempatan ini perkenankanlah penulis mengucapkan terima kasih kepada:
1. Ibu Ir. Renita Manurung, MT sebagai Dosen Pembimbing I sekaligus
koordinator tugas akhir yang telah membimbing dan memberikan masukan selama menyelesaikan tugas akhir ini.
2. Bapak Ir. Bambang Trisakti, MT sebagai Dosen Pembimbing II yang telah memberikan arahan selama menyelesaikan tugas akhir ini.
3. Seluruh Dosen Pengajar Departemen Teknik Kimia, Fakultas Teknik,
Universitas Sumatera Utara yang telah memberikan ilmu kepada penulis selama menjalani studi.
4. Para pegawai administrasi Departemen Teknik Kimia yang telah memberikan bantuan kepada penulis selama mengenyam pendidikan di Deparetemen Teknik Kimia.
5. Dan yang paling istimewa Orang tua penulis yang tidak pernah lupa
memberikan motivasi dan semangat kepada penulis.
6. Teman-teman stambuk ‘10 tanpa terkecuali. Terimakasih buat kebersamaan dan semangatnya.
7. Seluruh Pihak yang tidak dapat disebutkan satu per satu namanya yang juga
turut memberikan bantuan kepada penulis dalam menyelesaikan tugas akhir ini.
mengharapkan saran dan kritik yang sifatnya membangun demi kesempurnaan pada penulisan berikutnya. Semoga laporan ini dapat bermanfaat bagi kita semua.
Medan, Juni 2013 Penulis,
INTISARI
Akrilamida (C3H5NO) diperoleh melalui reaksi antara akrilonitril
(C3H3N) dan asam sulfat (H2SO4
Pabrik pembuatan akrilamida ini direncanakan berproduksi dengan kapasitas 10.000 ton/tahun dengan masa kerja 330 hari dalam satu tahun. Lokasi pabrik direncanakan di jalur Arteri Kaliwungu, kabupaten Kendal, Jawa Tengah dengan luas areal 11.250 m
). Proses pembuatan akrilamidadilakukan dalam reaktor alir tangki berpengaduk (RATB) dimana reaktor difungsikan untuk
mereaksikan akrilonitril, asam sulfat dan air sehingga terbentuk akrilamida sulfat, dengan sifat reaksi irreversible, eksotermis pada suhu 90°C dan tekanan 1 atm, kondisi operasi isotermal non adiabatis, menggunakan pendingin jaket dan susunan reaktor seri.
2
Hasil analisa ekonomi pabrik pembuatan akrilamida ini adalah sebagai berikut:
. Tenaga kerja yang dibutuhkan 187 orang dengan bentuk badan usaha Perseroan Terbatas (PT) yang dipimpin oleh seorang General
Manager dengan struktur organisasi sistem garis.
Modal Investasi : Rp 325.375.209.305,-
Biaya Produksi : Rp 316.698.028.972,-
Hasil Penjualan : Rp 482.798.165.573,-
Laba Bersih : Rp 115.893.745.142,-
Profit Margin : 34,23 %
Break Event Point : 30,37 %
Return of Investment : 35,62 %
Return on Network : 59,36 %
Pay Out Time : 2,81 tahun
Internal Rate of Return : 46,61 %
DAFTAR ISI
Hal
KATA PENGANTAR ... i
INTISARI ... iii
DAFTAR ISI ... iv
DAFTAR TABEL ... vii
DAFTAR GAMBAR ... xii
DAFTAR LAMPIRAN ... xiii
BAB I PENDAHULUAN ... I-1
1.1 Latar Belakang ... I-3 1.2 Perumusan Masalah ... I-3 1.3 Tujuan dan Manfaat Pra Rancangan Pabrik ... I-4
BAB II TINJAUAN PUSTAKA DAN DESKRIPSI PROSES ... II-1
2.1 Akrilamida ... II-1 2.2 Bahan Baku Pembuatan Akrilamida ... II-2 2.2.1 Akrilonitril ... II-2 2.2.2 Asam Sulfat ... II-2 2.3 Kegunaan Akrilamida ... II-3 2.4 Sifat – Sifat Bahan Baku dan Produk ... II-3 2.4.1 Akrilonitril ... II-3 2.4.2 Asam Sulfat ... II-5 2.4.3 Air ... II-6 2.4.4 Ammonia ... II-7 2.4.5 Akrilamida ... II-8 2.4.6 Ammonium Sulfat ... II-9
2.5 Proses Pembuatan Akrilamida ... II-10 2.6 Seleksi Proses ... II-11
2.7 Deskripsi Proses ... II-12
3.3 Neraca Massa Pada Reaktor (R–02) ... III-2 3.4 Neraca Massa Pada Reaktor Netralisasi (R–03) ... III-2 3.5 Neraca Massa Pada Centrifuge (CF-01) ... III-3 3.6 Neraca Massa Pada Washer (W-01) ... III-3 3.7 Neraca Massa Pada Rotary Dryer (RD-01) ... III-4 3.8 Neraca Massa Pada Crystalizer (CR-01) ... III-4 3.9 Neraca Massa Pada Rotary Dryer (RD-02) ... III-5
BAB IV NERACA PANAS ... IV-1
4.1 Neraca Panas PadaReaktor (R-01) ... IV-1 4.2 Neraca Panas PadaReaktor Netralisasi (R-03) ... IV-2 4.3 Neraca Panas Pada Washer (W-01) ... IV-2 4.4 Neraca Panas Pada Rotary Dryer (RD-01) ... IV-3
4.5 Neraca Panas Pada Heat Exchanger (HE-01) ... IV-3 4.6 Neraca Panas Pada Crystalizer (CR-01) ... IV-4 4.7 Neraca Panas Pada Rotary Dryer (RD-02) ... IV-4
BAB V SPESIFIKASI PERALATAN ... V-1 5.1 Tangki Penyimpanan ... V-1 5.2 Pompa ... V-1 5.3 Reaktor ... V-2 5.4 Centrifuge ... V-4 5.5 Belt Conveyer ... V-4 5.6 Elevator ... V-5 5.7 Washer ... V-5 5.8 Rotary Dryer ... V-6 5.9 Cyclon ... V-6 5.10 Heat exchanger ... V-6 5.11 Crystallizer ... V-7 5.12 Screw Conveyer ... V-8 5.13 Blower ... V-8 5.14 Air Heater ... V-8
BAB VI INSTRUMENTASI DAN KESELAMATAN KERJA ... VI-1
6.2 Keselamatan Kerja Pada Pabrik Akrilamida ... VI-4 6.2.1 Pencegahan Terhadap Kebakaran dan Peledakan ... VI-4 6.2.2 Peralatan Perlindungan Diri ... VI-5 6.2.3 Keselamatan Kerja Terhadap Listrik ... VI-11 6.2.4 Pencegahan Terhadap Gangguan Kesehatan ... VI-11 6.2.5 Pencegahan Terhadap Bahaya Mekanis ... VI-12
BAB VII UTILITAS ... VII-1
7.1 Kebutuhan Steam ... VII-1 7.2 Kebutuhan Air ... VII-2 7.2.1 Screening ... VII-5 7.2.2 Sedimentasi ... VII-6 7.2.3 Klarifikasi ... VII-6
7.2.3 Filtrasi ... VII-6 7.2.4 Demineralisasi ... VII-8 7.2.5 Dearator ... VII-11 7.3 Kebutuhan Bahan Kimia ... VII-11 7.4 Kebutuhan Listrik ... VII-12 7.5 Kebutuhan Bahan Bakar ... VII-13 7.6 Unit Pengolahan Limbah ... VII-14 7.6.1 Bak Penampungan ... VII-17 7.6.2 Bak Pengendap Awal ... VII-17 7.6.3 Bak Netralisasi ... VII-18 7.7 Spesifikasi Peralatan Utilitas ... VII-19
BAB VIII LOKASI DAN TATA LETAK PABRIK ... VIII-1
8.1 Lokasi Pabrik ... VIII-1 8.2 Tata Letak Pabrik ... VIII-3 8.3 Perincian Luas Tanah ... VIII-6
BAB IX ORGANISASI DAN MANAJEMEN PERUSAHAAN ... IX-1
9.4.1 Rapat Umum Pemegang Saham (RUPS) ... IX-4 9.4.2 Dewan Komisaris ... IX-4 9.4.3 Direktur ... IX-4 9.4.4 Sekretaris ... IX-5 9.4.5 Manajer Teknik dan Produksi ... IX-5 9.4.6 Manajer Umum dan Keuangan ... IX-5 9.4.7 Manajer R & D (Research and Development) ... IX-5 9.5 Sistem Kerja ... IX-6 9.6 Jumlah Karyawan dan Tingkat Pendidikan ... IX-7 9.7 Sistem Penggajian ... IX-9 9.8 Kesejahteraan karyawan ... IX-11
BAB X ANALISA EKONOMI ... X-1
10.1 Modal Investasi ... X-1 10.1.1 Modal Investasi Tetap/Fixed Capital Investment ... X-1 10.1.2 Modal Kerja/Working Capital ... X-3 10.2 Biaya Produksi Total (BPT)/Total Cost (TC) ... X-4 10.2.1 Biaya Tetap/Fixed Cost (FC) ... X-4 10.2.2 Biaya Variabel/Variable Coat (VC) ... X-4 10.3 Total Penjualan (Total Sales) ... X-5 10.4 Bonus Perusahaan ... X-5 10.5 Perkiraan Rugi/Laba Usaha ... X-5 10.6 Analisa Aspek Ekonomi ... X-5 10.6.1 Profit Margin (PM) ... X-5 10.6.2 Break Event Point ... X-6 10.6.3 Return on Investment (ROI) ... X-6 10.6.4 Pay Out Time (POT) ... X-7 10.6.5 Return On Network (RON) ... X-7 10.6.6 Internal Rate of Return (IRR) ... X-8
DAFTAR TABEL
... Hal Tabel 1.1 Data Kebutuhan Akrilamida di Indonesia ... I-2 Tabel 1.2 Kapasitas Pabrik Akrilamida di Dunia ... I-2 Tabel 2.1 Data Kelarutan Akrilonitril dalam Air ... II-5 Tabel 3.1 Neraca Massa Pada Mixture Tank (MT-01). ... III-1
Tabel 3.2 Neraca Massa Pada Reaktor (R-01). ... III-1 Tabel 3.3 Neraca Massa Pada Reaktor (R-02) ... III-2
Tabel 3.4 Neraca Massa Pada Reaktor Netralisasi (R-03) ... III-2 Tabel 3.5 Neraca Massa Pada Centrifuge (CF-01) ... III-3 Tabel 3.6 Neraca Massa Pada Washer (W-01) ... III-3 Tabel 3.7 Neraca Massa Pada Rotary Dryer (RD-01) ... III-4 Tabel 3.8 Neraca Massa Pada Crystallizer (CR-01)... III-4 Tabel 3.9 Neraca Massa Pada Rotary Dryer (RD-02) ... III-5 Tabel 4.1 Neraca Panas Pada Reaktor (R-01). ... IV-1 Tabel 4.2 Neraca Panas Pada Reaktor Netralisasi (R-03) ... IV-2 Tabel 4.3 Neraca Panas Pada Washer (W-01) ... IV-2 Tabel 4.4 Neraca Panas Pada Rotary Dryer (RD-01) ... IV-3 Tabel 4.5 Neraca Panas Pada Heat Exchanger (HE-01) ... IV-3 Tabel 4.6 Neraca Panas Pada Crystallizer (CR-01) ... IV-4 Tabel 4.7 Neraca Panas Pada Rotary Dryer (RD-02) ... IV-4 Tabel 5.1 Spesifikasi Tangki Penyimpanan ... V-1 Tabel 5.2 Spesifikasi Pompa Proses ... V-2 Tabel 5.3 Spesifikasi Reaktor ... V-3 Tabel 5.4 Spesifikasi Pengaduk ... V-3 Tabel 5.5 Spesifikasi Jaket Pendingin ... V-3
Tabel 6.1 Daftar penggunanan instrumentasi pada Pra – rancangan Pabrik Akrilamida ... VI-2 Tabel 6.2 Penggunaan Alat Pelindung Diri ... VI-6 Tabel 7.1 Kebutuhan Steam Pabrik ... VII-1 Tabel 7.2 Kebutuhan Air Pendingin ... VII-2 Tabel 7.3 Kebutuhan Air Proses untuk Kebutuhan ... VII-4 Tabel 7.4 Kualitas Air Sungai ... VII-4 Tabel 7.5 Perincian Kebutuhan Listrik untuk Utilitas ... VII-12 Tabel 7.6 Baku Mutu Limbah Cair untuk Industri Akrilamida ... VII-16 Tabel 7.7 Perhitungan Pompa Utilitas ... VII-20 Tabel 7.8 Perhitungan Tangki Pelarutan ... VII-21 Tabel 7.9 Perhitungan Tangki Utilitas 1 dan 2 ... VII-23
Tabel 8.1 Perincian Luas Tanah ... VIII-6 Tabel 9.1 Jadwal Kerja Karyawan Shift ... IX-7 Tabel 9.2 Jumlah Karyawan dan Kualifikasinya ... IX-7 Tabel 9.3 Perincian Gaji Karyawan ... IX-9 Tabel LA.1 Data Berat Molekul Bahan ... LA-1 Tabel LA.2 Neraca Massa pada Mixture Tank (MT-01) ... LA-3 Tabel LA.3 Neraca Massa pada Reaktor 1 (R-01) ... LA-4 Tabel LA.4 Neraca Massa pada Reaktor 2 (R-02) ... LA-6 Tabel LA.5 Neraca Massa pada Reaktor Netralisasi (R-03) ... LA-8 Tabel LA.6 Neraca Massa pada Centrifuge (CF-01) ... LA-10 Tabel LA.7 Neraca Massa Pada Washer (W-01) ... LA-11 Tabel LA.8 Neraca Massa Pada Rotary Dryer (RD-01) ... LA-13 Tabel LA.9 Neraca Massa Pada Crystallizer (CR-01)... LA-16 Tabel LA.10 Neraca Massa Pada Rotary Dryer (RD-02) ... LA-17 Tabel LB.1 Kapasitas Panas Gas ... LB-2 Tabel LB.2 Kapasitas Panas Cairan... LB-2 Tabel LB.3 Kapasitas Panas Cairan H2SO4
Tabel LB.4 Konstribusi Unsur dan gugus Untuk Estimasi Cp ... LB-3 98% ... LB-3
Tabel LB.7 Panas Pembentukan Berdasarkan Gugus Fungsi (298,15 K) ... LB-4 Tabel LB.8 Perhitungan Panas Masuk pada Reaktor (R-02) ... LB-6 Tabel LB.9 Perhitungan Panas Keluar pada Reaktor (R-02) ... LB-6 Tabel LB.10 Neraca Panas Pada Reaktor (R-01) ... LB-8 Tabel LB.11 Perhitungan Panas Keluar pada Reaktor (R-01) ... LB-8 Tabel LB.12 Neraca Panas Pada Reaktor (R-01) ... LB-10 Tabel LB.13 Perhitungan Panas Masuk pada Netralizer (R-03) ... LB-10 Tabel LB.14 Perhitungan Panas Keluar pada Netralizer (R-03) ... LB-11 Tabel LB.15 Neraca Panas Pada Netralizer (R-03) ... LB-12 Tabel LB.16 Perhitungan Panas Masuk pada Centrifuge (CF-01) ... LB-13 Tabel LB.17 Perhitungan Panas Keluar pada Centrifuge (CF-01) ... LB-14 Tabel LB.18 Perhitungan Panas Masuk pada Washer (W-01) ... LB-15
DAFTAR GAMBAR
Hal Gambar 2.1 Struktur Kimia Akrilamida ... II-1 Gambar 8.1 Peta Lokasi Pabrik Akrilamida ... VIII-1
Gambar 8.2 Tata Letak Pabrik Akrilamida ... VIII-5 Gambar 9.1 Bagan Struktur Organisasi Perusahaan Pabrik Pembuatan
Asam Stearat dari RBDPS ... IX-3 Gambar LD.1 Sketsa Sebagian Bar Screen ... LD-2 Gambar LE.1 Harga Peralatan untuk Tangki Penyimpanan (Storage)
DAFTAR LAMPIRAN
INTISARI
Akrilamida (C3H5NO) diperoleh melalui reaksi antara akrilonitril
(C3H3N) dan asam sulfat (H2SO4
Pabrik pembuatan akrilamida ini direncanakan berproduksi dengan kapasitas 10.000 ton/tahun dengan masa kerja 330 hari dalam satu tahun. Lokasi pabrik direncanakan di jalur Arteri Kaliwungu, kabupaten Kendal, Jawa Tengah dengan luas areal 11.250 m
). Proses pembuatan akrilamidadilakukan dalam reaktor alir tangki berpengaduk (RATB) dimana reaktor difungsikan untuk
mereaksikan akrilonitril, asam sulfat dan air sehingga terbentuk akrilamida sulfat, dengan sifat reaksi irreversible, eksotermis pada suhu 90°C dan tekanan 1 atm, kondisi operasi isotermal non adiabatis, menggunakan pendingin jaket dan susunan reaktor seri.
2
Hasil analisa ekonomi pabrik pembuatan akrilamida ini adalah sebagai berikut:
. Tenaga kerja yang dibutuhkan 187 orang dengan bentuk badan usaha Perseroan Terbatas (PT) yang dipimpin oleh seorang General
Manager dengan struktur organisasi sistem garis.
Modal Investasi : Rp 325.375.209.305,-
Biaya Produksi : Rp 316.698.028.972,-
Hasil Penjualan : Rp 482.798.165.573,-
Laba Bersih : Rp 115.893.745.142,-
Profit Margin : 34,23 %
Break Event Point : 30,37 %
Return of Investment : 35,62 %
Return on Network : 59,36 %
Pay Out Time : 2,81 tahun
Internal Rate of Return : 46,61 %
BAB I
PENDAHULUAN
1.1. LatarBelakang
Indonesia pada saat ini sedang berada pada suatu tahap yang penting dalam
memasuki era industrialisasi. Untuk itu pemerintah Indonesia melakukan pengembangan dalam berbagai bidang industri. Salah satu jalan untuk meningkatkan taraf hidup bangsa adalah dengan pembangunan industri termasuk diantaranya adalah industri kimia, baik yang menghasilkan produk jadi maupun produk antara untuk di- olah lebih lanjut. Pembangunan industri kimia yang menghasilkan produk ini sangat penting karena dapat mengurangi ketergantungan Indonesia terhadap industri luar negeri yang pada akhirnya akan dapat mengurangi pengeluaran devisa negara untuk mengimpor bahan tersebut.
Akrilamida (sinonim : 2 – Propenamida, etilen karboksiamida, akrilik amida, asam propeonik amida, vinilamida) adalah salah satu bahan organik yang digunakan dalam industri plastik dan bahan pewarna. Akrilamida digunakan dalam laboratorium biologi molekuler modern, menggunakan poliakrilamida linear (LPA) yang berfungsi sebagai carrier yang bertujuan untuk mempresipitasi sejumlah kecil DNA (Harahap Y, 2006). Akrilamida juga dapat dibuat menjadi polimer yang larut dalam air dan polimer yang digunakan dalam flokulan, bahan bantu pembuatan kertas, bahan pengental, dan pelapis permukaan. Turunan N-Alkil akrilamida disusun oleh reaksi akriloil klorida dengan amina yang sesuai, oleh dehidrokorinasi dari
2-chloropropionamide, atau dengan aminasi asam akrilat atau ester. Akrilamida dapat
dibuat dalam berbagai macam produk dengan penambahan reaksi ikatan rangkap, terutama reaksi golongan amida (Wolfgang Gerhartz
• Resin urea-formaldehid
, 1986). Beberapa produk yang dapat dibuat dari reaksi ikatan rangkap akrilamida antara lain:
Digunakan di industri untuk berbagai tujuan seperti bahan adhesif (61%), papan fiber berdensitas medium (27%), hardwood plywood (5%) dan laminasi (7%) pada produk furniture, panel dan lain-lain.
• Sodium Methallyl sulfonat
Akrilamida merupakan salah satu bahan dasar untuk berbagai jenis industri karena sifatnya yang mudah dipolimerisasi, diantaranya industri poliakrilamida yang berguna sebagai flokulan pada proses pemisahan padatan halus dalam larutan tersuspensi. Selama ini, kebutuhan bahan tersebut baik dalam bentuk monomer dan polimernya, masih diimpor dari luar negeri.
Hal-hal yang menjadi alasan untuk mendirikan pabrik akrilamida antara lain
adalah pabrik akrilamida belum ada di Indonesia, sedangkan kebutuhan bahan
flokulan dan thickening agent cukup besar, terutama untuk pengolahan air,
pengolahan mineral berharga dan pabrik kertas.
Dengan didirikannya pabrik akrilamida ini, diharapkan akan dapat merangsang industri lain yang dapat memanfaatkan akrilamida. Disamping itu kebutuhan dalam negeri, produk ini diharapkan dapat bersaing di pasar Internasional,
yang berarti dapat meningkatkan devisa negara. Hal ini sesuai dengan program pemerintah dalam rangka menuju era industrialisasi. Keuntungan lain dengan berdirinya pabrik ini yaitu dapat membuka lapangan pekerjaan baru baik untuk tingkat SLTA maupun kejuruan hingga lulusan sarjana untuk bidangnya, serta tidak hanya untuk penduduk sekitar pabrik tapi juga seluruh Indonesia.
Berdasarkan data impor dari biro pusat statistik di Indonesia dari tahun 2005 – 2012, kebutuhan akrilamida di Indonesia dapat dilihat pada tabel 1.1 berikut:
Tabel 1.1 Data Kebutuhan Akrilamidadi Indonesia
No. Tahun Jumlah (Ton) / Tahun
1. 2005 10.760,41
2. 2006 28.904,10
3. 2007 19.832,26
4. 2008 23.007,40
5. 2009 26.636,14
6. 2010 33.291,82
7. 2011 28.718,47
8. 2012 31.429,63
Berdasarkan data di atas dapat disimpulkan bahwa kebutuhan konsumen akan akrilamida terus meningkat dari tahun ke tahun. Hal ini tentu menyebabkan kebutuhan akrilamida pada masa yang akan datang juga akan terus meningkat sejalan dengan laju pertumbuhan industri yang menggunakan bahan baku akrilamida.
Untuk pertama kalinya akrilamida ditawarkan dalam dunia perdagangan tahun 1952 oleh American Cyanamid Company dan diproduksi secara komersil mulai tahun 1954. Pada masa sekarang pabrik akrilamida sudah tersebar di beberapa negara di dunia.
Tabel 1.2 Kapasitas Pabrik Akrilamida di Dunia
(Sumber : Biro Pusat Statistik Indonesia, 2013)
No. Produsen (Negara)
Kapasitas (Ton/Tahun)
1. Jepang 14.544,066
2. Hongkong 0,294
3. Korea 979,201
4. Taiwan 2.911,239
5. China 575,658
6. Thailand 13.179,198
7. Singapura 1,972
8. Malaysia 51,708
9. India 645,243
10. USA 20,381
11. Jerman 89,931
12. Austria 194,887
13. Itali 76,044
14. Spanyol 1,391
15. Portugal 506
1.2. Perumusan Masalah
Berdasarkan fakta yang ada bahwa kebutuhan akan akrilamida dalam indutri sampai saat ini meningkat dalam negeri dengan semakin besarnya data impor akan kebutuhan akrilamida di Indonesia, perlu dilakukan perkembangan untuk memproduksi akrilamida untuk mencukupi kebutuhan tersebut dan mengurangi angka impor Indonesia akan akrilamida.
1.3. Tujuan dan Manfaat Pra Rancangan Pabrik
BAB II
TINJAUAN PUSTAKA
2.1 Akrilamida
Akrilamida adalah bahan organik yang memiliki satu ikatan rangkap dengan
rumus kimia C3H5
Struktur kimia :
NO. Akrilamida merupakan salah satu monomer hidrofilik yang digunakan sebagai bahan baku pembuatan poliakrilamida, berwarna putih, tidak berbau, berbentuk kristal padat yang sangat mudah larut dalam air, metanol, etanol, etil asetat, eter, aseton, sedikit larut dalam kloroform dan mudah bereaksi pada gugus amida atau ikatan rangkapnya. Polimerisasi mudah terjadi pada titik leburnya atau di bawah sinar ultraviolet. Akrilamida dalam larutan bersifat stabil pada suhu kamar dan tidak berpolimerisasi secara spontan. Akrilamida tidak kompatibel dalam suasana asam, basa, oksidator, dan besi. Pada kondisi normal, akrilamida terdekomposisi menjadi amonia tanpa pemanasan atau menjadi karbon dioksida, karbon monoksida, dan oksida nitrogen dengan pemanasan
O
H2C = CH C NH2
Gambar 2.1 Struktur Kimia Akrilamida
Poliakrilamida adalah zat penggumpal polimer sintetik yang sering dipakai dalam pengolahan air limbah karena daya ikatnya yang kuat terhadap partikel tersuspensi dalam air. Poliakrilamida juga banyak digunakan di laboratorium untuk penelitian dan analisis. Akrilamida juga digunakan sebagai bahan baku untuk membuat beberapa jenis zat penjernih, perekat, tinta cetak, zat warna
sintetik, zat penstabil emulsi, kertas, kosmetik, dan beberapa monomer seperti N -butoksiakrilamida dan N-metoksiakrilamida. Akrilamida juga digunakan sebagai
Pada umumnya, akrilamida yang terdapat di alam adalah buatan manusia, berasal dari residu monomer yang dilepaskan dari poliakrilamida untuk perawatan air minum karena tidak seluruh akrilamida terkoagulasi dan tetap berada di air sebagai pencemar. Akrilamida terdistribusi dengan baik dalam air karena kelarutannya yang tinggi dalam air.
2.2 Bahan Baku Pembuatan Akrilamida 2.2.1 Akrilonitril
Akrilonitril adalah monomer sintesis yang dihasilkan dari propylene dan ammonia. Akrilonitril (CH2
Reaksi pembentukan akrilonitril :
CHCN) yang dihasilkan dari propilena, ammonia dan oksigen dengan mencampurkan katalis oksida.
Bi2O3/MoO
CH2 = CHCH3 + NH3 + O2 3 CH2CHCN + 3H2O
2.2.2 Asam Sulfat
Asam sulfat merupakan asam mineral (anorganik) yang kuat. Zat ini larut dalam air pada semua perbandingan. Asam sulfat mempunyai banyak kegunaan dan merupakan salah satu produk utama industri kimia. Produksi dunia asam sulfat pada tahun 2001 adalah 165 juta ton dengan nilai perdagangan seharga
US$8 juta. Kegunaan utamanya termasuk pemrosesan bijih mineral, sintesis kimia, pemrosesan air limbah dan penggilingan minyak.
Asam sulfat murni yang tidak diencerkan tidak dapat ditemukan secara alami di bumi karena sifatnya higroskopis. Walaupun demikian, asam sulfat merupakan komponen utama hujan asam yang terjadi karena oksidasi sulfur dioksida di atmosfer dengan keberadaan air (oksidasi asam sulfit). Sulfur dioksida adalah produk sampingan utama dari pembakaran bahan bakar seperti batu bara dan minyak yang mengandung sulfur (belerang).
• 10%, asam sulfat encer untuk keperluan laboratorium
• 33,53%, asam baterai
• 62,18%, asam bilik atau asam pupuk
• 73,61%, asam menara atau asam glover
• 97%, asam pekat.
Terdapat juga asam sulfat pekat dalam berbagai kemurnian. Mutu teknis H2SO4
tidaklah murni dan seringkali berwarna, namun cocok digunakan untuk membuat pupuk. Mutu murni asam sulfat digunakan untuk membuat obat-obatan dan zat warna.
2.3 Kegunaan Akrilamida
Akrilamida digunakan pada proses pengolahan plastik, pengemasan makanan, produksi karet sintesis, dan sebagai pemurni air. Gel akrilamida berperan pada proses elektroforesis sedangkan polimer akrilamida berfungsi juga sebagai bahan flokulasi dan pengental (Ötles, 2004).
2.4 Sifat-Sifat Bahan Baku dan Produk 2.4.1 Akrilonitril
1. Sifat Fisis :
- Rumus kimia : C3H3
- Berat molekul : 53,015 g/gmol N
- Kenampakan : jernih, cairan berbau menyengat
- Titik didih 1 atm : 77,3 o
- Titik beku : -83,5
C
o
- Kelarutan dalam air (20 C
o
- pH (5% larutan air) : 6,0 – 7,5
C) : 7,3 wt %
- Densitas (20 oC) : 0,806 g/cm - Densitas uap (air = 1) : 1,8
3
- Volatilitas (78 o -Tekanan uap (20
C) : . 99%
o
- Viskositas (25
C) : 11,5 kPa
o
- Temperatur kritis (Tc) : 246 C) : 0,34 cp
- Tekanan kritis (Pc) : 3,54 mPa
- Volume kritis : 3,798 cm3/g (Othmer, 1978)
2. Data Termodinamika
- Entropi (uap, 225 oC, 1 atm) : 65,47 cal/ o - Flash point : 0
C. Mol
o
- Energi bebas pembentukan (∆G C
o g
- Entalpy pembentukan (25
, 25 oC) : 195 kJ/mol
o
• ∆Hg
C)
o
• ∆Hl
: 185 kJ/mol
o
- Panas pembakaran (25 : 150 kJ/mol
o
- Panas penguapan (25
C) : 1761,5 kJ/mol
o
- Kapasitas Panas Molar
C) : 32,65 kJ/mol
• Cair : 2,09 kJ/(kg.K)
• Gas (50 o
- Panas Peleburan Molar : 6,61 kJ/mol C) : 1,204 kJ/(kg.K)
- Entropi (gas, 25 o
- Panas Pelarutan : -232,12 kkal/gmol C) : 274 kJ/mol
- Kelarutan (dalam 100 bagian)
• Air (22 oC) : 0,07
• Alkohol : soluble (Perry, 1867)
3. Sifat - Sifat Kimia
- Akrilonitril (C3H3
- Akrilonitril merupakan molekul polar karena adanya nitrogen
heteroatom.
N) merupakan molekul tak jenuh yang memiliki
karbon karbon dengan ikatan rangkap konjugasi dengan golongan nitril.
- Polomerisasi akrilonitril dapat berlangsung tanpa inhibitor
hydroquinone.
CH2=CHCN + H2SO4.H2O CH2=CHCONH3.H2SO
- Data kelarutan akrilonitrildalam air
4
Tabel 2.1 Data Kelarutan Akrilonitril dalam Air
Temperatur (o
Akrilonitril di dalam air (% berat) C)
Air di dalam akrilonitril (% berat)
-50 0,4
-30 1,0
0 7,1 2,1
10 7,2 2,6
20 7,3 3,1
30 7,5 3,9
40 7,9 4,8
50 8,4 6,3
60 9,1 7,7
70 9,9 9,2
80 11,1 10,9
(Kirk & Othmer, 1983)
2.4.2 Asam Sulfat
1. Sifat – Sifat Fisis : - Rumus kimia : H2SO
- Berat molekul : 98,94 g/gmol
4
- Kenampakan : cairan tak berwarna - Kemurnian : 98% H2SO4, 2% H2
- Densitas : 1,7513 g/cm
O
- Titik didih : 249
3 o
- spesifik grafity : 1,84 C
2. Sifat – Sifat Kimia :
Cu + 2H2SO4 CuSO4+ SO2 + 2H2
- Asam sulfat pekat dapat digunakan untuk menghilangkan air dari suatu zat.
O
Reaksi yang terjadi adalah :
C12H22O11+ 11H2SO4 12C + 11H2SO4.H2
- Asam sulfat dapat bereaksi dengan Natrium klorida. O
Reaksi yang terjadi adalah : 2NaCl + H2SO4
Na2SO4
- Asam sulfat merupakan asam kuat bervalensi 2 dan bersifat
higroskopis.
+ 2HCl
2.4.3 Air
1. Sifat – Sifat Fisis :
- Rumus kimia : H2
- Berat molekul : 18,015 g/gmol O
- Kenampakan : cairan jernih (tak berwarna) - Titik didih : 100 o
- Titik beku : 0 C
o
- Berat jenis : 0,999 kg/liter C
- Spesific gravity : 1,004* (liq), 0,09150* - Titik lebur 1 atm : 0
(ice)
o
- Titik didih 1 atm : 100 C
o
- Densitas 25 °C : 0,998 g/ml C
- Viscositas 25 °C : 894,9 cp - Tekanan kritis : 281,4 atm
- Temperatur kritis : 374,15°C - Tekanan uap:
• 20 °C : 17,54 mmHg
• 30 °C : 31,82 mmHg
• 50 °C : 92,51 mmHg
2. Data Termodinamika :
- Panas Ionisasi : 55,71 kJ/mol
- Panas Pembentukan 18 °C : 285,89 kJ/mol - Panas Penguapan 100 °C : 40,85 kJ/mol - Panas pengembunan 0 °C : 6,01 kJ/mol
3. Sifat –Sifat Kimia :
- Merupakan cairan jernih yang tidak berwarna, tidak berbau, dan tidak berasa.
- Merupakan pelarut yang polar.
2.4.4 Ammonia
1. Sifat – Sifat Fisis : - Rumus kimia : NH
- Berat molekul : 17,03 kg/kmol
3
- Kenampakan : gas, tidak berwarna, mudah menguap, berbau vinnegar
- Titik cair normal : -77,7 o - Titik didih normal (fase gas) :
C
• Fase gas : -33,35 o
• Fase cair (30% NH3, 70% H2O) : 36 C
o
-Temperatur kritis : 207,5
C
o
-Tekanan kritis : 111,3 atm C
-Volume kritis : 72,5 cm3 -Spesifik gravity pada (-79
/gmol
oC) : 0,817 dan pada (15 o
-Densitas : 0,682 g/cc
C) : 0,617
-Kelarutan dalam 100 gr air, 1 atm pada
• 0 o
• 20
C : 42,8%
o
• 40
C : 33,1%
oC : 23,4%
2. Sifat – Sifat Kimia :
- Ammonia anhydrous dalam bentuk cair maupun gas merupakan
bahan kimia yang menyebabkan iritasi yang kuat pada kulit, mata dan saluran pernapasan.
- Dalam keadaan normal ( tekanan 1 atm ) berupa gas, tidak berwarna, berbau tajam dan lebih ringan dari udara.
- NH3
- Bahaya ledakan NH
dapat membentuk campuran mudah terbakar dengan udara pada
nilai ambang batas (16 – 25% volume).
3
dengan oksigen pada temperatur serta tekanan yang tinggi di atmosfer.
akan semakin meluas apabila kontak langsung
- Reaksi oksida reduksi NH3+ O2
NO + H2
Jika tanpa katalis :
O
NH3+ O2
N2 + H2
CuO + NH
O
3
Cu + H2O + N
- Reaksi substitusi
2
Masuknya ion H+ dalam ammonia, sering disebut dengan amonisasi. Misalnya :
NH3+ H2O NH4OH NH4 +
+ OH
NH
-3+ Hx
NH4 +
+ X
-2.4.5 Akrilamida
1. Sifat – Sifat Fisis : - Rumus Kimia : C
3H5
- Berat Molekul : 71,8 g/gmol NO
- Kenampakan : kristal putih - Titik didih (25 mmHg); 125 o - Titik lebur : 84,5
C
o
- Densitas (30
C
o
- Tekanan uap (25
C) : 1,122 g/gmol
o
2. Data Termodinamika :
- Panas Pelarutan : 1,099 kcal/mol - Panas Polimerisasi : 19,8 kcal/mol - Panas Peleburan : 59,21 kcal/mol
3. Sifat - Sifat Kimia:
- Larut dalam air, methanol, etanol dimetil eter dan acetone. - Tidak larut dalam benzene dan heptane.
- Mudah berpolimerisasi pada titik leburnya atau di bawah sinar ultra
violet.
- Akrilamida padat stabil pada suhu kamar, tetapi mudah
berpolimerisasi dengan cepat jika kontak dengan bahan oksid
seperti chlorine dioxide dan bromine.
- Jika dipanaskan susunannya berubah, memancarkan gas beracun, bau menyengat dan nitrogen oxide.
- Jika dipanaskan pada suhu tinggi dapat meledak.
2.4.6 Ammonium sulfat
1. Sifat – Sifat Fisis :
- Rumus kimia : (NH4)2SO
- Berat molekul : 132,14 g/gmol
4
- Titik lebur : 512,2 o - Fase : padat
C
- Warna : putih - Densitas : 1,769 kg/l
2. Sifat – Sifat Kimia:
- Sebagai pupuk yang mengandung 2 unsur hara yang dibutuhkan tanaman yaitu Nitrogen dan Belerang.
- Medicine.
- Digunakan untuk menghilangkan debu dari kulit - Build Chemical Industry.
- Electroplating.
2.5 Proses Pembuatan Akrilamida
Proses pembuatan akrilamidaada dua macam, yaitu : 1. Metode Asam sulfat Reaksi yang terjadi :
- Di Reaktor :
CH2 = CHCN + H2SO4+ H2O CH2 = CHCONH2 . H2SO
- Di Netralizer :
4
CH2 = CHCONH2.H2SO4 + 2NH3
(NH4)2SO4 + CH2 =
CHCONH
H
2
2SO4+ 2NH3 (NH4)2SO4
Pada proses ini mula-mula antara H2O dengan asam sulfat pekat dicampur
menjadi larutan asam sulfat encer. Kemudian direaksikan dengan akrilonitril menjadi akrilamida sulfat pada suhu 90 oC dan tekanan 1 atm. Setelah itu, dinetralkan dengan NH3 untuk mengikat sulfat sehingga akan dihasilkan
akrilamida dan ammonium sulfat. Larutan akrilamida dipekatkan dan dikristalkan. Kristal akrilamida kemudian dikeringkan. Metode ini relatif mudah dan memberikan hasil akrilamida sulfat yang tinggi. Proses netralisasi dilakukan dengan menggunakan NH3 di reaktor netralisasi (R-03). Proses ini
merupakan tahap yang penting karena dalam proses ini terjadi pemisahan
antara akrilamida yang masih mengandung asam sulfat menjadi akrilamida, ammonium sulfat, dan air. Digunakan NH3 karena antara NH3 yang terbentuk
2. Metode Hidrasi Katalitik Reaksi yang terjadi :
CH2 = CHCN + H2O CH2 = CHCONH
Pada proses ini menggunakan katalis padat berupa logam tembaga. Reaksi berlangsung selama 1 jam, akrilonitril yang bereaksi diuapkan dan akan terbentuk akrilamida murni. Proses hidrasi berlangsung pada suhu 50 °C atau lebih tinggi. Kecepatan akan lebih tinggi dengan meningkatnya suhu. Pada suhu 150 °C atau lebih, proses poliomerisasi dari akrilonitril maupun akrilamidamurni mulai berlangsung, oleh karena itu temperatur optimal adalah 70 sampai 150 °C. Katalis yang digunakan jika sudah tidak aktif perlu diaktifkan dengan proses regenerasi yang merupakan reaksi yang sangat eksotermis. Oleh karena itu dalam proses ini, hal tersebut merupakan masalah yang harus dihadapi.
2
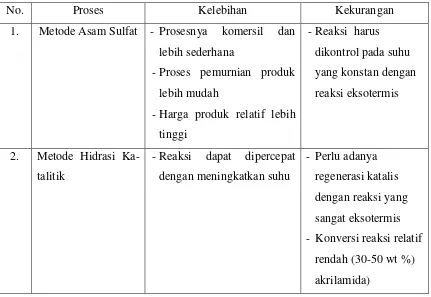
2.6 Seleksi Proses
[image:32.595.110.541.460.757.2]Setelah memperhatikan kedua proses tersebut di atas dipilih proses yang pertama, yaitu proses asam sulfat dengan pertimbangan
Tabel 2.2 Dasar Pertimbangan Pemilihan Proses
No. Proses Kelebihan Kekurangan
1. Metode Asam Sulfat - Prosesnya komersil dan
lebih sederhana
-Proses pemurnian produk
lebih mudah
-Harga produk relatif lebih tinggi
-Reaksi harus dikontrol pada suhu yang konstan dengan reaksi eksotermis
2. Metode Hidrasi Ka- talitik
-Reaksi dapat dipercepat
dengan meningkatkan suhu
- Perlu adanya regenerasi katalis dengan reaksi yang sangat eksotermis - Konversi reaksi relatif
2.7 Deskripsi Proses
Bahan baku berupa akrilonitril 99% dari tangki penyimpanan (T-01) dan asam sulfat 98% dari tangki penyimpanan (T-02) yang telah diencerkan terlebih dahulu di dalam mixture tank (MT-01) diumpankan menuju reaktor alir tangki berpengaduk (R-01) dimana reaktor difungsikan untuk mereaksikan akrilonitril dan asam sulfat yang telah diencerkan sehingga terbentuk akrilamida sulfat, dengan sifat reaksi irreversible, eksotermis pada suhu 90°C dan tekanan 1 atm, kondisi operasi isotermal non adiabatis. Reaksi berlangsung di dalam reaktor yang disusun secara seri dengan waktu tinggal keseluruhan di dalam kedua reaktor selama 4,5 jam.
Pada reaktor alir tangki berpengaduk konsentrasi menurun cepat sampai ke suatu harga yang rendah. Akibatnya untuk reaksi-reaksi berorde positif volume
reaktor yang diperlukan menjadi besar. Untuk itu reaktor disusun seri sehingga konsentrasi reaktan tidak turun secara drastis, tetapi bertahap dari satu tangki ke tangki berikutnya. Dengan cara ini maka kecepatan reaksi di masing-masing tangki akan turun menurun secara bertahap pula, sehingga volume total seluruh reaktor untuk mendapatkan besarnya konversi tertentu akan lebih kecil dibandingkan dengan sistem reaktor tunggal.
Akrilamida sulfat yang terbentuk dari R-01 kemudian diumpankan menuju R-02 untuk meningkatkan konversi reaksi sehingga diperoleh konversi reaksi yang optimum.
Reaksi :
C3H3N+ H2SO4+ H2O CH2 = CHCONH2. H2SO4
Hasil yang keluar dari Reaktor dipurifikasikan dalam netralizer (R-03)
menggunakan penetral ammonia untuk memisahkan akrilamida sulfat menjadi
akrilamidadan ammonium sulfat yang selanjutnya dipompakan oleh P-07 menuju
Centrifuge (CF-01).
Reaksi:
C3H5NO.H2SO4+ 2NH3 (NH4)2SO4+ C3H5
H
NO
2SO4+ 2NH3 (NH4)2SO
Pada centrifuge (CF-01) terjadi pemisahan yang diakibatkan oleh gaya sentrifugal. Gaya ini dihasilkan dari putaran motor yang akan mengakibatkan
bahan yang berbeda berat jenisnya terpisah. Hasil pemisahan berupa (NH4)2SO4
dan akrilamida (C3H5NO). Ammonium sulfat (NH4)2SO4 yang terbentuk
kemudian diangkut menggunakan belt conveyer (BLC-01) menuju elevator (E-01) untuk diangkut ke dalam washer (W-01) untuk menghilangkan impuritis yang terikut bersama ammonium sulfat (NH4)2SO4
Washer (W-01) ini terdiri dari sebuah drum yang ditutupi dengan suatu
medium filter. Drum tersebut berputar dan sebuah katup otomatis yang terdapat di tengah-tengah drum itu beroperasi untuk mengaktifkan proses penyaringan, pengeringan, pencucian, dan melepaskan cake yang ada di dalam siklus itu. Filtrat dikeluarkan melalui poros sumbu filter (saringan) tersebut. Katup otomatis yang ada di dalam washer menyediakan saluran terpisah untuk filtrat dan mencuci cairan. Washer (W-01) ini dilengkapi dengan nozzle sebagai tempat mengalirnya
air untuk proses pencucian.
.
(NH4)2SO4
Pada rotary dryer (RD-01) dilengkapi dengan cyclone (CL-01) agar udara yang dikeluarkan dari rotary dryer (RD-01) benar-benar bersih. Aliran fluida
(udara) akan diinjeksikan melalui pipa input. Bentuk kerucut cyclone
menginduksikan aliran gas atau fluida untuk berputar menciptakan vortex. Partikel dengan ukuran atau kerapatan yang lebih besar didorong ke arah luar vortex. Gaya gravitasi menyebabkan partikel-partikel tersebut jatuh ke sisi kerucut menuju tempat pengeluaran. Partikel dengan ukuran atau kerapatan yang lebih yang telah dicuci kemudian diangkut menggunakan screw
conveyer (SC-01) menuju rotary dryer (RD-01) untuk dikeringkan. Proses
kecil keluar memalui bagian atas dari cyclone melalui pusat yang bertekanan
rendah. Cyclone membuat suatu gaya sentrifugal yang berfungsi untuk
memisahkan partikulat dari udara kotor. Gaya sentrifugal timbul saat partikulat di dalam udara masuk ke puncak kolektor silindris pada suatu sudut dan diputar dengan cepat mengarah ke bawah seperti pusaran air. Aliran udara mengalir secara melingkar dan partikulat yang lebih berat mengarah ke bawah setelah menabrak ke arah dinding cyclone dan meluncur ke bawah.
Sementara akrilamida yang telah dipisahkan di centrifuge (CF-01)
dipompakan oleh P-08 menuju heat exchanger (HE-01). Di sini terjadi
perpindahan panas dengan melewatkan 2 fluida dengan panas yang berbeda. Proses ini bertujuan untuk mendinginkan larutan akrilamida sebelum dikristalisasi.
Setelah didinginkan di HE-01, larutan akrilamida kemudian dialirkan ke
crystallizer (CR-01). Crystallizer (CR-01) ini berupa saluran pipa yang dilapisi dengan jaket pendingin. Proses kristalisasi ini dilakukan dengan cara mendinginkan larutan. Pada saat suhu larutan turun, komponen zat yang memiliki titik beku lebih tinggi akan membeku terlebih dahulu, sementara zat lain masih larut sehingga keduanya dapat dipisahkan dengan cara penyaringan. Zat lain akan turun bersama pelarut sebagai filtrat, sedangkan zat padat tetap tinggal di atas saringan sebagai residu. Kristal yang terbentuk akan menempel di dinding pipa tersebut dan akan diambil dengan scraper blades yang digerakkan oleh katrol. Kemudian kristal akan dikeluarkan pada salah satu ujungnya. Mother liquor akan direcycle ke netralizer (R-03). Kristal yang terbentuk diangkut oleh screw
konveyer (SC-01) menuju rotary dryer (RD-02) untuk dikeringkan. Setelah
BAB III
NERACA MASSA
Kapasitas pabrik : 10.000 ton/tahun
Waktu operasi : 330 hari/tahun
Basis perhitungan : 1 jam operasi
Satuan operasi : kg/jam
3.1 Neraca Massa pada Mixture Tank (MT-01)
Tabel 3.1 Neraca Massa pada Mixture Tank (MT-01)
Komponen Masuk (Kg/jam) Keluar (kg/jam)
Alur 2 Alur 3 Alur 4
H2SO4 2435,9376 2435,9376
H2O 49,7130 456,5481 506,2611
Total 2485,6506 456,5481 2942,1987
2942,1987
3.2 Neraca Massa pada Reaktor (R-01)
Tabel 3.1 Neraca Massa pada Reaktor 1 (R-01)
Komponen Masuk (Kg/jam) Keluar (kg/jam)
Alur 1 Alur 4 Alur 5
H2SO4 2435,9376 198,8520
C3H7NSO5 3857,8312
C3H3N 1344,2804 134,4280
H2O 13,5786 506,2611 108,9464
Total 1357,8590 2942,1987 4300,058
3.3 Neraca Massa pada Reaktor (R-02)
Tabel 3.3 Neraca Massa pada Reaktor 2 (R-02)
Komponen Masuk (kg/jam) Keluar (kg/jam)
Alur 5 Alur 6
H2SO4 198,8520 14,9139
C3H7NSO5 3857,8312 4175,0307
C3H3N 134,4280 34,951
H2O 108,9464 75,1619
Total 4300,058 4300,058
3.4 Neraca Massa pada Reaktor Netralisasi (R-03)
Tabel 3.4 Neraca Massa pada Reaktor Netralisasi (R-03)
Komponen Masuk (Kg/jam) Keluar (kg/jam)
Alur 6 Alur 7 Alur 8
H2SO4 14,9139 14,9139
C3H7NSO5 4175,0307
(NH4)2SO4 2894,4716
NH3 251,9841 125,9920
C3H5NO 1556,8749
C3H3N 34,951 34,951
H2O 75,1619 587,9629 512,8010
Total 4300,058 839,9470 5140,00
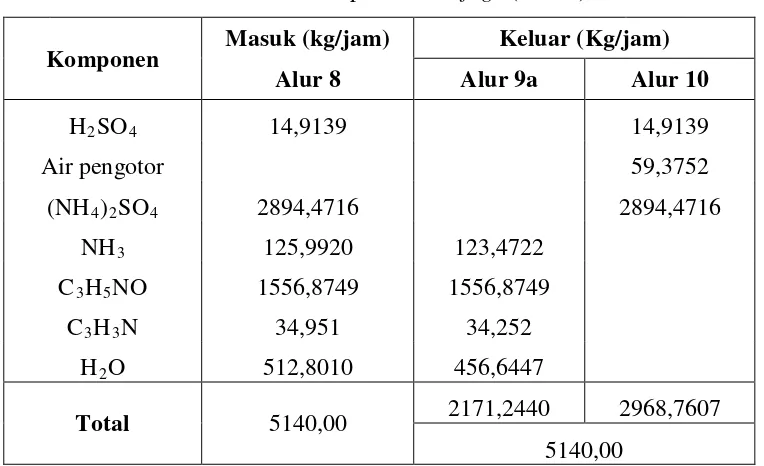
3.5 Neraca Massa pada Centrifuge (CF-01)
Tabel 3.5 Neraca Massa pada Centrifuge (CF-01)
Komponen Masuk (kg/jam) Keluar (Kg/jam)
Alur 8 Alur 9a Alur 10
H2SO4 14,9139 14,9139
Air pengotor 59,3752
(NH4)2SO4 2894,4716 2894,4716
NH3 125,9920 123,4722
C3H5NO 1556,8749 1556,8749
C3H3N 34,951 34,252
H2O 512,8010 456,6447
Total 5140,00 2171,2440 2968,7607
5140,00
3.6 Neraca Massa pada Washer (W-01)
Tabel 3.6 Neraca Massa pada Washer (W-01)
Komponen Masuk (Kg/jam) Keluar (Kg/jam) Alur 10 Alur 11 Alur 12 Alur 13
H2SO4 14,9139 14,9139
Air pengotor 59,3752 59,3752
(NH4)2SO4 2894,4716 2894,4716
H2O 4453,1410 44,5314 4408,6096
Total 2968,7607 4453,1410 2939,0030 4482,8987
3.7 Neraca Massa pada Rotary Dryer (RD-01)
Tabel 3.7 Neraca Massa pada Rotary Dryer (RD-01)
Komponen
Masuk (kg/jam) Keluar (Kg/jam)
Alur 12
Alur 14a (ke cyclone)
Alur 14b
(dari cyclone) Alur 15
(NH4)2SO4 2894,4716 14,4724 14,4724 2894,4716
H2O 44,5314 15,1414 29,3900
Total 2939,0030
29,6137 14,4724
2923,8616 15,1414
2939,0030
3.8 Neraca Massa pada Crystalizer (CR-01)
Tabel 3.8 Neraca Massa pada Crystalizer (CR-01)
Komponen
Masuk (Kg/jam) Keluar (Kg/jam)
Alur 9b Kristal Larutan
Alur 16 Alur 17
C3H5NO 1556,8749 1262,6263 294,2486
H2O 456,6447 320,1024 136,5423
Impuritis 157,7245 1,5772 156,1472
Total 2171,2440 1584,3060 586,9381
3.9 Neraca Massa pada Rotary Dryer (RD-02)
Tabel 3.9 Neraca Massa pada Rotary Dryer (RD-02)
Komponen
Masuk (kg/jam) Keluar (Kg/jam)
Alur 16
Alur 18a (ke cyclone)
Alur 18b
(dari cyclone) Alur 19
C3H5NO 1262,6263 6,3131 6,3131 1262,6263
H2O 320,1024 304,2752 15,8273
impuritis 1,5772 1,5772
Total 1584,3060
310,5883 6,3131
1280,0308 304,2752
BAB IV
NERACA PANAS
Hasil perhitungan neraca panas pada proses pembuatan akrilamida dari akrilonitril dan asam sulfat dengan kapasitas 10.000 ton/tahun adalah sebagai berikut
Basis perhitungan : 1 jam operasi Waktu kerja pertahun : 330 hari
Satuan operasi : kg/jam
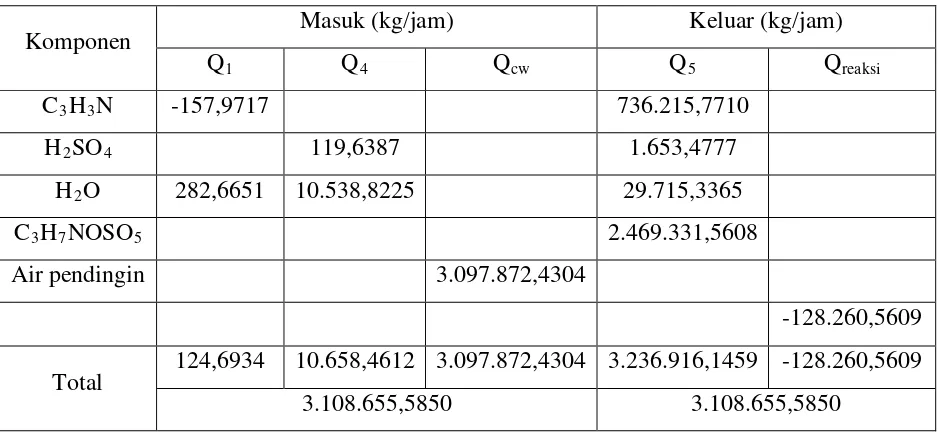
[image:41.595.113.582.341.559.2]4.1 Neraca Panas pada Reaktor (R-01)
Tabel 4.1 Neraca Panas pada Reaktor (R-01)
Komponen Masuk (kg/jam) Keluar (kg/jam)
Q1 Q4 Qcw Q5 Qreaksi
C3H3N -157,9717 736.215,7710
H2SO4 119,6387 1.653,4777
H2O 282,6651 10.538,8225 29.715,3365
C3H7NOSO5 2.469.331,5608
Air pendingin 3.097.872,4304
-128.260,5609
Total 124,6934 10.658,4612 3.097.872,4304 3.236.916,1459 -128.260,5609
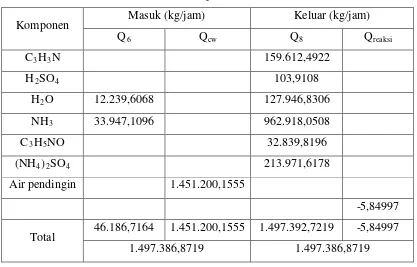
4.2 Neraca Panas pada Netralizer (R-03)
Tabel 4.2 Neraca Panas pada Netralizer (R-03)
Komponen Masuk (kg/jam) Keluar (kg/jam)
Q6 Qcw Q8 Qreaksi
C3H3N 159.612,4922
H2SO4 103,9108
H2O 12.239,6068 127.946,8306
NH3 33.947,1096 962.918,0508
C3H5NO 32.839,8196
(NH4)2SO4 213.971,6178
Air pendingin 1.451.200,1555
-5,84997
Total 46.186,7164 1.451.200,1555 1.497.392,7219 -5,84997
1.497.386,8719 1.497.386,8719
[image:42.595.111.528.119.386.2]4.3 Neraca Panas pada Washer (W-01)
Tabel 4.3 Neraca Panas pada Washer (W-01)
Komponen Masuk (kg/jam) Keluar (kg/jam)
Q10 Q11 Q12 Q13
C3H3N 3.192,2507 20,4013
H2SO4 103,9108 2,9328
H2O 14.011,3334 92.700,9087 7.476,4595 185.723,3005
NH3 19.258,3609 2.735,1673
(NH4)2SO4 213.971,6175 147.280,1206
Total 250.537,4733 92.700,9087 154.756,5801 188481,8019
4.4 Neraca Panas pada Rotary Dryer (RD-01)
Tabel 4.4 Neraca Panas pada Rotary Dryer (RD-01)
Komponen Masuk (kg/jam) Keluar (kg/jam)
Q12 Qudara Q14a Q14b Q15 ΔHvl
(NH4)2SO4 147.280,1206 1.348,5606 1.348,5606 269.712,1233
H2O 7.476,4595 2.135,9556 4.145,9759
udara panas 155.410,1004
34.172,6257
Total
154.756,5801 155.410,1004 3.484,52 1.348,5606
273.858,0992 34.172,6257
310.166,6805 2.135,9556
310.166,6805
4.5 Neraca Panas pada Heat Exchanger (HE-01)
Tabel 4.5 Neraca Panas pada Heat Exchanger (HE-01)
Komponen Masuk (kg/jam) Keluar (kg/jam)
Q9a Qcw Q9b
C3H3N 156420,2424 42521,1367
C3H5NO 32839,8196 194584,7411
H2O 113935,4968 28560,3508
NH3 943659,6898 59070,0518
Air pendingin -922118,9682
Total 1246855,2486 -922118,9682 324736,2804
4.6 Neraca Panas pada Crystalizer (CR-01)
Tabel 4.6 Neraca Panas pada Crystalizer (CR-01)
Komponen Masuk (kg/jam) Keluar (kg/jam)
Q9b Qcw Q16
C3H3N 42521,1367 -2,1333
C3H5NO 194584,7411 44993,0652
H2O 28560,3508 6663,5633
NH3 59070,0518 2827,7942
Air pendingin -270.253,9910
Total 324736,2804 -270.253,9910 54482,2894
54482,2894
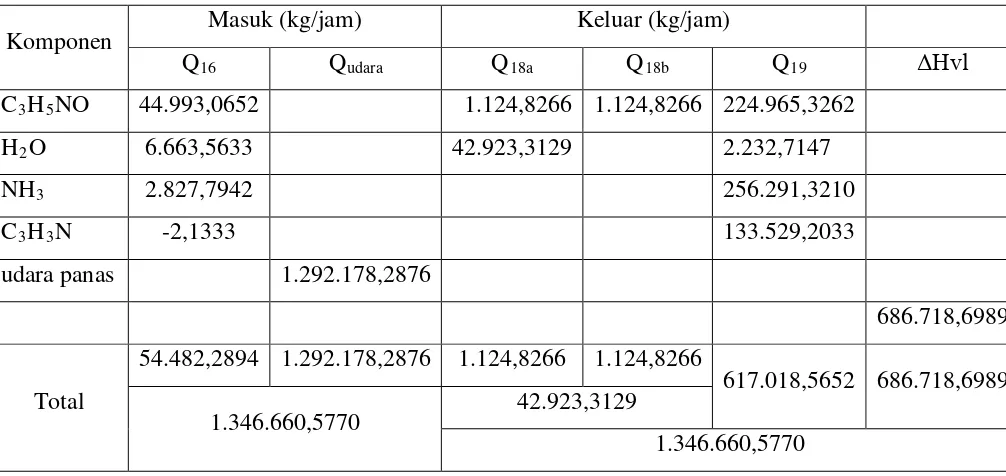
[image:44.595.83.586.398.636.2]4.7 Neraca Panas pada Rotary Dryer (RD-02)
Tabel 4.7 Neraca Panas pada Rotary Dryer (RD-02)
Komponen Masuk (kg/jam) Keluar (kg/jam)
Q16 Qudara Q18a Q18b Q19 ΔHvl
C3H5NO 44.993,0652 1.124,8266 1.124,8266 224.965,3262
H2O 6.663,5633 42.923,3129 2.232,7147
NH3 2.827,7942
256.291,3210
C3H3N -2,1333
133.529,2033
udara panas 1.292.178,2876
686.718,6989
Total
54.482,2894 1.292.178,2876 1.124,8266 1.124,8266
617.018,5652 686.718,6989
1.346.660,5770 42.923,3129
BAB V
SPESIFIKASI PERALATAN
5.1 Tangki Penyimpanan
Ada 3 buah tangki yang digunakan dalam pabrik akrilamida, yaitu :
1. T-01 : Menyimpan akrilonitril untuk kebutuhan 15 hari
Bahan konstruksi : Carbon Steel SA-285 Grade C
2. T-02 : Menyimpan asam sulfat untuk kebutuhan 15 hari
Bahan konstruksi : Alloy 20 CB 3
3. T-03 : Menyimpan amoniak untuk kebutuhan 15 hari Bahan konstruksi : Carbon Steel SA-285 Grade C
Bentuk : Silinder vertikal dengan alas dan tutup ellipsoidal
Jenis sambungan : Single welded butt joints
Jumlah : 1 unit
Tabel 5.1 Spesifikasi Tangki Penyimpanan
Tangki
Waktu simpan (hari)
Volume tangki
(m3
Diameter
)
tangki (m)
Tinggi tutup (m)
Tinggi tangki
(m)
Jumlah (unit)
(T – 01) 15 838,3194 8,7683 2,1921 15,3445 1
(T – 02) 15 593,4269 7,8145 1,9536 13,6754 1
(T – 03) 15 593,6963 7,8157 1,9539 13,6774 1
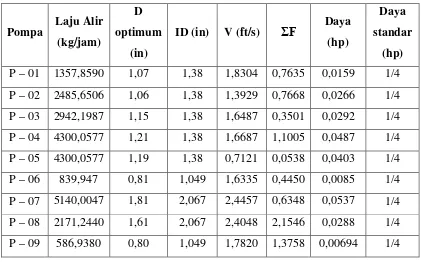
5.2 Pompa
Ada 9 buah pompa yang digunakan dalam pabrik akrilamida, yaitu : 1. P-01 : memompa fluida dari T-01 menuju R-02
2. P-02 : memompa fluida dari T-01 menuju R-01
6. P-06 : memompa fluida dari T-03 menuju R-04 7. P-07 : memompa fluida dari R-04 menuju CF-01
8. P-08 : memompa fluida dari CF-01 menuju HE-01
9. P-09 : memompa fluida dari CR-01 menuju R-04
[image:46.595.130.551.247.509.2]Jenis : Pompa sentrifugal Jumlah : 1 unit
Tabel 5.2 Spesifikasi Pompa Proses
Pompa Laju Alir (kg/jam)
D optimum
(in)
ID (in) V (ft/s) ΣF Daya (hp)
Daya standar
(hp)
P – 01 1357,8590 1,07 1,38 1,8304 0,7635 0,0159 1/4
P – 02 2485,6506 1,06 1,38 1,3929 0,7668 0,0266 1/4
P – 03 2942,1987 1,15 1,38 1,6487 0,3501 0,0292 1/4
P – 04 4300,0577 1,21 1,38 1,6687 1,1005 0,0487 1/4
P – 05 4300,0577 1,19 1,38 0,7121 0,0538 0,0403 1/4
P – 06 839,947 0,81 1,049 1,6335 0,4450 0,0085 1/4
P – 07 5140,0047 1,81 2,067 2,4457 0,6348 0,0537 1/4
P – 08 2171,2440 1,61 2,067 2,4048 2,1546 0,0288 1/4
P – 09 586,9380 0,80 1,049 1,7820 1,3758 0,00694 1/4
5.3 Reaktor
Ada 3 buah reaktor yang digunakan dalam pabrik akrilamida, yaitu : 1. R-01 : Tempat mereaksikan akrilonitril dengan asam sulfat yang telah
diencerkan
2. R-02 : Tempat mereaksikan akrilonitril dengan asam sulfat
(meningkatkan konversi reaksi)
3. R-03 : Untuk memisahkan akrilamid sulfat menjadi akrilamida dan amo-
Tabel 5.3 Spesifikasi Reaktor Reaktor Waktu tinggal (jam) Volume tangki (m3 Diameter ) tangki (m) Tinggi tutup (m) Tinggi tangki (m) Jumlah (unit)
(R – 01) 2,2662 9,1022 1,9146 0,4854 3,3978 1
(R – 02) 2,2662 9,1022 1,9146 0,4854 3,3978 1
(R – 03) 3 14,3880 2,2618 0,5654 3,9581 1
Tabel 5.4 Spesifikasi Pengaduk
Reaktor Diameter impeller (ft) Tinggi turbin (ft) Panjang blade (ft) Lebar blade (ft) Lebar baffle (ft) Daya motor (Hp)
(R – 01) 1,5925 1,5925 0,3981 0,3185 0,5308 0,3046
(R – 02) 1,5925 1,5925 0,3981 0,3185 0,5308 0,3046
(R – 03) 1,8551 1,8551 0,4638 0,3710 0,6184 0,7850
Reaktor menggunakan jaket pendingin.
Tabel 5.5 Spesifikasi Jaket Pendingin
Reaktor Diameter dalam (in) Diameter luar (in) Tebal jaket (in) Luas dilalui air pendingin (m2 Tebal jaket standar
) (in)
Jumlah (unit)
(R – 01) 90,6669 93,323 1,3281 0,2475 1 3/8 1
(R – 02) 82,3391 84,9764 1,3187 0,2235 1 3/8 1
5.4 Centrifuge
Fungsi : memisahkan akrilamid sulfat menjadi akrilamida dan ammonium sulfat Bahan : cabon steel SA-285 Grade C
Jenis : Knife-discharge bowl centrifuge Jumlah : 1unit
Diameter bowl : 68 in = 1,73 m R : 0,86 m
N : 900 rev/min
ω : 94,2 rad/s = 5652 rpm
Kecepatan partikel : R x ω = 0,86 m x 94,2 rad/s = 81,35 m/s
Fc = 3,0114 N P = 0,4128 Hp
5.5 Belt Conveyer
Ada 3 buah belt conveyer yang digunakan, antara lain: 1. BLC-01 : mengangkut cake ammonium sulfat menuju washer
2. BLC-02 : mengangkut amonim sulfat menuju silo
3. BLC-03 : mengangkut akrilamida menuju silo
Tipe : flat belt
Bahan Konstruksi : karet Spesifikasi belt conveyer
Dari Perry (1997) diperoleh: - Lebar (L1
- Kecepatan belt conveyer, v = 200 rpm
) = 14 in
- Tebal belt conveyer = 3 in
- Power tripper = 2 Hp
- Panjang belt conveyer, L = 10 m = 32,808 ft
- w = 0,5 lb/in
- Lo = 100
Tabel 5.6 Spesifikasi Belt Conveyer
Tangki
Kapasitas conveyer
(ton/jam)
Daya
conveyer
(Hp)
Total Daya
(Hp)
Jumlah (unit)
(BLC – 01) 3,5625 0,1640 2,1640 1
(BLC – 02) 3,5086 0,1617 2,1617 1
(BLC – 03) 1,5360 0,0777 2,0777 1
5.6 Elevator
Fungsi : mengangkut urea dari gudang bahan baku ke silo
Jenis : bucket elevator
Bahan Konstruksi : malleable cast iron
Jumlah : 1 unit
Spesifikasi: (Tabel 21-9, Perry, 1999)
Tinggi elevasi = 25 ft = 7,62 m
Ukuran bucket = 8 x 51/2 x 71/4 in Jarak antar bucket = 8 in
Kecepatan putaran = 28 rpm Daya yang digunakan 0,7106Hp
5.7 Washer
Fungsi : untuk mencuci ammonium sulfat dari zat-zat yang terikut Jenis : Continuous Rotary Drum Vacuum Filter
Jumlah : 1 unit
Luas filter = 436,1978 m
Diameter filter = 8,334 m
3
Tinggi filter = 16,668 m
Waktu tinggal = 90 s
5.8 Rotary Dryer
Ada 2 buah rotary dryer yang digunakan, antara lain: 1. RD-01 : untuk mengurangi kadar air amoium sulfat 2. RD-02 : untuk mengurangi kadar air akrilamida
Tabel 5.7 Rotary Dryer
Reaktor
Diameter dryer
(ft)
Panjang dryer
(ft)
Time off
passage
(s)
Power dryer (Hp)
Jumlah
flight Jumlah (unit)
(RD – 01) 0,3770 600,0949 1578,255 0,37700 1 1
(RD – 02) 1,0871 208,1125 1526,495 1,0871 3 1
5.9 Cyclon
Fungsi : Memisahkan udara dari ammonium sulfat yang terikut bersama udara Bahan konstruksi : Stainless steel
Jumlah : 1 buah
Untuk ukuran standar (Fig 17-36 Perry’s, 1999) Spesifikasi :
Dc = 3 ft Bc = 0,75 ft Hc = 1,5 ft Lc = 6 ft Sc = 0,375 ft Zc = 6 ft Jc = 0,75 ft
5.10 Heat Exchanger
Fungsi : Mendinginkan akrilamida sebelum masuk ke cristallyzer. Bahan : Stainless Steel type-302
Ukuran :
ID = 1,12 in Flow area/tube (a’t) = 0,985 in Surface/lin ft (a”t) = 0,3271 ft
2 2
Panjang (L) = 10 ft
Jumlah Tube (Nt) = 100,04
Spesifikasi shell :
ID shell = 37 in
A = 327,2366 ft2
1) Fluida panas (shell)
Flow Area = 1,90139 ft
Mass Velocity = 2334,5966 lb/hr.ft
2
2) Fluida dingin, cooling water (tube)
2
Flow Area = 0,985 in2
Mass Velocity = 71097,54 lb/hr.ft Pressure Drop:
2
Fluida panas = 4,48 x 10-6 Fluida dingin = 0,226 psi
psi
5.11 Crystallizer
Bahan konstruksi : Carbon Steel SA-285 Grade C
Bentuk : Silinder vertikal dengan alas datar dan tutup ellipsoidal Jenis sambungan : Single welded butt joints
Jumlah : 1 unit
Ukuran saluran pipa :
Diameter (D) = 3,048 m
Tinggi = 7,925 m
Volume saluran pipa = 57,79 m
Scraped Blade
Kapasitas bowl = 8 m
Laju volume scraped = 36 m
Jaket pendingin
Jarak jaket = 5 in
Tebal dinding jaket = 1,3578 in
Diameter dalam jaket = 115,7585 in
Diameter luar jaket = 118,4742 in
5.12 Screw Conveyor
Ada 2 buah screw conveyer yang digunakan, antara lain:
1. SC-01 : mengangkut ammonium sulfat dari washer menuju rotary dryer 2. SC-02 : mengangkut akrilamida dari crystallizer menuju rotary dryer Jenis : horizontal screw conveyor
Bahan konstruksi : Baja karbon
Jumlah : 1unit
Tabel 5.8 Spesifikasi Screw Conveyer
Screw
Conveyer
Bahan masuk (lb/jam)
Panjang conveyer
(ft)
Laju volumetrik
(ft3
Daya
conveyer
/s) (Hp)
Daya standar
(Hp)
Jumlah (unit)
(SC – 01) 6479,283 39,37 0,3718 0,0355 0,25 1
(SC – 02) 1584,306 39,37 0,8020 0,0765 0,25 1
5.13 Blower
Fungsi : memompa udara ke heater
Jenis : blower sentrifugal
Jumlah : 1 unit
Bahan Konstruksi : carbon steel
Daya blower : 0,0272 Hp
5.14 Air Heater
Fungsi : Memanaskan udara sebelum masuk ke rotary dryer
Ukuran :
A =132,6482 ft
ID = 1,12 in
2
Flow area/tube (a’t) = 0,985 in Surface/lin ft (a”t) = 0,3271 ft
2 2
Panjang (L) = 10 ft
Jumlah Tube (Nt) = 40,55
Spesifikasi shell :
ID shell = 37 in
A = 132,6482 ft2
1) Fluida panas (shell)
Flow Area = 1,90139 ft
Mass Velocity = 1613,5567 lb/hr.ft
2
2) Fluida dingin, cooling water (tube)
2
Flow Area = 0,985 in2
Mass Velocity = 16376,88 lb/hr.ft Pressure Drop:
2
Fluida panas = 1,63 x 10-6 Fluida dingin = 11,18 psi
BAB VI
INSTRUMENTASI DAN KESELAMATAN KERJA
6.1 Instrumentasi
Instrumentasi adalah peralatan yang dipakai di dalam suatu proses kontrol
untuk mengatur jalannya suatu proses agar diperoleh hasil sesuai dengan yang diharapkan. Dalam suatu pabrik kimia, pemakaian instrumen merupakan suatu hal yang sangat penting karena dengan adanya rangkaian instrumen tersebut maka operasi semua peralatan yang ada di dalam pabrik dapat dimonitor dan dikontrol dengan cermat, mudah dan efisien. Alat-alat instrumentasi dipasang pada setiap peralatan proses dengan tujuan agar sarjana teknik dapat memantau dan mengontrol kondisi di lapangan. Dengan adanya instrumentasi ini pula, para sarjana teknik dapat segera melakukan tindakan apabila terjadi kejanggalan dalam proses. Namun pada dasarnya, tujuan pengendalian tersebut adalah agar kondisi proses di pabrik mencapai tingkat kesalahan (error) yang paling minimum sehingga produk dapat dihasilkan secara optimal (Considine, 1985).
Fungsi instrumentasi adalah sebagai pengontrol (controler), penunjuk (indicator), pencatat (recorder), dan pemberi tanda bahaya (alarm). Instrumentasi bekerja dengan tenaga mekanik atau tenaga listrik dan pengontrolannya dapat dilakukan secara manual atau otomatis. Penggunaan instrumen pada suatu peralatan proses tergantung pada pertimbangan ekonomi dan sistem peralatan itu sendiri. Pada pemakaian alat-alat instrumen juga harus ditentukan apakah alat-alat tersebut dipasang diatas papan instrumen dekat peralatan proses (kontrol manual) atau disatukan dalam suatu ruang kontrol yang dihubungkan dengan bangsal peralatan (kontrol otomatis) (Peters et al., 2004).
Pada dasarnya sistem pengendalian terdiri dari:
1. Sensing Element / Elemen Perasa (Primary Element)
Elemen yang merasakan (menunjukkan) adanya perubahan dari harga variabel
yang diukur.
2. Elemen pengukur (measuring element)
3. Elemen pengontrol (controlling element)
Elemen pengontrol yang menerima sinyal kemudian akan segera mengatur perubahan-perubahan proses tersebut sama dengan nilai yang diinginkan.
4. Elemen pengontrol akhir (final control element)
Elemen ini merupakan elemen yang akan mengubah masukan yang keluar dari elemen pengontrol ke dalam proses sehingga variabel yang diukur tetap berada dalam batas yang diinginkan dan merupakan hasil yang dikehendaki.
(Considine,1985)
Faktor-faktor yang perlu diperhatikan dalam instrumen-instrumen adalah:
1. Range yang diperlukan untuk pengukuran
2. Level instrumentasi
3. Ketelitian yang dibutuhkan
4. Bahan konstruksinya
5. Pengaruh pemasangan instrumentasi pada kondisi proses (Peters et al.,2004)
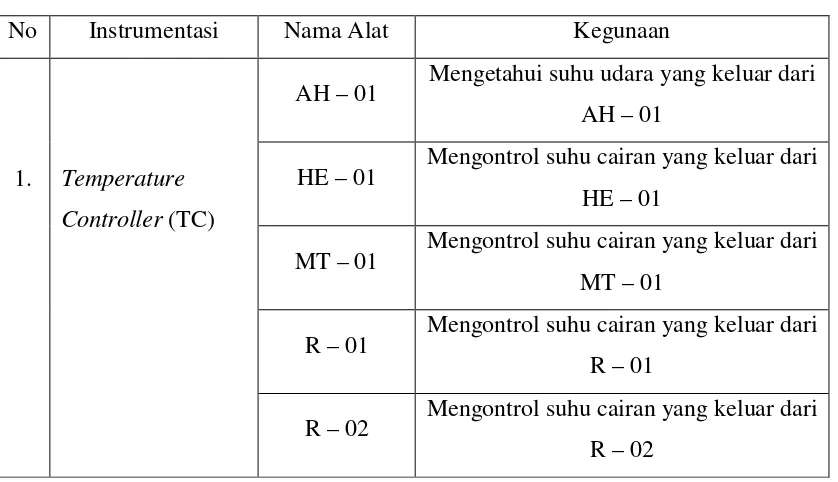
[image:55.595.110.529.509.750.2]Instrumentasi yang digunakan dalam pabrik akrilamida ini disajikan dalam tabel 6.1 berikut ini:
Tabel 6.1 Daftar Penggunanan Instrumentasi pada Pra Rancangan Pabrik
Akrilamida
No Instrumentasi Nama Alat Kegunaan
1. Temperature
Controller (TC)
AH – 01 Mengetahui suhu udara yang keluar dari AH – 01
HE – 01 Mengontrol suhu cairan yang keluar dari HE – 01
MT – 01 Mengontrol suhu cairan yang keluar dari MT – 01
R – 01 Mengontrol suhu cairan yang keluar dari R – 01
R – 03 Mengontrol suhu cairan yang keluar dari R – 03
T – 03 Mengontrol suhu cairan yang keluar dari T – 03
2. Flow Controller
(FC)
Cooling
Tower Mengotrol aliran masuk ke Washer
Water
Process Mengotrol aliran masuk ke R – 01
P – 01 Mengotrol aliran masuk ke R – 02 dari
T – 01
P – 02 Mengotrol aliran masuk ke R – 01 dari
T – 02
P – 03 Mengotrol aliran masuk ke R – 02 dari
R – 01
P – 04 Mengotrol aliran masuk ke R – 03 dari
R – 02
P – 05 Mengotrol aliran masuk ke R – 04 dari
R – 03
P – 06 Mengotrol aliran masuk ke R – 04 dari
T – 03
P – 07 Mengotrol aliran masuk ke CF – 01 dari R – 04
P – 08 Mengotrol aliran masuk ke CR – 01 dari CF – 01
P – 09 Mengotrol aliran masuk ke R – 04 dari
CR – 01
3. Level Controller
(LC)
T – 01 Mengontrol level dalam T – 01
T – 02 Mengontrol level dalam T – 02
MT – 01 Mengontrol level dalam R – 01
R – 01 Mengontrol level dalam R – 02
R – 03 Mengontrol level dalam R – 04
T – 03 Mengontrol level dalam T – 03
CF – 01 Mengontrol level dalam CF – 01
6.2 Keselamatan Kerja Pada Pabrik Akrilamida
Keselamatan kerja merupakan bagian dari kelangsungan produksi pabrik, oleh karena itu aspek ini harus diperhatikan secara serius dan terpadu. Untuk maksud tersebut perlu diperhatikan cara pengendalian keselamatan kerja dan keamanan pabrik pada saat perancangan dan saat pabrik beroperasi. Dalam rancangan pabrik akrilamida, usaha-usaha pencegahan terhadap bahaya-bahaya yang mungkin terjadi dilakukan sebagai berikut :
6.2.1 Pencegahan Terhadap Kebakaran dan Peledakan
Proses produksi akrilamida menggunakan reaktor yang beroperasi pada tekanan 1 atm dan suhu 90°C. Bahaya yang kemungkinan timbul adalah kebakaran atau peledakan yang berasal dari reaktor. Selain itu unit penghasil uap
(boiler) juga dapat menciptakan hal yang serupa apabila pengendalian tidak
berjalan optimal.
Dari uraian di atas maka perlu dilakukan upaya pencegahan dan penanganan terhadap kebakaran dan ledakan sebagai berikut :
1. Untuk mengetahui adanya bahaya kebakaran maka sistem alarm dipasang
pada tempat yang strategis dan penting seperti laboratorium dan ruang proses. 2. Pada peralatan pabrik yang berupa tangki dibuat main hole dan hand hole
yang cukup untuk pemeriksaan.
3. Sistem perlengkapan energi seperti pipa bahan bakar, saluran udara, saluran
steam, dan air dibedakan warnanya dan letaknya tidak menggangu gerakan
karyawan.
4. Mobil pemadam kebakaran yang ditempatkan di fire station setiap saat dalam keadaan siaga.
5. Penyediaan racun api yang selalu siap dengan pompa hydran untuk jarak tertentu.
1. Detektor Kebakaran, merupakan alat yang berfungsi untuk mendeteksi secara dini adanya suatu kebakaran awal. Alat ini terbagi atas:
a. Smoke detector adalah detektor yang bekerja berdasarkan terjadinya
akumulasi asap dalam jumlah tertentu.
b. Gas detector adalah detektor yang bekerja berdasarkan kenaikan
konsentrasi gas yang timbul akibat kebakaran ataupun gas-gas lain yang mudah terbakar.
c. Alarm kebakaran, merupakan komponen dari sistem deteksi dan alarm kebakaran yang memberikan isyarat adanya suatu kebakaran. Alarm ini berupa:
1) Alarm kebakaran yang memberi tanda atau isyarat berupa bunyi
khusus (audible alarm).
2) Alarm kebakaran yang memberi tanda atau isyarat yang tertangkap oleh pandangan mata secara jelas (visible alarm).
2. Panel Indikator Kebakaran
Panel indikator kebakaran adalah suatu komponen dari sistem deteksi dan alarm kebakaran yang berfungsi mengendalikan sistem dan terletak di ruang operator.
6.2.2 Peralatan Perlindungan Diri
Upaya peningkatan keselamatan kerja bagi karyawan pada pabrik ini adalah dengan menyediakan fasilitas sesuai bidang kerjanya. Dalam melaksanakan tugasnya bagian keselamatan kerja dibantu alat-alat keselamatan antara lain:
1. Pelindung Kepala
Digunakan oleh setiap orang yang memasuki area proyek. Warna helm dibedakan menurut area kerja, yaitu:
Hijau : Bagian Proses, Utilitas, Unit Pembangkit Listrik &
Instrumentasi, dan Pemeliharaan Pabrik
Biru : Bagian Gudang/Logistik
Kuning : Bagian kebersihan
2.Pelindung Mata
Alat ini digunakan untuk pekerja yang pekerjaannya berhubungan dengan pemijaran. Macam-macam pelindung mata :
a. Kacamata bening : Kepala regu, ketua seksi, pimpinan dan tamu
b. Kacamata las : bagian pemeliharaan mesin
c. Kacamata gerinda : bagian pemeliharaan mesin
3. Pelindung badan
a. Jaket karet : bagian bengkel listrik dan mesin
b. Jaket hujan : digunakan untuk semua bagian
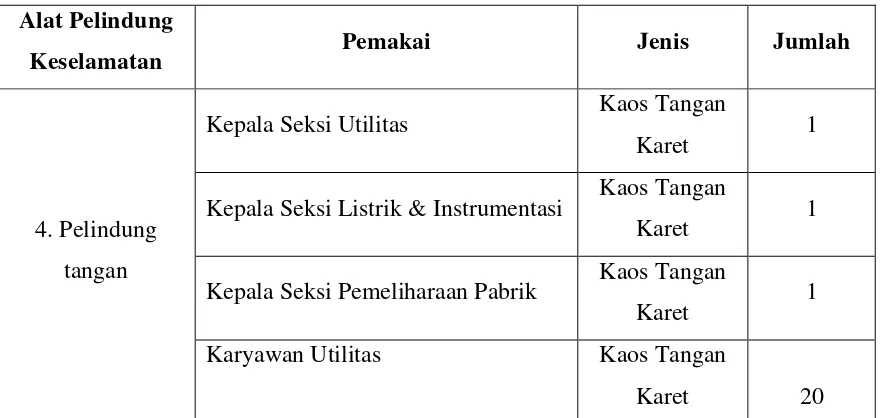
4. Pelindung tangan
a. Kaos tangan karet : bagian bengkel listrik, pengolahan air
b. Kaos tangan kulit : bagian bengkel mesin
5. Pelindung kaki
Macam-macam pelindung kaki:
a. Sepatu tahan api (dengan sol mengandung unsur carbon) untuk
bagian proses.
b. Sepatu karet pada bagian bengkel listrik
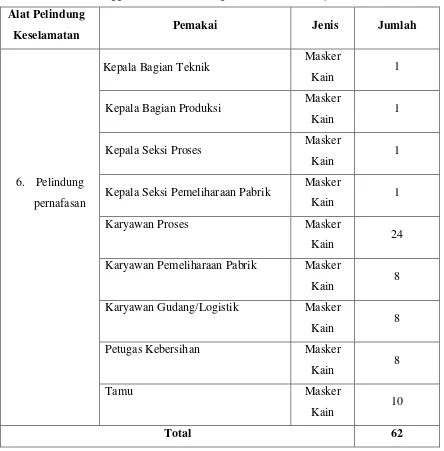
6. Pelindung pernafasan
Masker kain pada bagian pemeliharaan dan produksi
7. Pelindung telinga
Ear muff (untuk pekerja pada alat bersuara berat) yaitu pada bagian
kompresor dan genset
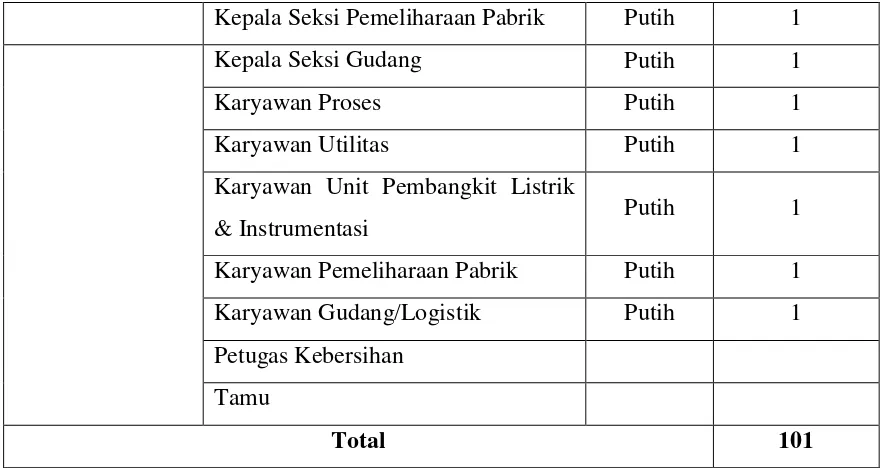
Tabel 6.2 Penggunaan Alat Pelindung Diri
Alat Pelindung Keselamatan
Pemakai Jenis Jumlah
1.Pelindung Kepala
Kepala Bagian Teknik Putih 1
Kepala Bagian Produksi Putih 1
Kepala Seksi Proses Putih 1
Kepala Seksi Utilitas Putih 1
Kepala Seksi Pemeliharaan Pabrik Putih 1
Kepala Seksi Gudang Putih 1
Karyawan Proses Putih 1
Karyawan Utilitas Putih 1
Karyawan Unit Pembangkit Listrik
& Instrumentasi Putih 1
Karyawan Pemeliharaan Pabrik Putih 1
Karyawan Gudang/Logistik Putih 1
Petugas Kebersihan
Tamu
[image:60.595.118.562.84.318.2]Total 101
Tabel 6.2 Penggunaan Alat Pelindung Diri ...(Lanjutan)
Alat Pelindung
Keselamatan Pemakai Jenis Jumlah
2. Pelindung Mata
Manager Teknik&Produksi Kacamata
Bening 1
Kepala Bagian Teknik Kacamata
Bening 1
Kepala Seksi Listrik & Instrumentasi Kacamata
Bening 1
Kepala Seksi Pemeliharaan Pabrik Kacamata
Bening