PRA RANCANGAN PABRIK AMONIUM SULFAT DARI AMONIA DAN ASAM SULFAT KAPASITAS TON/TAHUN PERANCANGAN PABRIK
Teks penuh
Gambar

Dokumen terkait
Dengan membandingkan kedua proses tersedia, maka proses yang lebih efektif untuk diterapkan dalam pembuatan asam fenil asetat adalah dari reaksi benzil sianida dan
Hasil analisa ekonomi pabrik pembuatan pembuatan pupuk amonium sulfat dari gypsum sintetik hasil pengolahan unit flue gas desulfurization pltu adalah sebagai berikut :.. •
Reaksi terjadi di dalam reaktor dengan suhu 70 0 C pada tekanan 1 atm, dimana magnesium oksida akan bereaksi dengan asam sulfat sehingga menghasilkan magnesium
Pembuatan amonium nitrat merupakan proses netralisasi yang merupakan reaksi antara asam nitrat dan amonia, membentuk amonium nitrat dengan Proses Uhde.. Reaksi netralisasi
Pada proses ini dilakukan dengan cara mereaksikan larutan amonium sulfat dan sodium klorida dalam reaktor berpengaduk yang dijaga suhunya pada 100 o C, dan pada tekanan
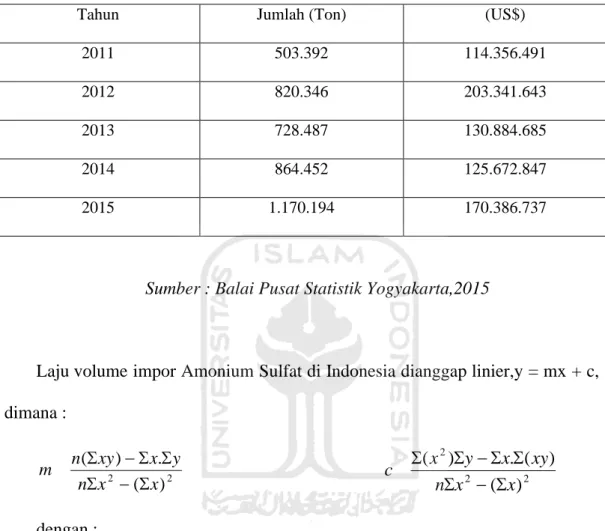
Ammonium Sulfat NH42SO4 atau biasa disebut Pupuk ZA dibuat dari Ammonium Hidroksida NH4OH 21806,99 kg/jam dan Asam Sulfat H2SO4 sebanyak 62855,42 kg/jam direaksikan didalam Reaktor
Menurut Zosen 1983, pada tahap reaksi amonium karbonat yang dihasilkan akan direaksikan dengan gipsum yang merupakan hasil samping dari proses pembuatan asam fosfat untuk menghasilkan
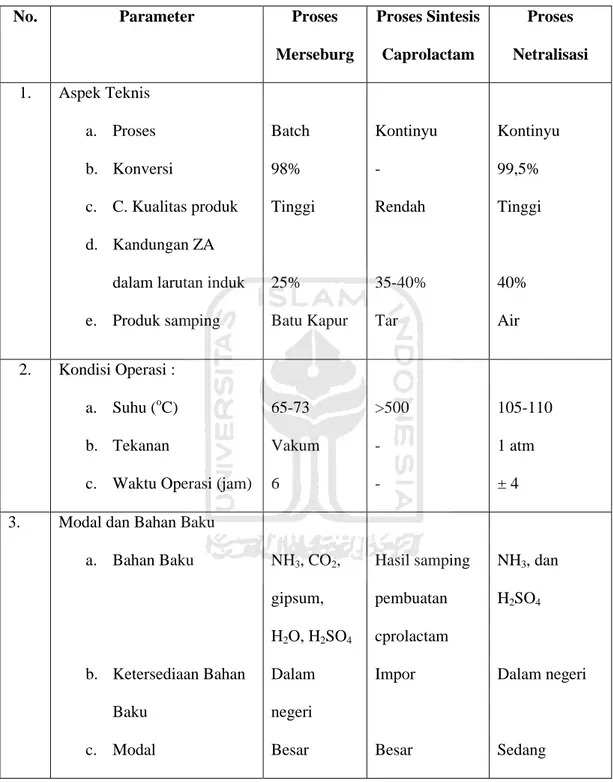
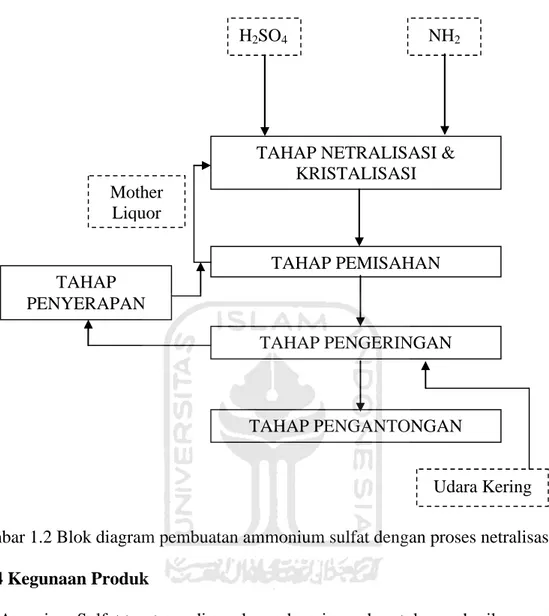
Dokumen ini berisi tentang Pabrik Pupuk ZA yang dibuat dari amonia dan asam sulfat dengan proses
