Informasi Dokumen
- Penulis:
- Fransiscus
- Pengajar:
- Bpk. Ir. Wahyudi Hariyanto
- Sekolah: Sekolah Tinggi Manajemen Informatika dan Teknik Komputer
- Mata Pelajaran: S1 Sistem Komputer
- Topik: Program PLC Mesin HGF Pada Pabrik Gula Tjoekir
- Tipe: kerja praktek
- Tahun: 2014
- Kota: Surabaya
Ringkasan Dokumen
I. PENDAHULUAN
Bagian ini menjelaskan pentingnya kerja praktek bagi mahasiswa, yang bertujuan untuk mempersiapkan mereka memasuki dunia kerja. Ditekankan bahwa kerja praktek tidak hanya memberikan pengalaman, tetapi juga melibatkan kolaborasi antara perguruan tinggi dan industri. Penulis memilih PT. Widya Cipta Tehnik sebagai tempat kerja praktek, yang berfokus pada pengadaan dan perawatan mesin industri, terutama dalam proyek PLC untuk pabrik gula.
1.1 Latar Belakang
Latar belakang menjelaskan kebutuhan mahasiswa untuk memiliki keahlian praktis sebelum terjun ke dunia kerja. Kerja praktek diharapkan memberikan wawasan dan pengalaman langsung dalam industri, khususnya dalam bidang PLC. Penulis menyoroti pentingnya pengalaman praktis dalam mempersiapkan mahasiswa untuk tantangan di dunia kerja.
1.2 Rumusan Masalah
Rumusan masalah dibentuk berdasarkan latar belakang yang dihadapi. Dua pertanyaan utama yang diajukan adalah bagaimana proses program pada mesin high grade fugal dan prinsip kerja mesin tersebut di pabrik gula. Ini menunjukkan fokus penelitian pada aspek teknis dari mesin yang digunakan dalam produksi gula.
1.3 Batasan Masalah
Batasan masalah ditetapkan untuk memperjelas fokus laporan. Penulis membatasi pembahasan hanya pada mesin high grade fugal yang ditangani oleh PT. Widya Cipta Tehnik, mengingat kompleksitas banyaknya mesin yang menggunakan PLC di pabrik gula. Ini membantu menjaga konsentrasi analisis pada satu mesin spesifik.
1.4 Tujuan Kerja Praktek
Tujuan kerja praktek adalah untuk memberikan pengalaman praktis kepada mahasiswa dalam bidang PLC, serta menerapkan teori yang didapat di bangku kuliah. Tujuan lainnya termasuk memahami penerapan pengetahuan di lapangan, melihat kondisi kerja nyata, dan mengatasi masalah di lapangan, yang semuanya penting untuk pengembangan keterampilan profesional.
1.5 Waktu dan Lama Kerja Praktek
Kerja praktek dilaksanakan selama 5 minggu, dari tanggal 1 Agustus hingga 31 Agustus 2014. Ini memberikan waktu yang cukup bagi mahasiswa untuk terlibat dalam berbagai proyek dan mendapatkan pengalaman yang berharga di PT. Widya Cipta Tehnik.
1.6 Ruang Lingkup Kerja Praktek
Ruang lingkup kerja praktek mencakup pengamatan alur kerja di PT. Widya Cipta Tehnik, serta pembuatan program yang akan diimplementasikan pada mesin high grade fugal. Ini menekankan pentingnya pengamatan dan pemahaman mendalam tentang proses kerja di pabrik gula.
1.7 Metodologi
Metodologi yang digunakan mencakup observasi, wawancara, dan studi literatur. Penulis melakukan pengamatan langsung di lapangan, berbicara dengan ahli PLC, dan membaca referensi yang relevan untuk memahami proyek yang dikerjakan. Pendekatan ini membantu penulis mengumpulkan informasi yang diperlukan untuk laporan.
1.8 Sistematika Penulisan
Sistematika penulisan laporan dibagi menjadi beberapa bab, dimulai dari pendahuluan, gambaran umum perusahaan, landasan teori, deskripsi sistem, hingga penutup. Struktur ini dirancang untuk memberikan alur logis dan memudahkan pembaca dalam memahami isi laporan.
II. GAMBARAN UMUM PERUSAHAAN
Bagian ini memberikan gambaran menyeluruh tentang PT. Widya Cipta Tehnik, termasuk sejarah perusahaan, visi, misi, dan struktur organisasi. Ditekankan bahwa perusahaan berkomitmen untuk memberikan layanan dan teknologi terbaik dalam bidang mechanical-electrical engineering. Informasi ini penting untuk memahami latar belakang dan konteks perusahaan di mana kerja praktek dilakukan.
2.1 Sejarah Singkat Perusahaan
Sejarah singkat perusahaan menjelaskan perkembangan PT. Widya Cipta Tehnik dari awal berdirinya hingga saat ini. Ditekankan pentingnya profesionalisme dan hubungan baik dengan pelanggan sebagai kunci keberhasilan perusahaan. Penjelasan ini memberikan konteks sejarah yang relevan bagi pembaca.
2.2 Visi
Visi perusahaan adalah untuk menjadi yang terbaik dalam layanan dan teknologi di pasar yang dilayani. Visi ini menunjukkan ambisi perusahaan untuk mencapai keunggulan kompetitif melalui inovasi dan pelayanan yang berkualitas.
2.3 Misi
Misi perusahaan berfokus pada komitmen untuk menghasilkan produk dan layanan yang berkualitas tinggi, serta membangun hubungan yang baik dengan semua pemangku kepentingan. Misi ini mencerminkan nilai-nilai perusahaan dalam menjalankan operasional sehari-hari.
2.4 Tujuan
Tujuan perusahaan adalah untuk tetap dipercaya oleh klien dalam bidang mechanical-electrical engineering dan kontraktor. Ini menunjukkan fokus perusahaan pada kepuasan pelanggan dan kualitas layanan yang diberikan.
2.5 Makna Lambang
Makna lambang perusahaan mencerminkan identitas dan nilai-nilai yang dijunjung tinggi oleh PT. Widya Cipta Tehnik. Lambang ini menjadi simbol komitmen perusahaan terhadap kualitas dan inovasi dalam setiap proyek yang dikerjakan.
2.6 Pengertian Lambang
Pengertian lambang menjelaskan elemen-elemen yang terdapat dalam lambang perusahaan dan makna di baliknya. Ini memberikan pemahaman yang lebih dalam tentang bagaimana perusahaan ingin dipersepsikan oleh publik.
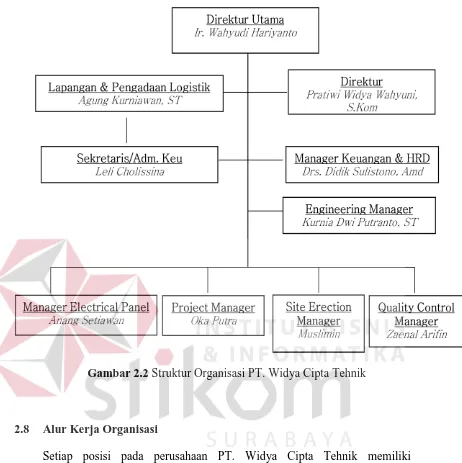
2.7 Struktur Organisasi
Struktur organisasi perusahaan menggambarkan pembagian tugas dan tanggung jawab dalam menjalankan operasional. Ini penting untuk memahami bagaimana perusahaan berfungsi dan siapa yang bertanggung jawab atas berbagai aspek proyek.
2.8 Alur Kerja Organisasi
Alur kerja organisasi menggambarkan proses dari awal hingga akhir pengerjaan proyek. Ini mencakup langkah-langkah dari penerimaan tender hingga pelaksanaan proyek, yang memberikan gambaran jelas tentang prosedur kerja di perusahaan.
2.9 Denah Lokasi
Denah lokasi perusahaan memberikan informasi visual tentang lokasi PT. Widya Cipta Tehnik. Ini membantu pembaca memahami posisi geografis perusahaan dan aksesibilitasnya.
2.10 Pengalaman Kerja
Pengalaman kerja PT. Widya Cipta Tehnik dalam menangani berbagai proyek selama periode tertentu menunjukkan kredibilitas dan pengalaman perusahaan di bidangnya. Ini menambah nilai bagi pembaca untuk memahami kemampuan perusahaan dalam menyelesaikan proyek.
III. LANDASAN TEORI
Bagian ini membahas teori-teori yang mendasari pemrograman PLC dan komponen-komponennya. Penjelasan tentang PLC, bahasa pemrograman, dan sensor proximity menjadi fokus utama, memberikan dasar yang kuat bagi pemahaman tentang sistem yang digunakan dalam proyek.
3.1 Programmable Logic Controller (PLC)
PLC adalah perangkat elektronik yang digunakan untuk mengontrol proses industri. Penjelasan ini mencakup definisi, fungsi, dan aplikasi PLC dalam berbagai industri, serta bagaimana PLC menggantikan sistem kontrol tradisional yang lebih rumit.
3.1.1 Pengertian PLC
Pengertian PLC menjelaskan bahwa PLC adalah sistem yang beroperasi secara digital dan dirancang untuk penggunaan industri. Ini menekankan kemampuan PLC dalam memproses instruksi untuk mengontrol mesin dan proses secara efisien.
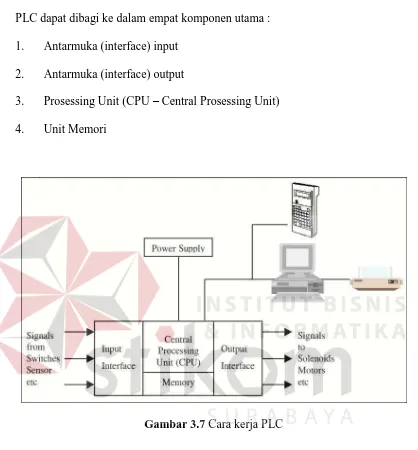
3.1.2 Bagian-bagian PLC
Bagian-bagian PLC mencakup CPU, modul input dan output, programmer, dan power supply. Penjelasan ini memberikan wawasan tentang komponen utama yang membentuk sistem PLC dan bagaimana masing-masing bagian berfungsi dalam keseluruhan sistem.
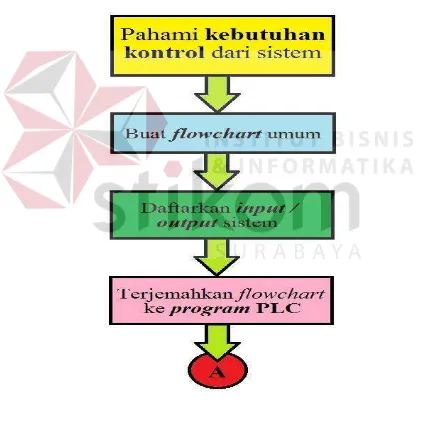
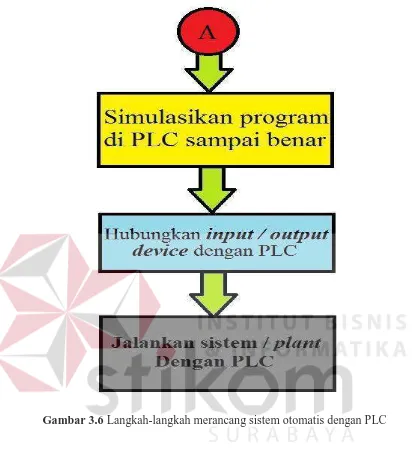
3.1.3 Dasar-Dasar Pemrograman PLC
Dasar-dasar pemrograman PLC mencakup langkah-langkah dalam merancang program PLC. Ini penting untuk memahami bagaimana program dibuat dan diimplementasikan dalam sistem kontrol yang lebih besar.
3.1.4 Cara Kerja Program PLC
Cara kerja program PLC menjelaskan proses yang dilakukan PLC dalam memproses input dan menghasilkan output. Ini memberikan gambaran tentang bagaimana PLC beroperasi dalam konteks kontrol industri.
3.2 Bahasa Pemrograman PLC
Bahasa pemrograman PLC mencakup berbagai metode pemrograman, dengan fokus pada ladder diagram sebagai yang paling populer. Penjelasan ini membantu pembaca memahami cara menulis program untuk PLC.
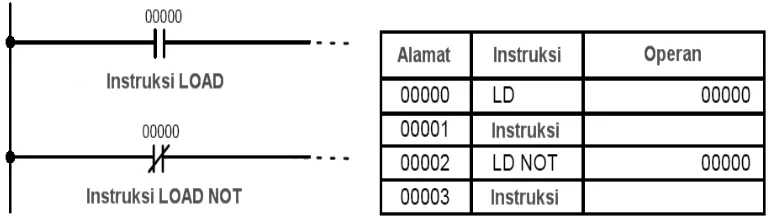
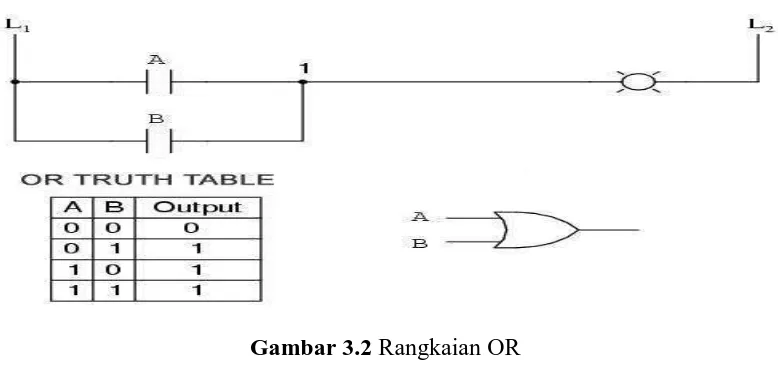
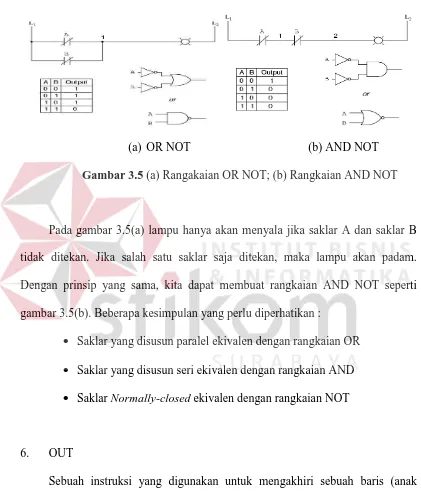
3.2.1 Ladder Diagram
Ladder diagram adalah metode pemrograman yang mirip dengan diagram rangkaian listrik. Penjelasan ini mencakup cara membaca dan menulis ladder diagram, serta contoh penggunaannya dalam pemrograman PLC.
3.3 Sensor Proximity
Sensor proximity adalah perangkat yang digunakan untuk mendeteksi keberadaan objek. Penjelasan ini mencakup berbagai jenis sensor dan prinsip kerja yang mendasari penggunaannya dalam sistem otomatisasi.
3.3.1 Pengertian Sensor Proximity
Pengertian sensor proximity menjelaskan fungsi utama sensor dalam mendeteksi objek. Ini penting dalam konteks otomatisasi industri dan aplikasi robotika.
3.3.2 Prinsip Kerja
Prinsip kerja sensor proximity didasarkan pada pantulan cahaya dan deteksi resistansi. Penjelasan ini memberikan wawasan tentang bagaimana sensor berfungsi dalam aplikasi praktis.
3.4 Elektropneumatic
Elektropneumatic menggabungkan energi listrik dan pneumatik untuk menggerakkan aktuator. Penjelasan ini mencakup bagaimana PLC mengontrol aliran udara dan listrik dalam sistem pneumatik.
3.5 Solenoid
Solenoid adalah perangkat yang mengubah energi listrik menjadi energi mekanik. Penjelasan ini mencakup prinsip kerja solenoid dan aplikasinya dalam sistem otomatisasi.
3.6 Kompresor
Kompresor adalah alat yang memberikan energi kepada gas. Penjelasan ini mencakup jenis-jenis kompresor dan prinsip kerjanya, serta aplikasinya dalam industri.
3.6.1 Karakteristik
Karakteristik kompresor high grade fugal mencakup efisiensi dan kapasitas. Penjelasan ini penting untuk memahami bagaimana kompresor beroperasi dalam konteks produksi gula.
IV. PEMBAHASAN
Bagian ini membahas secara rinci tentang mesin high grade fugal, termasuk spesifikasi, cara kerja, dan diagram alir proses. Ini memberikan pemahaman yang mendalam tentang bagaimana mesin berfungsi dalam proses produksi gula.
4.1 Putaran High Grade Fugal
Putaran high grade fugal adalah proses yang menggunakan gaya sentrifugal untuk memisahkan kristal gula dari stroop. Penjelasan ini mencakup mekanisme kerja mesin dan bagaimana gaya sentrifugal diterapkan dalam proses produksi.
4.2 Spesifikasi Puteran High Grade Fugal
Spesifikasi puteran high grade fugal mencakup detail teknis tentang mesin, termasuk kapasitas dan kecepatan operasional. Penjelasan ini penting untuk memahami kemampuan mesin dalam proses produksi.
4.3 Bagian dari High Grade Fugal
Bagian-bagian dari high grade fugal mencakup komponen utama yang berfungsi dalam proses pemisahan. Penjelasan ini memberikan wawasan tentang desain dan fungsi masing-masing bagian dalam mesin.
4.4 Cara Kerja High Grade Fugal
Cara kerja high grade fugal menjelaskan langkah-langkah dalam proses pemisahan gula. Ini mencakup interaksi antara komponen mesin dan bagaimana proses berlangsung secara keseluruhan.
4.5 Diagram Alir (Flowchart)
Diagram alir memberikan gambaran visual tentang proses yang terjadi dalam mesin high grade fugal. Ini membantu pembaca memahami urutan langkah dalam proses produksi gula.
4.6 Allocation List (Input/Output)
Allocation list mencakup daftar input dan output yang digunakan dalam sistem PLC. Penjelasan ini penting untuk memahami bagaimana data diproses dan dikendalikan dalam mesin.
4.7 Konversi dari Flowchart menjadi program PLC
Konversi dari flowchart menjadi program PLC menjelaskan proses pembuatan program berdasarkan diagram alir. Ini membantu memahami langkah-langkah dalam pemrograman PLC untuk mesin high grade fugal.
V. PENUTUP
Bagian penutup menyajikan kesimpulan dari laporan kerja praktek dan memberikan saran untuk pengembangan sistem di masa depan. Ini merangkum temuan utama dan memberikan panduan untuk langkah-langkah selanjutnya.
5.1 Kesimpulan
Kesimpulan merangkum hasil kerja praktek dan pengalaman yang diperoleh selama proses. Ini menekankan pentingnya pemahaman teori dan praktik dalam bidang PLC serta kontribusi yang diberikan kepada perusahaan.
5.2 Saran
Saran mencakup rekomendasi untuk pengembangan sistem di masa depan, termasuk peningkatan efisiensi dan penggunaan teknologi terbaru. Ini menunjukkan komitmen untuk terus berinovasi dan meningkatkan proses produksi.
Referensi Dokumen
- Teori, Pemrograman dan aplikasi dalam otomasi sistem ( Wicaksono, handy )
- Pengantar Pemrograman Logic Control ( Bolton, William )
- Teknik Instrumentasi & Sistem ( Bolton, William )
- Programmable Logic Controller (PLC) dan teknik Perancangan Sistem Kontrol ( Setiawan, Iwan )