PERENCANAAN KAPASITAS PRODUKSI MENGGUNAKAN
METODE LINEAR GOAL PROGRAMMING
DI PT TOBA SURIMI INDUSTRIES
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari Syarat-syarat
Memperoleh Gelar Sarjana Teknik
Oleh
RUTH ELFINA SARI TARIGAN
050403030
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
M E D A N
KATA PENGANTAR
Segala puji dan syukur penulis panjatkan kehadiran Tuhan Yang Maha Esa
yang telah memberikan kasih dan setia-Nya kepada penulis sehingga penulis dapat
menyelesaikan Tugas Sarjana ini yang berjudul “Perencanaan Kapasitas Produksi
Menggunakan Metode Linier Goal Programming di PT.Toba Surimi Industries”.
Tugas sarjana ini dibuat sebagai salah satu syarat dalam menempuh Seminar
Tugas Akhir pada Departemen Teknik Industri, Fakultas Teknik, Universitas
Sumatera Utara. Adapun tujuan yang hendak dicapai pada penelitian ini adalah untuk
mendapatkan rencana kapasitas produksi dengan mempertimbangkan faktor jumlah
jam kerja dan ketersediaan bahan baku. Tujuan ini masih tercapai walaupun masih
terdapat kelemahan-kelemahan.
Oleh karena itu penulis juga mengharapkan saran dan kritik yang
membangun untuk lebih menyempurnakan Tugas Sarjana ini.
Semoga Tugas Sarjana ini dapat bermanfaat bagi pembaca.
UNIVERSITAS SUMATERA UTARA, Medan PENULIS
Juli 2010
UCAPAN TERIMA KASIH
Tugas Sarjana ini tidak akan pernah terwujud tanpa bantuan dan dukungan
dari berbagai pihak. Penulis mengucapkan puja-puji buat Tuhan Yesus Kristus atas
berkat dan anugerah yang telah diberikan. Pada kesempatan ini penulis mengucapkan
terima kasih yang tulus kepada :
1. Ibu Ir. Rosnani Ginting, MT. selaku Ketua Departemen Teknik Industri
Universitas Sumatera Utara, yang telah memberi izin pelaksanaan Tugas
Sarjana ini dan dukungan serta perhatian yang diberikan kepada penulis.
2. Bapak Ir. Ukurta Tarigan, MT, selaku Sekretaris Departemen Teknik Industri
Universitas Sumatera Utara, yang telah memberi izin pelaksanaan Tugas
Sarjana ini dan dukungan serta perhatian yang diberikan kepada penulis.
3. Bapak Prof. Dr. Ir. Sukaria Sinulingga, M.Eng, selaku Ketua Bidang
Rekayasa Sistem Manufaktur atas waktu, bimbingan, pengarahan, dan
masukan yang diberikan penulis dalam penyelesaian Tugas Sarjana ini.
4. Bapak Aulia Ishak, S.T., M.T. dan Bapak Ir. Sugih Arto Pujangkoro, M.M.
selaku koordinator Tugas Akhir Departemen Teknik Industti USU.
5. Staff pegawai Teknik Industri Bang Mijo, Kak Dina, Bang Nurmansyah,
Bang Kumis, Kak Rahma dan Ibu Ani, terimakasih atas bantuannya dalam
6. Bapak Ir. Danci Sukatendel, selaku pembimbing I dan Dosen Wali penulis,
yang telah meluangkan banyak waktunya untuk memberikan motivasi,
bimbingan arahan dan koreksi dalam penulisan Tugas Sarjana ini.
7. Ibu Tuti Sarma Sinaga ST MT selaku pembimbing II, yang telah begitu sangat
sabar dan telah banyak meluangkan waktu yang sangat terbatas untuk
memberikan motivasi, bimbingan, arahan dan koreksi agar Tugas Sarjana ini
dapat selesai dengan baik.
8. Kepada seluruh Staf Pengajar dan Pegawai departemen Teknik Industri yang
sudah memberikan bimbingan selama penulis
9. Ibu Bunga Malem br Tarigan, yang sudah membimbing penulis dalam
melakukan penelitian dan banyak membantu penulis selama proses
pengambilan data di lapangan dan memberikan informasi-informasi yang
sangat diperlukan dalam penulisan Tugas Sarjana ini di PT. Toba Surimi
Industries Medan.
10.Kedua Orang Tuaku Tercinta , M. Tarigan dan R. Br Bangun, yang selalu
memberikan bantuan moral, serta buat abangku Ivan Tarigan dan Bambang
Tarigan, serta keluarga yang juga merupakan motivasi penulis agar dapat
segera menyelesaikan Tugas Sarjana ini.
11.Seluruh Staf dan karyawan PT. Toba Surimi Industries yang telah
memberikan bantuan berupa informasi dan dukungan selama melakukan
12.Sahabat-sahabatku, Rika D. Ginting dan Lamriama Panjaitan yang tetap setia
memberikan dukungan dan teman-teman seperjuangan penulis Super 05 yang
selalu hadir memberikan semangat untuk penulis.
13.Sahabat-sahabatku di marakas 57 (Swadaya, Arjuna, B’Dona, Echi, Ikha,
Eva) dan Kak Maya yang selalu memberikan dukungan kepada penulis.
14.Buat semua pihak yang secara langsung atau tidak langsung terlibat dalam
pembuatan laporan ini yang tidak dapat disebutkan satu per satu.
Demikian penulis sampaikan untuk memulai pembahasan Tugas Sarjana ini.
Dalam hal ini penulis menyadari bahwa Tugas Sarjana yang disajikan masih banyak
kekurangan. Oleh karena itu penulis mengharapkan saran dan kritik yang bersifat
DAFTAR ISI
BAB HALAMAN
KATA PENGANTAR ... iii
UCAPAN TERIMA KASIH ... iv
DAFTAR ISI ... vii
DAFTAR TABEL ... xi
DAFTAR GAMBAR ... xiii
DAFTAR LAMPIRAN ... xiv
ABSTRAK ... xv
I. PENDAHULUAN ... I-1 1.1. Latar Belakang ... I-1 1.2. Perumusan Masalah ... I-3 1.3. Tujuan Penelitian ... I-3 1.4. Manfaat Penelitian ... I-3 1.5. Batasan dan Asumsi ... I-4 1.6. Sistematika Penulisan Tugas Sarjana ... I-4
BAB HALAMAN
BAB HALAMAN
5.5. Penyelesaian Formulasi Goal Programming ... V-38
VI. ANALISIS PEMECAHAN MASALAH ... VI-1 6.1. Analisis Hasil Peramalan ... VI-1 6.2. Analisis Perencanaan Kapasitas Produksi ... VI-2
VII. KESIMPULAN DAN SARAN ... VII-1 7.1. Kesimpulan ... VII-1 7.2. Saran ... VII-2
DAFTAR TABEL
TABEL HALAMAN
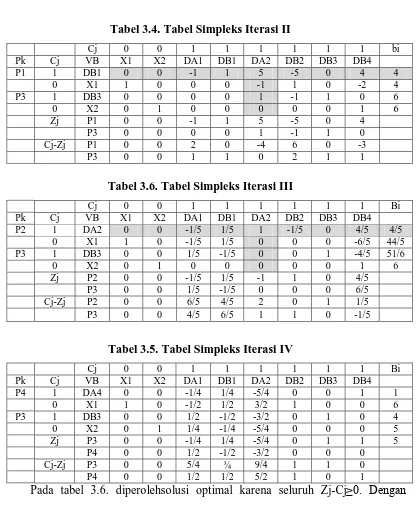
2.1. Jumlah Tenaga Kerja ... II-13 3.1. Tabel Simpleks Awal ... III-16 3.2. Tabel Simpleks Awal (Pemilihan Kolom Kunci) ... III-16 3.3. Tabel Simpleks Iterasi I ... III-17 3.4. Tabel Simpleks Iterasi II ... III-18 3.5. Tabel Simpleks Iterasi III ... III-18 3.6. Tabel Simpleks Iterasi IV ... III-18 5.1. Data Penjualan Produk PT. Toba Surimi Industries
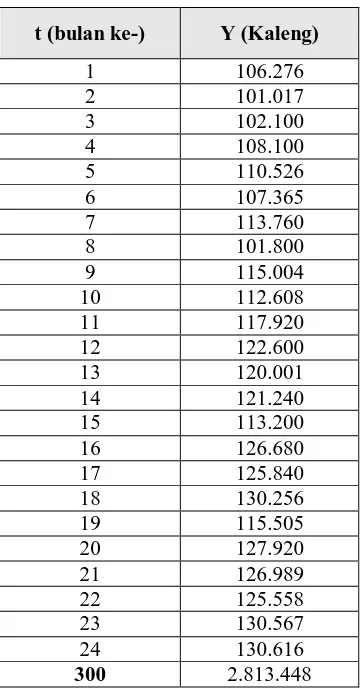
Tahun 2008 s/d 2010 ... V-2 5.2. Harga Pokok dan Penjualan Produk ... V-3 5.3. Kecepatan Produksi ... V-4 5.4. Data Pemakaian Bahan Baku Udang Tahun 2008 s/d 2010 ... V-5 5.5. Perhitungan Parameter Peramalan Metode Konstan Permintaan Produk
Picnic ... V-7
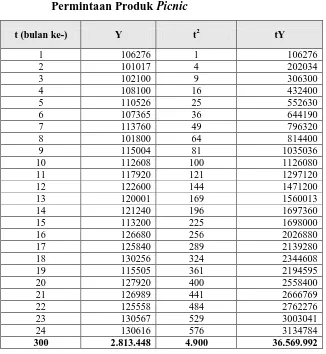
5.6. Perhitungan Parameter Peramalan Metode Linier Permintaan Produk Picnic ... V-8
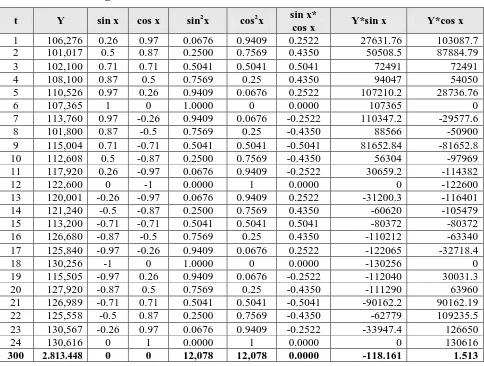
5.7. Perhitungan Parameter Peramalan Metode Siklis Permintaan
Produk Picnic ... V-9 5.8. Estimasi Kesalahan Peramalan Metode Konstan Produk Picnic ... V-11 5.9. Estimasi Kesalahan Peramalan Metode Linier Produk Picnic ... V-12 5.10. Estimasi Kesalahan Peramalan Metode Siklis Produk Picnic ... V-13 5.11. Besar Kesalahan Masing-masing Metode Peramalan ... V-14 5.12. Verifikasi Data Peramalan Linier Produk Picnic ... V-15 5.13. Hasil Peramalan Permintaan Produk Picnic Periode Mei 2010 s/d
TABEL HALAMAN
5.15. Hasil Peramalan Permintaan Masing-masing Produk Periode
Periode Mei 2010 s/d April 2011 ... V-18 5.16. Perhitungan Persentase Pemakaian Bahan Baku Udang untuk
Masing-masing Produk Tahun 2010 s/d 2011 ... V-20 5.17. Pengujian Data Persentase Pemakaian Bahan Baku untuk Produk
Picnic ... V-19
5.18. Hasil Pengujian Data Persentase Pemakaian Bahan Baku
untuk Masing-masing Produk ... V-22 5.19. Pemakaian Bahan Baku untuk Masing-masing Produk ... V-23 5.20. Pengujian Data Keceptan Produksi ... V-24 5.21. Rata-rata Kecepatan Produksi ... V-25 5.22. Jumlah Jam Kerja Tersedia selama Periode Perencanaan Produksi .. V-26 5.23. Keuntungan Untuk Tiap Produk ... V-26 5.24. Perkiraan Keuntungan Selama Periode Perencanaan Produksi ... V-27 5.25. Hasil Perencanaan Produksi Masing-masing Produk dengan Metode
Goal Programming Periode Mei 2010 s/d April 2011 ... V-42
5.26. Rekapitulasi Hasil Perencanaan Kapasitas Produksi Optimal ... V-43 6.1. Persentase Pemakaian Bahan Baku ... VI-4 6.2. Persentase Peakaian Jam Kerja ... VI-5 6.3. Variasi Deviasional ... VI-6 6.4. Jumlah Ketersediaan Bahan Baku untuk masing-masing Produk ... VI-7 6.5. Perbandingan Antara Kebutuhan Bahan Baku Ketersedian Bahan Baku
DAFTAR GAMBAR
GAMBAR HALAMAN
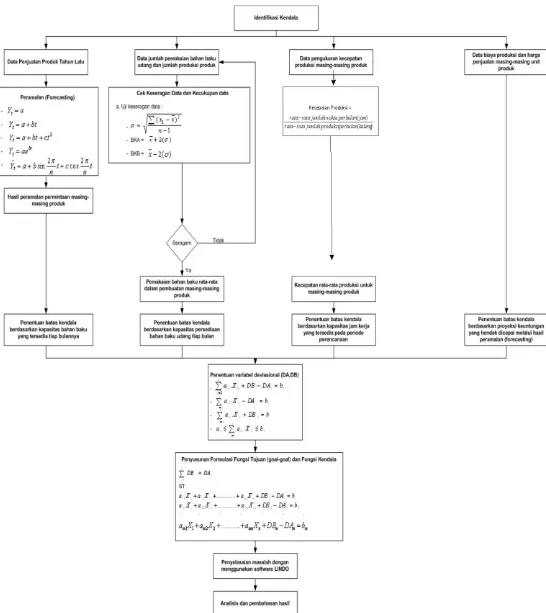
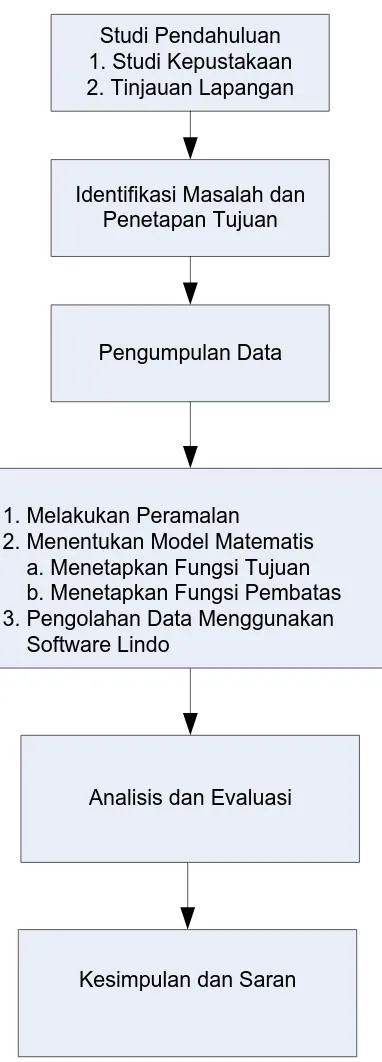
2.1. Struktur Organisasi PT. Toba Surimi Industries ... II-5 2.2. Blok Diagram Proses Pengalengan Udang ... II-23 4.1. Blok Diagram Pengolahan Data dan Analisis Pemecahan Masalah ... IV-5 4.2. Blok Diagram Prosedur Penelitian ... IV-6 5.1. Diagram Pencar Permintaan Produk Picnic ... V-6 5.2. Moving Range Chart untuk Peramalan Produk Picnic ... V-16 5.3. Control Chart Data Persentase Bahan Produk Picnic ... V-21 5.4. Control Chart Data Kecepatan Produksi ... V-25 5.5. Input Data Dalam Software LINDO ... V-39 5.6. Optimizer Output dalam Software LINDO ... V-40 5.7. Hasil Akhir dalam Software LINDO ... V-40 6.1. Diagram Pencar Permintaan Produk Dua Tahun Lalu ... VI-1 6.2. Diagram Pencar Hasil Permintaan Menggunakan Goal Programming .... VI-2 6.3. Perbandingan Pemakaian Bahan Baku Selama Perode Perencanaan
Mei 2010 s/d April 2011 ... VI-3 6.4. Perbandingan Pemakaian Bahan Baku Selama Perode Perencanaan
DAFTAR LAMPIRAN
LAMPIRAN HALAMAN
ABSTRAK
PT. Toba Surimi Industries adalah salah satu perusahaan yang bergerak di dalam bidang pengalengan udang. Produk yang dihasilkan adalah produk Picnic Fresh Shrimp,
Cocktail Fresh Shrimp, Small Fresh Shrimp dan Medium Fresh Shrimp. Permintaan akan
produk tersebut dari tahun-ketahun cenderung mengalami perubahan dari waktu ke waktu, sehingga diperlukan suatu perencanaan produksi yang baik sehingga hasil yang diperoleh dapat memberikan keuntungan yang maksimal.
Dalam kegiatan produksi perusahaan dituntut untuk melaksanakan produksi sesuai dengan permintaan pasar agar produk yang dihasilkan tidak kelebihan atau kekurangan, karena apabila perusahaan mengalami kelebihan atau kekurangan produksi akan berakibat meningkatnya biaaya dalam kegiatan produksi. Disisi lain, untuk menjalankan produksi, perusahaan memiliki beberapa kendala yang ada di dalam perusahaan. Kendala-kendala tersebut berupa ketersediaan bahan baku, ketersediaan jam kerja serta permintaan pasar. Oleh karena itu, untuk menjalankan produksi yang maksimal maka perusahaan sangat tergantung atas kendala-kendala yang ada di dalam perusahaan tersebut.
Linier Multiple Objective Programming adalah salah satu metode yang dapat
digunakan untuk mencapai produksi secara maksimal, metode ini familiar dengan sebutan
Goal Programming. Penggunaan Linier metode Goal Programming bertujuan untuk
mencapai tujuan-tujuan (goal) yang hendak dicapai di dalam kegiatan produksi. Tujuan-tujuan (goal) utama yang hendak dicapai didalam perencanaan produksi ini yaitu : mencapai produksi sesuai dengan permintaan pasar, memaksimalkan keuntungan (laba). Metode ini menggunakan software LINDO untuk mempermudah pengolahan data. Sebelum memformulasikan model, dilakukan peramalan untuk masing-masing produk.
Dari hasil penelitian ini diperoleh bahwa perusahaan akan memperoleh keuntungan yang lebih besar apabila menggunakan metode Linier Goal Programming sebagai dasar dalam perencanaan produksi. Perusahaan dapat mengoptimalkan pemakaian bahan baku hingga 91,74% dan pemakaian jam kerja sebesar 81,18%. Dengan menggunakan metode
Linier Multiple Objective Programming(Goal Programming), keuntungan paling besar
dicapai pada bulan April 2011 selama periode perencanaan sebesar Rp.338865450,- dengan pemakaian bahan baku 27520,65 kg serta pemakaian jam kerja sebesar 237,22 jam. Besar permintaan untuk produk Picnic sebesar 1670034 kaleng, produk Cocktail sebesar 384197 kaleng, produk Small sebesar 179975 kaleng dan produk Medium sebesar 82909 kaleng.
Penggunaan Goal Programming pada model yang digunakan memiliki kelemahan yaitu mengabaikan prinsip dasar program linier, oleh karena model ini tidak dapat diterapkan di perusahaan.
ABSTRAK
PT. Toba Surimi Industries adalah salah satu perusahaan yang bergerak di dalam bidang pengalengan udang. Produk yang dihasilkan adalah produk Picnic Fresh Shrimp,
Cocktail Fresh Shrimp, Small Fresh Shrimp dan Medium Fresh Shrimp. Permintaan akan
produk tersebut dari tahun-ketahun cenderung mengalami perubahan dari waktu ke waktu, sehingga diperlukan suatu perencanaan produksi yang baik sehingga hasil yang diperoleh dapat memberikan keuntungan yang maksimal.
Dalam kegiatan produksi perusahaan dituntut untuk melaksanakan produksi sesuai dengan permintaan pasar agar produk yang dihasilkan tidak kelebihan atau kekurangan, karena apabila perusahaan mengalami kelebihan atau kekurangan produksi akan berakibat meningkatnya biaaya dalam kegiatan produksi. Disisi lain, untuk menjalankan produksi, perusahaan memiliki beberapa kendala yang ada di dalam perusahaan. Kendala-kendala tersebut berupa ketersediaan bahan baku, ketersediaan jam kerja serta permintaan pasar. Oleh karena itu, untuk menjalankan produksi yang maksimal maka perusahaan sangat tergantung atas kendala-kendala yang ada di dalam perusahaan tersebut.
Linier Multiple Objective Programming adalah salah satu metode yang dapat
digunakan untuk mencapai produksi secara maksimal, metode ini familiar dengan sebutan
Goal Programming. Penggunaan Linier metode Goal Programming bertujuan untuk
mencapai tujuan-tujuan (goal) yang hendak dicapai di dalam kegiatan produksi. Tujuan-tujuan (goal) utama yang hendak dicapai didalam perencanaan produksi ini yaitu : mencapai produksi sesuai dengan permintaan pasar, memaksimalkan keuntungan (laba). Metode ini menggunakan software LINDO untuk mempermudah pengolahan data. Sebelum memformulasikan model, dilakukan peramalan untuk masing-masing produk.
Dari hasil penelitian ini diperoleh bahwa perusahaan akan memperoleh keuntungan yang lebih besar apabila menggunakan metode Linier Goal Programming sebagai dasar dalam perencanaan produksi. Perusahaan dapat mengoptimalkan pemakaian bahan baku hingga 91,74% dan pemakaian jam kerja sebesar 81,18%. Dengan menggunakan metode
Linier Multiple Objective Programming(Goal Programming), keuntungan paling besar
dicapai pada bulan April 2011 selama periode perencanaan sebesar Rp.338865450,- dengan pemakaian bahan baku 27520,65 kg serta pemakaian jam kerja sebesar 237,22 jam. Besar permintaan untuk produk Picnic sebesar 1670034 kaleng, produk Cocktail sebesar 384197 kaleng, produk Small sebesar 179975 kaleng dan produk Medium sebesar 82909 kaleng.
Penggunaan Goal Programming pada model yang digunakan memiliki kelemahan yaitu mengabaikan prinsip dasar program linier, oleh karena model ini tidak dapat diterapkan di perusahaan.
BAB I
PENDAHULUAN
1.1. Latar Belakang
Kapasitas merupakan ukuran kemampuan fasilitas dalam menghasilkan
produk ataupun jasa dalam interval waktu tertentu. Perencanaan kapasitas produksi
merupakan penentuan kemampuan fasilitas untuk menghasilkan produk atau jasa
yang disesuaikan dengan permintaan pasar, persediaan bahan baku ataupun biaya
yang dikeluarkan. Perencanaan kapasitas merupakan langkah penting untuk mencapai
target produksi, dimana jika terjadi kekurangan produksi hasilnya berupa kekurangan
pencapaian target produksi dan terlambatnya pengiriman produk ke tangan
konsumen. Untuk mendapatkan kapasitas yang optimum maka dibutuhkan
perencanaan yang matang didalam berbagai aspek.
PT Toba Surimi Industries merupakan perusahaan yang bergerak dibidang
pengalengan hasil laut. Setiap bulannya PT Toba Surimi Industries mengalami
perubahan permintaan sehingga dibutuhkan perencanaan produksi. Selama ini PT
Toba Surimi Industries hanya berorientasi pada pemenuhan jumlah permintaan yang
berdasarkan masa lalu, sehingga perencanaan produksinya kurang efisien. Oleh
karena itu dibutuhkan metode yang dapat memberikan solusi optimal dalam
Permintaan pasar tidak terpenuhi karena kurangnya perhitungan yang tepat
dalam penentuan jumlah produksi untuk masing-masing jenis produk dan kurang
optimalnya keuntungan yang dihasilkan diakibatkan karena kurang memperhatikan
kendala-kendala yang ada di dalam perusahaan. Selama ini perusahaan mengalami
kekurangan dan kelebihan produksi yang berdampak terhadap peningkatan biaya
produksi. Apabila perusahaan memproduksi lebih dari permintaan akan
mengakibatkan perputaran modal dimana produk tidak terjual serta adanya biaya
penyimpanan. Disisi lain apabila perusahaan memproduksi kurang dari permintaan
maka akan mengakibatkan penambahan jam kerja lembur dan penambahan bahan
baku untuk menutupi kekurangan produksi, karena perusahaan harus menjaga
kepercayaan konsumen dalam ketepatan pengiriman barang.
Oleh karena itu dibutuhkan perencanaan kapasitas dari PT Toba Surimi
Industries yang memperhatikan faktor-faktor yang mempengaruhinya yaitu jumlah
jam kerja dan pemakaian bahan baku. Salah satu metode yang dapat digunakan dalam
menyelesaikan masalah ini adalah dengan menggunakan metode Linear Goal (Multi
Objectives) Programming. Metode ini potensial untuk digunakan untuk memecahkan
masalah menjadi optimal dengan tujuan lebih dari satu (multi objectives). Adapun
kendala-kendala yang dihadapi adalah ketersediaan bahan baku dan ketersediaan jam
kerja. Melalui metode ini diharapkan perusahaan mampu menyelesaikan
permasalahan yang ada secara optimal.
1.2. Perumusan Masalah
Berdasarkan uraian latar belakang maka rumusan permasalahan dari PT Toba
Surimi Industries adalah bagaimana mendapatkan jumlah jam kerja dan jumlah bahan
baku yang optimal dan meningkatkan keuntungan perusahaan untuk mendapatkan
kapasitas produksi yang optimal.
1.3. Tujuan Penelitian
Tujuan dari penelitian ini adalah untuk menentukan kapasitas produksi yang
optimal dengan menggunakan metode Linear Goal (Multi Objectives) Programming,
sehingga perusahaan:
1. Mendapatkan Kebutuhan jam kerja optimal
2. Mendapatkan Pemakaiaan bahan baku yang optimal
3. Dapat meningkatkan keuntungan
1.4. Manfaat Penelitian
Dengan adanya penelitian ini diharapkan akan memberikan kontribusi yang
bernilai baik bagi perusahaan maupun bagi peneliti sendiri. Adapun manfaat yang
dapat diperoleh dari penelitian ini adalah :
Dapat memberikan masukan kepada perusahaan dalam memecahkan masalah
perencanaan kapasitas produksi sebagai perbaikan dan pengembangan
perusahaan.
2. Pihak peneliti
a. Mendapat pengalaman dalam mengaplikasikan ilmu-ilmu teknik industri
dalam menyelesaikan masalah.
b. Menambah pengalaman dalam memahami dunia kerja.
1.5. Batasan dan Asumsi Penelitian
Untuk mempermudah pemecahan masalah, perlu disusun beberapa batasan
dan asumsi yang berkaitan dengan permasalahan.
Batasan - batasan yang digunakan pada penelitian ini adalah:
a. Penelitian hanya dilakukan untuk produk udang yaitu Picnic, Cocktail, Small
dan Medium.
b. Faktor kendala yang digunakan adalah ketersediaan bahan baku dan jumlah
jam kerja.
c. Data Penjualan yang digunakan adalah produksi pada bulan Maret 2008 s/d
April 2010.
Asumsi yang digunakan dalam penelitian ini adalah:
a. Proses produksi berlangsung secara normal
1.6. Sistematika Penulisan Tugas Akhir
Sistematika yang digunakan dalam penulisan tugas akhir ini adalah sebagai berikut
BAB I PENDAHULUAN
Bab ini berisi latar belakang masalah, perumusan masalah, tujuan
penelitian, manfaat penelitian, pembatasan masalah, asumsi serta
sistematika penulisan tugas akhir.
BAB II GAMBARAN UMUM PERUSAHAAN
Bab ini berisi sejarah dan gambaran umum perusahaan, organisasi dan
manajemen serta proses produksi.
BAB III LANDASAN TEORI
Bab ini berisi teori-teori yang digunakan dalam pemecahan masalah.
BAB IV METODOLOGI PENELITIAN
Bab ini berisi tahapan-tahapan penelitian mulai dari persiapan hingga
penyusunan laporan tugas akhir.
BAB V PENGUMPULAN DAN PENGOLAHAN DATA
Bab ini berisi data primer dan sekunder yang diperoleh dari penelitian
serta pengolahan data yang membantu dalam pemecahan masalah.
BAB VI ANALISIS PEMECAHAN MASALAH
Bab ini berisi analisis hasil pengolahan data dan pemecahan masalah.
Bab ini berisi kesimpulan yang didapat dari hasil pemecahan masalah
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT Toba Surimi Industries merupakan salah satu perusahaan nasional yang
bergerak di bidang pengolahan dan pengalengan hasil laut seperti udang, kepiting,
cumi-cumi, kepah, ikan selar dan hasil laut lainnya. Perusahaan ini didirikan oleh
Bintama Tardy pada tanggal 23 Desember 1998 dengan akte pendirian nomor 59
dibuat dihadapan notaris Herman Saptaputra, SH. Anggaran dasar perseroan ini telah
mendapat pengesahan dari Menteri Kehakiman pada tanggal 5 juni 1999, nomor
C2-5953.HT.01.01. Tahun 1999 dan diumumkan dalam Tambahan Berita Negara tanggal
11 Juli 2000, nomor 55 dan Berita Negara RI nomor 3595/2000.
PT Toba Surimi Industries mulai beroperasi komersial pada tanggal 1 Maret
2000 dengan mengoperasikan 1 (satu) unit pabrik pengolahan dan pengalengan hasil
laut berkapasitas 1 ton bahan baku per hari. Setelah melakukan uji coba selama 2
bulan, perusahan sudah dapat melakukan ekspor perdana dengan sukses pada bulan
Mei 2000 dan melakukan peningkatkan kapasitas pabrik sesuai dengan permintaan
konsumen yang juga semakin meningkat.
Pada awal pendiriannya PT Toba Surimi Industries mempunyai jumlah tenaga
kerja yang sedikit, namun dengan adanya perkembangan usaha, perusahaan telah
2.2. Lokasi Perusahaan
Lokasi perusahaan PT Toba Surimi Industries berada di Jl. Pulau Pinang 2
Kawasan Industri Medan II Saentis-Deli Serdang, Sumatera Utara. Lokasi ini
merupakan kawasan yang diberikan khusus untuk industri. Lokasi ini dapat dicapai
dari pusat kota Medan melalui jalan raya Medan-Belawan jalan Yos Sudarso km 10,5
lalu masuk ke Kawasan Industri Medan melalui jalan tol Belmera.
Secara umum lokasi PT Toba Surimi Industries adalah cukup baik, ini
berdasarkan faktor-faktor sebagai berikut:
1. Terletak di Kawasan Industri Medan
2. Mudah dijangkau dari pusat kota Medan dan Pelabuhan Belawan
3. Ketersediaan sarana dan prasarana transportasi yaitu tol Belmera sebagai sarana
untuk pengiriman dan penerimaan barang
4. Fasilitas-fasilitas pendukung tersedia dengan baik seperti listrik, air bersih,
telekomunikasi dan pengolahan limbah yang baik
2.3. Ruang Lingkup Bidang Usaha
PT Toba Surimi Industries merupakan perusahaan yang bergerak di bidang
pengolahan dan pengalengan ikan hasil laut. Seluruh bidang yang dihasilkan ditujukan
untuk pasar luar negeri seperti Amerika Serikat, Jepang, Hongkong dan Singapura. Dalam
hal ini produk utama yang diproduksi adalah udang. Adapun jenis udang yang
Produk udang yang dihasilkan dapat diklasifikan menjadi empat kelompok
sesuai dengan ukurannya antara lain:
a. Picnic shrimp
b. Cocktail shrimp
c. Small shrimp
d. Medium shrimp
Selain itu produk-produk lain yang dihasilkan PT Toba Surimi Industries
adalah kepiting, kepah, cumi-cumi, dan ikan selar kuning walaupun permintaannya
relatif sedikit.
2.4. Organisasi dan Manajemen Perusahaan
2.4.1. Struktur Organisasi Perusahaan
Struktur organisasi merupakan gambaran skematis tentang hubungan atau
kerjasama orang-orang yang menggerakkan dan berada dalam suatu organisasi.
Adanya organisasi akan mengakibatkan setiap tugas dan kegiatan dapat
didistribusikan dan dilakukan oleh setiap anggota kelompok secara efisien dan efektif
sehingga tujuan yang telah ditetapkan dapat tercapai. Adanya struktur organisasi dan
uraian tugas yang telah ditetapkan akan menciptakan suasana kerja yang baik karena
akan terhindar dari tumpang tindih dalam perintah dan tanggung jawab. Gambar
Perusahaan yang terdiri dari beberapa aktivitas yang berbeda harus dikoordinasikan
sedemikian rupa sehingga target dan sasaran perusahaan dapat dicapai dengan efisien
dan efektifitas yang tinggi. Dengan adanya struktur organisasi, orang-orang yang
berbeda dalam organisasi tersebut dapat diarahkan kepada keadaan yang sedemikian
rupa sehingga mereka dapat melaksanakan aktivitas dengan baik yang mendukung
tercapainya sasaran perusahaan di samping melaksanakan aktivitas masing-masing.
Struktur organisasi perusahaan PT Toba Surimi Industries adalah bentuk lini
fungsional, dimana wewenang dari pimpinan dilimpahkan kepada bagian-bagian di
bawahnya dalam bidang kerja tertentu. Pimpinan bagian di tiap bidang dapat
memerintah dan meminta pertanggungjawaban dari semua pimpinan bagian
pelaksana yang ada sepanjang menyangkut bidang kerjanya.
2.4.2. Pembagian Tugas dan Tanggung Jawab
Uraian tugas dan tanggung jawab untuk masing-masing bagian PT Toba
Surimi Industries adalah sebagai berikut:
1. Director
a. Merencanakan strategi perusahaan dan melaksanakannya untuk mencapai
tujuan perusahaan
b. Menciptakan suasana yang baik dalam perusahaan sehingga para karyawan
dapat melaksanakan kewajibannya dengan baik
PERSONALIA MANAGER DIRECTOR
ACCOUNTING MANAGER MARKETING MANAGER EXPORT MANAGER HEAD SECURITY PRODUCTION MANAGER PURCHASING MANAGER QUALITY ASSURANCE
MANAGER FINANCE MANAGER R & D
ASSISTANT PRODUCTION MANAGER
SUPERVISOR STORE KEEPER
WORKERS ASS . TEAM LEADER
TEAM LEADER ASS . SUPERVISOR
QC DOUBLE SEAM QC
CODING SUPERVISOR LABELLING SUPERVISOR
QC DOUBLE
SEAM ADM . QC QC
STERILIZATION QC
PROCESSING
QC LABORATORY
ASS . STERILIZATION ASS . DOUBLE
SEAM ASS .
LABORATORY ASS .
PROCESSING
STAFF ASS
. QUALITY ASSURANCE
MANAGER STAFF STAFF STAFF STAFF
rencana yang telah ditetapkan
d. Memberikan kuasa (mandat) kepada manager dan kepala bagian yang ditunjuk
e. Bertanggung jawab penuh terhadap kondisi dan kemajuan perusahaan
2. Accounting Manager
a. Membuat pembukuan atas keuangan perusahaan
b. Membuat laporan keuangan untuk tujuan pengawasan oleh direksi dan
pertanggungjawaban kepada pemegang saham
c. Memberikan laporan keuangan kepada pihak pemerintah untuk menetapkan
besarnya pajak yang harus dibayar perusahaan
d. Bertanggung jawab kepada Direktur atas pembukuan perusahaan
3. Finance Manager
a. Menyusun anggaran belanja dan pendapatan perusahaan secara berkala
b. Melaksanakan pengawasan terhadap penggunaan dana dan memelihara kas
untuk menjaga kelancaran produksi
c. Bersama-sama dengan direksi mengatur kebijakan penggunaan dana untuk
gaji/upah karyawan, kesejahteraan karyawan, pembelian bahan baku, dan
kredit-debet penjualan
d. Bertanggung jawab kepada direktur atas keuangan perusahaan
4. Purchasing Manager
a. Merencanakan pembelian bahan baku, bahan tambahan, dan bahan penolong
yang akan digunakan
c. Bertanggung jawab kepada Direktur atas tersedianya bahan-bahan yang
digunakan dalam proses produksi
5. Marketing Manager
a. Melaksanakan kegiatan pemasaran atas produk yang dihasilkan
b. Mencari informasi pasar yang berhubungan dengan segmen pasar, permintaan,
pesaing dan peluang pasar
c. Mencari pasar baru di luar negeri untuk mengembangkan jaringan dan daerah
pemasaran
d. Membantu direktur dalam menetapkan target pemasaran dan kebijakan dalam
perluasan pangsa pasar
e. Bersama-sama dengan direktur dalam menetapkan kebijaksanaan harga jual dan
sistem pembayaran
f. Membuat perkiraan tentang permintaan pasar pada masa yang akan datang
g. Bertanggung jawab kepada direktur atas kelancaran pemasaran
6. Production Manager
a. Merencanakan, mengatur, dan mengkoordinasi seluruh kegiatan produksi
b. Mengusahakan kelancaran kegiatan produksi dan berupaya untuk selalu
meningkatkan efisien dan efektifitas kegiatan produksi
c. Bertanggung jawab kepada direktur atas segala hal yang berkaitan dengan
bidang produksi di perusahaan
7 . Quality Assurance Manager
a. Melakukan tindakan yang diperlukan apabila standar mutu yang telah
b. Bekerja sama dengan manajer produksi dalam merencanakan proses
pengendalian mutu sehingga dapat dihasilkan produk yang sesuai dengan
standar mutu yang telah ditetapkan
c. Bertanggung jawab kepada Direktur atas mutu bahan, proses produksi, dan
produksi akhir
8. Personalia Manager
a. Menentukan jumlah dan kualifikasi pendidikan karyawan untuk berbagai
jabatan dalam perusahaan, baik di tingkat pimpinan, manajer, supervisor,
kepala bagian, maupun staf
b. Melakukan pembinaan karyawan, baik moral maupun material untuk
meningkatkan motivasi dan gairah kerja para karyawan
c. Memberikan pendidikan dan pelatihan bagi karyawan sesuai dengan bidang
dan jabatannya untuk meningkatkan profesionalisme mereka
d. Bertanggung jawab kepada direktur atas tersedianya sumber daya manusia
yang diperlukan untuk kegiatan operasional perusahaan
10. R & D Manager
a. Merencanakan dan meneliti kemungkinan pengembangan produk baru dan
penggunaan bahan lain sebagai penunjang produksi.
b. Bertanggungjawab terhadap kemungkinan pengembangan produk baru yang
potensial untuk dipasarkan.
c. Berwenang untuk menolak bahan baku dan bahan lain untuk penunjang
11. Assistant Production Manager
a. Membantu Production Manager dalam merencanakan jalannya proses
produksi.
b. Melaksanakan proses produksi sesuai dengan yang direncanakan.
c. Mengatasi gangguan yang terjadi selama proses produksi.
d. Bertanggungjawab atas kelancaran jalannya proses produksi mulai dari
masuknya bahan baku hingga penyimpanan gudang.
e. Berwewenang memberikan pengarahan kepada supervisor yang ada
dibawahnya.
12. Assistant Quality Assurance Manager
a. Melakukan pengawasan terhadap kualitas bahan baku pada bagian penerimaan
pada saat proses pengolahan hingga menjadi produk jadi.
b. Bertanggungjawab dalam kualitas bahan baku dan produk jadi agar sesuai
dengan standar yang telah ditetapkan.
c. Memberikan arahan kepada Supervisor Quality Control.
d. Memberikan rekomendasi untuk mencegah agar produk tidak dilanjutkan ke
proses selanjutnya bila terdapat hal-hal yang tidak sesuai dengan spesifikasi.
13. Quality Control Supervisor
a. Membantu Assistant Quality Assurance Manager sesuai dengan bidangnya
(Processing, Laboratory, Seam dan Sterilization)
b. Mengawasi pelaksanaan kegiatan di bidangnya (Processing, Laboratory,
c. Bertanggungjawab dalam kelancaran pelaksanaan kegiatan di bidangnya
(Processing, Laboratory, Seam dan Sterilization)
d. Memberikan petunjuk, arahan dan teguran kepada karyawan yang terdapat di
bawahnya.
e. Memberikan rekomendasi kepada atasannya berkaitan dengan promosi,
pemindahan, penggantian dan pemberhentian karyawan yang ada dibawahnya.
14. Cooding And Labelling Supervisor
a. Membantu Assistant Production Manager sesuai dengan bidangnya
b. Mengawasi pelaksanaan kegiatan di bidangnya
c. Bertanggungjawab dalam kelancaran pelaksanaan kegiatan di bidangnya d.
Memberikan petunjuk, arahan dan teguran kepada karyawan yang terdapat di
bawahnya.
e. Memberikan rekomendasi kepada atasannya berkaitan dengan promosi,
pemindahan, penggantian dan pemberhentian karyawan yang ada dibawahnya.
15. Assistant
a. Mengawasi pekerjaan karyawan yang ada dibawahnya.
b. Melatih karyawan baru sesuai dengan bidangnya.
c. Melaporkan hasil kerja karyawan yang ada dibawahnya secara periodik.
d. Bertanggungjawab membantu supervisor untuk kelancaran proses produksi.
e. Berwenang memberi petunjuk, arahan dan teguran terhadap karyawan
dibawahnya.
16. Store Keeper
b. Melaporkan hasil kerja karyawan yang ada dibawahnya secara periodik.
c. Bertanggungjawab membantu supervisor untuk kelancaran proses produksi.
d. Berwenang memberi petunjuk, arahan dan teguran terhadap karyawan
dibawahnya.
17. Worker
a. Bertanggung jawab pada kegiatan lantai produksi.
2.4.3. Jumlah Tenaga Kerja dan Jam Kerja
2.4.3.1. Jumlah Tenaga Kerja
Status kepegawaian dari keseluruhan tenaga kerja pada PT Toba Surimi
Industries terbagi atas dua bagian yang terdiri dari:
1. Karyawan tetap, dimana karyawan ini langsung terlibat dalam proses produksi di
pabrik.
2. Karyawan kontrak, dimana karyawan yang ada dikontrak oleh perusahaan untuk
jangka waktu tertentu (sesuai kesepakatan dengan pihak perusahaan) apabila
pabrik harus meningkatkan produktivitasnya untuk mencapai target perusahaan.
Perincian jumlah tenaga kerja di PT Toba Surimi Industries dapat dilihat pada Tabel 2.1.
2.4.3.2. Jam Kerja
Untuk mencapai kinerja yang baik, maka perusahaan harus mengatur jam
kerja bagi para karyawannya. Ketentuan jam kerja karyawan pada PT Toba Surimi
Industries dibagi atas:
Hari Senin sampai dengan Jumat:
Pukul 08.00 – 12.00 WIB Kerja Aktif
Pukul 12.00 – 13.00 WIB Istirahat
Pukul 13.00 – 16.00 WIB Kerja Aktif
2. Jam Kerja Pabrik
Terdiri dari satu shift kerja, dimana karyawan masuk di dua gelombang yaitu
pukul 08.00 – 16.00 WIB, dan pukul 11.00 – 19.00 WIB dengan jam kerja
sebagai berikut:
Hari senin sampai dengan kamis:
Pukul 08.00 – 12.00 WIB Kerja Aktif
Pukul 12.00 – 13.00 WIB Istirahat
Pukul 13.00 – 16.00 WIB Kerja Aktif
Hari Jumat:
Pukul 08.00 – 12.00 WIB Kerja Aktif
Pukul 12.00 – 14.00 WIB Istirahat
Pukul 14.00 – 16.00 WIB Kerja Aktif
Hari Sabtu:
Pukul 08.00 – 12.00 WIB Kerja Aktif
Pukul 12.00 – 13.00 WIB Istirahat
Pukul 13.00 – 15.00 WIB Kerja Aktif
Jam kerja diluar waktu yang ditentukan diatas, dihitung sebagai jam kerja lembur
jumlah upah lembur disesuaikan dengan ketentuan dan peraturan yang ditetapkan
pemerintah.
Tabel 2.1. Jumlah Tenaga Kerja
No Jabatan Jumlah
1 Direktur 1
2 Manajer Akunting 1
3 Manajer Keuangan 1
4 Manajer Pembelian 1
5 Manajer Pemasaran 1
6 Manajer Produksi 1
7 Manajer Q.A. 1
8 Manajer Personalia 1
9 Manajer Ekspor Impor 1
10 R&D 2
11 Ass Produksi 16
12 Kabag Laboratorium 2
13 Staf Akunting 6
14 Staf Keuangan 4
15 Staf Pembelian 3
16 Staf Pemasaran 5
17 Staf Q.C. 17
18 Staf Ekspor Impor 3
19 Staf Laboratorium 2
20 Staf Personalia 7
21 Satpam 8
22 Karyawan Produksi 230
Jumlah 311
Sumber: PT Toba Surimi Industries
2.4.4. Sistem Pengupahan dan Fasilitas Lainnya
2.4.4.1. Sistem Pengupahan
PT Toba Surimi Industries menerapkan sistem pencatatan waktu hadir dengan
clock card. Sistem pengupahan karyawan perusahaan berpedoman pada clock card
tersebut, apabila clock card tersebut rusak maka pencatatan dilakukan secara manual
Sistem pengupahan di PT Toba Surimi Industries dibedakan atas dua jenis,
yaitu:
1. Upah Bulanan
Upah bulanan diberikan kepada direktur, manajer, kabag, dan staf, dimana
besarnya tetap untuk tiap bulannya sesuai dengan bidangnya. Dalam hal ini upah
dibayar setiap akhir bulan.
2. Upah Mingguan
Upah mingguan diberikan kepada karyawan produksi per dua minggu
2.4.4.2. Fasilitas Pendukung
Fasilitas-fasilitas lainnya yang diberikan perusahaan diantaranya:
1. Upah Lembur
Upah lembur diberikan kepada karyawan kantor dan karyawan lantai produksi
yang bekerja melebihi batas jam kerja aktif.
a. Untuk Hari Biasa:
- Perhitungan upah lembur untuk satu jam pertama adalah 1,5 x upah per jam
- Perhitungan upah lembur untuk dua jam berikutnya adalah 2 x upah per jam
- Upah per jam adalah 1/160 x upah per bulan
b. Untuk hari besar atau hari libur
Perhitungan upah lembur untuk karyawan yang bekerja pada hari besar atau
hari libur (minggu) adalah 2 x upah per hari kerja biasa
THR (Tunjangan Hari Raya) diberikan setiap tahun kepada karyawan yang telah
bekerja selama satu tahun dalam rangka merayakan hari besar keagamaan sesuai
dengan agamanya maising-masing. THR ditentukan oleh pemilik perusahaan dan
dibayar minimal sebesar gaji satu bulan.
3. Tunjangan Kesehatan
Tunjangan kesehatan diberikan kepada karyawan yang mempunyai masa kerja
lebih dari dua tahun. Selain itu fasilitas ini hanya diberikan jika ada surat
keterangan dokter.
4. Cuti
Cuti diberikan kepada karyawan untuk menghilangkan rasa jenuh selama bekerja
di perusahaan. Cuti dapat diambil setiap tahun dan jika cuti tidak diambil dalam
setahun maka cuti tersebut akan dianggap hangus dimana cuti diberikan sebanyak
12 hari dalam setahun tetapi tidak bisa diambil sekaligus
2.5. Proses Produksi
2.5.1. Standar Mutu Bahan/Produk
PT Toba Surimi Industries menetapkan standar mutu terhadap bahan yang
digunakan dan produk yang dihasilkan produk yang bermutu tinggi pada konsumen.
1. Standar mutu untuk fresh shrimp (udang segar) adalah :
a. Tubuh antar ruas kokoh
b. Warna cemerlang dan mengkilat
c. Tekstur daging keras dan elastisitas yang tinggi
2. Standar mutu untuk udang kukus
a. Warna orange cerah dan memiliki aroma khas segar
b. Tekstur bagus dan utuh
c. Suhu penyimpanan dibawah 50C
Warna, aroma, dan tekstur di periksa oleh petugas QC secara manual. Pembagian
jenis produk dihitung berdasarkan jumlah ekor udang per 113 gr.
1. Picnic shrimp : 220 pieces up
2. Cocktail shrimp : 90-220 pieces
3. Small shrimp : 60-90 piecies
4. Medium shrimp : 40-60 pieces
Pembagian ini berlaku jika broken yang diperoleh tiap jenis maksimal 15%.
3. Standar mutu untuk kaleng
a. Memiliki kondisi fisik yang bagus yaitu tidak penyok (rusty) dan tidak
berkarat (body dent)
b. Tidak tergores (stratch) dan tidak drop
c. Tidak bocor (leankeage)
d. Ukuran 8,7 cm x 4,6cm dengan diameter 10,32cm
e. Seam thickness 1,18 – 1,34 mm
f. Seam length 2,87 – 3,12 mm
g. Cover hook length 1,93 – 2,18 mm
h. Body hook length 2,03 – 2,29 mm
4. Standar mutu produk
b. Tidak mengandung bakteri Salmonella
c. Tidak mengandung bakteri Vibrio
2.5.2. Bahan yang Digunakan
Untuk menghasilkan suatu produk maka dibutuhkan bahan yang digunakan
yaitu bahan baku, bahan tambahan dan bahan penolong. Bahan baku adalah bahan
utama yang digunakan dalam proses produksi dan berperan penting dalam penentuan
mutu produk. Bahan penolong merupakan bahan yang digunakan untuk
meningkatkan nilai kualitas produk dan biasanya untuk mempercepat proses
produksi, sedangkan bahan tambahan adalah bahan yang digunakan untuk pelengkap
produk, yang merupakan pendukung proses produksi tetapi tidak ikut terlibat dalam
proses produksi, biasanya berupa kemasan produk. Bahan-bahan yang digunakan di
PT Toba Surimi Industries terlebih dahulu diperiksa di laboratorium pada departemen
Quality Control untuk mengetahui layak tidaknya bahan tersebut digunakan.
2.5.2.1. Bahan Baku
Bahan baku yang digunakan di PT Toba Surimi Industries adalah udang
segar (fresh shrimp), air dan garam. Udang segar diperoleh dari tambak yang ada di
Tanjung Balai, Batu-Bara, Belawan, Sialang Buah, Tanjung Pura, Pantai Cermin,
2.5.2.2. Bahan Penolong
Bahan penolong yang digunakan dalam proses produksi di PT Toba Surimi
Industries adalah sebagai berikut :
1. Es
Es digunakan untuk mempertahankan suhu udang segar dibawah 50C. Es juga
dibutuhkan untuk proses pengopekan, penyortiran dan pendinginan pada
proses produksi
2. Klorin
Klorin digunakan sebagai disinfektan untuk mematikan bakteri patogen
selama proses pendinginan berlangsung. Klorin juga berguna untuk
mensterilkan tangan dan kaki sebelum memasuki lantai produksi dan mencuci
peralatan kerja
3. Uap Panas
Uap panas diperoleh dari boiler yang dipergunakan untuk memanaskan kaleng
4. Solar
Solar digunakan sebagai bahan bakar untuk Boiler
2.5.2.3. Bahan Tambahan
Bahan tambahan yang digunakan dalam pakan ternak pada PT Toba Surimi
Industries adalah sebagai berikut:
Kaleng digunakan sebagai kemasan produk jadi yang telah diproses.
Perusahaan mengimpor kaleng dari Thailand dengan standar mutu yang telah
ditentukan.
2. Label
Label digunakan sebagai penunjuk bahwa produk yang dihasilkan adalah
original.
3. Karton
Karton berguna untuk mengemas produk kaleng sebelum di ekspor ke luar
negeri. Dalam satu karton dapat memuat 12 dan 24 kaleng produk.
4. Isolasi
Digunakan untuk menutup dan merapatkan karton yang sudah diisi dengan
produk kaleng.
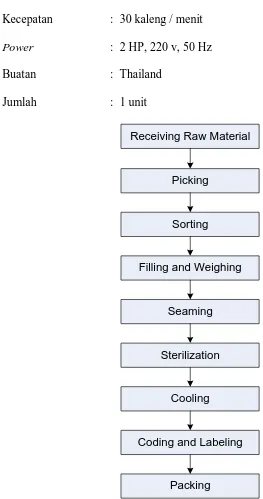
2.5.3. Uraian Proses
Uraian proses produksi pengalengan udang di PT Toba Surimi Industries
terdiri dari beberapa tahapan proses antara lain Penerimaan Bahan Baku (Receiving
Row Material), Pencongkelan (Picking), Penyortiran (Sorting), Pengisian dan
Penimbangan (Filling and Weighing), Penutupan Kaleng (Seaming), Sterilisasi
(Sterilization), Pendinginan (Cooling), Pemberian Kode dan Label (Coding and
Labelling), Pengepakan (Packing).
Tahapan ini berlaku untuk keempat jenis udang yang dikalengkan yaitu Picnic
1. Penerimaan Bahan Baku (Receiving Row Material)
Udang segar yang berasal dari tambak dimasukkan kedalam chillbox berisi es
dan diangkut dengan truk ke pabrik. Petugas QC memeriksa dan memastikan
apakah udang segar memenuhi standar mutu yang ditentukan. Udang segar
yang ada didalam chillbox diisi dengan air agar lebih mudah dikeluarkan dan
dimasukkan ke dalam fish basket. Udang segar yang ada di dalam fish basket
dimasukkan ke dalam tempat kukusan yang disebut dengan polysindrum.
Perebusan ini dilakukan selama 15 menit dan ditambahkan garam dengan
perbandingan 100 kg untuk 1,5 ton udang segar.
2. Pengopekan (Picking)
Setelah udang dikukus, udang rebus segar dibawa ke bagian pengopekan
untuk dibuang kulitnya. Suhu dingin dipertahankan dengan menambahkan es
pada chillbox. Pengopekan dilakukan secara manual.
3. Penyortiran (Sortir)
Proses penyortiran dilakukan untuk membuang sisa-sisa kulit yang masih
menempel pada udang kukus segar, kemudian udang dipisahkan sesuai
dengan ukurannya yaitu Picnic, Cocktail, Small dan Medium. Penyortiran
dilakukan secara manual.
4. Pengisian dan Penimbangan (Filling and Weighing)
Udang yang sudah disortir sesuai dengan ukurannya kemudian dilanjutkan ke
bagian pengisian dan penimbangan. Udang tersebut diisi ke dalam kaleng lalu
ini ukuran kaleng untuk tiap jenis udang adalah sama, perbedaannya terletak
pada label kaleng.
5. Penutupan Kaleng (Seaming)
Setelah proses pengisian dan penimbangan dilakukan, maka kaleng diteruskan
ke bagian penutupan kaleng (seaming) dengan menggunakan konveyor kecil
dengan lebar 20 cm. Selama kaleng bergerak menuju bagian penutup, kaleng
yang berisi udang tersebut ditambahkan air garam dengan kadar 1,2% .
Kemudian kaleng tersebut ditiupkan dengan uap yang bersuhu 1000C selama
10 detik. Uap panas tersebut berguna untuk menghilangkan udara di dalam
kaleng, sehingga menciptakan keadaan vakum ketika kaleng ditutup. Kaleng
ditutup menggunakan mesin Seamer.
6. Sterilisasi (Sterilization)
Kaleng yang sudah ditutup dilanjutkan ke proses sterilisasi di dalam retort,
dimana tujuannya adalah untuk mematikan bakteri pathogen yang masih
terdapat dalam produk. Kaleng tersebut disusun di dalam fish basket
kemudian dimasukkan ke dalam tangki pemanas. Pemanasan dilakukan pada
suhu 1160C selama 45 menit.
7. Pendinginan (Cooling)
Setelah proses sterilisasi selesai, maka fish basket diangkat dan
dimasukkan ke dalam tangki pendingin dimana di dalam tangki tersebut
terdapat air yang sudah dicampurkan klorin sebanyak 1-3 ppm. Pendinginan
8. Pemberian kode dan label (Coding And Labeling)
Kaleng yang sudah dingin dibawa ke ruang pengepakan, untuk diberikan kode
pada kaleng. Adapun kode yang diberikan adalah tanggal produksi dan
tanggal kadar luarsa. Pemberian kode menggunakan mesin Coding. Kemudian
diberikan label pada kaleng yang sudah diberikan kode. Label disesuaikan
dengan jenis produk yang dihasilkan yaitu picnic, cocktail, small, dan
medium. Pemberian label menggunakan mesin Labeling.
9. Pengepakan (Packing)
Kaleng yang sudah diberi label dikepak ke dalam karton dengan isi 12 kaleng
dan 24 kaleng per karton. Produk jadi disusun di gudang produk jadi
menunggu untuk di kirim ke konsumen.
Blok diagram proses pengalengan udang dapat dilihat pada gambar 2.2.
2.6. Mesin dan Peralatan
2.6.1. Mesin Produksi
Mesin yang digunakan pada PT Toba Surimi Industries dapat dilihat sebagai
berikut:
1. Mesin Seamer
Fungsi : Memasang tutup kaleng pada body kaleng
Kode No : STP 042
Merek : Seamer 06 F
Ukuran : (1000 x 800 x 1050)mm
Kecepatan : 30 kaleng / menit
Power : 2 HP, 220 v, 50 Hz
Buatan : Thailand
Jumlah : 1 unit
Receiving Raw Material
Packing Coding and Labeling
Cooling Sterilization
Seaming Filling and Weighing
[image:44.595.147.410.101.600.2]Sorting Picking
Gambar 2.2. Blok Diagram Proses Pengalengan Udang
2. Retourt
Fungsi : Mensterillkan produk sehingga bebas dari bakteri
Kode No : 26 L
Ukuran : (4000 x 120 x 135) mm
Temperature : 1160C
Tekanan : 43,5-87 psi
Buatan : Cina
Jumlah unit : 4 unit
3. Mesin Inject Printer (Coding)
Fungsi : Mencetak kode produksi dan tanggal kadaluarsa
Kode No : Alphajet
Merek : Hualian
Ukuran : (440 x 345 x 260) mm
Letter number : two line 30 number
Printing speed : 60 kali/menit
Power : 200 watt, 220 volt, 50 Hz
Buatan : Cina
Jumlah : 2 unit
4. Mesin Labeler
Fungsi : Melengketkan kertas label pada kaleng
Kode No : DAS- 405
Merek : Watson
Ukuran : ( 1000 x 320 x 540) mm
Kecepatan : 450-650 rpm
Power : 1,8 kw , 220 volt
2.6.2. Peralatan (Equipment)
Sedangkan peralatan yang digunakan untuk mendukung kelancaran proses
produksi di PT Toba Surimi Industries adalah sebagai berikut:
1. Chillbox
Fungsi : Sebagai tempat menyimpan bahan baku udang segar dan sebagai
wadah untuk menjaga suhu udang agar tetap dingin.
Ukuran: ( 1 x 1,5 x 0,6 ) m
2. Handforklift
Fungsi : Mengangkut chillbox dari truk ke bagian penerimaan bahan baku Ukuran: (0,6 x 0,9 x 0,8) m
3. Timbangan Nagata
Fungsi : Untuk menimbangbahan baku dengan jumlah yang relatif sedikit
Ukuran: 3 kg dan 6 kg
4. Timbangan Duduk
Fungsi : Menimbang bahan baku yang sudah dimasukkan ke dalam
fish basket
Ukuran: 50 kg
5. Meja Fish Processing
Fungsi : Sebagai tempat meletakkan udang segar yang sudah direbus
untuk di kopek dan disortasi
Ukuran: (1 x 0,5 x 4 ) m
6. Basket Ayakan
Ukuran: (0,4 x 0,4 x 0,15) m
7. Timbangan digital
Fungsi : Untuk menimbang udang yang sudah dimasukkan ke dalam
kaleng
Ukuran: max 2,5 kg
8. Termometer Recorder
Fungsi : Untuk mengukur dan mencatat suhu pada tangki mesin retort.
9. Forklift
Kapasitas : 500kg-1000kg
Tegangan : 220-440 volt
Fungsi : Mengangkut produk jadi dari gudang produk jadi ke truk
2.7. Utilitas
Unit pendukung yang digunakan pada PT Toba Surimi Industries adalah:
1. Air Bersih
Kebutuhan air bersih pada pabrik diperoleh dari PDAM. Air bersih digunakan
untuk membersihkan peralatan, sanitasi dan proses produksi.
2. Listrik
Perusahaan menyuplai tenaga listrik dari PLN dengan daya 197 KVA untuk
menjalankan mesin-mesin. PT Toba Surimi Industries memiliki dua generator
3. Boiler
Boiler digunakan untuk memenuhi kebutuhan uap selama proses produksi
berlangsung. Uap digunakan untuk memanaskan kaleng yang sudah berisi
daging dan untuk proses sterlilisasi.
2.8. Safety and Fire Protection
Keselamatan kerja dan perlindungan terhadap kebakaran merupakan peranan
yang penting di dalam dunia kerja. PT Toba Surimi Industries memiliki komitmen
untuk menjaga keselamatan kerja dan perlindungan kebakaran pada karyawan dengan
melalui beberapa cara antara lain:
1. Pekerja diwajibkan mengenakan masker, sepatu bot, penutup kepala dan baju
khusus selama berada di lantai produksi
2. Memasang hydran air pada setiap lantai dan tempat yang rawan kebakaran.
3. Melakukan perawatan terhadap mesin untuk menghindari adanya kecelakaan kerja
akibat kerusakan mesin. Perawatan mesin yang dilakukan dengan beberapa
metode yaitu perawatan periode, perawatan periodik, dan perawatan korektif.
Perawatan rutin dilakukan oleh bagian maintenance setiap hari untuk memeriksa
baut, oli, suhu dan sparepartnya. Perawatan periodik juga dilakukan setiap
minggu, bulan dan tahunan untuk memeriksa keadaan mesin. Perawatan korektif
2.9. Waste Treatment
Penanggulangan limbah yang dilakukan oleh PT Toba Surimi Industries
adalah sebagai berikut:
1. Limbah Padat
Limbah padat PT Toba Surimi Industries berupa kulit udang, potongan plastik,
karung-karung yang rusak, dan kertas. Limbah ini kemudian dibuang ke bak
sampah yang kemudian di angkut oleh dinas kebersihan.
2. Limbah Cair
Limbah cair yang dihasilkan PT Toba Surimi Industries berupa air bekas
pencucian dari lantai produksi. Limbah ini kemudian dibuang ke penampungan
BAB III
LANDASAN TEORI
3.1. Perencanaan Produksi1
1
Arman Hakim Nasution. Perncanaan dan Pengendalian Produksi. (PT. Candimas Metropole, Jakarta 1999) p. 11.
Perencanaan produksi merupakan perencanaan tentang produk dan
merencanakan jumlah produk yang akan diproduksi oleh perusahaan yang
bersangkutan dalam satu periode yang akan datang. Perencanaan produksi merupakan
bagian dari perencanaan operasional di dalam perusahaan. Dalam penyusunan
perencanaan produksi, hal yang perlu dipertimbangkan adalah adanya optimasi
produksi sehingga akan dapat dicapai tingkat biaya yang paling rendah untuk
pelaksanaan proses produksi tersebut. Perencanaan produksi juga dapat didefinisikan
sebagai proses untuk memproduksi barang-barang pada suatu periode tertentu sesuai
dengan yang diramalkan atau dijadwalkan melalui pengorganisasian sumber daya
seperti tenaga kerja, bahan baku, mesin dan peralatan lainnya. Perencanaan produksi
menuntut penaksir atas permintaan produk atau jasa yang diharapkan akan disediakan
perusahaan di masa yang akan datang.
Perencanaan produksi dilakukan dengan tujuan menentukan arah awal dari
tindakan yang harus dilakukan dimasa mendatang, apa yang harus dilakukan, berapa
banyak melakukannya dan kapan harus melakukan. Karena perencanaan ini berkaitan
dengan masa mendatang, maka perencanaan disusun atas dasar perkiraan yang dibuat
3.2. Kapasitas (capacity)2
a. Kapasitas Teoritis (theoritical capacity), merupakan kapasitas maksimum yang
mungkin digunakan dari suatu sistem manufaktur dengan mengasumsikan kondisi
ideal. Contoh ; jika suatu pusat kerja memiliki 3 mesin dan dijadwalkan untuk
beroperasi normal selama 8 jam/hari, 5 hari/minggu, maka kapasitas teoritisnya
adalah : 3 x 8 x 5 = 120 jam/minggu.
Kapasitas adalah kemampuan berproduksi dari suatu stasiun kerja, departemen
atau fasilitas yang berhubungan dengan pekerja dan peralatan dan dinyatakan dalam
satuan unit pengukuran (unit, ton, meter, waktu standar dan lain-lain) per satuan
waktu. Beberapa definisi kapasitas dapat diuraikan sebagai berikut :
b. Kapasitas Aktual (actual capacity), merupakan tingkat output yang dapat
diharapkan berdasarkan pada pengalaman, pengukuran produksi secara aktual
dari pusat kerja di saat waktu yang lalu, yang biasanya diukur menggunakan
angka rata-rata berdasarkan beban kerja normal.
c. Kapasitas Normal (normal capacity), merupakan kapasitas yang ditetapkan
sebagai sasaran bagi manajemen, supervisor dan para operator mesin yang dapat
digunakan sebagai dasar dalam penyusunan anggaran.
Utilisasi merupakan pecahan yang menggambarkan persentase jam kerja yang
tersedia dalam pusat kerja yang secara aktual digunakan untuk produksi berdasarkan
pengalaman masa lalu. Utilisasi dapat ditentukan untuk mesin, tenaga kerja ataupun
keduanya tergantung situasi dan kondisi aktual perusahaan dan angka utilisasi tidak
2
lebih dari 1,0 (100%). Efisiensi merupakan faktor yang mengukur performansi aktual
dari pusat kerja relatif terhadap standar yang ditetapkan.
Pengukuran kapasitas dapat dilakukan dengan dua cara yaitu :
a. Pengukuran laju output per unit waktu, merupakan keadaan dimana pengukuran
dilakukan berdasarkan jumlah output yang dihasilkan dan hanya untuk satu
jenis produk dan dinyatakan dalam jumlah produk per unit waktu.
b. Pengukuran laju input per unit waktu, merupakan suatu keadaan dimana
pengukuran dilakukan berdasarkan jumlah bahan baku yang masuk ke dalam
proses produksi per unit waktu.
3.3. Perencanaan Kapasitas3
Strategi operasi jangka panjang suatu organisasi sampai tingkat tertentu
dinyatakan dalam rencana kapasitas. Dalam hubungannya dengan rencana
kapasitaslah hal-hal berikut ini harus dipertimbangkan. Bagaimana kecenderungan
pasarnya, baik dalam ukuran, lokasi pasar maupun inovasi teknologi. Sejauh mana
faktor ini dapat diperkirakan. Apakah terlihat adanya inovasi dalam proses di masa
depan yang akan memberikan dampak pada rancangan produk dan jasa. Bagaimana
pengaruh produk baru pada kebutuhan kapasitas. Apakah terlihat adanya inovasi
dalam proses dimasa depan yang akan mempengaruhi metode produksi. Apakah
sistem produksi yang kontinyu cocok di masa depan. Bagaimana kebutuhan kapasitas
dipengaruhi oleh inovasi dalam proses produksi. Apakah akan menguntungkan untuk
melakukan integrasi secara vertikal selama jangka waktu perencanaan. Dalam
3
merencanakan kapasitas baru, apakah kita mengembangkan fasilitas yang sudah ada
atau akan membangun pabrik baru. Berapakah ukuran pabrik yang optimal. Apakah
serangkaian unit kecil ditambahkan apabila dibutuhkan, atau unit yang lebih besar
ditambahkan secara periodik. Apakah kebijakannya adalah menyediakan kapasitas
sedemikian hingga dimungkinkan adanya kehilangan penjualan dalam jumlah
tertentu, ataukah seluruh permintaan harus dipenuhi.
Masalah-masalah strategis itu harus dipecahkan sebagai bagian perencanaan
kapasitas. Dalam menilai alternatif-alternatif, maka pendapatan, biaya modal, dan
biaya operasi dapat diperbandingkan, tetapi manager mungkin harus menimbang
akibat yang mungkin dari masalah strategis itu terhadap keuntungan dan kerugian
ekonomis.
Perencanaan Kapasitas produksi adalah kemampuan pembatas dari unit
produksi untuk dapat berproduksi dalam waktu tertentu, dan biasanya dinyatakan
dalam bentuk output per satuan waktu. Yang dimaksud dengan unit produksi adalah
tenaga kerja, mesin, unit stasiun kerja, proses produksi, perencanaan dan organisasi
produksi. Tujuan perencanaan kapasitas adalah melihat apakah pabrik mampu
memenuhi permintaan pasar yang diramalkan atau tidak. Manfaat dari perhitungan
kapasitas produksi ini adalah:
1. Dapat meminimalkan keterlambatan pengiriman produk karena kesalahan
perhitungan.
2. Menjembatani ketidakharmonisan antara kapasitas yang ada dengan kapasitas
3. Sebagai pertimbangan pihak perusahaan dalam penempatan operator, mesin
ataupun perubahan jam kerja (shift).
4. Dapat meminimalkan biaya produksi dan harga pokok penjualan unit produk.
Perencanaan kapasitas yang tepat ini penting untuk menghindari kehilangan
keuntungan karena kekurangan kapasitas atau utilitas yang rendah karena kelebihan
kapasitas. Didalam perencanaan kapasitas terdapat 3 strategi yaitu:
1.Capacity lead strategy
Yaitu kapasitas berada didepan permintaan. Strategi ini cocok untuk untuk pasar
yang ada berkembang saat ini
2.Capacity lag strategy
Yaitu kapasitas berada dibawah permintaan. Strategi ini berpeluang untuk
mengalami kerugian.
3. Average lead strategy
Yaitu kapasitas berada sejajar dengan permintaan dimana kapasitas yang ada
jumlahnya yang tersedia hanya sebanyak permintaan yang ada
3.4. Program Linier4
Pemrograman Linier merupakan metode matematik dalam mengalokasikan
sumber daya yang terbatas untuk mencapai suatu tujuan tertentu. Pemrograman
Linier banyak diterapkan dalam masalah ekonomi, industri, militer, sosial dan
lain-lain. Pemrograman Linier berkaitan dengan penjelasan suatu kasus dalam dunia nyata
4
sebagai suatu model matematik yang terdiri dari sebuah fungsi tujuan linier dengan
beberapa kendala linier. Berikut ini merupakan model program linier.
Adapun karakteristik dari program linier adalah:
1. Keseluruhan sistem permaaslahan dapat dibagi menjadi satuan-satuan aktivitas.
a11.X1 + a12.X2 ≥ b1
X1 dan x2 adalah aktivitas
2. Setiap aktivitas harus ditentukan dengan tepat, jenis dan letaknya dalam model.
P1.X1 + p2.X2 + …. + pn.Xn = Z a11.X1 + a22.X2 + …. + a1n.Xn ≤ b1 a21.X1 + a22.X2 + …. + a2n.Xn ≤ b2
am1..X1 + am2.X2 + …. + amn.Xn ≤ bm Kolom
Objective Function Baris
Activities
Coefficient Right hand side
Constraints
3. Setiap aktivitas harus dapat didefenisikan dengan jelas kuantitasnya,
sehingga dapat dibandingkan masing-masing nilainya.
Sebelum membangun suatu model Linear Programming perlu diperhatikan
beberapa hal yang merupakan anggapan dasar dalam pemakaiannya yaitu:
1. Proportionality
Sebelum membuat suatu model progam linier perlu diketahui bahwa suatu sistem
Linier Programming diketahui yaitu input, output dan aktivitas. Sebelum aktivitas
dimulai, diperlukan beberapa input. Input yang digunakan bertambah secara
2. Accountability For Resources
Sumber-sumber yang tersedia harus dihitung sehingga dapat dipastikan berapa
bagian yang terpakai dan berapa bagian yang tdak terpakai.
3. Linearity of objectives
Fungsi tujuan dan faktor-faktor pembatasnya harus dapat dinyatakan sebagai
fungsi linier programming.
3.4.1 Fungsi Tujuan5
1. Kendala berupa pembatas
Dalam model pemrograman linier, tujuan yang hendak dicapai harus diwujudkan
ke dalam sebuah fungsi matematika linier. Selanjutnya, fungsi itu dimaksimumkan
atau diminimumkan terhadap kendala-kendala yang ada.
3.4.2. Kendala-Kendala Fungsional
Manajemen menghadapi berbagai kendala untuk mewujudkan tujuan-tujuannya.
Kenyataan tentang eksistensi kendala-kendala tersebut selalu ada dan dapat berbagai
macam. Kendala dengan demikian dapat diumpamakan sebagai suatu pembatas
terhadap kumpulan keputusan yang mungkin dibuat dan harus dituangkan ke dalam
fungsi matematika linear. Dalam hal ini, sesuai dengan dalil-dalil matematika, ada
tiga macam kendala yaitu :
2. Kendala berupa syarat
3. Kendala berupa keharusan
5
Ketiga macam kendala tersebut akan selalu dijumpai di dalam setiap susunan
kendala kasus pemrograman linier, baik yang sejenis maupun gabungan dari
ketiganya. Dengan demikian ”Pemrograman linier adalah sebuah metode matematis
yang berkarakteristik linear untuk menemukan suatu penyelesaian optimal dengan
cara memaksimumkan atau meminimumkan fungsi tujuan terhadap satu susunan
kendala”.
3.5. Linier Goal (Multi Objectives) Programming6
3.6. Goal Programming
Masalah keputusan banyak kriteria-masalah yang melibatkan tidak hanya satu
tetapi beberapa fungsi tujuan-merupakan topik menarik dalam Operation Research.
Menyadari keperluan untuk mengikutsertakan aneka ragam tujuan dalam proses
pengambilan keputusan memiliki hambatan utama. Pertama,benturan diantara
tujuan-tujuan dan tujuan-tujuan-tujuan-tujuan tidak dapat diperbandingkan. Bagaimana mengatasi masalah
keputusan banyak kriteria dengan kemungkinan adanya tujuan-tujuan yang saling
terbentur dan tidak dapat dibandingkan dan akan diatasi dengan Linier Goal
Progreamming.
7
Goal Programming merupakan suatu teknik penyelesaian problema
pengambilan keputusan yang melibatkan jamak sasaran.. Pendekatan dasar yang
digunakan dalam goal programming adalah meminimalkan deviasi antara sasaran
yang ditetapkan dan usaha yang akan dilakukan dalam suatu himpunan kendala
6
Sri Mulyono. Riset Operasi. (Penerbit Fak. Ekonomi UI:Jakarta) p.199-200 7
sistem. Dengan demikian, model program sasaran hanya melibatkan problema
meminimalkan.
Dalam goal programming selalu diterapkan dalam problema pengambilan
keputusan untuk alokasi sumber daya, perencanaa dan penjadwalan, dan analisis
kebijaksanaan, baik di tingkat perusahan publik atau instansi pemerintah maupun
lembaga sosial nonkomersial, seperti perencanaan sumber daya manusia (tenaga
kerja), perencanaa produksi dan pengendalian inventory, analisis kebijakan ekonomi,
logistik transportasi dan lain-lainnya. Model Goal Programming merupakan
perluasan dari model pemrogaman linier, sehingga seluruh asumsi, notasi formulasi
model matematis, prosedur perumusan model dan penyelesaiannya tidak berbeda.
Perbedaannya hanya terletak pada kehadiran sepasang variabel deviasioanal yang
akan muncul difungsi tujuan dan fungsi-fungsi kendala. Goal Programming adalah
salah satu model matematis (empiris) yang dipakai sebagai dasar dalam pengambilan
keputusan dan karenanya pendekatan Goal Programming ini disebut dengan
pendekatan kuantitatif. Goal Programming dipakai untuk menjawab berbagai
masalah yang pemecahannya sesuai dengan menggunakan Goal Programming
daripada menggunakan teknik lainnya.
3.6.1. Kendala-Kendala Sasaran8
Di dalam Goal Programming, Charnes dan Cooper menghadirkan sepasang
variable yang dinamakan “variable deviasional” dan berfungsi untuk menampung
penyimpangan atau deviasi yang akan terjadi pada nilai ruas kiri suatu persamaan
8
kendala terhadap nilai ruas kanannya. Agar deviasi itu minimum, artinya nilai ruas
kiri suatu persamaan kendala “sebisa mungkin” mendekati nilai ruas kanannya maka
variable deviasional itu harus diminimumkan di dalam fungsi tujuan.
Pemanipulasian model pemrograman linier yang dilakukan oleh Charner dan
Cooper telah mengubah makna kendala fungsional. Bila pada model pemrograman
linier, kendala-kendala fungsional menjadi pembatas bagi usaha pemaksimuman atau
peminimuman fungsi tujuan, maka pada model Goal Programming kendala-kendala
itu merupakan sara untuk mewujudkan sasaran yang hendak dicapai. Sasaran-sasaran,
dalam hal ini dinyatakan sebagai nilai konstan pada ruas kanan kendala. Sebagai
contoh ; sasaran laba, anggaran yang tersedia, resiko investasi, ketersediaan bahan
baku, ketersediaan jam kerja, kapasitas produksi dan lain-lain. Mewujudkan suatu
sasaran, dengan demikian berarti mengusahakan agar nilai ruas kiri suatu persamaan
kendala sama dengan nilai ruas kanannya. Itulah sebabnya kendala-kendala di dalam
model Goal Programming selalu berupa persamaan dan dinamakan “kendala
sasaran”. Disamping itu, keberadaan sebuah kendala ditandai dengan kehadiran
variable deviasional sehingga setiap kendala sasaran pasti memiliki variable
deviasional.
3.6.2. Bentuk Umum Goal Programming9
Kendala Tujuan :
Bentuk umum goal programming memiliki struktur berikut:
Minimumkan : Z = Pi (di- - di+)
∑
aij xj + (di- - di+) = b1 9Kendala Sistem : gkj Xj≤ Ck
gkj Xj≥ Ck
k = 1,2,…,p dan j = 1,2,…,n
Dimana : di- - di+ = Jumlah deviasi negarif (di-) dan jumlah deviasi positif (di+)
terhadap jumlah tujuan bi
Aij = koefisien fungsi kendala tujuan yaitu berhubungan dengan
variabel pengambilan keputusan
Xij = variabel pengambilan keputusan
bi = tujuan atau target yang ingin dicapai
gij = koefisien fungsi kendala sistem
Ck = sumber daya yang tersedia
3.6.3. Langkah-Langkah Goal Programming
Langkah yang harus dilakukan dalam pembentukan model Goal
Programming antara lain:
1. Penentuan variabel keputusan, yaitu parameter-parameter yang berpengaruh
terhadap keputusan
2. Formulasi Fungsi Tujuan
3. Menyusun persamaan matematis untuk tujuan yang telah ditetapkan
Tiap fungsi tujuan harus digambarkan sebagai fungsi variabel keputusan.
Tiap fungsi harus memiliki ruas kanan dan ruas kiri. Harga di- menunjukkan
besarnya deviasi negatif fi(x) dari bi, sedangkan nilai di+ menunjukkan
besarnya nilai deviasi positif.
fi(x) + di- - di+ = bi dimana i = 1,2,3,...m
4. Memilih tujuan absolut, yaitu tujuan yang harus dipenuhi dan ditetapkan
sebagai prioritas membentuk suatu fungsi pencapaian.
5. Menetapkan tujuan pada tingkat prioritas yang tepat
6. Menyederhanakan model
Langkah ini perlu dilakukan untuk mendapatkan model yang cukup besar
sehingga model dapat mewakili semua tujuan.
7. Menyusun fungsi Pencapaian
3.8. Metode Pemecahan Masalah
Ada tiga metode yang digunakan dalam menyelesaikan Linier Goal (Multi
Objectives) Programming.
1. Metode Grafis
Metode grafis digunakan untuk menyelesaikan masalah multi objective
dengan dua variabel. Langkah penyelesaian dengan metode grafis adalah:
a. Menggambarkan fungsi kendala pada bidang kerja sehingga diperoleh daerah
yang memenuhi kendala
b. Meminimumkan variabel deviasional agar sasaran-sasaran yang diinginkan
tercapai dengan cara menggeser fungsi atau garis yang dibentuk oleh variabel