PENGARUH BERAT KARET REMAH PADA PROSES
PENGERINGAN TERHADAP NILAI PLASTICYTY
RETENTIONS INDEX KARET SIR 10 DI PT.
PERKEBUNAN NUSANTARA III
GUNUNG PARA
TUGAS AKHIR
ANGGITA PUTRI
102401066
PROGRAM STUDI DIPLOMA 3 KIMIA
DEPARTEMEN KIMIA
FAKULTAS MATEMATIKA DAN ILMU PENGETAHUAN ALAM
UNIVERSITAS SUMATERA UTARA
MEDAN
PENGARUH BERAT KARET REMAH PADA PROSES PENGERINGAN TERHADAP NILAI PLASTICITY RETENTIONS INDEX KARET
SIR 10 DI PT. PERKEBUNAN NUSANTARA III GUNUNG PARA
TUGAS AKHIR
Diajukan untuk melengkapi tugas dan memenuhi syarat memperoleh Ahli Madya
ANGGITA PUTRI
102401066
PROGAM STUDI DIPLOMA 3 KIMIA DEPARTEMEN KIMIA
FAKULTAS MATEMATIKA DAN ILMU PENGETAHUAN ALAM UNIVERSITAS SUMATRA UTARA
MEDAN 2013
Judul : Pengaruh Berat Karet Remah Pada Proses Pengeringan Terhadap Nilai Plasticyty Retentions Index Karet Sir 10 Di PT. Perkebunan Nuasantara III Gunung Para
Fakultas : Matematika Dan Ilmu Pengetahuan Alam Universitas Sumatera Utara
Disetujui di
Medan, Juni 2013
Program Studi D3 Kimia
Ketua, Pembimbing
Dra. Emma Zaidar Nasution, M.Si Dr. Marpongahtun, M. Sc
NIP. 195512181987012001 NIP. 196111151988032002
Departemen Kimia FMIPA USU
Ketua,
PERNYATAAN
PENGARUH BERAT KARET REMAH PADA PROSES PENGERINGAN TERHADAP NILAI PLASTICITY RETENTIONS INDEX KARET
SIR 10 DI PT. PERKEBUNAN NUSANTARA III GUNUNG PARA
TUGAS AKHIR
Saya mengakui bahwa tugas akhir ini adalah hasil kerja saya sendiri,kecuali beberapa
kutipan dan ringkasan yang masing-masing disebutkan sumbernya.
Medan, juni 2013
PENGHARGAAN
Bismillaahhirrohmaanirrohiim,
Alhamdulillaahi Robbil aalamiin Penulis ucapkan sebagai suatu ungkapan rasa
syukur kepada Allah SWT yang Maha Esa atas kuasanya yang tetap mencurahkan
berkah, rahmat, nikmat kesehatan jasmani dan rohani. Shalawat dan salam Penulis
hanturkan kepada Nabi Muhammad SAW yang telah mengemban risalah dan
mengalirkan nilai-nilai islam dalam rangkaian tarbiah kepada seluruh umat.
Alhamdulillah tidak habisnya Penulis ucapkan rasa syukur, Atas ridho Allah SWT
Penlis dapat menyelesaikan Tugas Akhir dengan judul Pengaruh berat karet remah
pada proses pengeringan terhadap nilai Plasticity Retentions Index (PRI) Sir 10.
Terimakasih penulis sampaikan kepada Dr. Marpongahtun, M. Sc selaku
pembimbing yang telah meluangkan waktunya selama penyusunan Tugas Akhir ini.
Terimakasih kepada Dr. Rumondang, M. S dan Drs. Albert Pasaribu, M. Sc selaku
Ketua Departemen dan Sekretaris Departemen Kimia FMIPA-USU Medan, Dra.
Emma Zaidar Nasution, M. Si, Dra. Harlince Sihotang, M. Si, selaku Ketua dan
Serketaris Program Studi D3 Kimia. Dekan dan Pembantu Dekan FMIPA USU.
seluruh Staff dan Dosen Kimia FMIPA USU. pegawai FMIPA USU. Rahmat Saleh
selaku pembimbing Praktek Kerja Lapangan, dan rekan- rekan kuliah. Akhirnya tidak
terlupakan kepada Orang Tua saya dan Keluarga yang selama ini memberikan
bantuan dan dorongan yang diperlukan, serta orang- orang terdekat saya. Semoga
PENGARUH BERAT KARET REMAH PADA PROSES
PENGERINGAN TERHADAP NILAI PLASTCITAS
RETENTIONS INDEX KARET SIR 10 DI
PT. PERKEBUNAN NUSANTARA III
ABSTRAK
Telah dilakukan percobaan mengenai pengaruh berat karet remah pada proses
pengeringan terhadap nilai Plasticitas Retention Index (PRI) yang bertujuan untuk
mengetahui nilai penurunan ketahanan karet terhadap oksidasi pada suhu tinggi.
Proses pengeringan ini dilakukan pada suhu 140o C dengan waktu 4 jam. Penentuan
nilai Plasticity Retention Index berdasarkan pada penentuan plastisitas awal dan
plastisitas akhir. Untuk masing – masing berat karet remah 9 kg dengan nilai Plastity
Retention Index adalah 40%, untuk berat karet remah 11 kg dengan nilai Plasticity
Retention Index adalah 57,89%, untuk berat karet remah 13 kg dengan nilai Plasticity
Retention Index adalah 80%, dan umtuk be
rat karet remah 15 kg dengan nilai Plasticity Retention Index adalah 92,30%. Hasil
yang diperoleh menunjukkan bahwa nilai Plasticity Retention Index yang sesuai
dengan Standard Indonesian Rubber 10 adalah 57,89% yang diperoleh dengan berat
EFFECT OF HEAVY RUBBER CRUMB IN PROCESS DRYING OF VALUE PLASTCITAS SIR RUBBER RETENTIONS INDEX
10 IN PT. PERKEBUNAN NUSANTARA III
ABSTRACT
Have performed experiments on the effect of heavy rubber crumb in the drying process of the value Plasticitas Retention Index (PRI), which aims to determine the amount of impairment rubber resistance to oxidation at high temperatures. The drying process is carried out at a temperature of 140O C with a time of 4 hours.
DAFTAR ISI
Bab 2. Tinjauan Pustaka 2.1. Karet Alam 4 Bab 3. Metodologi Percobaan 3.1. Alat-Alat 17
3.2. Bahan 17
3.3. Prosedur Percobaan 17
3.3.1. Penentuan Berat Karet Remah Pada Box Trolly 17
3.3.2. Analisa Plasticitas Awal (Po) Dan PRI 18
Bab 4. Hasil Dan Pembahasan 4.1. Hasil Percobaan 19
4.1.1. Hasil Penentuan Nilai Plastisitas Awal (po) dan Plastisitas Akhir (Pa) 19
4.2. Hasil Perhitungan 19
4.3. Pembahasan 20
Bab 5. Kesimpulan Dan Saran
5.1. Kesimpulan 21
5.2. Saran 21
DAFTAR TABEL
Nomor Judul Halaman
Tabel
2.1. Parameter dan Faktor Penyebab 16
4.1. Data Pengujian Po dan Pa Pada Karet Remah
Dengan Berat Yang Berbeda 18
4.2.1. Data Hasil Perhitungan PRI Pada Berbagai
PENGARUH BERAT KARET REMAH PADA PROSES
PENGERINGAN TERHADAP NILAI PLASTCITAS
RETENTIONS INDEX KARET SIR 10 DI
PT. PERKEBUNAN NUSANTARA III
ABSTRAK
Telah dilakukan percobaan mengenai pengaruh berat karet remah pada proses
pengeringan terhadap nilai Plasticitas Retention Index (PRI) yang bertujuan untuk
mengetahui nilai penurunan ketahanan karet terhadap oksidasi pada suhu tinggi.
Proses pengeringan ini dilakukan pada suhu 140o C dengan waktu 4 jam. Penentuan
nilai Plasticity Retention Index berdasarkan pada penentuan plastisitas awal dan
plastisitas akhir. Untuk masing – masing berat karet remah 9 kg dengan nilai Plastity
Retention Index adalah 40%, untuk berat karet remah 11 kg dengan nilai Plasticity
Retention Index adalah 57,89%, untuk berat karet remah 13 kg dengan nilai Plasticity
Retention Index adalah 80%, dan umtuk be
rat karet remah 15 kg dengan nilai Plasticity Retention Index adalah 92,30%. Hasil
yang diperoleh menunjukkan bahwa nilai Plasticity Retention Index yang sesuai
dengan Standard Indonesian Rubber 10 adalah 57,89% yang diperoleh dengan berat
EFFECT OF HEAVY RUBBER CRUMB IN PROCESS DRYING OF VALUE PLASTCITAS SIR RUBBER RETENTIONS INDEX
10 IN PT. PERKEBUNAN NUSANTARA III
ABSTRACT
Have performed experiments on the effect of heavy rubber crumb in the drying process of the value Plasticitas Retention Index (PRI), which aims to determine the amount of impairment rubber resistance to oxidation at high temperatures. The drying process is carried out at a temperature of 140O C with a time of 4 hours.
BAB 1 PENDAHULUAN
1.1Latar Belakang
Indonesia adalah salah satu Negara penghasil karet terbesar di dunia. Produk karet
indonesia berjenis karet remah (Karet remah) yang di kenal sebagai karet Standart
Indonesia Rubber (SIR) yang merupakan jenis karet alam yang di perdagangkan saat
ini. Karet tergolong dalam spesifikasi teknis karena penilaian mutunya di dasarkan
pada sifat teknis dari parameter dalam penetapan mutu karet (Anwar, 1987).
Jenis karet remah yang menggunakan bahan baku koagulan kebun
digolongkan pada kualitas mutu karet tersebut, seperti SIR 3 CV, SIR 3L, SIR 3 WF,
SIR 5, SIR 10, SIR 20, yang umumnya diproduksi dari bahan olahan koagulum.
Bahan baku biasanya dipasok oleh Perkebunan Nusantara III yang bersifat teritegrasi
secara baik antara pemasok bahan olahan dan pabrik pengolahan (Kunardi, 1969).
PT. Perkebunan Nusantara III adalah suatu perusahan yang mengolah karet
remah dengan bahan baku utama yang digunakan pada pengolahan karet remah
adalah lump, cup lump dan slab. Lump adalah lateks yang menggumpal atau telah
terkoagulasi. Jika lateks menggumpal atau terkoagulasi di dalam mangkok
Sedangkan slab merupakan lateks pekat yang membeku secara alami,dengan
perbandingan cup Lump 3 dan Slab 1, Yang kemudian diolah menjadi SIR 10.
Keseragaman hasil produksi serta mutu yang baik merupakan sasaran utama yang
harus dicapai pada setiap pengolahan karet remah.
Karet remah di sebut juga karet spesifikasi teknis, sebab penilaian mutunya
berdasarkan pada sifat teknis nya. Berat karet remah yang digunakan merupakan
syarat utama untuk memperoleh nilai PRI yang tinggi, Berdasarkan hasil kerja
praktek yang dilakukan bahwa berat karet remah sangat berperan penting pada saat
pengeringan untuk mendapatkan mutu SIR 10.
Standart Indonesia Rubber untuk karet remah SIR 10 yaitu minimal 50, yang
mempunyai kadar kotoran maksimal 0,10 %, dan kadar abu maksimal 0,75 %. Nilai
PRI dapat memberikan gambaran mengenai ketahanan oksidasi dari karet yang
bersangkutan dalam proses pengerjaan selanjutnya. Untuk SIR 10 yang umumnya
diolah dari koagulan kebun (field coagulan) maka tingginya nilai PRI ditentukan olah
bahan penggumpal yang digunakan, tingkat pemeraman (maturation) dan kondisi
pengeringannya (Kartowardoyo, 1980).
Agar diperoleh konsistensi mutu karet remah yang baik khususnya nilai
plastisitas retension indeks (PRI) yang konstan seharusnya sebuah pabrik melakukan
beberapa hal diantaranya, melakukan pengawasan terhadap berat karet remah berserta
pengkombinasiannya, melakukan pengawasan yang kontiniu pada proses peremahan,
Dari uraian tersebut, penulis tertarik untuk mengambil judul dalam karya ilmiah
ini yaitu : PENGARUH BERAT KARET REMAH PADA PROSES
PENGERINGAN TERHADAP NILAI PLASTICITY RETENTIONS INDEX (PRI)
SIR 10 DI PT. PERKEBUNAN NUSANTARA III GUNUNG PARA.
1.2Permasalahan
Dari permasalahan yang akan dibahas dalam penelitian ini adalah bagaimana
hasil nilai Plasticity retention Index (PRI) dari setiap berat karet remah pada kapasitas
olah yang berbeda yaitu: 9kg, 11kg, 13kg, 15kg pada saat proses pengeringan dengan
suhu pemanasan 140 oC dan waktu pengeringan 4 jam untuk mendapatkan mutu SIR
10
1.3Tujuan
1. Untuk menentukan nilai Plasticitas Retention Index terhadap berat karet
remah pada proses pengeringan.
2. Untuk mengetahui kualitas karet remah yang sesuai dengan Standard
Indonesian Rubber (SIR) 10.
1.4 Manfaat
Dapat mengetahui nilai Plasticity retentions Index (PRI) yang sesuai dengan
BAB 2
TINJAUAN PUSTAKA
2.1. Karet Alam
Karet alam adalah komoditi homogen yang cukup baik. Karet mempunyai daya
lentur yang sangat tinggi, kekuatan tarik dan dapat dibentuk dengan panas yang
rendah, daya tahan terhadap benturan, goresan dan koyakan yang sangat baik. Sifat
fisika dan daya tahan karet dipakai untuk produksi-produksi pabrik yang
membutuhkan kekuatan yang tinggi dan panas yang rendah, misalnya ban mobil dan
kendaraan lain serta produksi teknik yang memerlukan daya yang sangat tinggi. Karet
merupakan suatu polimer isoprena. Polimer isoprena atau 2-metil- butadiena (C5H8)
tersebut terdiri dari unit-unit isoprena yang membentuk rantai panjang dan jumlahnya
yang sangat banyak.
Dengan menggunakan mikroskop elektron besar dan bentuk butiran karet dapat
dilihat yaitu berbentuk butiran.
2.1.1. Partikel Karet
Jumlah partikel karet dan bukan karet yang terkandung didalam lateks tidak tetap
tergantung pada macam klon, musim, dan faktor lain. Partikel karet dalam cairan
lateks tersusun atas satuan dasar (monomer) isoprene atau dua-metil-butadiena (C5H6)
bentuk ikatannya adalah Cis. Partikel karet berbentuk bulat hingga bulat telur, dengan
ukuran 0,2 - 0,3 mikron.
Partikel karet diselubungi oleh lapisan fosfolipida dan protein yang dalam lateks
segar (pH 6,8) bermuatan negative.
Karena muatan negative tersebut partikel-pertikel tersebut harus tolak menolak
dan dapat melawan gaya gravitasi sehingga lateks merupakan system disperse yang
mantap. Karet merupakan senyawa organik sehingga tidak larut dalam air tetapi larut
dalam larutan organik. Sehingga dengan perkembangan ilmu pengetahuan dan
teknologi dewasa ini, karet alam dapat disintetis, akan tetapi kegunaan dari karet alam
ini tidak dapat digantikan oleh karet sintetis, ini disebabkan nilai PRI dari karet alam
lebih baik dari pada karet buatan (sintetis) (Spillane, 1989).
2.1.2. Karet Remah
Karet remah adalah bahan olahan karet (bokar) yang diproses melalui tahap peremahan. Bahan baku utama yang di gunakan Cup Lump dan Slab dengan
perbandingan 3:1. Lump adalah koagulum yang terbentuk pada mangkok penampung
lateks kebun beberapa saat setelah penyadapan. Jika lateks menggumpal atau
terkoagulasi di dalam mangkok penampung lateks disebut cup lump atau lump
mangkok. Sedangkan slab adalah bahan baku karet yang terbuat dari lateks yang telah
digumpalkan dengan asam semut. Dengan perbandingan cup Lump 3 dan Slab 1.
Bahan baku yang paling dominan adalah lump karena pengolahan crumb rubber
bertujuan untuk mengangkat derajat bahan baku mutu rendah menjadi produk yang
Slab yang baik harus memenuhi ketentuan dan criteria sebagai berikut:
1. Kadar kotoran maksimum 0,030%
2. Kadar abu maksimum 0,50%
3. Tidak terkontaminasi dengan tanah, lumpur, tatal, daun, pupuk, bahan kimia
lain selain asam formiad atau asam semut.
4. Selama disimpan tidak boleh terendam dengan air atau terkena matahari
secara langsung.
2.2. Proses Pengolahan Crumb Rubber
Proses pengolahan karet menjadi produk crumb rubber melalui beberapa tahap,
yaitu sebagai berikut :
1.Penerimaan Bahan Baku
Sesampainya LTT (Lateks Tank Transport) di pabrik, bahan baku terlebih dahulu
ditimbang menggunakan timbangan digital dengan kapasitas 10 s/d 40.000 kg untuk
mengetahui jumlah bahan baku yang diterima setiap hari. Setiap truk pengangkutan
lateks, cup lump dan Scrab yang tiba di pabrik ditimbang di PPK (Pabrik Pengolahan
.2. Unloading Muatan dan Pengecilan Ukuran
Cup lump yang telah ditimbang, kemudian dibongkar ditempat penerimaan bahan
baku olahan yang akan diolah menjadi SIR 10/20. Proses pembongkaran ini
dilakukan secara manual yaitu dengan menggunakan tenaga manusia.
Setelah pembongkaran, kemudian dilakukan pengecilan ukuran secara manual yaitu
dengan memotong cup lump menjadi beberapa bagian dengan menggunakan pisau.
3. Pencampuran/Blending
Setelah dilakukan pengecilan ukuran pada cup lump maupun slab, maka kedua
bahan tersebut dimasukkan kedalam bak pencampuran atau bak blending. Tujuan
pencampuran adalah untuk memperoleh kualitas yang diinginkan oleh perusahaan.
Komposisi pencampuran didalam bak pencampuran sangat menentukan mutu hasil
akhir produksi.
Pemakaian bahan baku menggunakan sistem First In First Out (FIFO).
Pencampuran bahan baku dilakukan dengan perbandingan 3 : 1, dimana 75% cup
lump/lump dan 25% slab.
4. Pencacahan ke satu
Setelah dilakukan pencampuran didalam bak, kemudian kompo dimasukkan
kedalam prebreaker dengan menggunakan baked elevator. Prebreaker merupakan
Alat pemecah/pemotong bahan baku (Cup lump, Slab) menjadi potongan yang lebih
5. Pencucian ke satu
Setelah dihancurkan didalam prebreaker, kemudian bahan baku (Cup lump, Slab)
masuk kedalam bak Pencucian I. didalam bak pencucian I, bahan baku dicuci
sekaligus pemisahan dari kotoran maupun kontaminasi yang terdapat didalam bahan
baku.
6.Pencacahan ke dua
Setelah melalui proses pencucian didalam bak pencucian satu, kemudian bahan
baku (Cup lump, Slab) di masukkan kedalam Hammer Mill dengan menggunakan
baked elevator. Turbo mill / Hammer mill merupakan pencacah bahan baku yang
berasal dari pre breaker agar menjadi potongan yang lebih kecil dengan ukuran ± 15
mm sekaligus menghomogenkan karet remahan dengan kapasitas olah: 2500 Kg/Jam.
7. Pencucian ke dua
Setelah melalui proses pencacahan yang kedua, bahan baku masuk kedalam bak
Pencucian kedua. Bak pencucian II berfungsi sebagai temapat pembersihan bahan
baku dari kontaminasi sekaligus pencampuran bahan baku menjadi lebih homogen.
8. Penggilingan Awal
Butiran karet dari bak blending II dimasukkan kedalam macerator dengan
menggunakan baked elevator. Macerator berfungsi untuk membuat butiran karet
9. Penggilingan Lanjutan
Lembaran blanket yang telah dibentuk dalam macerator, kemudian digiling dengan
menggunakan crepper. Tujuan utama penggilingan remahan adalah untuk
mendapatkan keseragaman bahan baku dengan proses mikro dan menjadikannya.
Proses ini sering juga di
Proses Mikro Blending merupakan kegiatan menghomogenkan remahan karet
dengan cara menggiling remahan yang diatur sedemikian rupa sehingga remahan
saling "tindih" satu sama lain didalam penggilingan. Proses "saling tindih" ini
memaksa remahan-remahan karet untuk menjadi satu bagian yang akhirnya akan
menjadi bentuk lembaran homogen. Selanjutnya lembaran yang telah homogen ini
digulung kemudian dikirim ke gudang maturasi untuk proses pemeraman. 1 buah
gulungan memiliki berat kurang lebih 21 - 26 kg (Berat sebelum maturasi). Gulungan
ini sering disebut juga dengan nama "Blangket". Kadar Karet Kering dalam Blangket
yang baru dihasilkan adalah sekitar 67% (nilai sebelum maturasi).
10. Maturasi
Lembaran yang dihasilkan dari mesin crepper kemudian digulung dan ditimbang
dengan berat 21 - 26 kg. Setelah proses penimbangan, gulungan blanket dimasukkan
kedalam ruang maturasi selama 7 hari. Biasanya hasil terbaik didapatkan ketika
blangket sudah dimaturasi selama 8 hari.
Maturasi yang lebih dari 8 hari juga akan memberikan hasil yang lebih baik.
Bahan baku karet akan menjadi lebih cepat kering dalam proses Dryer dan
Penambahan umur maturasi tentunya akan berpengaruh kepada kebutuhan luas
Gudang Maturasi. Ruang maturasi berfungsi untuk mengeringkan lembaran blanket
dan menaikkan nilai Poserta mempertahankan nilai PRI (Plasticity Retention Index)
(Anonim, 1972).
11.Peremahan
Sebelum melalui proses pengeringan, blangket akan diremahkan dulu dengan
mesin Schereder menjadi butiran butiran yang lebih kecil dengan ukuran 2 - 3 mm.
Tujuan peremahan ini adalah untuk mendapatkan luas permukaan yang cukup bagi
bahan baku untuk kontak dengan udara panas di mesin Dryer. Remahan-remahan
yang dihasilkan oleh Schreder selanjutnya akan masuk ke bak panjang berisi air
bersih (berfungsi sebagian pencuci dan media transport) didepan Schreder.
12.Pengeringan
Setelah di tiris, butiran karet dikeringkan dalam dryer. Pengeringan bertujuan
untuk mendapatkan produk SIR 10 yang bebas dari kadar air agar karet dapat
disimpan / tahan lama. Kadar air yang lebih tinggi akan menurunkan ketahanan
produk terhadap pembusukan. Kandungan air yang tinggi akan memungkinkan
produk ditumbuhi oleh jamur. Menghilangkan sebagian kandungan air akan
meningkatkan keawetan dari produk dan menjadi syarat agar dapat diolah pada proses
Suhu pengeringan diatur pada suhu 140 oC. Total waktu pengeringan yang dilakukan adalah selama kurang lebih 4 jam. Operator dryer bertugas menjaga agar
remahan benar-benar kering optimal. Kondisi remahan yang kurang kering dapat
menyebabkan white spot ataupun virgin rubber pada produk akhir (bandela). Kondisi
karet berlendir dan lengket ini merupakan gambaran awal bahwa parameter mutu PRI
(Plasticity Retention Index) gagal didapatkan (Budiman, 1983).
13.Pendinginan
Trolly box yang keluar dari Dryer didinginkan dulu dengan cooling fan hingga
temperature ± 40ºC selama 15menit untuk selanjutnya dilakukan pengepresan. Bila
suhu butiran karet > 40ºC sudah di press.
14.Pengepresan dan Pengemasan
Sebelum dilakukan proses pengemasan, box dryer terlebih dahulu dikeluarkan
isinya (berupa remahan berbentuk bantalan yang telah kering) dan diletakkan ke meja
sortasi. Hasil yang keluar dari Dryer akan dipisahkan secara visual antara hasil yang
memenuhi spesifikasi dan hasil yang keluar dari spesifikasi out spek. Hasil yang out
spek biasanya adalah hasil yang masih mengandung karet mentah / virgin rubber /
white spot (ditandai bintik putih dan bau yang menyengat), atau bisa juga hasil yang
terlalu matang lembek dan lengket. Di meja sortasi dilakukan juga pemeriksan
terhadap kontaminasi mis: serpihan kayu, plastik atau logam. Setelah bandela
diyakini bebas dari white spot maka bandela sudah siap untuk dibungkus dengan
pembungkus plastik. Hasil analisa secara laboratorium menentukan SIR 10 sebagai
15. Penyimpanan dan Pendistribusian
Setelah seluruh bandela tersusun dalam Forming Box, maka diatas susunan
bandela diletakkan tutup papan yang ukurannya persis sama dengan ukuran Forming
Box sehingga apabila ditekan dapat masuk ke dalam Forming Box.
Diatas tutup papan tersebut diletakkan beban seberat 2 Ton selama 36 - 48 jam sehingga apabila beban tersebut diangkat maka diperoleh suatu susunan bandela yang padat dan rapi ( Spillane, 1989).
2.3. Standart Indonesia Rubber (SIR)
SIR dan sifat kerja perlu diketahui untuk memperkirakan penggunaan karet
tersebut sebagai bahan jadi. Penilaian terhadap mutu SIR didasarkan pada beberapa
parameter antara lain: Kadar abu, Kadar kotoran, Kadar zat menguap, Nilai PRI, dan
Kadar nitrogen. Tinggi rendahnya masing-masing unsur tersebut diatas dipengaruhi
oleh beberapa faktor yang meliputi bahan baku dan cara-cara pengolahan (Polhamus,
1962).
2.4. Plasticity Retention Index (PRI)
Platicity retention index adalah nilai dari sifat plastisitas karet yang masih
tersimpan bila karet dipanaskan selama 30 menit pada temperatur 140oC.
Nilai Plasticity Retention Index adalah persentase plasisitas karet setelah dipanaskan
dibandingkan plastisitas sebelum dipanaskan yang ditentukan dengan alat Plastimeter
PRI =��
��x 100%
(1.1)
Dimana :
Pa = Plastisitas karet sesudah dipanaskan selama 30 menit (setelah
pengusangan)
Po = Plastisitas karet sebelum dipanaskan (sebelum pengusangan)
Tujuan pengujian PRI dilakukan untuk mengukur degrandasi atau penurunan
ketahanan karet mentah terhadap oksidasi pada suhu tinggi, nilai PRI yang tinggi
(lebih dari 80%) menunjukan bahwa nilai ketahanan karet terhadap oksidasi adalah
besar.
Oksidasi karet oleh udara (O2) terjadi pada ikatan rangkap molekul karet, yang
akan berakhir dengan pemutusan ikatan rangkap karbon-karbon sehingga panjang
rantai polimer semakin pendek.
Terputusnya rantai polimer pada karet mengakibatkan sifat karet menjadi rendah.
Bila nilai PRI diketahuai, dapat diperkirakan mudah atau tidaknya karet mudah
menjadi lunak atau lengket jika lama disimpan atau dipanaskan. Hal ini berhubungan
dengan vulkanisasi karet pada pembuatan barang jadi, agar diperoleh sifat dari barang
jadi karet yang lebih kuat.
Tinggi rendahnya nilai PRI dipengaruhi oleh jenis bahan baku yang digunakan dan
proses pengolahan crumb rubber. Terdapatnya nilai PRI yang rendah, disebabkan
karena terjadinya reaksi oksidasi pada karet. Faktor-faktor yang menyebabkan
a. Sinar Matahari
Sinar matahari mengandung sinar ultraviolet yang menggiatkan terjadinya oksidasi
pada karet apabila bahan baku lateks dan koagulum tekena langsung oleh sinar
matahari, hal ini ditandai dengan mengeringnya kulit permukaan lateks dan
koagulum.
b. Pengenceran lateks dan Koagulum (penggumpalan)
Pengenceran lateks dengan penambahan air yang terlalu banyak dan perendaman
dengan air yang terlalu lama yang tujuannya untuk mencuci kotoran-kotoran yang
melekat pada koagulum. Hal ini akan menurunkan konsentrasi zat-zat nonkaret
didalam lateks seperti terlarutnya asam-asam amino yang berfungsi sebagai anti
oksidasi dan dapat juga berfungsi sebagai bahan pemacu cepat pada pembuatan
barang jadi karet yang selanjutnya menurunkan PRI pada karet.
c. Zat-zat pro-oksidasi (tembaga atau mangan)
Kandungan ion-ion logam seperti Cu, Mg, Mn, dan Ca berkolerasi dengan kadar
abu didalam analisa karet. Kadar abu diharapkan rendah karena sifat logam tembaga
(Cu) dan mangan (Mn) adalah zat pro-oksidasi yang dalam bentuk ion merupakan
katalis reaksi oksidasi pada karet sehingga dalam jumlah yang melewati batas
konsentrasinya akan merusak mutu karet, sehingga oksidasi dipercepat dan
d. Pengering karet
Penguraian molekul karet oleh reaksi oksidasi dapat pula terjadi bila karet
dikeringkan terlalu lama dan temperatur pengeringan yang dipakai adalah 127oC,
dengan waktu pengeringan 2 - 4 jam tergantung pada jenis alat pengeringan. Nilai
PRI akan turun bila terjadi ikatan silang (Storage Hardening) didalam lateks kebun
dan diantara butiran-butiran karet hasil pengeringan. Ikatan silang terjadi pada
pembentukan gel secara perlahan-lahan sehingga butiran-butiran karet menjadi
melendir dan lengket-lengket.
Hal ini akan menyebabkan plastisitas karet Po karet, maka akan merubah nilai PRI
karet sehingga menjadi turun (Oppusunggu, 1992).
2.5. Plastisitas Awal (Po)
Plastisitas awal (Po) menggambarkan kekuatan karet. Kegagalan pemenuhan
syarat Po dapat disebabkan oleh beberapa faktor. Bahan baku yang telah mengalami
degradasi akibat perlakuan yang tidak tepat seperti perendaman dalam air,
penggunaan formalin sebagai pengawet lateks kebun dan umur bahan olah yang
terlalu lama dapat menyebabkan penurunan nilai Po.
Karet yang berasal dari lateks biasanya mempunyai nilai PRI yang lebih tinggi,
adanya variasi pada cara – cara pengelolahan dapat mempengaruhi jumlah dan jenis
anti oksidan dalam karet, sehingga nilai PRInya juga dapat berubah. Bila
perbandingan antara pro oksidan dan anti oksidan berubah maka nilai PRI juga akan
berubah (Polhamus,1962).
Nilai Po rendah juga bisa disebabkan oleh pengeringan pada suhu terlalu tinggi
(lebih dari 140 oC) dalam waktu yang lama dan pengeringan ulang karet yang kurang
matang. Pemeraman dapat menyebabkan karet menjadi keras dengan disertai
peningkatan nilai viskositas atau Po, serta penurunan PRI.
Lateks kebun dari klon yang berbeda memiliki nilai Po atau plastisitas yang
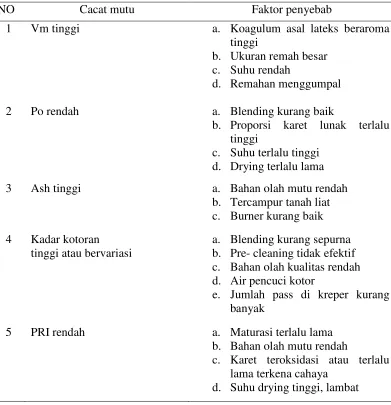
Tabel 2.1. Parameter dan Faktor Penyebabnya
NO Cacat mutu Faktor penyebab
1 Vm tinggi a. Koagulum asal lateks beraroma
tinggi
b. Ukuran remah besar
c. Suhu rendah
d. Remahan menggumpal
2 Po rendah a. Blending kurang baik
b. Proporsi karet lunak terlalu
tinggi
b. Pre- cleaning tidak efektif
c. Bahan olah kualitas rendah
d. Air pencuci kotor
e. Jumlah pass di kreper kurang
banyak
5 PRI rendah a. Maturasi terlalu lama
b. Bahan olah mutu rendah
c. Karet teroksidasi atau terlalu
lama terkena cahaya
BAB 3
METODOLOGI PERCOBAAN
3.1. Alat – alat
Alat yang digunakan pada percobaan ini sebagai berikut:
1. Oven memmert UFB 500 with blower
2. Neraca analitik sartorius
3. Specimen cuter wallance
4. Wallace rapid plastimeter
5. Stop watch
6. Dyer twin Dryer
3.2. Bahan-bahan
Bahan yang digunakan dalam percobaan ini adalah karet remah dari Perkebunan Nusantara III SIR 10
3.3. Prosedur Percobaan
3.1.1. pengisian Trolly/Box dan pengeringan (DRYER)
1. dimasukan remahaan karet yang basah ke dalam Trolly,setiap Box di isi karet
2. di atur suhu yang sudah di tetapkan yaitu 128o C,dengan lama pemasakan kurang lebih 4 jam.
3. setelah pemasakan slesai trolly yang kluar dari dryer didinginan dengan
menggunakan cooling fan atau kipas angin hingga temperature kurang lebih 40o C selama 15 menit.
4. pengepresan dan di beri label sesuai dengan berat untuk dijadikan sampel
yang akan di analisa di laboraturium.
3.1.2. Analisa plastisitas Original (PO) dan Plastisitas Retention Index (PRI)
1. Setiap sampel yang berlabel di ambil 12 gram untuk bahan uji.
2. Di giling sampel 12 gram maksimal 3 kali dengan alat penggiling
laboraturium mill.sehingga hasil yang di dapat berbentuk lembaran dengan ketebalan 1,6-1,8 mm.setelah di giling menghasilkan berbentuk lembaran .
3. Lembaran karet yang dihasilkan tidak boleh berlubang dan mempunyai
ketebalan yang merata setiap bagiannya.lemberan tersebut dilipat menjadi 2 bagian lalu di potong dengan menggunakan alat specimen cutter sebanyak 6 potongan,
4. Pemotongan dilakukan dengan cara menyilang,pemotongan yang pertama
untuk pengukuran plastisitas awal sebelum pengusangan dan pemotongan yang ke dua untuk pengukuran plastisitas akhir sesudah
pengusangan.potongan ini mempunyai ketebalan antara 3,2-3,6 mm (ketelitian 0,01 mm)
5. Letakan 3 potongan sampel di atas kertas sigaret,lalu letakan sampel di atas
6. Tutup piringan plasticimeter stelah ketukan pertama, piringan bawah akan bergerak ke atas selama 15 detik dan menekan piringan atas,setelah ketukan ke dua pengujian berakhir dan di catat nilai pengukuran plasticitasnya.
7. Letakan 3 potongan sampel untuk pengukuran plastisitas setelah
pengusangan di atas kertas dan masukan kedalam oven dengan suhu 130o C
selama 30 menit.
8. Setelah dikeluarkan dari oven kemudian di dinginkan sampai suhu kamar.
9. Untuk mengetahui nilai setelah pengusangan ini dilakukan dengan hal yang
sama pada saat pengujian sebelum pengusangan.
10.Perbedaan antara sebelum pengusangan dan sesudah pengusangan ini hanya
BAB 4
HASIL DAN PEMBAHASAN
4.1 Hasil Percobaan
4.1.1. Hasil Penentuan Nilai Plastisitas Awal dan Plastisitas Akhir.
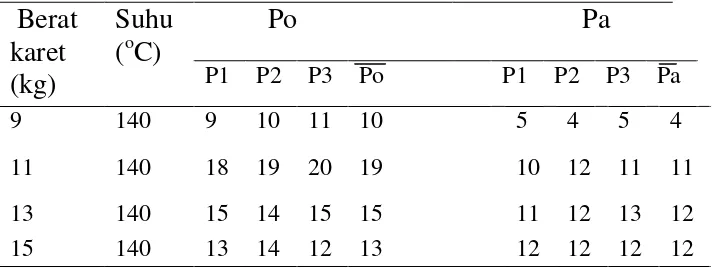
Dari hasil percobaan yang telah dilakukan di peroleh nilai plastisitas awal (Po) dan plastisitas akhir (Pa) yang di tunjukan pada table 4.1.
Tabel 4.1 Data Pengujian Po dan Pa Pada Karet Remah dengan berat yang berbeda
Berat
dimana : Po = Nilai Plastisitas sebelum pengusangan
Pa= Nilai Plastisitas sesudah pengusangan
4.2. Hasil Perhitungan
4.2.1. Menghitung nilai Plasticity Retention Index
b. Nilai PlasticityRetention Index untuk berat sampel 11 kg : pa
11
c.nilai Plasticity Retention Index untuk berat sampel 13 kg : pa
13
d.nilai Plasticity Retention Index untukberat 15 kg :
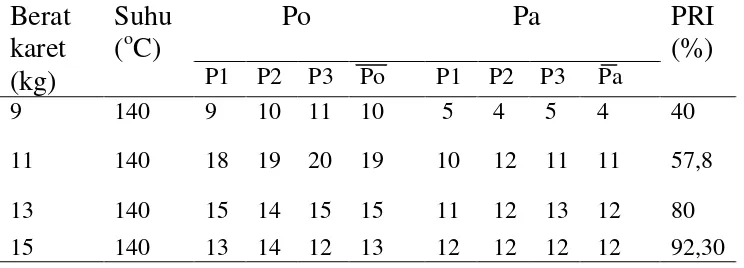
Nilai Plasticity Retention Index hasil perhitungan di tunjukkan pada Tabel 4.2.1. Tabel 4. 2.1. Data Hasil Perhitungan PRI Pada Berbagai Berat Karet Remah
Berat
Berat karet remah sangat mempengaruhi nilai Plasticity Retentions Index (PRI).
Tujuan pengujian nilai PRI ini dilakukan untuk mengukur penurunan ketahanan
karet terhadap oksidasi pada suhu tinggi, nilai PRI yang tinggi (lebih dari 80%)
menunjukan bahwa nilai ketahanan karet terhadap oksidasi adalah besar. Ketentuan
Standard Indonesian Rubber (SIR) menyatakan bahwa nilai PRI pada karet remah
Standard Indonesian Rubber 10 minimum 50% - 60%.
Dari data yang telah diperoleh untuk setiap berat karet remah yang berbeda akan
mempengaruhi nilai Plasticity Retention Index yang berbeda pula. Untuk berat karet
remah 9 kg diperoleh nilai Plasticity Retention Index = 40%, hal ini menunjukan
pada bagian box trolly tersebut. Untuk berat karet remah 11 kg dengan nilai
Plasticitas Retention Index = 57,89%, hal ini menunjukan bahwa nilai plastisitasnya
bagus karena sesuai Standard Indonesian Rubber 10 yang telah di tetapkan pada
perusahaan tersebut.
Untuk berat karet remah 13 kg dengan nilai Plasticity Retention Index =80%, hal
ini menunjukan bahwa nilai plastisitas yang di dapat buruk atau rusak karena sudah
melewati batas Standard Indonesian Rubber 10 dan hasil percobaan pada karet
tersebut mengakibatkan adanya White Spot atau bintik-bintik putih pada karet. Untuk
berat karet remah 15 kg dengan nilai Plasticity Retention Index = 92,30%, hal ini
menunjukan bahwa nilai plastisitasnya sama dengan berat karet remah 13 kg yang
mengakibatkan adanya White Spot atau bintik-bintik putih pada karet tersebut.
Maka dari itu PT. Perkebunan Nusantara III menetapkan berat karet remah
yang sesuai dengan Standard Indonesian Rubber adalah 11 kg. Jika hasil yang di
dapatkan melebihi Standard Indonesian Rubber 10, maka hasil tersebut dinyatakan
gagal dan tidak boleh di pasarkan.
Hal ini menunjukan bahwa proses pengeringan pada suhu 140oC dengan waktu
pengeringan 4 jam akan mendapatkan nilai Plasticity Retention Index yang sesuai
BAB 5
KESIMPULAN DAN SARAN
5.1. KESIMPULAN
Dari percobaan ini dapat di simpulkan bahwa:
1. Nilai Plasticity Retention Index dengan berat karet remah pada proses
pengeringan yaitu:
a. Karet remah 9 kg dengan nilai Plasticity Retention Index 40%
b. Karet remah 11 kg dengan nilai Plasticity Retention Index 57,89%
c. Karet remah 13 kg dengan nilai Plasticity Retention Index 80%
d. Karet remah 15 kg dengan nilai Plasticity Retention Index 92,59%
2. Kualitas karet remah yang sesuai dengan SIR 10 adalah karet remah dengan
berat 11 kg dengan nilai Plasticitas Retention Index sama dengan 57,89%.
5.2. SARAN
Perlu dilakukan pemilihan bahan baku yang sesuai dan proses maturasi lebig tepat
agar nilai Plasticity Retention Index yang diperoleh sesuai dengan Standard
DAFTAR PUSTAKA
Kartowardoyo, S. 1980. Penggunaan Wallace Plastimeter Untuk Penentuan Karakteristik Karet Alam. Universitas Gajah Mada. Yogyakarta.
Ompusunggu, M. 1987. Pengetahuan Mengenai Lateks Heve. Karya Ilmiah. Balai Penelitan Perkebunan Sungai Putih. Medan.
Subihat, M.R. 2001. Pengaruh Bahan Olah Karet Terhadap Konsistensi
Nilai PRI. Karya Ilmiah. Program D-3 Kimia Industri FMIPA-USU. Medan.
Spillane, J.J. 1989. Komoditi Karet. Cetakan Pertama. Penerbit Konisius. Yogyakarta.
Swadaya, P. 1999. Karet Budidaya Dan Pengolahan. Jakarta. 313-314