PENGARUH PENGERINGAN BAHAN BAKU KARET REMAH
TERHADAP NILAI ASHT SESUAI DENGAN MUTU KARET SIR
20 DI PT. BRIDGESTONE SUMATERA RUBBER ESTATE
DOLOK MERANGIR
KARYA ILMIAH
HAIRIL YUSUP
062409047
DEPARTEMEN KIMIA
PROGRAM STUDI DIPLOMA-3 KIMIA INDUSTRI
FAKULTAS MATEMATIKA DAN ILMU PENGETAHUAN ALAM
UNIVERSITAS SUMATERA UTARA
PENGARUH PENGERINGAN BAHAN BAKU KARET REMAH
TERHADAP NILAI ASHT SESUAI DENGAN MUTU KARET SIR
20 DI PT. BRIDGESTONE SUMATERA RUBBER ESTATE
DOLOK MERANGIR
KARYA ILMIAH
Diajukan untuk melengkapi tugas dan memenuhi syarat mencapai gelar ahli madya
HAIRIL YUSUP
062409047
DEPARTEMEN KIMIA
PROGRAM STUDI DIPLOMA-3 KIMIA INDUSTRI
FAKULTAS MATEMATIKA DAN ILMU PENGETAHUAN ALAM
UNIVERSITAS SUMATERA UTARA
PERSETUJUAN
Judul : PENGARUH PENGERINGAN BAHAN BAKU KARET REMAH UNTUK MENDAPATKAN NILAI ASHT SESUAI DENGAN MUTU KARET SIR 20 DI PT. BRIDGESTONE SUMATERA RUBBER ESTATE-DOLOK MERANGIR Kategori : KARYA ILMIAH
Nama : HAIRIL YUSUP Nomor Induk Mahasiswa : 062409047
Program Studi : DIPLOMA-3 KIMIA INDUSTRI Departemen : KIMIA
Fakultas : FAKULTAS MATEMATIKA DAN ILMU PENGETAHUAN ALAM (FMIPA)
UNIVERSITAS SUMATERA UTARA
Diluluskan di Medan, Juli 2009
Komisi Pembimbing :
Diketahui / Disetujui Oleh
Departemen Kimia FMIPA USU Dosen Pembimbing Ketua,
PERNYATAAN
PENGARUH PENGERINGAN BAHAN BAKU KARET REMAH
TERHADAP NILAI ASHT SESUAI DENGAN MUTU KARET SIR
20 DI PT. BRIDGESTONE SUMATERA RUBBER ESTATE
DOLOK MERANGIR
KARYA ILMIAH
Saya mengakui bahwa karya ilmiah ini adalah hasil kerja saya sendiri, kecuali beberapa kutipan dan ringkasan yang masing-masing disebutkan sumbernya.
Medan, Juli 2009
HAIRIL YUSUP
062409047
PENGHARGAAN
Puji dan syukur Alhamdulillah penulis panjatkan ke-hadirat Allah SWT, karena atas
limpah karunia yang diberikan-Nya penulis dapat menyelesaikan kertas kajian ini
dalam waktu yang telah ditetapkan.
Dalam penyusunan karya ilmiah ini tentunya penulis mendapatkan banyak
bantuan moril maupun materil. Maka dengan segala kerendahan hati penulis
menyampaikan rasa terima kasih yang sebesar-besarnya kepada :
1. Keluargaku tercinta, Ayahanda M.Diris dan Ibunda Salamah serta Abanganda
Afrizal Yusuf dan Kakanda Derliani yang telah mencurahkan kasih sayang,
dukungan dan do’a yang tiada henti kepada penulis, juga Adik-adikku (Hairul,
Anrul, Arliani dan Yuni) yang sangat kusayangi.
2. Bapak Drs. Abdi Negara Sitompul, selaku dosen pembimbing yang dengan
ikhlas telah meluangkan waktu dan pikirannya, saran, petunjuk untuk
membantu penulis dalam menyelesaikan karya ilmiah ini.
3. Bapak Prof. DR. Eddy Marlianto, M.Sc selaku Dekan Fakultas Matematika
dan Ilmu Pengetahuan Alam USU.
4. Ibu DR. Rumondamg Bulan Nasution, MS, selaku Ketua Departemen Kimia
Fakultas Matematika dan Ilmu Pengetahuan Alam USU.
5. Bapak Prof. DR. Harry Agusnar, M.Sc; M.phil, selaku Ketua Program studi
D-3 Kimia Industri FMIPA USU.
6. Bapak Drs. Firman Sebayang, MS, selaku Dosen Pembimbing akademik saya
7. Bapak dan Ibu dosen di Departemen Kimia program studi D-3 Kimia Industri
yang telah banyak memberikan ilmu dan motivasi selama saya mengikut i
pendidikan.
8. Sahabat saya Pendi Nasution, Anak-anak Selenium (Firman, Nedi, Anri, Yudi,
Ari), Yudhis, Putri, Upeh, Bang Fadli, Arini, dan Imelda serta kawan-kawan
seperjuangan selama 3 tahun di D-3 Kimia Industri yang tidak dapat
disebutkan satu persatu.
Akhirnya, saya mengucapkan terima kasih kepada semua pihak yang telah ikut
ABSTRAK
ABSTRACT
2.3. Sifat Karet 15
2.8. Pengerasan Karet Selama Penyimpanan (Storage Hardening) 23
2.8.1. Faktor-faktor yang mempengaruhi pengerasan karet selama penyimpanan 24
DAFTAR TABEL
Halaman
Tabel 2.1. Komposisi Lateks Segar dari Kebun 16 Tabel 2.2. Komposisi Lateks Dalam Karet Kering 17
Tabel 2.3. Jenis Mutu Karet Dalam Pasaran Internasional 19 Tabel 2.4. Skema Standar Indonesia Rubber 21 Tabel 4.1. Data Pengamatan Potongan Uji karet Remah sebelum
Pengusangan 31 Table 4.2. Data Pengamatan Potongan Uji karet Remah setelah
DAFTAR LAMPIRAN
1. Kriteria getah OP yang diterima di PT.BRIDGESTONE SUMATERA RUBER ESTATE
2. Gambar Alat Plastimeter
ABSTRAK
ABSTRACT
BAB 1 PENDAHULUAN
1.1. Latar Belakang
Indonesia adalah salah satu negara penghasil karet terbesar di dunia. Produk
karet Indonesia adalah jenis karet remah yang dikenal sebagai karet Standar Indonesia
Rubber (SIR) merupakan jenis karet alam padat yang diperdagangkan saat ini. Karet
ini tergolong ke dalam karet spesifikasi teknis, karena penilaian mutunya didasarkan
pada sifat teknis dari parameter dan besaran nilai yang dipersyaratkan dalam
penetapan mutu karet remah tercantum dalam skema SIR.
Jenis karet yang menggunakan bahan baku koagulum kebun digolongkan pada
kualitas mutu karet tersebut, Seperti SIR 3 CV, SIR 3L, SIR 3 WF, SIR 5, SIR 10,
SIR 20, yang umumnya diproduksi dari bahan baku olahan koagulum. Bahan baku
biasanya dipasok oleh suatu perkebunan besar yang bersifat terintegrasi secara baik
antara pemasok bahan olahan dan pabrik pengolah.
Bahan baku untuk menghasilkan karet SIR 20 umumnya mudah dikendalikan
dari segi mutu maupun kesinambungan pasokan bahan baku, karena telah terintegrasi
secara baik, akan tetapi sebaliknya bahan baku yang berasal dari kebun rakyat sangat
beragam dan banyak jumlahnya, keadaan ini mengakibatkan penanganan bahan olah
di lapangan umumnya masih sangat bervariasi sehingga kurang mendukung mutu
Agar produksi karet yang dihasilkan sesuai dengan standar mutu karet remah
SIR 20, ditentukan oleh penanganan proses pengolahan yang baik. Salah satu proses
pengolahan karet remah yang ikut menentukan kualitas mutu suatu produk karet
adalah proses pengeringan yang bertujuan untuk mempertahankan nilai accelerated
storage hardening test (ASHT) dari produk karet hasil olahan. Meskipun nilai ASHT
untuk SIR 20 tidak dilampirkan dalam Standar Indonesia Rubber (SIR), tetapi sangat
perlu diperhatikan guna menjaga kualitas karet remah yang dihasilkan.
Pada Proses pengolahan karet remah SIR 20, ada faktor lain ikut berpengaruh,
diantaranya adalah faktor jenis bahan baku, proses penggilingan, serta usia bahan
baku. Bila bahan baku jenisnya beragam, maka sebelum pengeringan harus dilakukan
proses maturasi agar nilai ASHT karet tersebut tidak mengalami penurunan. Demikian
juga halnya dengan proses penggilingan, bila penggilingan tidak merata, maka proses
pemasakan akan menurunkan nilai ASHT setelah dilakukan proses pengeringan.
Mengingat bagaimana pentingnya proses pengeringan itu terhadap penurunan
nilai ASHT, maka perlu dilakukan penanganan secara profesional, mengingat pula
bahwa alat yang digunakan pada proses pengeringan harus berupa alat pengering yang
bekerja secara outomatis, maka suhu dan waktu pengeringan harus tetap dijaga supaya
tetap, agar tingkat mutu produksi yang diharapkan adalah SIR 20 dapat dipenuhi.
Dari penjelasan di atas, jelas terlihat bahwa temperatur dan waktu pengeringan
perlu dijaga agar tetap konstan, karena hal tersebut berpengaruh dalam penentuan
tingkat mutu produksi karet SIR 20. Hal inilah yang membuat penulis berminat
membahas, di mana hasil pembahasan diwujudkan dalam bentuk karya ilmiah dengan
UNTUK MENDAPATKAN NILAI ASHT SESUAI DENGAN MUTU KARET SIR 20 DI PT. BRIDGESTONE SUMATERA RUBBER ESTATE - DOLOK MERANGIR”
1.2. Permasalahan
1.2.1. Gambaran Masalah
Kondisi alat pengering di PT. BRIDGESTONE SUMATERA RUBBER
ESTATE-Dolok Merangir, pengeringan dilakukan dengan suhu 135°C dan dalam
waktu 13 menit. Proses pengolahan dilakukan mulai dari pencampuran bahan baku,
pencucian, penggilingan, sampai masuk ke dalam alat pengering. Suhu dan waktu
pengeringan di unit pengeringan bertujuan untuk mempertahankan mutu produksi SIR
20 dengan standar baku mutu sebagai berikut :
a). Kadar Kotoran = 0, 20
b). Kadar Abu =1, 0
c). Nilai Po = 30
Jadi, dengan pengeringan pada suhu 135°C selama 13 menit diharapkan hasil
yang diperoleh setelah pengeringan dalam karet SIR 20 sesuai dengan parameter
mutu. Dalam proses pengeringan inilah standar mutu SIR 20 yang perlu diperhatikan
adalah nilai ASHT dari karet supaya jangan sampai lebih besar dari 5 (≤ 5). Penentuan
nilai ASHT, juga dipengaruhi oleh jenis bahan baku dan campuran bahan baku untuk
memperoleh hasil akhir produksi karet SIR 20 dengan nilai ASHT ≤ 5.
Untuk mengetahui hasil pengeringan karet SIR 20, maka perlu dilakukan
kotoran, kadar abu, nilai PRI dan nilai ASHT dari hasil produksi tersebut. Dengan
demikian, untuk manghasilkan karet SIR 20 selain nilai ASHT ada hal lain yang perlu
diperhatikan yaitu jenis bahan baku, jumlah penggilingan dan teknik penggilingan dan
bahan baku harus bersih dari bahan-bahan bukan karet.
1.2.2 Rumusan Masalah
Dari gambaran masalah di atas dikatakan bahwa penentuan tingkat mutu
produksi pada proses pengolahan karet remah SIR 20, dipengaruhi oleh faktor-faktor
seperti kadar kotoran, kadar abu dan nilai ASHT. Karena keterbatasan waktu, maka
penulis hanya mempermasalahkan nilai ASHT dari karet SIR 20, dimana untuk
mempertahankan agar nilai ASHT tidak lebih besar dari 5 ( ≤ 5), maka diperlukan perlakuan-perlakuan khusus terhadap jenis bahan baku olahan. Oleh karena itu,
penulis mengambil rumusan masalah bagaimana nilai ASHT dari jenis bahan baku
olahan bila suhu 135°C dan waktu pengeringan selama 13 menit dipertahankan
konstan terhadap parameter mutu karet SIR 20.
1.3. Tujuan
a. Untuk mengetahui suhu dan waktu yang konstan pada pengeringan karet
remah guna mendapatkan mutu karet SIR 20.
b. Untuk mengetahui nilai Ph dan nilai ASHT pada SIR 20 sesuai dengan data
1.4. Kegunan dan Manfaat 1.4.1. Kegunaan
a. Untuk mengetahui hasil pengeringan terhadap parameter mutu karet remah
SIR 20, bila suhu yang digunakan 135°C dan waktu pengeringan selama 13
menit.
b. Untuk memberi dan mengembangkan wawasan teknologi bagi penulis
1.4.2. Manfaat
a. Sebagai bahan masukan bagi perusahaan tempat penulis melakukan Praktek
Kerja Lapangan.
BAB 2
TINJAUAN PUSTAKA
2.1 Pengeringan
Dalam industri kimia sering sekali bahan-bahan padat harus dipisahkan dari
suspensi, misalnya secara mekanis dengan penjernihan atau filtrasi. Dalam hal ini
pemisahan yang sempurna sering kali tidak dapat diperoleh, artinya bahan padat selalu
masih mengandung sedikit atau banyak cairan, yang acapkali hanya dapat dihilangkan
dengan pengeringan. Karena pertimbangan ekonomi (penghematan energi), maka
sebelum pengeringan dilakukan, sebaiknya sebanyak mungkin cairan sudah
dipisahkan seara mekanis. (Bernasconi, G., 1995)
2.1.1 Pengertian Pengeringan
Pengeringan merupakan cara untuk menghilangkan sebagian besar air dari
suatu bahan dengan bantuan energi panas dari sumber alam (sinar matahari) atau
buatan (alat pengering). Biasanya kandungan air tersebut dikurangi sampai batas
dimana mikroba tidak dapat tumbuh lagi.
2.1.2 Tujuan Pengeringan
Tujuan pengeringan adalah untuk mengurangi kadar air sampai batas
perkembangan mikroorganisme dan kegiatan enzim yang dapat menyebabkan
pembusukan terhambat atau terhenti. Dengan demikian bahan yang dikeringkan dapat
Bahan pangan kering matahari dan kering buatan adalah lebih pekat dari pada
setiap bahan pangan awetan yang lain, sehingga :
1. Biaya produksi lebih murah
2. Diperlukan tenaga yang lebih sedikit
3. Kebutuhan ruang penyimpanan dan pengangkutan bahan pangan kering
minimal
4. Besarnya biaya distribusi berkurang
2.1.3 Keuntungan dan Kelemahan Teknik Pengeringan
Keuntungan pengeringan :
- Bahan menjadi lebih tahan lama disimpan
- Volume bahan menjadi kecil
- Mempermudah dan menghemat ruang pengangkutan
- Mempermudah transport
- Biaya produksi menjadi murah
Kerugian pengeringan
- Sifat asal bahan yang dikeringkan berubah (bentuk dan penampakan fisik,
penurunan mutu, dll)
- Perlu pekerjaan tambahan untuk menghindari di atas
2.1.4 Metode Pengeringan
1. Penjemuran
Pengeringan dengan sinar matahari langsung sebagai energi panas.
- Tergantung cuaca
- Sukar dikontrol
- Memerlukan tempat penjemuran
- Mudah terkontaminasi
Pengeringan dengan menggunakan alat pengering dimana suhu, kelembaban
udara, kecepatan udara dan waktu dapat diatur dan diawasi.
Keuntungan :
- Tidak tergantung cuaca
- Kapasitas pengeringan dapat dipilih sesuai dengan yang diperlukan
- Tidak memerlukan tempat yang luas
- Kondisi pengeringan dapat dikontrol
- Panen dapat dilakukan lebih awal
- Masa simpan menjadi lama
- Pekerjaan menjadi lebih mudah
- Dapat meningkatkan nilai ekonomis bahan
Selain itu, keuntungan pengeringan secara mekanis adalah :
1. Memungkinkan pengeringan dilakukan di sembarang waktu tanpa terikat musim
2. Luas areal yang dibutuhkan untuk pengeringan dapat dikurangi, misalnya dengan
memperbanyak rak-rak pengering.
3. Pengaturan suhu dapat lebih mudah sehingga dapat disesuaikan dengan
karakteristik bahan yang dikeringkan. (Rohanah, A., 2006).
2.1.5 Kriteria Pemilihan Alat Pengering
Disamping berdasarkan pertimbangan – pertimbangan ekonomi, pemilihan alat
pengering ditentukan oleh faktor – faktor berikut :
1. Kondisi bahan yang dikeringkan (bahan padat, yang dapat mengalir, pasta,
suspensi)
2. Sifat – sifat bahan yang akan dikeringkan (misalnya apakah menimbulkan bahaya
kebakaran, kemungkinan terbakar, ketahanan panas, kepekaan terhadap pukulan,
bahya ledakan debu, sifat oksidasi).
3. Jenis cairan yang terkandung dalam bahan yang dikeringkan (air, pelarut organik,
dapat terbakar, beracun)
4. Kuantitas bahan yang dikeringkan
5. Operasi kontinu atau tidak kontinu.
(Bernasconi, G., 1995)
2.1.6 Jenis-Jenis Pengeringan
1. pengeringan alamiah menggunakan panas matahari
Pengeringan hasil pertanian dengan menggunakan energi matahari biasanya
dilakukan dengan menjemur bahan di atas alas jemuran atau lamporan, yaitu suatu
dan peralatannya serta pertimbangan faktor ekonomis, alat jemur dapat dibuat dari
anyaman tikar, anyaman bambu, lembaran seng, lantai batu bata atau lantai semen.
Pengeringan ini adalah pengeringan paling sederhana (dengan cara
penjemuran). Penjemuran adalah usaha pembuangan atau penurunan kadar air suatu
bahan untuk memperoleh tingkat kadar air yang cukup aman disimpan, yaitu yang
tingkat kadar airnya seimbang dengan lingkungan.
2. Pengeringan dengan menggunakan bahan bakar
Bahan bakar sebagai sumber panas (bahan bakar cair, padat, listrik) misalnya :
BBM, batubara, dan lain-lain. Pengeringan ini disebut juga dengan pengeringan
mekanis. Jenis-jenis pengeringan mekanis adalah tray dryer, rotary dryer, spray dryer,
freeze dryer
a. Tray dryer (alat pengeringan berbentuk rak)
- Bentuknya persegi dan didalamnya berisi rak-rak yang digunakan sebagai
tempat bahan yang akan dikeringkan
- Cocok untuk bahan yang berbentuk padat dan butiran
- Sering digunakan untuk produk yang jumlahnya tidak terlalu besar
- Bisa digunakan dalam keadaan vakum
- Waktu pengeringan umumnya lama (10-60 jam)
b. Rotary dryer (pengeringan berputar)
- Pengeringan kontak langsung yang beroperasi secara kontinyu, terdiri atas
derajat dari bidang horizontal untuk membantu perpindahan umpan basah yang
dimasukkan pada atas ujung drum
- Bahan kering dikeluarkan pada ujung bawah
- Waktu pengeringan cepat (10-60 menit)
- Cocok untuk bahan yang berbentuk padat dan butiran
c. Freeze dryer (pengeringan beku)
- Cocok untuk padatan yang sangat sensitif panas (bahan bioteknologis tertentu,
bahan farmasi,dan bahan pangan)
- Pengeringan terjadi di bawah titik triple cairan dengan menyublin air beku
menjadi uap, yang kemudian dikeluarkan dari ruang pengering dengan pompa
vakum mekanis
- Menghsilkan produk bermutu tinggi dibandingkan dengan teknik dehidrasi lain.
d. Spray dryer (Pengering semprot)
- Cocok untuk bahan yang berbentuk larutan yang sangat kental serta berbentuk
pasta (susu, zat pewarna, dan bahan farmasi)
- Kapasitas beberapa kg/jam hingga 50 ton per jam penguapan (20000 pengering
semprot)
- Umpan yang diatomisasi dalam bentuk percikan disentuhkan dengan udara
panas yang dirancang dengan baik.
3. Pengeringan Gabungan
Pengeringan gabungan adalah pengeringan dengan menggunakan energi sinar
matahari dan bahan bakar minyak yang menggunakan konveksi paksa (udara panas
suhu lingkungan hanya sekitar 33oC, sedangkan suhu pengeringan untuk komoditi
pertanian kebanyakan berkisar 60 – 70oC. Oleh karena itu perlu ditingkatkan suhu
lingkungan dengan cara mengumpulkan udara dalam satu kolektor surya dan
menghembuskannya ke komoditi (digunakan kipas angin).
4. Jenis Pengeringan Berdasarkan Media Pemanas
Pengeringan buatan/mekanis terdiri atas dua jenis berdasarkan media pemanas :
1. Pengeringan Adiabatik
Pengeringan dimana panas dibawa ke alat pengering oleh udara panas, fungsi udara
memberi panas dan membawa uap air.
2. Pengeringan Isothermik
Bahan pangan berhubungan langsung dengan lembaran/plat logam yang panas
2.1.7 Faktor – Faktor Yang Mempengaruhi Pengeringan
Pada proses pengeringan selalu diinginkan kecepatan pengeringan yang
maksimal. Oleh karena itu perlu dilakukan usaha–usaha untuk mempercepat pindah
panas dan pindah massa (pindah massa dalam hal ini perpindahan air keluar dari
bahan yang dikeringkan dalam proses pengeringan tersebut). Ada beberapa faktor
yang perlu diperhatikan untuk memperoleh keepatan pengeringan maksimum, yaitu :
1. Luas permukaan
Semakin luas permukaan bahan yang dikeringkan, maka akan semakin cepat
bahan menjadi kering. Biasanya bahan yang akan dikeringkan dipotong– potong untuk
2. Suhu
Semakin besar perbedaan suhu (antara medium pemanas dengan bahan yang
dikeringkan), maka akan semakin cepat proses pindah panas berlangsung sehingga
mengakibatkan proses penguapan semakin cepat pula. Atau semakin tinggi suhu udara
pengering, maka akan semakin besar energi panas yang dibawa ke udara yang akan
menyebabkan proses pindah panas semakin cepat sehingga pindah massa akan
berlangsung juga dengan cepat.
3. Kecepatan udara
Umumnya udara yang bergerak akan lebih banyak mengambil uap air dari
permukaan bahan yang akan dikeringkan. Udara yang bergerak adalah udara yang
mempunyai kecepatan gerak yang tinggi yang berguna untuk mengambil uap air dan
menghilangkan uap air dari permukaan bahan yang dikeringkan.
4. Kelembaban udara
Semakin lembab udara di dalam ruang pengering dan sekitarnya, maka akan
semakin lama proses pengeringan berlangsung kering, begitu juga sebaliknya. Karena
udara kering dapat mengabsorpsi dan menahan uap air. Setiap bahan khususnya bahan
pangan mempunyai keseimbangan kelembaban udara masing–masing, yaitu
kelembaban pada suhu tertentu dimana bahan tidak akan kehilangan air (pindah) ke
5. Tekanan atm dan vakum
Pada tekanan udara atmosfir 760 Hg (=1 atm), air akan mendidih pada suhu
100oC. Pada tekanan udara lebih rendah dari 1 atmosfir air akan mendidih pada suhu
lebih rendah dari 100oC.
P 760 Hg = 1 atrm air mendidih 100oC
P udara < 1 atm air mendidih < 100oC
Tekanan (P) rendah dan suhu (T) rendah cocok untuk bahan yang sensitif terhadap
panas , contohnya : pengeringan beku (freeze drying)
6. Waktu
Semakin lama waktu (batas tertentu) pengeringan, maka semakin cepat proses
pengeringan selesai. Dalam pengeringan diterapkan konsep HTST (High Temperature
Short Time), Short time dapat menekan biaya pengeringan. (Rohanah, A.,2006).
2.2 Pengertin Karet
Karet merupakan suatu polimer isoprena dan juga merupakan hidrokarbon
dengan rumus monomer (C5H8)n. Zat ini umumnya berasal dari getah berbagai
tumbuh-tumbuhan di daerah panas, terutama dari pohon karet. Getah ini diperoleh
setelah dilakukan pengerjaan pada pohon karet yaitu, pohon karet yang telah cukup
umur dideres batangnya, sehingga getahnya keluar, getah yang keluar inilah sering
disebut dengan lateks (karet alam). Kemudia diolah menjadi berbagai macam produk
Seiring dengan perkembangan ilmu pengetahuan dan teknologi dewasa ini,
karet alam sudah dapat disintesis, akan tetapi kegunaan dari karet alam ini tidak dapat
digantikan oleh karet sintesis, ini disebabkan karena nilai PRI dari karet alam lebih
baik dari karet buatan (sintesis).
2.3. Sifat Karet
Semua jenis karet adalah polimer tinggi dan mempunyai susunan kimia yang
berbeda dan memungkinkan untuk diubah menjadi bahan-bahan yang bersifat elastis
(rubberiness). Namun, bahan-bahan itu berbeda sifat bahan dasarnya misalnya,
kekuatan tensil, daya ulur maksimum, daya lentur (resilience) dan terutama pada
proses pengolahannya serta prestasinya sebagai barang jadi.
Karet alam adalah suatu komoditi homogen yang cukup baik. Kualitas dan
hasil produksi karet alam sangat terkenal dan merupakan dasar perbandingan yang
baik untuk barang-barang karet buatan manusia. Karet alam mempunyai daya lentur
yang tinggi, kekuatan tensil dan dapat dibentuk dengan panas yang rendah. Daya
tahan karet terhadap benturan, gesekan dan koyakan sangat baik. Namun, karet alam
tidak begitu tahan terhadap faktor-faktor lingkungan, seperti oksidasi dan ozon. Karet
alam juga mempunyai daya tahan yang rendah terhadap bahan-bahan kimia seperti
bensin, minyak tanah, pelarut lemak (degreaser), pelumas sintetis, dan cairan hidrolik.
Karena sifat fisik dan daya tahannya, karet alam dipakai untuk produksi-produksi
pesawat terbang, ban truk raksasa dan ban-ban kendaraan) dan produksi-produksi
teknik lain yang memerlukan daya tahan sangat tinggi. (Spillane. J. J., 1989)
2.4. Komposisi Karet Alam
Hasil yang diambil dari tanaman karet adalah lateks yang diolah menjadi sit,
lateks pekat dan lateks karet remah. Lateks dapat diperoleh dengan cara menyadap
antara kambium dan kulit pohon yaitu merupakan cairan berwarna putih atau
kekuning-kuningan. Secara singkat komposisi lateks segar dari kebun adalah sebagai
berikut :
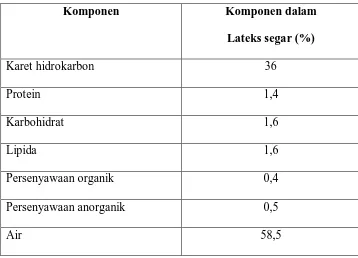
Tabel 2.1. Komposisi Lateks Segar dari Kebun
Komponen Komponen dalam Lateks segar (%)
Karet hidrokarbon 36
Protein 1,4
Karbohidrat 1,6
Lipida 1,6
Persenyawaan organik 0,4
Persenyawaan anorganik 0,5
Air 58,5
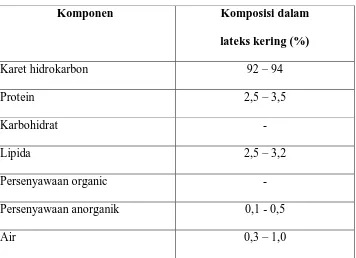
Tabel 2.2 Komposisi Lateks dalam Karet Kering
Komponen Komposisi dalam lateks kering (%)
Karet hidrokarbon 92 – 94
Protein 2,5 – 3,5
Karbohidrat -
Lipida 2,5 – 3,2
Persenyawaan organic -
Persenyawaan anorganik 0,1 - 0,5
Air 0,3 – 1,0
Apabila lateks hevea segar dipusingkan pada kecepatan 32.000 putaran per
menit (rpm) selama 1 jam, akan terbentuk 4 fraksi :
2.4.1. Fraksi karet
Fraksi karet terdiri dari partikel-partikel karet yang berbentuk bulat dengan
diameter 0,05 – 3 mikron (µ). Partikel karet diselubungi oleh lapisan pelindung yang
terdiri dari protein dan lipida dan berfungsi sebagai pemantap. (Ompusunggu, 1987)
2.4.2. Fraksi kuning
Fraski ini terdiri dari partikel-partikel berwarna kuning yang mula-mula
partikel dan berat jenisnya lebih besar dari partikel karet dan bentuknya seperti bola.
Setelah pemusingan dilakukan, partikel Frey wyssling biasanya terletak di bawah
partikel karet dan di atas fraksi dasar. (Tampubolon, M., 1986)
2.4.3. Fraksi serum
Fraksi serum juga disebut fraksi c ( centrifuged serum) mengandung sebagian
besar komponen bukan karet yaitu air, karbohidrat, protein dan ion-ion logam.
(Ompusunggu, 1987)
2.4.4. Fraksi dasar
Fraksi dasar pada umumnya terdiri dari partikel-partikel dasar. Partikel dasar
mempunyai diameter 2 – 5 mikron dan berat jenisnya lebih besar dari berat jenis
partikel karet, sehingga pada pemusingan partikel-partikel dasar berkumpul di bagian
bawah (dasar). Jumlah lutoid dalam lateks berkisar antara 15 – 20%. (Tampubolon,
M., 1986)
2.5. Spesifikasi Karet
Karet alam merupakan komoditi perkebunaan yang unik karena
penggunaannya sebagai bahan baku industri sedangkan komoditi perkebunan lainnya
sebagian besar adalah bahan makanan dan minuman. Sebelum menjadi barang jadi
(misalnya ban kendaraan), karet mengalami pengujian mutu teknis yang ketat dan
kemudian diproses dengan prosedur pengolahan yang cukup rumit. Karena itu
masalah mutu karet jauh lebih canggih dibandingkan dengan mutu komoditi
perkebunan lainnya.
Karet spesifikasi teknis ( TSR) yang dikenal dengan istilah “crumb rubber”
bahan baku berasal dari Indonesia yang penentuan jenis mutunya berdasarkan SMR
(Standar Malaysia Rubber) dan SSR (Singapore Specified Rubber). Sedangkan
Indonesia baru mulai mengolah crumb rubber pada tahun 1969 dengan spesifikasi
jenis mutu berdasarkan SIR (Standar Indonesia Rubber). Konsumen yang mula-mula
menerima dengan baik karet jenis crumb rubber ini adalah Amerika. Karena itu ekspor
karet Indonesia terutama ditujukan ke Amerika Serikat dan memperoleh pasaran yang
baik. Tahun 1982 jumlah karet Indonesia yang dikonsumsi oleh Amerika Serikat
adalah 54% dari konsumsi karet alam negara tersebut.
Untuk lebih jelasnya dapat kita tinjau proporsi jenis mutu karet alam ekspor
dalam pasaran Internasional pada tahun 1982 yaitu sebagai berikut :
Tabel 2.3. Jenis Mutu Karet dalam Pasaran Internasional
No Jenis Mutu %
1 TSR-20 34,7
2 RSS-3 23,4
3 RSS-1 12,3
4 RSS-4 6,4
5 TSR-10 5,6
6 RSS-2 4,5
7 TSR-50 4,1
2.5.1. Proses pengolahan TSR
Proses pengolahan TSR dapat dibagi 2, yaitu :
1. Proses pengolahan bahan baku lateks
Proses pengolahan bahan baku lateks yaitu pengecilan ukuran, penipisan,
peremahan, pencacahan, pembutiran, pengeringan, pembalan dan pengepakan.
2. Proses pengolahan bahan baku koagulum
Proses pengolahan bahan baku koagulum juga ditentukan oleh kondisi bahan
baku yaitu bahan baku kotor dan bahan baku bersih.
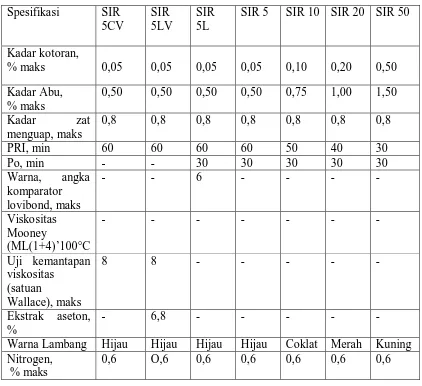
2.5.2. Pengawasan mutu karet
Pengujian mutu dilakukan sesuai dengan parameter skema SIR yang
dikeluarkan berdasarkan SK Mentri Perdagangan N0. 321/Kp/VIII/83 seperti pada
Tabel 2.4. Skema Standar Indonesia Rubber (SIR)
Hasil pengujian yang diperoleh walaupun memenuhi standar mutu tapi
mempunyai variasi yang cukup besar, apalagi bila diuji sifat-sifat fisika barang
jadinya. Pada masing-masing pabrik dapat juga terjadi variasi mutu untuk tiap kali
2.6. Penyusutan bahan olah karet
Penyusutan bahan olah karet adalah kehilangan bahan olah karet yang
disebabkan oleh penguapan/penirisan air dari lapangan ke pabrik selama transportasi.
Bahan olah karet yang dipakai untuk mengolah sit, karet remah ( SIR 10, SIR 20, SIR
3CV, SIR 3L, SIR 3 WF) dan lateks pekat berasal dari lapangan. Mutu bahan olah ini
bervariasi. Jenis bahan olah untuk sit, lateks pekat dan SIR 3 CV, SIR 3 L, SIR 3WF
adalah lateks. Selama pengangkutan dari lapangan ke pabrik, bahan olah lump/slab
mengalami penyusutan disebabkan karena terjadinya penguapan dan penirisan air.
Disamping itu, kandungan air yang tinggi dalam lump/slab dapat menyebabkan
penurunan mutu. Selain itu, penyusutan bahan olah lateks bisa terjadi akibat adanya
sisa-sisa lateks yang tertinggal di dalam pipa-pipa atau tangki transpor. Sebagai
tambahan, penyusutan karet selama pengolahan bisa terjadi akibat adanya cacahan
karet yang tercecer selama pengolahan dan masuk ke saluran pembuangan atau
penggumpalan lateks yang tidak sempurna. ( Kumpulan pedoman pengolahan karet,
1997).
2.7. Penyimpanan Karet Remah
Untuk setiap jenis barang yang diproduksi dan dipakai, cara penyimpanannya
harus memenuhi syarat-syarat tertentu. Syarat-syarat ini tergantung dari
keanehan-keanehan khusus dari barang-barang ini dan dari pengaruh-pengaruh yang dapat
Seperti bahan-bahan makanan yang mudah rusak disimpan dalam
rumah-rumah pendingin dan barang-barang yang mudah berkarat disimpan dalam
ruangan-ruangan yang kering, maka untuk penyimpanan barang-barang karet juga perlu
diadakan sejumlah peraturan.
Kemunduran sifat-sifat dari karet yang telah divulkanisir untuk sebagian besar
disebabkan oleh oksidasi. Oksigen dari udara dapat mempunyai pengaruh yang buruk
terhadap karet, sehingga pada permukaannya dapat diterbitkan retakan-retakan dan
robekan-robekan.
Walaupun pada campuran karet ditambahkan antioksidan-antioksidan yang
dapat mencegah atau menghambat oksidasi, namun hal oksidasi ini masih harus selalu
diperhatikan. Penyimpanan barang-barang karet harus dilakukan dalam keadaan sejuk
dan gelap. Sekalian harus dicegah adanya muatan sebelah untuk waktu yang panjang
atau barang-barangnya berlipat. Waktu menumpuk, hal ini harus diperhatikan.
Penerangan dalam ruangan-ruangan yang dipakai untuk menyimpan
barang-barang dari karet harus sedang saja. Sumber-sumber cahaya yang dipakai tidak atau
hampir tidak diperkenankan mengeluarkan sinar-sinar ultraviolet.
Selanjutnya harus dijaga, agar supaya barang-barang karet tidak berkontak
dengan minyak dan sebagainya, oleh karena karet dapat melarut dalam minyak
sehingga permukaannya dapat dirusak. (Yayasan Karet, 1983)
Selama pengolahan, penyimpanan, dan pengangkutan dari negara produsen ke
negara konsumen, nilai ASHT karet remah akan mengalami kenaikan secara spontan
sehingga karet menjadi lebih keras. Gejala ini disebut Storage Hardening.
Storage hardening (pengerasan karet selama penyimpanan) ditunjukkan
dengan kenaikan nilai ASHT, sebenarnya merupakan suatu proses yang kompleks
sebab melibatkan beberapa tipe mekanisme yang sampai saat ini belum jelas dan pasti
penyebabnya. Selama puluhan tahun dilakukan penelitian tentang storage hardening
hanya beberapa proses karakteristik yang sudah dapat diidentifikasi secara jelas,yaitu :
1) Proses storage hardening akan dipercepat pada kondisi kelembaban yang
rendah. Hal inilah yang mendorong dikembangkannya pengujian pengerasan
karet selama penyimpanan yang dipercepat atau Accelerated Storage
Hardening Test (ASHT).
2) Beberapa reagen yang mengandung senyawa amina misalnya hidroksilamina
dapat mencegah proses storage hardening apabila ditambahkan ke dalam
lateks dalam jumlah yang cukup sebelum pemisahan partikel karetnya
(pembekuan).
3) Proses storage hardening terjadi karena adanya asam-asam amino di dalam
lateks.
Selama penyimpanan dalam keadaan kering, reaksi ikatan silang yang terjadi
akan semakin dipercepat.
2.8.1. Faktor-faktor yang mempengaruhi pengerasan karet selama penyimpanan
Pada koagulum kebun dimana aktivitas mikroorganisme berlangsung terus,
adanya air. Kemudian selama pengeringan (setelah diremahkan) kacepatan ikatan
silang akan dipercepat karena berkurangnya kadar air.
Faktor-faktor yang mempengaruhi terjadinya storage hardening sehingga juga
mempengaruhi viskositas mooney karet alam terdiri dari jenis klon, cara pembekuan,
lama penyimpanan koagulum dan suhu pengeringan.
1) Jenis klon
Klon adalah tanaman yang didapat dari hasil perbanyakan vegetatif
(aseksual). Setiap klon mempunyai gugus aldehida yang berbeda-beda
jumlahnya. Semakin banyak jumlah gugus aldehida yang terdapat pada setiap
rantai poliisoprena, maka kenaikan nilai ASHT dari tiap-tiap klon karet juga
berbeda-beda dan tidak tetap, tergantung pada jenis klon dan juga keadaan
cuaca pada saat lateks disadap.
2) Cara pembekuan
Nilai ASHT yang tinggi pada koagulum kebun ini diduga karena proses
pembekuannya tidak serentak dan tidak merata. Maka dalam pegolahan karet
viskositas mantap dianjurkan untuk menggunakan pH pembekuan antara 4,5 –
5,5.
3) Lama penyimpanan koagulum
Lama penyimpanan koagulum dan remah karet sebelum diproses dapat
menaikkan nilai ASHT. Dalam bentuk remah karet akan lebih cepat
mengalami kenaikan nilai ASHT dibandingkan dalam bentuk koagulum.
menyebabkan bervariasi nilai ASHT koagulum kebun. Nilai ASHT dari karet
SIR 20 adalah tidak boleh lebih dari 5 (≤ 5).
4) Suhu pengeringan
Suhu pengeringan yang tinggi dapat menaikkan atau menurunkan nilai ASHT
karet tergantung dari waktu pengeringan. Biasanya pengeringan pada suhu
tinggi dan waktu lama selalu akan menurunkan nilai ASHT. Karena pada suhu
tinggi dan waktu lama pemutusan molekul karet akan lebih cepat dibandingkan
reaksi ikatan silang. Dampak dari pengeringan pada suhu tinggi dan waktu
lama adalah nilai ASHT akan turun jatuh yang ditandai dengan karet menjadi
lunak dan lembut. Jadi perlu dicari suhu yang optimal untuk memenuhi
spesifikasi mutu teknis.
2.8.2 Cara-cara penanggulangan pengerasan karet selama penyimpanan
Karena reaksi pengerasan karet selama penyimpanan dipengaruhi oleh jenis
klon dan telah terjadi sejak lateks keluar dari pembuluh lateks, selama pengolahan,
penyimpanan sampai pengangkutan, maka cara penanggulangan yang dapat dilakukan
adalah sebagai berikut :
1. Memilih atau melakukan seleksi klon-klon yang cocok untuk karet
viskositas mantap dengan melihat jarak antara viskositas mooney dari
karet yang dihasilkan selama setahun. Apabila menggunakan klon
campuran harus diperhatikan berat karet kering dari setiap klon dan
masing-masing nilai viskositas mooneynya untuk memperkirakan
2. Menggunakan bahan-bahan kimia yang dapat mencegah terjadinya reaksi
ikatan silang, seperti hidroksilamin netral sulfat (HNS), hidroksil
amonium sulfat (HAS).
3. Lateks dibekukan dengan asam semut pada pH 4,5 – 5
4. Segera mengolah koagulum dan remah karet
5. Menggunakan suhu pengeringan yang optimal
6. Begitu karet remah kering keluar dari alat pengering segera dilakukan
pendinginan dengan kipas sampai suhunya sirna dengan udara luar.
7. Mencegah terjadinya pengenceran lateks dan kontaminasi oleh ion-ion
logam.
Dari ketujuh cara penanggulangan pengerasan karet selama penyimpanan,
yang paling efektif adalah dengan penggunaan bahan kimia, karena ikatan silang dapat
dicegah sejak dini dan secara total. Bahan kimia yang paling banyak digunakan untuk
memantapkan nilai ASHT karet remah adalah hidroksilamin netral sulfat (HNS).
2.8.3. Cara pengujian pengerasan karet selama penyimpanan
Untuk mengetahui tingkat pertambahan ikatan silang selama penyimpanan
dilakukan uji pengerasan karet selama penyimpanan yang dipercepat, Accelerated
Storage Hardening Test (ASHT), yaitu dengan mengukur selisih plastisitas mula-mula
dengan plastisitas karet setelah disimpan pada kondisi yang diatur memiliki
kelembaban yang sangat rendah dengan menggunakan bahan kimia P2O5.
Pengukuran plastisitas dilakukan dengan menggunakan Plastimeter Wallace,
dan suhu tertentu. Plastisitas awal (Po) adalah plastisitas karet mentah yang langsung
diuji tanpa perlakuan khusus sebelumnya.
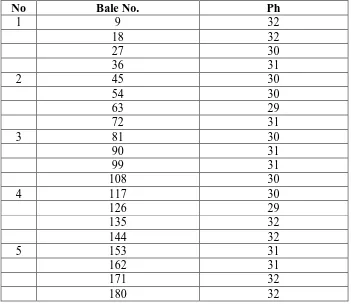
Plastisitas akhir (Ph) adalah plastisitas karet alam yang telah disimpan dalam
botol yang di dalamnya telah berisi P2O5 dan berpenyekat aluminium. Karet
diletakkan di atas aluminium itu dan botol ditutup rapat. Botol dipanaskan di dalam
oven pada suhu 60°C selama 24 jam, setelah itu karet dikeluarkan dari oven dan
dibiarkan selama 15 menit pada suhu kamar sebagai pendingin sebelum diuji
plastisitasnya dengan Plastimeter Wallace seperti pengujian Po. Hasil inilah yang
dibaca sebagai Plastisitas akhir (Ph). Hasil pengukuran ASHT dinyatakan dengan
menggunakan rumus :
ASHT = Ph – Po
Dimana : Ph = Nilai tengah dari ketiga pengukuran plastisitas potongan uji yang
telah dikeraskan
Po = Nilai tengah dari ketiga pengukuran plastisitas potongan uji yang tidak dikeraskan.
Pengerasan karet selama penyimpanan (storage hardening) menunjukkan
kecenderungan meningkatnya viskositas karet alam selama penyimpanan akibat
terbentuknya ikatan silang antara molekul karet.
Accelerated Storage Hardening Test (ASHT) merupakan cara yang dipercepat
yaitu dengan pengujian plastisitas wallace dari potongan uji sebelum dan sesudah
penyimpanan dalam waktu singkat dengan kondisi yang dapat mempercepat reaksi
BAB 3
METODOLOGI PERCOBAAN
3.1. Penentuan ASHT 3.1.1. Alat
1. Plastimeter Wallace MK II
2. Oven
1. 7 gram P2O5 ditimbang dan dimasukkan ke dalam gelas timbang
2. Kawat stainless steel 40 mesh dimasukkan ke dalam gelas timbang
3. Butiran karet remah dimasukkan pada kawat stainless steel 40 mesh yang
berada di dalam gelas timbang
4. Bagian dalam tutup gelas olesi dengan vaselin dan ditutup, kemudian
dimasukkan ke dalam oven dengan suhu 60°C dan dikeringkan selama 24
jam.
5. Botol yang berisi karet remah tersebut dikeluarkan dan didinginkan,
yang telah selesai dipakai ditampung pada jerigen yang telah ditentukan
dan dialirkan ke pengolahan limbah.
3.2. Penggunaan Plastimeter
1. Alat yang akan digunakan dipastikan dalam keadan layak dan aman
digunakan.
2. Saklar dihidupkan
3. Pengaturan panas pada pembangkit uap diatur
4. Karet remah yang akan di analisa dimasukkan
5. Alat dijalankan dengan menutup platen atas ke bawah
6. Waktu analisa adalah berkisar 40 detik, dimulai pada saat platen diturunkan
7. Platen dimatikan kembali dan dikeluarkan karet remah yang telah dianalisa
dan pekerjaan dilanjutkan untuk menguji cuplikan yang lainnya.
8. Bila dibutuhkan, digunakan kain atau sarung tangan pada saat memasukkan air
BAB 4
DATA DAN PEMBAHASAN
4.1. Data Percobaan
Pengumpulan data percobaan diperoleh dari data lapangan dan laboratorium
yang dilakukan di PT. BRIDGESTONE SUMATERA RUBBER ESTATE, Dolok
Merangir.
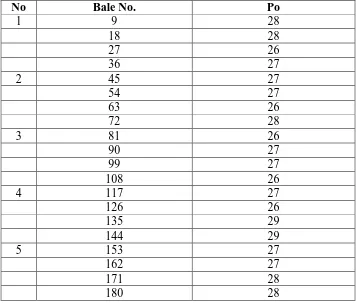
Data-data hasil pengamatan sebelum dan setelah pengusangan adalah sebagai berikut :
Tabel 4.1 Data pengamatan potongan uji karet remah sebelum pengusangan
No Bale No. Po
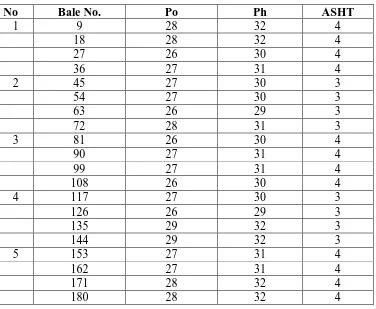
Tabel 4.2 Data pengamatan potongan uji karet remah setelah pengusangan
Untuk menentukan nilai Accelerated Storage Hardening Test (ASHT), sebagai
salah satu penentu standar mutu SIR 20 terhadap proses pengeringan pada unit
produksi crumb rubber SIR 20 di PT. BRIDGESTONE SUMATERA RUBBER
ESTATE-Dolok Merangir, maka perhitungannya :
Sebagai contoh perhitungan, data yang digunakan adalah data pengamatan untuk
bahan baku lama pada pallet no.1.
Diketahui : Untuk bale no. 9 : Plastisitas sebelum pengusangan (Po) = 28
Maka Nilai ASHT :
Nilai ASHT = Ph – Po
= 32 – 28
= 4
Diketahui : Untuk bale No.18 : Plastisitas sebelum pengusangan (Po) = 28
Plastisitas sesudah pengusangan (Ph) = 32
Maka Nilai ASHT :
Nilai ASHT = Ph – Po
= 32 – 28
= 4
Diketahui : Untuk bale No. 45 : Plastisitas sebelum pengusangan (Po) = 27
Plastisitas sesudah pengusangan (Ph) = 30
Maka NIlai ASHT :
Nilai ASHT = Ph – Po
= 30 – 27
= 3
Melalui perhitungan yang sama, maka diperoleh data hasil perhitungan untuk
Tabel 4.2 Data hasil perhitungan nilai ASHT dari masing–masing potongan uji karet
Sesuai dengan gambaran masalah yang telah dipaparkan sebelumnya, di mana
penulis hanya membahas bagaimana nilai ASHT dari jenis bahan baku olahan bila
menggunakan suhu 135 oC dan waktu pengeringan selama 13 menit dipertahankan
konstan terhadap parameter mutu karet SIR 20, maka variable yang sangat
berpengaruh adalah bahan mentah itu sendiri dan waktu maturasi. Dengan kata lain
jika mutu dari bahan mentah itu bagus, maka produk yang dihasilkan juga semakin
dimana dalam perusahaan ini bahan baku dibagi menjadi jenis C1 dan C2 dengan
kriteria sebagai berikut :
1. Getah Cuplump OP Mutu C1
Cuplump (getah mangkok) lapangan yang telah digumpalkan dengan asam
formiat atau secara alamiah (Auto Coagulated) yang diperlukan sebagai berikut :
a. Cuplump OP Mutu C1 tidak boleh tercemar (terkontaminasi) dengan :
- gumpalan tanah di bagian dalam
- kayu dan tatal
- daun dan tangkai daun di bagian dalam bongkah
- pupuk TSP dan selain asam formiat.
- besi, kawat, batu, plastik, dan lain-lain.
b. Mutu
- kadar kotoran maksimum 0,20%
- kadar abu maksimum 0,10%
Apabila ketentuan-ketentuan di atas tidak bisa dipenuhi, maka getah tersebut akan
diterima sebagai getah C2.
2. Getah Cuplump OP Mutu C2
Cuplump (getah mangkok) lapangan atau lump kampung yang telah
digumpalkan dengan asam formiat atau secara alamiah yang diperlukan sebagai
berikut:
a. Cuplump mutu C2 tidak boleh tercemar salah satu di bawah ini : - Gumapalan tanah di bagian dalam
- Kayu dan tatal
- Puputk TSP
- Besi, kawat, batu, plastik dan lain-lain.
b. Mutu
- Kadar kotoran maksimum 0,30%
- Kadar abu maksimum 0,10%
- Getah karet akan diuji di laboratorium bila secara visual kriterianya
diragukan untuk menentukan kadar kotoran, kadar abu, dan nilai ASHT.
Getah akan ditentukan kriterianya bila hasil analisa sudah dikeluarkan oleh
QCD.
Adapun hubungan suhu dan waktu pengeringan terhadap nilai ASHT yaitu jika
pengeringan dilakukan pada suhu 135°C selama 13 menit, maka yang terjadi adalah
nilai ASHT bisa dipertahankan terhadap karet remah yang dihasilkan sesuai parameter
BAB 5
KESIMPULAN DAN SARAN
5.1. Kesimpulan
Dari hasil perhitungan, maka dapat diambil kesimpulan sebagai berikut :
a) Proses pengeringan dengan menggunakan suhu 135°C dan waktu pengeringan
13 menit dapat digunakan dalam penentuan mutu produksi crumb rubber SIR
20 dengan nilai ASHT tidak lebih dari 5 ( ≤ 5 ).
b) Dari data dan perhitungan, diketahui bahwa nilai plastisitas sebelum
pengusangan (PO) memiliki range 26 – 29 dimana nilai Accelerated Storage
Hardening Test (ASHT) adalah 3 dan 4.
5.2. Saran
Untuk memperoleh nilai ASHT sesuai dengan parameter mutu SIR 20 untuk
tujuan eksport, maka bahan baku yang digunakan sebaiknya bahan baku baru atau
dicampurkan dengan bahan baku lama dan bahan baku baru yang dikeringkan pada
DAFTAR PUSTAKA
Anwar A. dan Anas A. 1987. Teknologi Pengolahan Karet Spesifikasi Teknis. Sungei
Putih, Medan : Lembaga Pendidikan Perkebunan (LPP).
Bernasconi. G. 1995. Teknologi Kimia. Bagian 2. PT. Pradnya Paramita. Jakarta.
Kumpulan Makalah. 1997. Kumpulan Pedoman Pengolahan Keret. Medan : Tim
Standardisasi Pengolahan Karet.
Ompusunggu, M. 1987. Pengetahuan Lateks Havea. Sungei Putih, Medan. : Lemba
Penelitian Perkebunan.
Refrizon. 2003. Viskositas Mooney Karet Alam. USU. Medan.
Rohanah, A. 2006. Teknik Pengeringan. Fakultas Pertanian USU. Medan.
Spillane, J.J. 1989. Komoditi Karet. Cetakan Pertama. Yogyakarta. Penerbit Kanisius.
Tampubolon, M. 1986. Komposisi dan Sifat Lateks. Medan. Pusat Penelitian dan
Pengembangan Perkebunan Tanjung Morawa.
Yayasan Karet. 1983. Pembuatan Barang-Barang dari Karet Alam. Cetakan Pertama.
Jakarta. Penerbit Kinta.