PRA RANCANGAN PABRIK
MAGNESIUM SULFAT HEPTAHYDRAT
(MgSO
4.7H
2O) DARI BAHAN BAKU
MAGNESIUM KARBONAT (MgCO
3) DAN ASAM
SULFAT (H
2SO
4DENGAN KAPASITAS 10.000 TON/TAHUN
)
TUGAS AKHIR
Diajukan untuk Memenuhi Persyaratan Ujian Sarjana Sains Terapan
OLEH :
NIM : 035201030
RISPA HIDAYAT LUBIS
PROGRAM STUDI TEKNOLOGI KIMIA INDUSTRI
DEPARTEMEN TEKNIK KIMIA
FAKULTAS TEKNIK
LEMBAR PENGESAHAN
PRA RANCANGAN PABRIK
MAGNESIUM SULFAT HEPTAHYDRAT (MgSO
4.7H
2O) DARI
BAHAN BAKU MAGNESIUM KARBONAT (MgCO
3) DAN ASAM
SULFAT (H
2SO
4DENGAN KAPASITAS 10.000 TON/TAHUN
)
TUGAS AKHIR
Diajukan untuk Memenuhi Persyaratan Ujian Sarjana Sains Terapan
OLEH :
NIM : 035201030 RISPA HIDAYAT LUBIS
Telah Diperiksa/Disetujui
Dosen Pembimbing I Dosen Pembimbing II
(Dr.Ir.Iriany, M.Si) (
NIP. 131882286 NIP. 132126842
Dr.Ir.Irvan, M.Si)
Dosen Penguji I Dosen Penguji II Dosen Penguji III
(Dr.Ir.Iriany, M.Si) (Rondang Tambun, ST. MT) (Ir.Syahrul Fauzi Siregar, MT NIP. 131882286 NIP. NIP.
)
Mengetahui,
Koordinator Tugas Akhir
(Dr.Ir.Irvan, M.Si
NIP. 132126842
)
PROGRAM STUDI TEKNOLOGI KIMIA INDUSTRI
DEPARTEMEN TEKNIK KIMIA
FAKULTAS TEKNIK
KATA PENGANTAR
Puji dan syukur penulis ucapkan kepada Allah SWT yang telah memberikan
kemampuan dan kesabaran kepada penulis sehingga dapat menyelesaikan Tugas
Akhir dengan judul “Pra Rancangan Pabrik Magnesium Sulfat Heptahydrat
(Garam Epsom) dari Magnesium Karbonat dan Asam Sulfat dengan Kapasitas 10.000 ton/tahun”.
Tugas Akhir ini ditulis untuk melengkapi salah satu syarat mengikuti ujian
sarjana di Departemen Teknik Kimia, Program Studi Teknologi Kimia Industri,
Fakultas Teknik, Universitas Sumatera Utara.
Dalam menyelesaikan Tugas Akhir ini penulis banyak menerima bantuan,
bimbingan dan fasilitas dari berbagai pihak. Penulis berterima kasih kepada :
1. Kedua Orang Tua Penulis atas doa, bimbingan dan motivasi yang diberikan
hingga saat ini.
2. Ibu Dr.Ir.Iriany, M.Si, selaku Dosen Pembimbing I yang telah banyak
memberikan masukan, arahan dan bimbingan selama menyelesaikan Tugas
Akhir ini.
3. Bapak Dr.Ir.Irvan, M.T, selaku Koordinator Tugas Akhir dan juga Dosen
Pembimbing II yang telah memberikan bimbingan dan masukan kepada
penulis dalam penyelesaian Tugas Akhir ini.
4. Bapak Ir.Indra Surya, M.Sc, selaku Ketua Departemen Teknik Kimia
5. Ibu Maya Sarah ST. M.T, selaku Sekretaris Departemen Teknik Kimia
6. Staf Pengajar Departemen Teknik Kimia atas ilmu yang diberikan kepada
penulis sehingga penulis dapat mengerjakan Tugas Akhir ini.
7. Para Pegawai Departemen Teknik Kimia atas bantuan dan kemudahan
administratif yang diberikan
8. Rekan penulis dalam penyelesaian Tugas Akhir ini Khairi Saputra
9. Teman – teman Penulis Rico, Royan, Ozan, Wahyu, Zulham, Izal, Jumri yang
selama ini memberikan semangat dan dukungannya kepada penulis.
10.Teman-teman Stambuk 2003 yang tidak dapat disebutkan satu persatu yang
Penulis menyadari Tugas Akhir ini masih banyak kekurangan dikarenakan
keterbatasan pengetahuan dan pengalaman penulis, untuk itu penulis mengharapkan
saran dan kritik yang membangun. Semoga Tugas Akhir ini bisa bermanfaat bagi
para pembaca.
Medan, Desember 2007
Penulis,
INTI SARI
Salah satu jenis garam Magnesium Sulfat adalah garam Epsom atau
Magnesium Sulfat heptahydrat (MgSO4.7H2
Direncanakan Pabrik Garam Epsom memproduksi sekitar 10.000 ton/tahun
dengan 320 hari kerja setahun dan didirikan di kabupaten Gresik, Jawa Timur dengan
luas areal 10.000 m
O) yang mengandung mineral-mineral
magnesium. Garam ini dikenal sebagai jenis garam yang sangat penting dan dapat
digunakan dalam industri-industri, seperti: industri tekstil dan dalam bidang
pertanian, yaitu pupuk. Selama ini pemerintah Indonesia masih mengandalkan impor
terhadap garam Epsom sedangkan penggunaannya sangat besar, sehingga perlu
dilakukan penekanan impor garam Epsom.
2
Hasil Analisa Ekonomi Pabrik Garam Epsom adalah sebagai berikut :
. Karyawan operasi yang dibutuhkan berjumlah 100 orang
dengan bentuk badan usaha Perseroan Terbatas (PT) yang dipimpin oleh seorang
Manager dengan struktur organisasi sistem garis dan staf.
• Modal Investasi = Rp.493.582.846.474,-
• Biaya Produksi = Rp. 308.232.846.100,-
• Laba Bersih = Rp. 109.267.415.300,-
• Profit Margin = 33,61 %
• Break Even Point (BEP) = 31,00 %
• Return on Investment (ROI) = 22,13 %
• Pay Out Time (POT) = 4,5 Tahun
• Return on Network (RON) = 62,03 %
DAFTAR ISI
KATA PENGANTAR………. i
INTISARI……… iii
DAFTAR ISI………... iv
DAFTAR TABEL……… ix
DAFTAR GAMBAR……….. xi
BAB I PENDAHULUAN... I-1
1.1 Latar Belakang... I-1
1.2 Perumusan Masalah... I-2
1.3 Tujuan Perancangan Pabrik... I-2
1.4 Dasar Rancangan Pabrik... I-2
1.4.1 Kapasitas Pabrik... I-2
1.4.2 Lokasi Pabrik... I-2
BAB II TINJAUAN PUSTAKA... II-1
2.1 Landasan Teori... II-1
2.2 Sifat-sifat Reaktan dan Produk... . II-2
2.2.1 Sifat-sifat Reaktan... II-2
2.2.2 Sifat-sifat Produk... II-3
2.3 Deskripsi Proses... II-4
2.4 Diagram Pembuatan Garam Epsom... II-5
BAB III NERACA MASSA... III-1
3.1 Neraca Massa di Tangki Pencampur (T-03)... III-1
3.2 Neraca Massa di Reaktor (R)... III-1
3.3 Neraca Massa di Filter Press (FP)... III-2
3.4 Neraca Massa di Tangki Penetral (T-05)... III-2
3.5 Neraca Massa di Evaporator (EV)... III-3
3.6 Neraca Massa di Crystallizer (CR)... III-3
BAB IV NERACA PANAS... IV-1
4.1 Neraca Panas di Reaktor (R)... IV-1
4.2 Neraca Panas di Filter Press (FP)... IV-1
4.3 Neraca Panas di Tangki Penetral (T-05)... IV-1
4.4 Neraca Panas di Evaporator (EV)... IV-2
4.5 Neraca Panas di Crystalizerr (CR)... IV-2
BAB V SPESIFIKASI ALAT... V-1
5.1 Gudang Bahan Baku (GB)... V-1
5.2 Gudang Produk (GP)... V-1
5.3 Tangki Asam Sulfat 98% (T-01)... V-2
5.4 Tangki H2
5.5 Tangki Pencampur (T-03)... V-3 O (T-02)... V-2
5.6 Bin (T-04)... V-3
5.7 Tangki Penetral (T-05)... V-3
5.8 Bucket Elevator (BE)... V-4
5.9 Reaktor (R)... V-5
5.10 Filter Press (FP)... V-5
5.11 Evaporator (EV)... V-6
5.12 Crystalizerr (CR)... V-6
5.13 Pompa Tangki Asam Sulfat 98% (P-01)... V-7
5.14 Pompa Tangki H2
5.15 Pompa Tangki Pencampur (P-03)... V-8 O (P-02)... V-7
5.16 Pompa Reaktor (P-04)... V-9
5.17 Pompa Filter Press (P-05)... V-9
5.18 Pompa Evaporator (P-06)... V-10
5.19 Pompa Tangki Penetral (P-07)... V-10
5.20 Bak Pengendap (BP)... V-11
5.21 Sentrifuse (S)... V-11
BAB VI INSTRUMENTASI DAN KESELAMATAN KERJA... VI-1
6.1 Instrumentasi... VI-1
6.1.1 Tujuan Pengendalian... VI-3
6.1.2 Jenis-jenis Pengendalian dan Alat Pengendali... VI-3
6.1.3 Variabel-variabel Proses dalam Sistem Pengendalian... VI-10
6.1.4 Syarat Perancangan Pengendalian... VI-11
6.2 Keselamatan Kerja Pabrik... VI-14
BAB VII UTILITAS... VII-1
7.1 Kebutuhan Air... VII-1
7.1.1 Pengendapan... VII-5
7.1.2 Klarifikasi... VII-5
7.1.3 Filtrasi... VII-6
7.1.4 Demineralisasi... VII-6
7.1.5 Deaerator... VII-10
7.2 Kebutuhan Bahan Kimia Utilitas... VII-10
7.3 Kebutuhan Listrik... VII-11
7.4 Kebutuhan Bahan Bakar... VII-11
7.5 Unit Pengolahan Limbah... VII-12
BAB VIII LOKASI DAN TATA LETAK PABRIK... VIII-1
8.1 Lokasi Pabrik... VIII-1
8.1.1 Faktor Utama... VIII-1
8.1.2 Faktor Khusus... VIII-2
8.2 Tata Letak Pabrik... VIII-3
8.3 Perincian Luas Tanah... VIII-5
BAB IX ORGANISASI DAN MANAJEMEN PERUSAHAAN………… IX-1
9.1 Organisasi Perusahaan……….. IX-1
9.1.1 Bentuk Organisasi Garis………. IX-2
9.1.2 Bentuk Organisasi Fungsional……… IX-2
9.1.4 Bentuk Organisasi Fungsional dan Staf………. IX-3
9.2 Manajemen Perusahaan………. IX-3
9.3 Bentuk Hukum Badan Usaha……….... IX-4
9.4 Uraian Tugas, Wewenang dan Tanggungjawab………... IX-5
9.4.1 Rapat Umum Pemegang Saham (RUPS)……….... IX-5
9.4.2 Dewan Komisaris……….... IX-6
9.4.3 Manager………... IX-6
9.4.4 Kepala Bagian Produksi...………. IX-7
9.4.5 Kepala Bagian Teknik……… IX-7
9.4.6 Kepala Bagian SDM / Umum……… IX-7
9.4.7 Kepala Bagian Finansial Marketing………... IX-7
9.4.8 Kepala Seksi Utilitas... IX-7
9.4.9 Kepala Seksi Proses... IX-8
9.4.10 Kepala Seksi Laboratorium... IX-8
9.4.11 Kepala Seksi Maintenance dan Listrik... IX-8
9.4.12 Kepala Seksi Instrumentasi... IX-8
9.4.13 Kepala Seksi Personalia... IX-8
9.4.14 Kepala Seksi General Affair... IX-8
9.4.15 Kepala Seksi Keamanan... IX-9
9.4.16 Kepala Seksi Marketing... IX-9
9.4.17 Kepala Seksi Pembelian ... IX-9
9.4.18 Kepala Seksi Keuangan ... IX-9
9.5 Tenaga Kerja dan Jam Kerja ... IX-9
9.5.1 Jumlah dan Tingkat Pendidikan Tenaga Kerja... IX-10
9.5.2 Pengaturan Jam Kerja... IX-11
9.6 Kesejahteraan Tenaga Kerja... IX-12
BAB X ANALISA EKONOMI………. X-1
10.1 Modal Investasi………. X-1
10.1.1 Modal Investasi Tetap (FCI)……… X-1
10.1.2 Modal Kerja (WC)……….. X-2
10.2 Biaya Produksi Total (BPT)……….. X-3
10.2.2 Biaya Variabel (VC)………... X-4
10.3 Total Penjualan……….………. X-5
10.4 Perkiraan Rugi/Laba Usaha………... X-5
10.5 Analisa Aspek Ekonomi……….... X-5
10.5.1 Profit Margin (PM)………. X-5
10.5.2 Break Even Point (BEP)………. X-5
10.5.3 Return On Investment (ROI)………. X-6
10.5.4 Pay Out Time (POT)………... X-6
10.5.5 Return On Network (RON)……… X-7
10.5.6 Internal Rate Of Return (IRR)……… X-7
BAB XI KESIMPULAN……… XI-1
DAFTAR PUSTAKA
LAMPIRAN A PERHITUNGAN NERACA MASSA………. LA-1
LAMPIRAN B PERHITUNGAN NERACA PANAS………. LB-1
LAMPIRAN C SPESIFIKASI ALAT……… LC-1
LAMPIRAN D SPESIFIKASI PERALATAN UTILITAS……….. LD-1
DAFTAR TABEL
Tabel 2.1 Jenis-jenis Magnesium Sulfat berdasarkan kandungan Hydrat ……. II-1
Tabel 3.1 Neraca Massa di Tangki Pencampur (T-03)………... III-1
Tabel 3.2 Neraca Massa di Reaktor (R)………... III-1
Tabel 3.3 Neraca Massa di Filter Press (FP)………... III-2
Tabel 3.4 Neraca Massa di Tangki Penetral (T-05)………... III-2
Tabel 3.5 Neraca Massa di Evaporator (EV)……….……... III-3
Tabel 3.6 Neraca Massa di Crystalizerr (CR)……….………... III-3
Tabel 3.7 Neraca Massa di Sentrifuse (S)………... III-4
Tabel 4.1 Neraca Panas di Reaktor (R)………... IV-1
Tabel 4.2 Neraca Panas di Filter Press (FP)………... IV-1
Tabel 4.3 Neraca Panas di Tangki Penetral (T-05)………... IV-1
Tabel 4.4 Neraca Panas di Evaporator (EV)……….……... IV-2
Tabel 4.5 Neraca Panas di Crystalizerr (CR)……….………... IV-2
Tabel 6.1 Jenis Variabel dan pengukuran dan controller yang digunakan... VI-9
Tabel 6.2 Jenis Variabel dan pengukuran dan controller
yang digunakan lanjutan ... VI-10
Tabel 6.3 Daftar Penggunaan Instrumentasi pada Pra – Rancangan
Pabrik Pembuatan Magnesium Sulfat ... VI-11
Tabel 7.1 Kebutuhan Air Proses….……….……... VII-1
Tabel 7.2 Kebutuhan steam pada berbagai alat... VII-2
Tabel 7.3 Kebutuhan Air Pendingin... VII-2
Tabel 7.4 Pemakaian air untuk berbagai kebutuhan... VII-4
Tabel 7.5 Karakteristik Air sungai Gresik ... VII-4
Tabel 7.6 Kebutuhan Bahan Kimia Untuk Kebutuhan ... VII-10
Tabel 7.7 Perincian Kebutuhan Listrik... VII-11
Tabel 7.8 Spesifikasi Komposisi Limbah cair Proses... VII-13
Tabel 8.1 Perincian Luas Tanah...……….……... VIII-5
Tabel 9.1 Jumlah Tenaga Kerja Beserta Tingkat Pendidikannya..……..…….. IX-10
Tabel 9.2 Jadwal Kerja Shift………. IX-12
Tabel LA.2 Neraca Massa di Reaktor (R)... LA-8
Tabel LA.3 Neraca Massa Pada Filter Press (FP)... LA-10
Tabel LA.4 Neraca Massa pada Tanki Penetral (T-05)... LA-12
Tabel LA.5 Neraca Massa di Evaporator (EV)... LA-13
Tabel LA.2 Neraca Massa di Crystallizer (CR)... LA-15
Tabel LA.1 Neraca Massa Pada Sentrifusi (S)... LA-16
Tabel LB.1 Panas Bahan Masuk Pada Reaktor (R) Pada 30 O Tabel LB.2 Perhitungan ∆H
C... LB-3
r2
Tabel LB.3 Perhitungan ∆H
Reaksi 1... LB-3
r2
Tabel LB.4 Perhitungan ∆H
Reaksi 2... LB-4
r2
Tabel LB.6 Panas Bahan Keluar Pada Reaktor (R) Pada T = 90
Reaksi 3... LB-4
O
Tabel LB.7 Panas Bahan Keluar Pada Evaporator (EV) Pada T = 100,69
C... LB-5
O
Tabel LB.8 Panas Bahan Recycle Pada T = 20
C LB-7
O
Tabel LB.9 Panas Bahan Keluar Pada Crystallizer (CR) Pada T = 20
C... LB-8
O
Tabel LC.1 Komposisi Umpan Masuk Reaktor ... LC-15 C.... LB-8
Tabel LC.2 Komposisi Umpan Masuk Filter Press ... LC-21
Tabel LE.1 Harga Indeks Marshall dan Swift..……..….……….…….. LE-2
Tabel LE.2 Estimasi Harga Peralatan Proses...……..….……….…….. LE-5
Tabel LE.3 Estimasi Harga Peralatan Utilitas..……..….……….…….. LE-6
Tabel LE.4 Perincian Harga Bangunan dan Sarana lainnya……….…….. LE-9
Tabel LE.5 Rincian Biaya Sarana Transportasi……..….……….…….. LE-10
Tabel LE.6 Perincian Gaji Pegawai Pabrik Garam Epsom..……….…….. LE-14
Tabel LE.7 Perincian Biaya Kas………...……..….……….…….. LE-16
Tabel LE.8 Perincian Modal Kerja…………...……..….……….…….. LE-17
Tabel LE.9 Aturan Depresiasi UU RI No.17 Tahun 2000..……….…….. LE-18
Tabel LE.10 Perhitungan Biaya Depresiasi UU RI No.17 Tahun 2000….…….. LE-19
DAFTAR GAMBAR
Gambar 2.1 Diagram Blok Pembuatan Garam Epsom ………... II-5
Gambar 6.1 Diagraam Balok Sistem Pengendalian Feedback... VI-4
Gambar 6.2 Sebuah Loop Pengendalian ... VI-5
Gambar 6.3 Suatu Proses Terkendali ... VI-5
Gambar 6.4 Instrumentasi pada Tanki... VI-12
Gambar 6.5 Instrumentasi pada Pompa... VI-12
Gambar 6.6 Instrumentasi pada Reaktor ... VI-13
Gambar 6.7 Instrumentasi pada Filter Press... VI-13
Gambar 6.8 Instrumentasi pada Crystallisator... VI-14
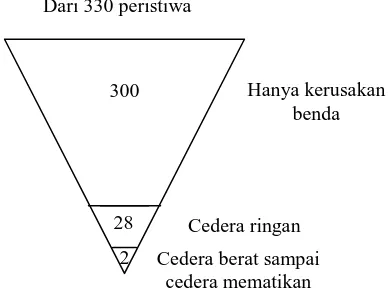
Gambar 6.9 Tingkat Kerusakan Pada Suatu Pabrik... VI-15
Gambar 9.1 Struktur Organisasi Pabrik Magnesium Sulfat... IX-13
Gambar LD.1 Grafik Kompressi Uap Refrigerasi Pada Diagram P vs H…….. LD-48
INTI SARI
Salah satu jenis garam Magnesium Sulfat adalah garam Epsom atau
Magnesium Sulfat heptahydrat (MgSO4.7H2
Direncanakan Pabrik Garam Epsom memproduksi sekitar 10.000 ton/tahun
dengan 320 hari kerja setahun dan didirikan di kabupaten Gresik, Jawa Timur dengan
luas areal 10.000 m
O) yang mengandung mineral-mineral
magnesium. Garam ini dikenal sebagai jenis garam yang sangat penting dan dapat
digunakan dalam industri-industri, seperti: industri tekstil dan dalam bidang
pertanian, yaitu pupuk. Selama ini pemerintah Indonesia masih mengandalkan impor
terhadap garam Epsom sedangkan penggunaannya sangat besar, sehingga perlu
dilakukan penekanan impor garam Epsom.
2
Hasil Analisa Ekonomi Pabrik Garam Epsom adalah sebagai berikut :
. Karyawan operasi yang dibutuhkan berjumlah 100 orang
dengan bentuk badan usaha Perseroan Terbatas (PT) yang dipimpin oleh seorang
Manager dengan struktur organisasi sistem garis dan staf.
• Modal Investasi = Rp.493.582.846.474,-
• Biaya Produksi = Rp. 308.232.846.100,-
• Laba Bersih = Rp. 109.267.415.300,-
• Profit Margin = 33,61 %
• Break Even Point (BEP) = 31,00 %
• Return on Investment (ROI) = 22,13 %
• Pay Out Time (POT) = 4,5 Tahun
• Return on Network (RON) = 62,03 %
BAB I
PENDAHULUAN
1.1 Latar Belakang
Magnesium Sulfat merupakan garam yang paling penting diantara garam yang
lainnya. Salah satu jenis garam Magnesium Sulfat adalah garam Epsom atau
Magnesium Sulfat heptahydrat (MgSO4.7H2
Secara umum pemakaian atau kegunaan dari Magnesium Sulfat heptahydrat
(MgSO
O) yang mengandung mineral-mineral
magnesium. Bertambahnya kemajuan suatu negara maka akan bertambah pula
tingkat kebutuhan akan Magnesium Sulfat. Kebutuhan akan Magnesium Sulfat
terutama terutama Garam Epsom sebagai pupuk dalam pertanian sangat tinggi,
terbukti pada tahun 1997 pupuk epsomit di negara kita masih mengandalkan produk
impor dari Jerman. Hal ini secara ekonomis sangat tidak menguntungkan bagi kita,
karena selain memerlukan devisa yang cukup besar juga menutup kemungkinan
pengembangan teknologi khususnya pengolahan bahan dasar dalam negeri seperti
dolomit yang mengandung banyak Magnesium Karbonat yang ditransformasikan
menjadi kieserit dan epsomit.
4.7H2
1. Dalam skala besar digunakan dalam industri tekstil yaitu sebagai bahan
celupan dengan warna anilin, pada pakaian dari bahan katun. O) dapat dijelaskan sebagai berikut:
2. Digunakan sebagai koagulan dan bahan pengendap pada proses pengolahan
air, baik air domestik maupun air buangan.
3. Digunakan sebagai bahan analgesik yaitu suatu obat yang dapat
menghilangkan rasa nyeri.
4. Dalam pertanian garam Epsom dapat digunakan sebagai pupuk. (Nurhaida,
1997).
5. Sebagai bahan purgatif yaitu dapat digunakan sebagai obat pencahar atau
1.2 Perumusan Masalah
Melihat perkembangan produksi Magnesium Sulfat hepatahydrat
(MgSO4.7H2O), permintaan akan garam Inggris ini untuk keperluan-keperluan
seperti industri tekstil, pengolahan limbah dan cat serta pupuk dalam pertanian
belum dapat dipenuhi, karena kebutuhan Magnesium Sulfat heptahydrat terus
meningkat untuk kebutuhan hidup manusia, sehingga perlu didirikan pabrik
Magnesium Sulfat Heptahydrat (MgSO4.7H2O).
1.3 Tujuan Pra Rancangan Pabrik
Mengingat pentingnya Magnesium Sulfat Heptahydrat (MgSO4.7H2O)
sebagai bahan baku untuk industri-industri lainnya, sehingga kebutuhan
MgSO4.7H2O terus meningkat tiap tahun, maka tujuan didirikan pabrik
MgSO4.7H2O ini adalah untuk mengekspor Magnesium Sulfat heptahydrat dan
mencukupi kebutuhan akan Epsom di negara kita serta menekan laju impor akan
Magnesium Sulfat heptahydrat tersebut.
1.4 Dasar Rancangan Pabrik
1.4.1 Kapasitas Pabrik
Berdasarkan peningkatan akan kebutuhan impor MgSO4.7H2O setiap
tahunnya, dimana kebutuhan MgSO4.7H2O mengalami kenaikan per tahun. Pra
rancangan pabrik ini direncanakan memiliki kapasitas 10.000 ton/tahun, dan
produksinya diharapkan mampu dijadikan sebagai komoditi ekspor dan menekan
laju impor MgSO4.7H2O yang dilakukan setiap tahunnya.
1.4.2 Lokasi Pabrik
Pabrik ini direncanakan didirikan di Kabupaten Gresik, tepatnya disekitar
daerah Kali tengah, Jawa Timur. Dasar pertimbangan yang dilakukan dalam
pemilihan lokasi tersebut adalah sebagai berikut :
Bahan Baku
Bahan Asam Sulfat diperoleh dari kawasan industri Gresik.
Transportasi
Lokasi yang dipilih dalam pra rancangan pabrik MgSO4.7H2O ini
merupakan daerah yang dilalui jalur jalan raya, kereta api dan pelabuhan dan
telah tersedia alat transportasi yang cukup baik.
Utilitas
Utilitas khususnya air dapat diperoleh di sungai Gresik yang tidak jauh dari
lokasi pabrik tepatnya didaerah Kali Tengah. Debit air sungai yang cukup
besar menjamin kesinambungan persediaan air. Untuk keperluan generator
yaitu solar dapat diperoleh dari Pertamina unit pembekalan dan pemasaran
dalam negeri serta tenaga listrik yang berasal dari PLN wilayah Jawa Timur.
Tenaga Kerja
Tersedianya tenaga kerja yang banyak dan murah. Untuk tenaga kerja
berpendidikan SMA dan SMK banyak tersedia, hal ini dapat dilihat dari
banyaknya berdiri sekolah – sekolah umum dan kejuruan dan juga beberapa
Universitas yang ada di Jawa Timur.
Kondisi Iklim dan Cuaca
Untuk daerah ini iklimnya relatif stabil sehingga memungkinkan pabrik
berjalan dengan lancar. Temperatur udara tidak pernah mengalami penurunan
maupun kenaikan yang cukup tajam dimana temperatur udara diantara 25-30
0
C dan tekanan udara pada tekanan 1 atm.
Biaya untuk Tanah
Tanah yang tersedia untuk lokasi pabrik ini masih cukup luas dengan harga
yang terjangkau, sehingga membuka peluang untuk perluasan pabrik
BAB II
TINJAUAN PUSTAKA
2.1 Landasan Teori
Magnesium Sulfat merupakan salah satu jenis garam. Magnesium Sulfat
memiliki banyak jenis. Dimana masing - masing jenis ini memiliki fungsi tertentu.
Hal ini tergantung pada hydrat yang dimiliki. Beberapa macam Magnesium Sulfat
berdasarkan kandungan hidratnya dapat dilihat pada tabel 2.1 berikut.
Tabel 2.1 Jenis – jenis Magnesium Sulfat berdasarkan kandungan Hydrat
No Hydrate Nama
Mineral
Rumus
Bangun
1 Monohydrate Kieserit MgSO4.H2O
2 Tetrahydrate Starkeyite MgSO4.4H2O
3 Pentahydrate Pentahydrite MgSO4.5H2O
4 Hexahydrate Hexahydrite MgSO4.6H2O
5 Heptahydrate Epsomite MgSO4.7H2O
( Sumber : freepatentsonline, 2007)
Garam Epsom adalah Salah satu jenis Magnesium Sulfat yang dianggap
potensial . Garam ini dikenal sebagai salah satu jenis garam yang sangat penting dan
dapat digunakan dalam industri-industri, seperti: dalam pewarnaan anilin, untuk
produksi pakaian dari bahan katun. Seiring dengan perkembangan industri terutama
dalam bidang farmakologi, aplikasi lain yang ditemukan dalam kegunaan garam
Epsom ini adalah sebagai obat pencahar (pengobatan konstipasi fungsional dan tidak
dapat mengatasi konstipasi yang disebabkan keadaan patologis usus sebelum
pemeriksaan radiologi, pemeriksaan rektum dan opersai usus dan untuk
menghilangkan racun pada penderita keracunan). Dalam proses pembuatannya,
Magnesium Sulfat dibuat dari bahan baku Magnesium Karbonat dan Asam Sulfat.
(Asril dkk, 1986).
Reaksinya sebagai berikut :
Secara umum pemakaian atau kegunaan dari Magnesium Sulfat Heptahydrate
yang dikenal dengan garan Epsom (MgSO4.7H2
1. Dalam skala besar digunakan dalam industri tekstil yaitu sebagai bahan
celupan dengan warna anilin, pada pakaian dari bahan katun.
O) dapat dijelaskan sebagai berikut:
2. Digunakan sebagai koagulan dan bahan pengendap pada proses pengolahan
air, baik air minum maupun air buangan.
3. Digunakan sebagai bahan analgesik yaitu suatu obat yang dapat
menghilangkan rasa nyeri.
4. Dalam pertanian garam Epsom dapat digunakan sebagai pupuk. (Nurhaida,
1997).
5. Sebagai bahan purgatif yaitu dapat digunakan sebagai obat pencahar atau
obat pencuci perut.
2.2 Sifat-sifat Reaktan dan Produk
Sifat-sifat reaktan yang digunakan dan produk yang dihasilkan adalah sebagai
berikut:
2.2.1 Sifat-sifat Reaktan :
1. Asam Sulfat (H2SO4
Sifat – sifatnya:
)
(Perry, 1999)
Specific gravity : 1,834
Titik lebur : 10,49 O
Refraktive Indeks : 1,8357 C
Berat molekul : 98,07 gr/mol
Titik didih : 340 O
Densitas : 1,84 gr/ml
C
Merupakan Asam Kuat
Bersifat korosif terhadap logam
Merupakan senyawa polar
Pelarut yang baik untuk senyawa organik
2. Magnesium Karbonat (MgCO3
Sifat-sifatnya :
)
(www.tekmira.esdm.go.id,2006)
Berat molekul : 84,32 gr/mol
Spesific gravity : 3.037
Merupakan garam dari asam lemah dan basa kuat
Digunakan dalam pembentukan Magnesium Oksida atau MgO Reaksinya :
MgCO3 Mg + CO Digunakan sebagai batu kapur
3
Ion Mg2+ dalam air laut digunakan oleh kerang-kerangan untuk membuat cangkang (MgCO3
Bereaksi dengan ion Ca )
2+
mambentuk dolomit (CaCO3. MgCO3)
2.2.2 Sifat-sifat Produk :
1. Magnesium Sulfat Heptahydrat (MgSO4.7H2
Sifat-sifatnya :
O) (Kick & Othmer,1969)
Berat molekul : 246,.8 gr/mol
Spesifik grafity : 1,68
Densitas : 1,68 g/cm
Titik leleh : 70d
3
Kelarutan pada air dingin per 100 bagian : 72,4
Kelarutan pada air panas per 100 bagian : 178
0°
Indeks Refractive : 1,433
40
Kristalnya berbentuk rhombohedral
2.3 Deskripsi Proses
Magnesium Karbonat dari Gudang Bahan Baku (GB) diangkut dengan
Bucket Elevator (BE) yang diumpankan ke dalam Reaktor (R). Sementara itu asam
sulfat yang telah diencerkan 12% yang berasal dari Tangki Pencampur (T-03) juga
dialirkan dengan pompa (P-03) ke dalam Reaktor (R) pada temperatur 90 OC, dimana asam sulfat 12% diperoleh dari pencampuran antara asam sulfat 98% dari Tangki
H2SO4 98% (T-01) yang dialirkan Pompa (P-01) dengan H2O yang berasal dari
Tangki H2
Reaksi sebagai berikut :
O (T-02) yang dialirkan Pompa (P-02). Magnesium Karbonat yang berasal
dari (GB) dan asam sulfat yang telah diencerkan dari Tangki Pencampur (TP)
direaksikan ke dalam Reaktor (R).
MgCO3 + H2SO4 → MgSO4 + CO2 + H2
Produk yang keluar dari Reaktor (R) dipompakan dengan (P-04) ke dalam
Filter Press (FP) yang berfungsi untuk memisahkan larutan Magnesium Sulfat yang
dalam fasa cair dan cake yang dalam bentuk padatan yang ditampung pada Bak
Pengendap (BP). Larutan yang berasal dari Filter Press (FP) dialirkan dengan Pompa
(P-05) ke dalam Tanki Penetral (T-05). Pada Tanki (T-05) direaksikan dengan MgO
yang berasal dari Bin (T-04) yang bertujuan untuk menghilangkan asam sulfat sisa
yang keluar dari Filter Press (FP). Larutan yang berasal dari Tanki Penetral (T-05)
dipompakan oleh Pompa (P-06) kedalam Evaporator (FE). Setelah dari Evaporator,
larutan dipompakan dengan Pompa (P-07) ke dalam Crystallizer (CR). Hasil dari
Crystallizer (CR) yang berbentuk Kristal MgSO O
4.7H2O dimasukkan kedalam
sentrifusi (S) untuk dilakukan pemisahan. Kemudian Kristal MgSO4.7H2O diangkut
dengan Belt Conveyor (BC) ke dalam gudang produk (GP) dan yang berbentuk
larutan induk yang masih mengandung kristal - kristal terlarut seperti Magnesium
Reaktor (90 OC)
Tanki Pencampur H2SO4 12 %
Filter Press
Tanki Penetral
Evaporator (100,69 OC)
Crystallizer (20 OC)
Sentrifusi
H2SO4 98% H2O
MgCO3
Cake
Filtrat
MgO
CO2
H2O
Gudang produk MgSO4
FeSO4
H2O
Kristal MgSO4. 7H2O
2.4 Blok Diagram Proses Blok Diagram Proses Pembuatan Magnesium
Sulfat Heptahydrate (MgSO4.7H2O)
Gambar 2.1 Blok Diagram Proses Pembuatan Magnesium Sulfat Heptahydrate
BAB III
NERACA MASSA
Kapasitas Produksi : 1.302,0833 kg/jam atau 10.000 ton/tahun
Waktu Operasi : 320 hari/tahun
3.1Neraca Massa di Tanki Pencampur (T-03)
Tabel 3.1. Neraca Massa di Tanki Pencampur (T-03)
Komponen
Aliran Masuk
(kg/jam)
Aliran Keluar
(kg/jam)
1 2 3
H2SO4
H
98%
2
H O
2SO4
1.734,633
12%
12.431,534
14.166,167
Sub Total 1.734,633 12.431,534 14.166,167
Total 14.166,167 14.166,167
3.2Neraca Massa di Reaktor (R)
Tabel 3.2. Neraca Massa di Reaktor (R)
Komponen
Aliran Masuk
(kg/jam)
Aliran Keluar
(kg/jam)
3 4 5
MgCO
CaCO
3
FeO
3
H2SO4
H
12%
2
MgSO O
4
CaSO
FeSO
4 4
1.699,940
12.466,226
1.261,067
11,328
0,261
29,427
221,731
12.767,086
1.800,403
15,385
CO2 663,036
Sub Total 14.166,167 1.302,083 15.468,249
Total 15.468,249 15.468,249
3.3Neraca Massa di Filter Press (FP)
Tabel 3.3. Neraca Massa di Filter Press
Komponen
Aliran Masuk
(kg/jam) Aliran Keluar (kg/jam)
5 6 7
MgSO4
CaSO
FeSO
4
H
4 2
H O
2SO4
CO
12%
1.800,403
2
15,385
0,608
12.767,086
221,731
663,036
90,020
15,385
0,030
638,354
11,087
1.710,383
0,578
12.128, 732
210,644
663,036
Sub Total 15.468,249 754,876 14.713,373
Total 15.468,249 15.468,249
3.4 Neraca Massa di Tanki Penetral (T-05)
Tabel 3.4. Neraca Massa di Tanki Penetral (T-05)
Komponen
Aliran Masuk (kg/jam) Aliran Keluar (kg/jam)
7 8 9
MgSO4
FeSO
H
4 2
H O
2SO4
CO MgO
1.710,383
2
0,578
12.128, 732
210,644
663,036
86,586
1.968,959
0,578
12.167,386
663,036
Sub total 14.713,373 86,586 14.799,959
Total 14.799,959 14.799,959
3.5 Neraca Massa di Evaporator (EV)
Tabel 3.5. Neraca Massa di Evaporator (EV)
Komponen
Aliran Masuk
(kg/jam) Aliran Keluar (kg/jam)
9 10 11
MgSO4
FeSO
H
4 2
CO O
1.968,959
2
0,578
12.167,386
663,030
10.106,505
663,030
1.968,959
0,578
2.060,881
Sub Total 14.799,959 10.769,541 4.030,418
Total 14.799,959 14.799,959
3.6 Neraca Massa di Crystallizer (CR)
Tabel 3.6. Neraca Massa di Crystallizer (CR)
Komponen
Aliran Masuk
(kg/jam)
Aliran Keluar
(kg/jam)
11 12 14
MgSO
MgSO
4 4. 7H2
FeSO
O
4
H2
1.968,959
O
0,578
2.060,881
713,642
2.650,727
713,642
4.029,840
0,578
2.650,727
Sub Total 4.032,360 3.364,369 7.394,729
3.7 Neraca Massa di Sentrifusi (S)
Tabel 3.6. Neraca Massa di Sentrifusi (S)
Komponen
Aliran Masuk
(kg/jam) Aliran Keluar (kg/jam)
14 15 12
MgSO
MgSO
4 4. 7H2
FeSO
O
4
H2
713,642
O
4.029,840
0,578
2.650,727
4.029,840
0,578
713,642
2.650,727
Sub Total 7.394,729 4.030,418 3.364,369
BAB IV
NERACA PANAS
Basis Perhitungan : 1 jam operasi
Satuan Operasi : kkal/jam atau kJ/jam
Temperatur Referensi : 25 oC
4.1 Neraca panas pada Reaktor (R)
Tabel 4.1 Neraca panas pada Reaktor (R)
Masuk (kkal/jam) Keluar (kkal/jam)
Panas umpan 71.338,928
Panas reaksi 27.787,079
Panas steam 740.518,638
Panas produk 839.644,645
Σ 839.644,645 839.644,645
4.2 Neraca panas pada Filter Press (FP)
Tabel 4.2 Neraca panas pada Filter Press (FP)
Masuk (kkal/jam) Keluar (kkal/jam)
Panas umpan 839.644,645
Panas produk 839.644,645
Σ 839.644,645 839.644,645
4.3 Neraca panas pada Tangki Penetral (T-05)
Tabel 4.3 Neraca panas pada Tangki Penetral (T-05)
Masuk (kkal/jam) Keluar (kkal/jam)
Panas umpan 839.644,645
Panas produk 839.644,645
4.4 Neraca panas pada Evaporator (EV)
Tabel 4.4 Neraca panas pada Evaporator (EV)
Masuk (kkal/jam) Keluar (kkal/jam)
Panas umpan 839.644,645
Panas steam 5.679.053,044
Panas uap 6.252.349,433
Panas produk 266.348,256
Σ 6.518.697,689 6.518.697,689
4.5 Neraca panas pada Crystallizer (CR)
Tabel 4.5 Neraca panas pada Crystallizer (CR)
Masuk (kkal/jam) Keluar (kkal/jam)
Panas umpan 266.348,256
Panas recycle -13.975,680
Panas sistem -273.711,22
Panas produk -21.338,644
BAB V
SPESIFIKASI PERALATAN
Hasil perhitungan spesifikasi peralatan pada Lampiran C diuraikan sebagai
berikut :
5.1 Gudang Bahan Baku MgCO3
Fungsi : menyimpan bahan baku MgCO (GB)
Tipe : bangunan tertutup
3
Bentuk : empat persegi panjang
Bahan konstruksi : pondasi beton, dinding batu, dan atap seng
Jumlah : 1 unit
Kapasitas : 370,431 m
Panjang : 9,623 m
3
Lebar : 7,17 m
Tinggi : 6 m
5.2 Gudang Produk Garam Epsom (GP)
Fungsi : sebagai tempat untuk menyimpan produk garam
Epsom yang akan dipasarkan
Tipe : bangunan tertutup
Bentuk : empat persegi panjang
Bahan konstruksi : dinding dari beton dan atap dari seng
Jumlah : 1 unit
Kapasitas : 4.030,418 kg/jam
Kondisi Fisik :
Panjang : 55 m
Lebar : 50 m
5.3 Tangki Asam Sulfat 98% (T-01)
Fungsi : menyimpan asam sulfat 98 % guna kebutuhan proses
Bahan konstruksi : glass lined steel
Bentuk : silider vertikal dengan tutup elipsoidal dan alas datar.
Jenis sambungan : double welded butt joints
Jumlah : 1 unit
Kapasitas : 1206,24 m
Kondisi Operasi :
3
• Suhu masuk : 30 0
• Tekanan : 1 atm C
Kondisi Fisik :
Diameter : 9,641 m = 379,566 in Silinder
Tinggi : 9,641 m
Tebal : 1 in
5.4 Tangki H2
Fungsi : mengencerkan H O (T-02)
2SO4 98% menjadi H2SO4
Bahan konstruksi : carbon steels SA-285 Grade C
12%
Bentuk : silider vertikal dengan tutup elipsoidal dan alas datar.
Jenis sambungan : double welded butt joints
Jumlah : 1 unit
Kapasitas : 10.790,816 m
Kondisi Operasi :
3
• Suhu masuk : 30 0
• Tekanan : 1 atm C
Kondisi Fisik :
Diameter : 23,955 m = 943,096 in Silinder
Tinggi : 23,955 m
5.5 Tangki Pencampur (T-03)
Fungsi : menyimpan asam sulfat 12 % guna kebutuhan proses
Bahan konstruksi : glass lined steel
Bentuk : silider vertikal dengan tutup elipsoidal dan alas datar.
Jenis sambungan : double welded butt joints
Jumlah : 1 unit
Kapasitas : 11.379,937 m
Kondisi Operasi :
3
• Suhu masuk : 30 0
• Tekanan : 1 atm C
Kondisi Fisik :
Diameter : 23,162 m = 911,869 in Silinder
Tinggi : 23,162 m
Tebal : 2in
5.6 Bin (T-04)
Fungsi : sebagai tempat masuknya MgO ke dalam tangki penetral
Jenis : Horizontal Storage Tanks with Underwriter Label (API Standard)
Bahan : Commercial Steel
Kapasitas nominal = 10.000 gallon
Diameter = 8’ – 0”
Approx Lenght = 26’ – 7”
Thickness = 1/4 “
Berat (Weight) = 8.860
No of Supports =3
5.7 Tangki Penetral (T-05)
Fungsi : Menetralkan asam sulfat sisa
Bahan konstruksi : glass lined steel
Jenis sambungan : double welded butt joints
Jumlah : 1 unit
Kapasitas : 11.763,720 m
Kondisi Operasi :
3
• Suhu masuk : 30 0
• Tekanan : 1 atm C
Kondisi Fisik :
Diameter : 23,420 m = 922,045 in Silinder
Tinggi : 23,420 m
Tebal : 2in
5.8 Bucket Elevator (BE)
Fungsi : mengangkut bahan baku MgCO3
Jenis : Spaced – Bucket Centrifugal – Discharge Elevator
untuk diproses / dimasukkan ke dalam
Reaktor (R)
Bahan : Malleable – iron
Kondisi Operasi :
Temperatur (T) : 30 o
Tekanan (P) : 1 atm (14,696 psi) C
Spesifikasinya adalah sebagai berikut:
Tinggi Elevator = 25 ft = 7,62 m
Ukuran Bucket = (6 x 4 x 4 4 1 ) in
Jarak antar Bucket = 12 in = 0,305 m
Kecepatan Bucket = 225 ft/menit = 68,6 m/menit = 1,143 m/s
Kecepatan Putaran = 43 rpm
Lebar Belt = 7 in = 0,1778 m = 17,78 cm
5.9 Reaktor (R)
Fungsi : tempat terjadinya reaksi antara magnesium karbonat
dan asam sulfat membentuk magnesium sulfat.
Jenis : double welded butt joints
Bentuk : silinder vertical dengan tutup dan alas ellipsoidal
dilengkapi pengaduk dan jaket pendingin.
Bahan konstruksi : stainless steel type 316 (SA-204)
Jumlah : 1 unit
Kapasitas : 26,4624 m
Kondisi Operasi :
3
• Suhu operasi : 90 0
• Tekanan : 1 atm C
Kondisi Fisik :
Diameter : 2,822 m = 111,108 in = 9,258 ft Reaktor
Tinggi shell : 2,35 m = 7,717 ft
Tinggi head : 0,176 m
Tinggi end : 0,176 m
Tebal : 1/5 in
Jenis : turbin vertical blade daun 6 Pengaduk
Jumlah baffles : 0
Diameter impeller : 2,777 ft
Daya motor : 11 Hp
5.10 Filter Press (FP)
Fungsi : menyaring larutan MgSO
Jenis : plate and frame
4
Bahan konstruksi : kayu
Jumlah : 1 unit
Kapasitas : 13.510,903liter
Ukuran : 1450 mm
Jumlah plate : 14 buah
5.11 Evaporator (EV)
Fungsi : menguapkan H2O dan CO
Jenis : single evaporator, vertical tube
2
Bahan konstruksi : stainless steel type 316
Jumlah : 1 unit
Kondisi Operasi :
• Suhu masuk : 90 0
• Suhu operasi : 100,69 C
0
• Tekanan : 1 atm C
Panjang pipa : 12 ft
OD pipa pemanas : 11/4
Jumlah tube : 660 buah
in, BWG 14
5.12 Crystallizer (CR)
Fungsi : untuk membuat produk dengan bentuk padatan kristal
MgSO4.7H2
Jenis : double welded butt joints
O.
Bentuk : silinder vertical dengan tutup dan alas ellipsoidal
Bahan konstruksi : stainless steel type 316 (SA-204)
Jumlah : 1 unit
Kapasitas : 4.952,748 m
Kondisi Operasi :
3
• Suhu masuk : 100,69 0
• Suhu keluar : 15
C
0
• Tekanan : 1 atm C
Kondisi Fisik :
Diameter : 18,478 m = 727,479 in = 60,623 ft Reaktor
Tinggi head : 1,155 m Tinggi end : 1,155 m
Tebal : 1 in
Jenis : turbin vertical blade daun 6 Pengaduk
Jumlah baffles : 0
Diameter impeller : 2,777 ft
Daya motor : 9 Hp
5.13 Pompa Tanki Asam Sulfat 98% (P-01)
Fungsi : Memompa asam sulfat 98% ke dalam Tanki Pencampur
(TP-01)
Jenis : centrifugal pump
Bahan Konstruksi : Stainless steel
Jumlah : 1 unit
Spesifikasinya adalah sebagai berikut :
Laju alir volumetric, Q = 0,009 ft3/s
Diameter pompa, D i,opt
Ukuran pipa nominal = 1 in
= 0,023 m = 0,899 in
Schedule pipa = 80
Diameter dalam (ID) = 0,957 in = 0,080 ft
Diameter Luar (OD) = 1,32 in = 0,110 ft
Luas Penampang dalam (At) = 0,005 ft2
Total Friksi, Σ F = 2,032 ft.lb
f/lb
Kerja pompa, W = 10,032 ft. lb
m f/lb
Daya pompa = 0,05 Hp
m
5.14 Pompa Tanki H2
Fungsi : Memompa air ke dalam Tanki Pencampur (TP-01) O (P-02)
Jenis : centrifugal pump
Jumlah : 1 unit
Spesifikasinya adalah sebagai berikut :
Laju alir volumetric, Q = 0,123ft3/s
Diameter pompa, D i,opt
Ukuran pipa nominal = 3 in
= 0,070 m = 2,769 in
Schedule pipa = 80
Diameter dalam (ID) = 2,9 in = 0,242 ft
Diameter Luar (OD) = 3,5 in = 0,292 ft
Luas Penampang dalam (At) = 0,046 ft2
Total Friksi, Σ F = 7,922 ft.lb
f/lb
Kerja pompa, W = 17,92 ft. lb
m f/lb
Daya pompa = 0,35 Hp
m
5.15 Pompa Tangki Pencampur (P-03)
Fungsi : Memompa asam sulfat 12 % ke dalam Reaktor (R)
Jenis : centrifugal pump
Bahan Konstruksi : Stainless steel
Jumlah : 1 unit
Spesifikasinya adalah sebagai berikut :
Laju alir volumetric, Q = 0,129 ft3 Diameter pompa, D
/s
i,opt
Ukuran pipa nominal = 3 in
= 0,075 m = 2,95 in
Schedule pipa = 80
Diameter dalam (ID) = 2,9 in = 0,242 ft
Diameter Luar (OD) = 3,5 in = 0,292 ft
Luas Penampang dalam (At) = 0,046 ft
Total Friksi, Σ F = 0,73 ft.lb
2
f/lbm
Kerja pompa, W = 10,73 ft. lb
f/lb
Daya pompa = 0,3 Hp
5.16 Pompa Reaktor (P-04)
Fungsi : Memompakan larutan ke Filter Press (FP)
Jenis : centrifugal pump
Bahan Konstruksi : Stainless steel
Jumlah : 1 unit
Spesifikasinya adalah sebagai berikut :
Laju alir volumetric, Q = 0,144 ft3 Diameter pompa, D
/s
i,opt
Ukuran pipa nominal = 3 in
= 0,075 m = 2,95 in
Schedule pipa = 80
Diameter dalam (ID) = 2,9 in = 0,242 ft
Diameter Luar (OD) = 3,5 in = 0,292 ft
Luas Penampang dalam (At) = 0,046 ft
Total Friksi, Σ F = 1,695 ft.lb
2
f/lb
Kerja pompa, W = 11,69 ft. lb
m f/lb
Daya pompa = 0,25 Hp
m
5.17 Pompa Filter Press (P-05)
Fungsi : Memompakan larutan ke Filter Press (FP)
Jenis : centrifugal pump
Bahan Konstruksi : Stainless steel
Jumlah : 1 unit
Spesifikasinya adalah sebagai berikut :
Laju alir volumetric, Q = 0,140 ft3 Diameter pompa, D
/s
i,opt
Ukuran pipa nominal = 3 in
= 0,075 m = 2,93 in
Schedule pipa = 80
Diameter dalam (ID) = 2,9 in = 0,242 ft
Diameter Luar (OD) = 3,5 in = 0,292 ft
Luas Penampang dalam (At) = 0,046 ft
Total Friksi, Σ F = 8,584 ft.lb
2
f/lb
Kerja pompa, W = 18,584 ft. lb
Daya pompa = 0,45 Hp
5.18 Pompa Tanki Penetral (P-06)
Fungsi : Memompakan larutan ke Evaporator (EV)
Jenis : centrifugal pump
Bahan Konstruksi : Stainless steel
Jumlah : 1 unit
Spesifikasinya adalah sebagai berikut :
Laju alir volumetric, Q = 0,133 ft3 Diameter pompa, D
/s
i,opt
Ukuran pipa nominal = 3 in
= 0,075 m = 2,93 in
Schedule pipa = 80
Diameter dalam (ID) = 2,9 in = 0,242 ft
Diameter Luar (OD) = 3,5 in = 0,292 ft
Luas Penampang dalam (At) = 0,046 ft
Total Friksi, Σ F = 1,447 ft.lb
2
f/lb
Kerja pompa, W = 11,447 ft. lb
m f/lb
Daya pompa = 0,25 Hp
m
5.19 Pompa Evaporator (P-07)
Fungsi : Memompakan larutan ke Evaporator (EV)
Jenis : centrifugal pump
Bahan Konstruksi : Stainless steel
Jumlah : 1 unit
Spesifikasinya adalah sebagai berikut :
Laju alir volumetric, Q = 0,036 ft3 Diameter pompa, D
/s
i,opt
Ukuran pipa nominal = 2 in
= 0,04 m = 1,575 in
Schedule pipa = 80
Diameter dalam (ID) = 1,939 in = 0,162 ft
Diameter Luar (OD) = 2,38 in = 0,198 ft
Total Friksi, Σ F = 0,1685 bf/lb
Kerja pompa, W = 10,169 lb
m f/lb
Daya pompa = 0,1 Hp
m
5.20 Bak Pengendap Cake (BP)
Fungsi : Menampung cake dari unit filter press
Bentuk : persegi panjang
Bahan konstruksi : kayu
Jumlah : 1 unit
Sapesifikasinya adalah sebagai berikut:
Volume = 19,987 m
Panjang = 3,107 m
3
lebar = 3,107 m
tinggi = 2,050 m
5.21 Sentrifusi (S)
Fungsi : Memisahkan larutan induk dengan kristal yang
terbentuk
Jenis : Disk-bwl centrifuge
Sapesifikasinya adalah sebagai berikut:
Laju volumetric = 41,331ft3/ jam
diameter partikel kritis = 0,024mm
volume sentrifuge = 0,00437 ft
waktu tinggal = 0,0001 jam = 0,006 menit = 0,36 s
3
tinggi sentrifusi = 0,002 m
daya = 0,1 Hp
LC.22 Belt Conveyor (BC)
Fungsi : mengangkut garam epsom dari sentrifuse (SF) untuk dimasukkan ke dalam
gudang produk (GP)
Jenis : Horizontal Belt Conveyor
Lebar Belt = 14 in = 35 cm Luas Area = 0,11 ft2 = 0,010 m
Kecepatan Belt normal = 200 ft/menit = 61 m/menit
2
Kecepatan Belt maksimum = 300 ft/menit = 91 m/menit
Belt Plies minimum = 3
Belt Plies maksimum =5
Kecepatan Belt = 100 ft/menit = 30,5 m/menit
BAB VI
INSTRUMENTASI DAN KESELAMATAN KERJA
6.1 Instrumentasi
Instrumentasi adalah suatu alat yang dipakai di dalam suatu proses kontrol
untuk mengatur jalannya proses agar diperoleh hasil sesuai dengan yang diharapkan.
Dalam suatu pabrik kimia, pemakaian instrumen merupakan suatu hal yang sangat
penting karena dengan adanya rangkaian instrumen tersebut maka operasi semua
peralatan yang ada di dalam pabrik dapat dimonitor dan dikontrol dengan cermat,
mudah dan efisien, sehingga kondisi operasi selalu berada dalam kondisi yang
diharapkan. Namun pada dasarnya, tujuan pengendalian tersebut adalah agar kondisi
proses di pabrik mencapai tingkat kesalahan (error) yang paling minimum sehingga
produk dapat dihasilkan secara optimal (Perry, 1999).
Fungsi instrumentasi adalah sebagai pengontrol, penunjuk (indicator),
pencatat (recorder), dan pemberi tanda bahaya (alarm). Instrumentasi bekerja
dengan tenaga mekanik atau tenaga listrik dan pengontrolannya dapat dilakukan
secara manual atau otomatis. Instrumen digunakan dalam industri kimia untuk
mengukur variabel-variabel proses seperti temperatur, tekanan, densitas, viskositas,
panas spesifik, konduktifitas, pH, kelembaban, titik embun, tinggi cairan (liquid
level), laju alir, komposisi, dan moisture content. Instrumen-instrumen tersebut
mempunyai tingkat batasan operasi sesuai dengan kebutuhan pengolahan
(Timmerhaus, 2004).
Variabel-variabel proses yang biasanya dikontrol/diukur oleh instrumen
adalah (Considine,1985):
1. Variabel utama, seperti temperatur, tekanan, laju alir, dan level cairan.
2. Variabel tambahan, seperti densitas, viskositas, panas spesifik, konduktivitas, pH,
humiditas, titik embun, komposisi kimia, kandungan kelembaban, dan variabel
Secara umum, kerja dari alat-alat instrumentasi dapat dibagi dua bagian yaitu
operasi secara manual dan operasi secara otomatis. Penggunaan instrumen pada suatu
peralatan proses bergantung pada pertimbangan ekonomis dan sistem peralatan itu
sendiri. Pada pemakaian alat instrumentasi juga harus ditentukan apakah
alat-alat itu dipasang pada peralat-alatan proses (manual control) atau disatukan dalam suatu
ruang kontrol yang dihubungkan dengan bagian peralatan (automatic control).
(Perry,1999).
Menurut sifatnya konsep dasar pengendalian proses ada dua jenis, yaitu :
Pengendalian secara manual
Tindakan pengendalian yang dilakukan oleh manusia. Sistem pengendalian
ini merupakan sistem yang ekonomis karena tidak membutuhkan begitu banyak
instrumentasi dan instalasinya. Namun pengendalian ini berpotensi tidak praktis dan
tidak aman karena sebagai pengendalinya adalah manusia yang tidak lepas dari
kesalahan.
Pengendalian secara otomatis
Berbeda dengan pengendalian secara manual, pengendalian secara otomatis
menggunakan instrumentasi sebagi pengendali proses, namun manusia masih terlibat
sebagai otak pengendali. Banyak pekerjaan manusia dalam pengendalian secara
manual diambil alih oleh instrumentasi sehingga membuat sistem pengendalian ini
sangat praktis dan menguntungkan.
Hal-hal yang diharapkan dari pemakaian alat-alat instrumentasi adalah:
Kualitas produk dapat diperoleh sesuai dengan yang diinginkan
Pengoperasian sistem peralatan lebih mudah
Sistem kerja lebih efisien
Penyimpangan yang mungkin terjadi dapat diketahui dengan cepat
Faktor-faktor yang perlu diperhatikan dalam instrumen-instrumen adalah
(Timmerhaus, 2004):
1. Range yang diperlukan untuk pengukuran
2. Level instrumentasi
3. Ketelitian yang dibutuhkan
4. Bahan konstruksinya
6.1.1 Tujuan Pengendalian
Tujuan perancangan sistem pengendalian pabrik pembuatan magnesium
sulfat dari magnesium karbonat dan asam sulfat adalah sebagai keamanan operasi
pabrik yang mencakup :
• Mempertahankan variabel-variabel proses seperti temperatur dan tekanan tetap berada dalam rentang operasi yang aman dengan harga toleransi yang kecil.
• Mendeteksi situasi berbahaya kemungkinan terjadinya kebocoran alat, karena komponen zat yang digunakan pada pabrik pembuatan magnesium sulfat ini
sangat mudah terbakar. Pendeteksian dilakukan dengan menyediakan alarm
dan sistem penghentian operasi secara otomatis (automatic shut down
systems).
• Mengontrol setiap penyimpangan operasi agar tidak terjadi kecelakaan kerja maupun kerusakan pada alat proses.
6.1.2 Jenis-Jenis Pengendalian dan Alat Pengendali
Sistem pengendalian yang digunakan pada pabrik ini menggunakan dan
mengkombinasikan beberapa tipe pengendalian sesuai dengan tujuan dan
keperluannya:
1. Feedback control
Perubahan pada sistem diukur (setelah adanya gangguan), hasil pengukuran
dibandingkan dengan set point, hasil perbandingan digunakan untuk mengendalikan
variabel yang dimanipulasi.
2. Feedforward control
Besarnya gangguan diukur (sensor pada input), hasil pengukuran digunakan
untuk mengendalikan variabel yang dimanipulasi.
3. Adaptive control
Sistem pengendalian yang dapat menyesuaikan parameternya secara otomatis
sedemikian rupa untuk mengatasi perubahan yang terjadi dalam proses yang
dikendalikannya, umumnya ditandai dengan adanya reset input pada controller
4. Inferentialcontrol
Seringkali variabel yang ingin dikendalikan tidak dapat diukur secara langsung,
sebagai solusinya digunakan sistem pengendalian dimana variabel yang terukur
digunakan untuk mengestimasi variabel yang akan dikendalikan, variabel terukur dan
variabel tak terukur tersebut dihubungkan dengan suatu persamaan matematika.
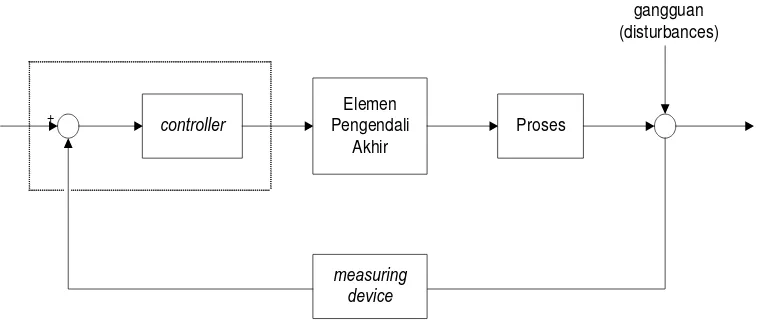
Pengendalian yang banyak digunakan adalah jenis feedback (umpan balik)
berdasarkan pertimbangan kemudahan pengendalian. Diagram balok untuk sistem
[image:45.595.126.506.273.437.2]pengendalian ini secara umum dapat dilihat pada Gambar 6.1. berikut ini.
Gambar 6.1 Diagram Balok Sistem Pengendalian Feedback
Pengukuran nilai keempat variabel di atas menggunakan bantuan sensor
untuk mendeteksi nilai masing-masing variabel proses. Sedangkan variabel proses
yang lain termasuk dalam kategori tertentu karena variabel itu tergantung kebutuhan
akan proses yang melibatkannya. Variabel proses tersebut antara lain:
a. Konsentrasi :
b. Kepadatan (density) dan spesific gravity
c. Kelembaban (humidity) dan kadar air (moisture)
d. Kekeruhan zat cair (turbidity) dan derajat warna zat cair (clarity)
controller
Elemen Pengendali
Akhir
Proses
measuring device
+
Untuk pengukuran nilai variabel proses di atas dapat digunakan sebuah
penganalisis (analyzer).
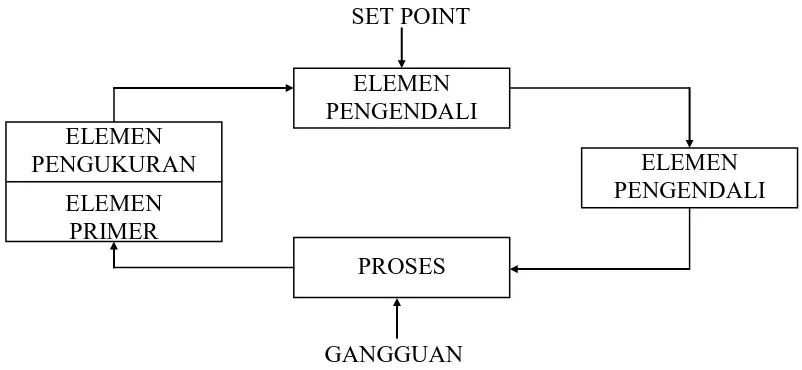
Gambar 6.2 Sebuah Loop Pengendalian
Dari gambar di atas dapat dijelaskan bahwa dalam proses terdapat variabel
proses yang diantisipasi oleh elemen primer sebagai nilai perubahan proses misalnya
naik turunnya level suatu tangki, tinggi rendahnya temperatur, cepat lambatnya aliran
fluida, dan tinggi rendahnya tekanan dalam suatu tangki. Variabel proses ini bersifat
relatif atau dalam kondisi berubah-ubah. Sensor diterjemahkan sebagai harga
pengukuran. Untuk lebih jelasnya, gambar di bawah ini merupakan suatu contoh
[image:46.595.127.528.125.310.2]aktual dari suatu proses yang terkendali.
Gambar 6.3 Suatu Proses Terkendali h
LEVEL CONTROLER
CONTROL VALVE POMPA BUANG
LEVEL TRANSMITTER SUPLAI
AIR
ELEMEN PENGENDALI
PROSES ELEMEN
PENGUKURAN
ELEMEN PRIMER
ELEMEN PENGENDALI
Pada dasarnya sistem pengendalian terdiri dari (Considine,1985):
a. Elemen Primer (Primary Element)
Elemen Primer berfungsi untuk menunjukkan kualitas dan kuantitas suatu
variabel proses dan menerjemahkan nilai itu dalam bentuk sinyal dengan
menggunakan transducer sebagai sensor. Ada banyak sensor yang digunakan
tergantung variabel proses yang ada.
Sensor untuk temperatur, yaitu bimetal, thermocouple, termal mekanik, dll. Sensor untuk tekanan, yaitu diafragma, cincin keseimbangan, dll.
Sensor untuk level, yaitu pelampung, elemen radioaktif, perbedaan tekanan, dll. Sensor untuk aliran atau flow, yaitu orifice, nozzle dll.
b. Elemen Pengukuran (Measuring Element)
Elemen Pengukuran berfungsi mengonversikan segala perubahan nilai yang
dihasilkan elemen primer yang berupa sinyal ke dalam sebuah harga pengukuran
yang dikirimkan transmitter ke elemen pengendali. Tipe Konvensional
Tipe ini menggunakan prinsip perbedaan kapasitansi.
Tipe Smart
Tipe smart menggunakan microprocessor elektronic sebagai pemroses sinyal.
c. Elemen Pengendali (Controlling Element)
Elemen pengendali berfungsi menerima sinyal dari elemen pengukur yang
kemudian dibandingkan dengan set point di dalam pengendali (controller). Hasilnya
berupa sinyal koreksi yang akan dikirim ke elemen pengendali menggunakan
processor (computer, microprocessor) sebagai pemroses sinyal pengendalian. Jenis
elemen pengendali yang digunakan tergantung pada variabel prosesnya.
Untuk variabel proses yang lain misalnya:
a. Temperatur menggunakan Temperature Controller (TC)
b.Tekanan menggunakan Pressure Controller (PC)
c. Aliran/flow menggunakan Flow Controller (FC)
d. Elemen Pengendali Akhir
Elemen pengendali akhir berperan mengonversikan sinyal yang diterimanya
menjadi sebuah tindakan korektif terhadap proses. Umumnya industri menggunakan
control valve dan pompa sebagai elemen pengendali akhir.
1. Controlvalve
Controlvalve mempunyai tiga elemen penyusun, yaitu: Positioner yang berfungsi untuk mengatur posisi actuator.
Actuatorvalve berfungsi mengaktualisasikan sinyal pengendali (valve). Ada dua jenis actuatorvalve berdasarkan prinsip kerjanya yaitu :
a. Actuatorspring/per
Actuator ini menggunakan spring/per sebagai penggerak piston actuator.
b. Actuator aksi ganda (double acting)
Untuk menggerakkan piston, actuator ini menggunakan tekanan udara yang
dimasukkan ke rumah actuator.
Valve, merupakan elemen pengendali proses. Ada banyak tipe valve berdasarkan bentuknya seperti butterfly valve, valve bola, dan valve segmen.
2. Pompa Listrik
Elemen pompa terdiri dari dua bagian, yaitu:
Actuator Pompa.
Sebagai actuator pompa adalah motor listrik. Motor listrik mengubah tenaga
listrik menjadi tenaga mekanik. Prinsip kerjanya berdasarkan induksi
elektromagnetik yang menggerakkan motor.
Pompa listrik berfungsi memindahkan/menggerakkan fluida baik itu zat cair, gas dan padat.
Secara garis besar, fungsi instrumentasi adalah sebagai berikut:
1. Penunjuk (indicator)
2. Pencatat (recorder)
3. Pengontrol (regulator)
Adapun instrumentasi yang digunakan di pabrik magnesium sulfat ini
mencakup:
1. Temperature Controller (TC)
Adalah alat/instrumen yang digunakan sebagai alat pengatur suhu atau pengukur
sinyal mekanis atau listrik. Pengaturan temperatur dilakukan dengan mengatur
jumlah material proses yang harus ditambahkan/dikeluarkan dari dalam suatu proses
yang sedang bekerja.
Prinsip kerja:
Rate fluida masuk atau keluar alat dikontrol oleh diafragma valve. Rate fluida ini
memberikan sinyal kepada TC untuk mendeteksi dan mengukur suhu sistem pada set
point.
2. Pressure Controller (PC)
Adalah alat/instrumen yang dapat digunakan sebagai alat pengatur tekanan atau
pengukur tekanan atau pengubah sinyal dalam bentuk gas menjadi sinyal mekanis.
Pengatur tekanan dapat dilakukan dengan mengatur jumlah uap/gas yang keluar dari
suatu alat dimana tekanannya ingin dideteksi.
Prinsip kerja:
Pressure control (PC) akibat tekanan uap keluar akan membuka/menutup diafragma
valve. Kemudian valve memberikan sinyal kepada PC untuk mengukur dan
mendeteksi tekanan pada set point.
3. Flow Controller (FC)
Adalah alat/instrumen yang bisa digunakan untuk mengatur kecepatan aliran fluida
dalam pipa line atau unit proses lainnya. Pengukuran kecepatan aliran fluida dalam
pipa biasanya diatur dengan mengatur out put dari alat, yang mengakibatkan fluida
mengalir dalam pipa line.
Prinsip kerja:
Kecepatan aliran diatur oleh regulating valve dengan mengubah tekanan discharge
dari pompa. Tekanan discharge pompa melakukan bukaan/tutupan valve dan FC
menerima sinyal untuk mendeteksi dan mengukur kecepatan aliran pada set point.
4. Level Controller (LC)
Adalah alat/instrumen yang dipakai untuk mengatur ketinggian (level) cairan dalam
dilakukan dengan operasi dari sebuah control valve, yaitu dengan mengatur rate
cairan masuk atau keluar proses.
Prinsip kerja:
Jumlah aliran fluida diatur oleh control valve. Kemudian rate fluida melalui valve ini
akan memberikan sinyal kepada LC untuk mendeteksi tinggi permukaan pada set
point.
Alat sensing yang digunakan umumnya pelampung atau transduser diafragma
untuk mendeteksi dan menunjukkan tinggi permukaan cairan dalam alat dimana
cairan bekerja.
Proses pengendalian pada pabrik ini menggunakan feedback control
configuration karena selain biayanya relatif lebih murah, pengaturan sistem
pengendaliannya menjadi lebih sederhana. Konfigurasi ini mengukur secara langsung
variabel yang ingin dikendalikan untuk mengatur harga variabel yang dimanipulasi.
Tujuan pengendalian ini adalah untuk mempertahankan variabel yang dikendalikan
pada level yang diinginkan (set point).
Sinyal output yang dihasilkan oleh pengendali feedback ini berupa pneumatic
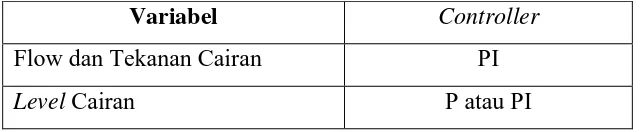
signal yaitu dengan menggunakan udara tekan. Tipe pengendali feedback yang digunakan pada perancangan ini, yaitu :
1.Jenis-P (Proportional), digunakan untuk mengendalikan tekanan gas.
2.Jenis-PI (Proportional Integral), digunakan untuk mengendalikan laju alir (flow),
ketinggian (level) cairan, dan tekanan zat cair.
3.Jenis-PID (Proportional Integral Derivative), digunakan untuk mengendalikan
[image:50.595.112.432.581.647.2]temperatur.
Tabel 6.1 Jenis variabel pengukuran dan controller yang digunakan
Variabel Controller
Flow dan Tekanan Cairan PI
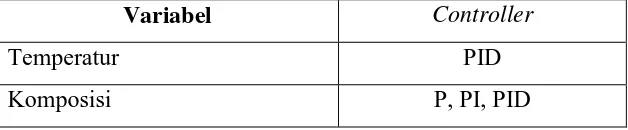
Tabel 6.2 Jenis variabel pengukuran dan controller yang digunakan (lanjutan)
Variabel Controller
Temperatur PID
Komposisi P, PI, PID
Sumber : Walas (1988)
6.1.3 Variabel-Variabel Proses dalam Sistem Pengendalian
1. Tekanan
Peralatan untuk mengukur tekanan fluida adalah kombinasi silikon oil dalam
membran / plat tipis dengan pengukur kuat arus listrik. Prinsipnya adalah perubahan
kuat arus listrik akibat perubahan tekanan. Instrumen ini digunakan antara lain untuk
mengukur tekanan pada reaktor, dan tekanan keluaran blower.
2. Temperatur
Peralatan untuk mengukur temperatur adalah thermocouple. Instrumen ini
digunakan antara lain dalam pengukuran temperatur dalam reaktor, evaporator, dan
crystallizer .
3. Laju Alir
Peralatan yang digunakan untuk mengukur laju alir fluida adalah
venturimeter. Instrumen ini digunakan antara lain dalam pengukuran laju alir zat
masukan reaktor.
4. Perbandingan Laju Alir
Peralatan yang digunakan adalah sambungan mekanik (mechanical linkage)
yang dapat disesuaikan (adjustable), pneumatik, atau elektronik. Hasil pengukuran
laju alir aliran yang satu menentukan (me-reset) set point laju alir aliran lainnya.
Instrumen ini digunakan pada pengukuran laju alir umpan reaktor
5. Permukaan Cairan
Peralatan untuk mengukur level permukaan cairan adalah pelampung dan
lengan gaya. Prinsipnya adalah perubahan gaya apung yang dialami pelampung
akibat perubahan level cairan. Pelampung yang mengapung pada permukaan cairan
selalu mengikuti tinggi permukaan cairan sehingga gaya apung pelampung dapat
adalah untuk mengukur level permukaan fluida seperti pada kolom waste heat boiler,
dan tangki.
6.1.4 Syarat Perancangan Pengendalian
Beberapa syarat penting yang harus diperhatikan dalam perancangan pabrik
antara lain :
1. Tidak boleh terjadi konflik antar unit, dimana terdapat dua pengendali pada satu
aliran.
2. Penggunaan supervisory computer control untuk mengkoordinasikan tiap unit
pengendali.
3. Control valve yang digunakan sebagai elemen pengendali akhir memiliki opening
position 70 %.
4. Dilakukan pemasangan check valve pada mixer dan pompa dengan tujuan untuk
menghindari fluida kembali ke aliran sebelumnya. Check valve yang
dipasangkan pada pipa tidak boleh lebih dari satu dalam one dependent line.
Pemasangan check valve diletakkan setelah pompa.
5. Seluruh pompa yang digunakan dalam proses diletakkan di permukaan tanah
dengan pertimbangan syarat safety dari kebocoran.
6. Pada perpipaan yang dekat dengan alat utama dipasang flange dengan tujuan
[image:52.595.107.529.540.754.2]untuk mempermudah pada saat maintenance.
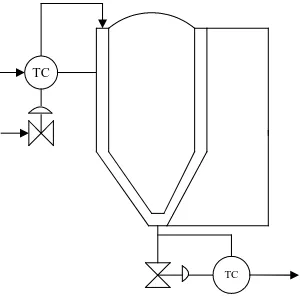
Tabel 6.3 Daftar penggunanan instrumentasi pada Pra-rancangan Pabrik Pembuatan
Magnesium Sulfat Heptahydrat
No Nama alat Instrumentasi Kegunaan
1. Tangki cairan LI Menunjukkan tinggi cairan dalam tangki
2. Pompa FC Mengontrol laju alir cairan dalam pipa
3. Reaktor TC Mengontrol temperature dalam reaktor
PC Mengontrol tekanan dalam reaktor
LC Mengontrol tinggi cairan dalam reaktor
4. Filter Press PC Mengontrol tekanan dalam filter
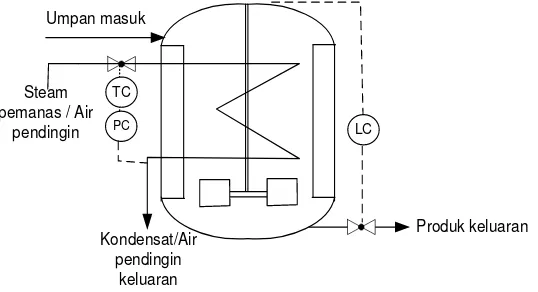
5. Evaporator TC Mengontrol temperatur dalam evaporator
6. Crystallizer TC Mengontrol temperatur dalam crystallizer
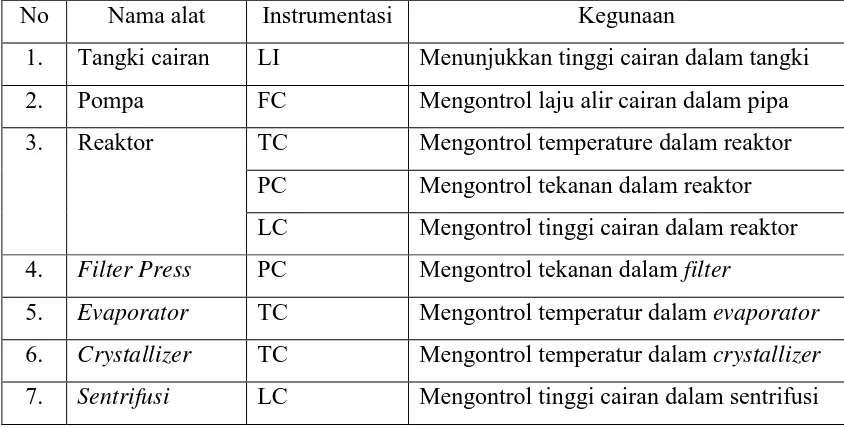
1. Instrumentasi Tangki
Tangki dapat berfungsi untuk tempat penyimpanan atau penampungan zat cair.
Pada tangki ini dilengkapi dengan level indicator (LI) yang berfungsi untuk
mengontrol ketinggian cairan di dalam tangki. Prinsip kerja dari level indicator (LI)
ini adalah dengan menggunakan pelampung (floater) sehingga isi tangki dapat
terlihat dari posisi jarum penunjuk di luar tangki yang digerakkan oleh pelampung.
Pengontrolan ketinggian permukaan cairan ini dilakukan dengan mengatur laju
cairan yang masuk atau keluar dari tangki.
[image:53.595.278.379.277.387.2]LI
Gambar 6.4 Instrumentasi pada tangki
2. Instrumentasi Pompa
Variabel yang dikontrol pada pompa adalah laju aliran (flow rate). Untuk
mengetahui laju aliran pada pompa dipasang flow controller (FC) yang berfungsi
untuk mengendalikan aliran agar kecepatan alirnya seperti yang diharapkan. Jika laju
aliran pompa lebih besar dari yang diinginkan maka secara otomatis katup
pengendali (control valve) akan menutup atau memperkecil pembukaan katup.
Gambar 6.5 Instrumentasi pada pompa
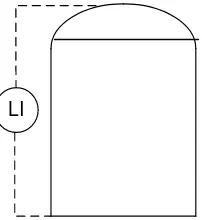
[image:53.595.250.392.591.671.2]Produk keluaran Umpan masuk
TC
PC LC
Steam pemanas / Air
pendingin
Kondensat/Air pendingin
keluaran 3. Instrumentasi Reaktor
Reaktor sebagai alat tempat berlangsungnya reaksi antara bahan-bahan yang
digunakan. Dalam pabrik ini, reaktor sebagai tempat terjadinya reaksi magnesium
karbonat dengan asam sulfat. Instrumentasi pada reaktor mencakup level controller
(LC), pressure controller (PC) dan temperature controller (TC). LC berfungsi un