46
BAB III
METODE PENELITIAN
3.1 Diagram Alir Penelitian
Untuk dapat mengetahui hasil dari penelitian ini maka pada bab ini akan di bahas mengenai metode penelitian yakni mengenai proses pelaksanaan dan prosedur penelitian yang akan di lakukan dalam menguji benda uji, dimana pelaksanaannya di mulai dari persiapan benda uji sampai proses pengujian material yang di lakukan.
Ada beberapa pengujian yang dilakukan antara lain meliputi uji kekerasan sebelum dan sesudah di carburizing dan pengujian struktur mikro sebelum dan sesudah di carburizing. Adapun prosedur ini sesuai dengan diagram alir yang telah dibuat pada gambar 3.1. Dari hasil pengujian tersebut akan didapat kondisi normal proses laku panas yang diterapkan meliputi temperatur dan waktu tahan. Adapun prosedur yang dilakukan tentang proses penelitian meliputi :
Persiapan bahan yang akan di uji Pemotongan Spesimen benda uji
Perlakuan panas dengan proses Carburizing Proses pendinginan
47 Pengujian kekerasan dan struktur mikro Analisa dan pembahasan
48
Gambar 3.1 Diagram Alir Proses Penelitian
PERSIAPAN BENDA UJI KARBON RENDAH ST 40
SPECIMEN NON CARBURIZING
PEMOTONGAN BENDA UJI
SPECIMEN CARBURIZING PROSES QUENCHING SPECIMEN 1 WAKTU TAHAN 20 MENIT SPECIMEN 2 WAKTU TAHAN 45 MENIT SPECIMEN 3 WAKTU TAHAN 90 MENIT
UJI STRUKTUR MIKRO UJI KEKERASAN
PEMBAHASAN DATA HASIL PENGUJIAN
49
3.2 Pemilihan Material Benda Uji
Pada penelitian ini benda uji yang dipilih adalah baja karbon rendah tipe ST 40 Bahan ini merupakan baja karbon rendah dengan kadar karbon (C) 0,10 – 0,30 %. hasil komposisi kimia menunjukkan bahwa baja karbon ini yang sebagian besar dipengaruhi oleh unsur-unsur paduannya dan dapat digunakan untuk bahan benda uji penelitian karena memenuhi standar bahan baja.
Tabel 3.1. Komposisi Kimia Baja Karbon Rendah ST 40
Unsur % Komposisi Kimia
Karbon (C) Mangan (Mn) Silikon (Si) Sulfur (S) Phospor (P) 0,25 - 0,30 0,60 - 0,90 0,10 - 0,30 0,05 max 0,05 max
3.3 Persiapan Material Benda Uji
Untuk mendapatkan kondisi pengujian dan hasil terbaik, maka dilakukan persiapan-persiapan percobaan dan pengujian di laboratorium. Dibawah ini akan diuraikan mengenai persiapan bahan (specimen),
50
diantaranya beberapa percobaan perlakuan panas, pengujian kekerasan, dan struktur mikro.
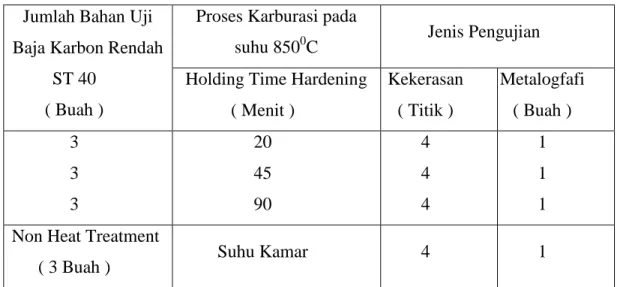
Bahan yang digunakan dalam percobaan ini adalah material baja karbon rendah ST 40 berbentuk silinder berdiameter dalam 16 mm dan diameter dengan panjang 30 mm. Untuk menyesuaikan dengan mesin-mesin penguji dan alat yang digunakan dalam percobaan, batang baja bulat tersebut dipotong-potong kemudian dibuat batang spesimen. Kemudian batang spesimen dikelompokkan sesuai dengan proses perlakuan yang akan dilakukan seperti terlihat pada tabel 3.2 berikut :
Tabel 3.2. Perincian Benda Uji Proses Pengujian
Jumlah Bahan Uji Baja Karbon Rendah
ST 40 ( Buah )
Proses Karburasi pada
suhu 8500C Jenis Pengujian Holding Time Hardening
( Menit ) Kekerasan ( Titik ) Metalogfafi ( Buah ) 3 3 3 20 45 90 4 4 4 1 1 1 Non Heat Treatment
( 3 Buah ) Suhu Kamar 4 1
Untuk pemanasan dalam tungku, material – material tersebut di letakkan dalam sebuah box yang terbuat dari plat besi dengan tebal 2mm, panjang 150 mm, lebar 135 mm dan tinggi 70 mm. Box carburizing tersebut
51
harus dipastikan rapat, karena kalau tidak rapat dapat menyebabkan kerusakan pada tungku hoffment, karena serbuk dan asap karbon akan keluar dari box dan mengenai dinding tungku.
3.4 Carburizing
Carburizing adalah cara pengerasan permukaan luar suatu material baja atau besi kadar karbon rendah agar menjadi keras pada lapisan luar atau memiliki kadar karbon tinggi pada lapisan luarnya. Biasanya suhu pada proses karburasi adalah 17000F. Setelah proses pendinginan maka pada permukaan baja dapat dilihat dengan mikroskop bahwa terdapat bagian – bagian hypereutectoid, zona yang terdiri dari perlit dan jaringan sementit yang putih,
diikuti zona euktektoid, hanya terdiri dari perlit dan terakhir adalah zona hypeutektoid, yang terdiri dari perlit dan ferrit, dimana jumlah ferrit meningkat hingga pusat dicapai.
Carburizing ada tiga jenis yaitu :
3.4.1 Karburasi Padat ( Pack Carburizing )
Bahan dipadatkan pada medium yang kaya akan karbon, seperti bubuk karbon dan dipanaskan pada tungku pemanas pada suhu 8000C – 9000C. pada temperatur ini CO diproduksi sebagai bahan reduksi yang kuat. Reaksi reduksi terjadi pada permukaan besi yang mengeluarkan karbon, yang kemudian berdifusi kepermukaan akibat temperatur yang
52
tinggi. Ketika cukup karbon di absorsi ke dalam bahan, bahan tersebut dapat dipindahkan dari tungku/furnace.
Reaksi dari karburasi padat adalah sebagai berikut :
a. Pembusukan energizer untuk memberi gas CO ke permukaan besi.
BaCo3 BaO + CO2
Co2 + C 2CO
b. Karbon monoksida bereaksi bengan permukaan dari besi. 2CO + Fe Fe(c) + CO2
c. Difusi karbon kedalam besi.
CO2 yang terbentuk pada langkah ( b ) bereaksi dengan “C”
didalam arang.
CO2 + C 2CO
Kelebihannya hanya memerlukan biaya yang kecil dan sangat mudah dari ada teknik surface hardening yang lain
Kekurangan memakan waktu yang cukup lama dan merupakan hardening yang kotor.
3.4.2 Karburasi Gas ( Gas Carburizing )
Antara lain dapat digunakan gas alam atau hidro karbon atau propon ( Gas Karbit ). Prosesnya yaitu benda yang akan dipanaskan dimasukkan dalam oven atau furnace dengan temperature bervariasi
53
antara 8700C sampai 9500C. atmosfir gas untuk karburasi diproduksi dari cairan ( metanol, isopropanol ), atau gas hidrokarbon ( peropana dan metana ). Generator gas endhotermik dipakan untuk menyuplai gas endhotermik.
Komposisi gas dalam proses karburasi gas adalah :
Nitrogen 40% Hydrogen 40% karbon monoksida 20% Karbon dioksida 0,3% Metana 0,5% Uap air 0,8% Oksigen in treaces
Oven dialiri dengan gas karbon. Atom – atom karbon akan tertarik menembus kedalam logam. Sehingga permukaan logam menjadi kaya karbon. Cara ini diterapkan dalam karburasi dalam bagian – bagian yang kecil yang dapat dicelupkan langsung setelah pemanasan dalam dapur.
Selama proses karburasi gas, terjadi reaksi – reaksi sebagai berikut:
a. C3H8 2CH4 + C ( craking of hydrocarbon ) b. CH4 + F Fe ( C ) + 2H2
54
c. CH4 + CO2 2CO + 2H2
d. 2CO + Fe Fe ( C ) + CO2
Kelebihan dari gas carburizing yaitu lebih cepat dibandingkan dengan pack carburizing. Proses ini hanya membutuhkan sedikit tenaga kerja dan penanganan. Juga lebih praktis dari pada pack carburizing untuk jumlah yang banyak.
Kekurangan, alat dan bahan yang digunakan dalam proses ini lebih mahal.
3.4.3 Karburasi Cair ( Liquid Carburizing )
Karburasi jenis ini menggunakan lelehan sainida ( CN ) pada logam berkarbon rendah yang dipanaskan dengan menggunakan belerang pemanas yang dipanaskan dengan minyak atau gas. Suhunya kira – kira 8150C – 9000C. proses ini dilakukan dengan kontinyu dan otomatis karena memberikan hasil akhir yang baik. Permukaan lelehan ditutup dengan grafit atau batu bara untuk mengurangi hilangnya radiasi dan dekomposisi sianida yang berlebiahan. Selain sodium dan potassium sianida, lelehan yang digunakan juga mengandung sodium dan pottasium klorida dan barium klorida yang berperan sebagai aktifator. Reaksi yang terjadi didalam dapur garam sianida adalah sebagai berikut :
55
BaCl2 Ba (CN)2 + 2NaCl
Ba (CN)2 + Fe Fe(c) + BaCN2
Proses ini mirip dengan proses sianida, hanya disini kulit luar mempunyai kadar karbon yang tinggi dan kadar nitrogen yang rendah. Karburasi cair dapat digunakan untuk membentuk lapisan setebal 6,35mm, meskipun umumnya tidak melebihi 0,64 mm. Cara ini baik untuk pengerasan permukaan benda yang berukuran kecil dan sedang.
Kelebihan, karena cairan mentransfer dengan cepat maka karbon yang ditambahkan juga lebih cepat. Juga pengerasan yag dihasilkan lebih merata.
Kekurangan, beberapa nitrogen terserap bersama – sama dengan karbon dan menyebabkan pengerasan mendadak. Juga material harus dikeringkan setelah proses ini untuk menghindari korosi, hal tesebut memakan waktu dan biaya.
Dan hal – hal yang mempengaruhi hasil proses karburasi adalah sebagai berikut :
Potensial Karbon
Semakin tinggi potensial karbon, makin cepat karbon disuplai kedalam baja, menghasilkan gradien konsentrasi lebih tinggi dipermukaan. Untuk campuran berbagai macam gas potensial
56
karbon pada temperatur tertentu, potensial karbon dikenal sebagai kandungan karbon dalam kesetimbangan dengan atmosfir tungku. Biasanya kondisi ini mengacu pada aktivitas karbon dalam atmosfir, yang dapat dikenal dari penunjukkan potensial oksigen, CO dan CO
2 dalam atmosfir, jika atmosfir fasa gas tersebut berada dalam
kesetimbangan. Kecepatan Reaksi
Dipermukaan Baja : Sifat dan konsentrasi dari spesies molekul dalam atmosfir mempengaruhi kecepatan reaksi. Sebagai contoh, reaksi permukaan lebih cepat terjadi pada atmosfir gas endotermik daripada atmosfir metana-hidrogen.
Temperatur Karburasi
Peningkatan proses akan meningkatkan kecepatan reaksi permukaan, sehingga menghasilkan kedalaman penetrasi karbon lebih besar. Dengan demikian ketebalan lapisan yang diperoleh lebih dalam.
Paduan Logam
Kandungan unsur paduan pada baja memberikan pengaruh, pertama terhadap kandungan karbon lapisan dan kedua terhadap kecepatan difusi karbon kedalam baja. Hal diatas disebabkan elemen-elemen paduan tersebut menempati posisi subsitusi dan
57
interstisi pada sisi matrik logam sehingga akan menghambat gerakan atom-atom karbon yang berdifusi, sehingga akan dihasilkan kedalam karburasi yang berbeda
Waktu Karburasi
Kedalaman penetrasi karbon meningkat, seiring dengan peningkatan waktu karburasi dan untuk memperoleh pemanasan yang homogen sehingga struktur austenitnya homogen atau terjadi kelarutan karbida ke dalam austenit dan difusi karbon dan unsur paduannya.
Difusi
Difusi adalah peristiwa mengalirnya/berpindahnya suatu zat dari bagian berkonsentrasi tinggi ke bagian yang berkonsentrasi rendah.
Contoh yang sederhana adalah penambahan carbon ke dalam baja karbon rendah sehingga pada baja, karbonnya lebih besar.Difusi yang paling sering terjadi adalah difusi molekuler. Difusi ini terjadi jika terbentuk perpindahan dari sebuah lapisan (layer) molekul yang diam.
Apabila suhu pada suatu material naik, akan menyebabkan atom-atomnya bergetar dengan energi yang lebih besar dan sejumlah kecil atom akan berpindah dalam kisi. Mekanisme perpindahan atom dalam suatu logam dapat terjadi secara interstisi dan kekosongan. Perpindahan secara interstisi terjadi bila atom tidak memilki ukuran yang sama. Sedangkan perpindahan secara kekosongan dapat terjadi bila semua atom memiliki ukuran sama.
58 Proses difusi dapat terjadi lebih cepat Apabila: 1. suhu tinggi
2. atom yang berdifusi kecil
3. ikatan struktur induk lemah (dengan titik cair rendah)
4. terdapat cacat-cacat dalam bahan (kekosongan atau batas butir)
3.5 Proses Pengujian 3.5.1 Karburasi
karena yang akan diuji adalah pengaruh karburasi terhadap baja karbon rendah ST 40. Pada pengujian ini sistem yang karburasi dipakai adalah pack carburizing atau pengkarbonan dengan media padat. Bahan untuk proses perlakuan panas pada Pack Carburizing adalah Bubuk Carbon aktif + Barium Carbonat sebagai energizer.
Proses karburisasi padat adalah proses dimana karbon monoksida yang berasal dari senyawa padat dilarutkan atau diuraikan pada permukaan logam masuk kedalam unsur karbon asal. Unsur karbon yang diberikan diadsorb masuk kedalam logam dan membentuk karbon dioksida. Karbon dioksida kemudian bereaksi dengan unsur karbon material dalam senyawa padat karburisasi untuk menghasilkan karbon monoksida yang bersih. Pembentukan karbon monoksida diperbesar oleh energi pembentuk (Energizer) atau katalis. Salah satu jenis katalisnya yaitu Barium Carbonat (BaCO
59
memudahkan reduksi karbon dioksida dengan karbon membentuk karbon monoksida. Bahan dari media karburisasi padat yang umum digunakan adalah Bubuk carbon aktif. Dengan perbandingan Bubuk carbon aktif dan barium carbonat adalah 1 / 0,1.
Pada karburisasi dengan media padat mekanisme reaksi yang terpenting adalah menghasilkan gas CO dan CO
2.
Reaksinya adalah sebagai berikut. BaCO
3 BaO + CO2
CO
2 + C 2CO
Mula-mula CO
2 terbentuk dari hasil disosiasi BaCO2 dan selanjutnya
CO
2 bereaksi dengan karbon yang ada dalam arang menghasilkan gas aktif CO.
2CO CO
2 + C
Gas CO
2 yang terbentuk kemudian bereaksi dengan BaO membentuk
BaCO
3, dengan reaksi :
BaO + CO
2 BaCO
Dengan demikian reaksi akan berlangsung terus menerus selama proses berlangsung.
60
Gambar 3.2 Proses Pack Carburizing
Prosedur Carburizing
a) Siapkan box sebagai tempat bubuk carbon aktif dan tempat specimen. b) Tuangkan 0.25 kg Bubuk carbon aktif yang telah dicampur dengan
Barium Karbida 10 % kedalam box, masukkan spesimen uji yang telah dibersihkan dan tuangkan 0.25 kg lagi Bubuk carbon aktif. Posisi spesimen adalah seperti gambar berikut :
61
c) Tutup rapat – rapat box tersebut. Kalau tidak rapat bisa menyebabkan kerusakan pada tungku hoffment, karena serbuk dan asap karbon akan keluar dari box dan mengenai dinding tungku.
d) Masukkan box kedalam tungku hoffment dan hidupkan tungku. e) Atur suhu pemanas ( 8500C) dan atur waktu holding timenya. f) Setelah selesai ambil box dari tungku, dan keluarkan specimen.
Gambar 3.4 Pengambilan Specimen Dari Tungku
g) Langkah terakhir adalah mencelupkan specimen kedalam oli pendingin. Dan specimen dibersihkan dari kerak – kerak yang menempel.
62
3.5.2 Pengujian Kekerasan
Pengujian kekerasan dilakukan dengan menggunakan metode Rockwell dengan skala HRC, yang menggunakan indentor berupa sebuah intan berbentuk piramida dengan sudut 1200. Pembebanan yang diberikan adalah sebesar 150 kgf
Gambar 3.5 Alat Uji Kekerasan Rockwell
63
Gambar 3.7 Indikator Intan Kerucut Daerah penetrasi (penekanan)
Daerah penekanan diambil secara vertikal, sebanyak 4 titik dengan penahanan waktu tekan selama 60 detik untuk masing-masing material uji.
Langkah – Langkah Pengujian
1. Bersihkan benda uji dari kotoran dan karat sampai bersih agar hasilnya baik.
2. Letakan benda uji pada dudukannya lalu setel hingga rata.
3. Kalibrasi mesin uji Rockwell ke skala C dengan mengarahkan jarum indikator ke skala C dan atur besar beban.
4. Pasang indentor intan kerucut yang bersudut puncak 120° untuk semua benda uji kekerasan.
5. Naikkan benda uji dengan memutar roda tangan sampai menyentuh indentor dan kedudukannya harus tetap rata.
6. Tekan dial indicator, tunggu loading selama 60 detik.
64
8. Lakukan penekanan ke material yang akan diuji dengan beban penekan 150 Kgf, pada 4 titik penekanan.
9. Mengkonversi harga kekerasan Rockwell ke harga kekerasan Brinell dan Vickers untuk mengetahui perbedaan harga kekerasan.
Dari hasil data kekerasan Rockwell yang sudah didapat, kita dapat mengkonversikannya ke bentuk HV dan HB. Tujuan pengkonversian ini adalah agar kita dapat mengetahui perbedaan nilai kekerasan antara HRC, HV dan HB.
Keterangan :
HR = Rockwell Hardness number ( nilai kekerasan Rockwell ) HB = Brinnell Hardness number ( nilai kekerasan Brinnell ) HV = Vickers Hardness number ( nilai kekerasan Vickers ) Konversi dari nilai HR ke nilai HV dn HB :
a. Untuk HRC, pencarian nilai HV dapat menggunakan persamaan :
65
3.5.3 Pengujian Metallografi (Struktur Mikro)
Untuk mendapatkan tampilan struktur mikro dari benda uji baik yang belum dilakukan proses pack carburizing maupun yang sudah di lakukan proses pack carburizing di dapatkan melalui langkah-langkah preparasi sampel metalografi sebagai berikut:
Metode pengujian ini memerlukan persiapan yang cukup teliti dan cermat, agar diperoleh hasil metallografi yang baik, oleh karenanya diperlukan beberapa tahap dalam persiapannya yaitu :
Pemotongan Benda Uji
Untuk dapat melihat struktur dalam benda uji mikroskop optik dengan baik, maka benda uji dipotong sesuai dengan ukuran alat uji metallografi dalam arah vertikal dan horizontal.
Mounting
Setelah dipotong kemudian benda uji di mounting, yang bertujuan agar memudahkan pengoperasian selama proses preparasi (grinding dan polishing).
Grinding
Setelah benda uji di mounting baru kemudian diamplas secara berurutan dari yang kasar sampai yang halus memakai kekasaran kertas amplas dengan nomor : 220, 400, 500, 800, 1000, 1200, 1500 dan 2000. Kertas amplas terbuat dari bahan alumunium oxide waterproof. Dalam proses grinding harus selalu dialiri air bersih secara terus menerus dengan tujuan menghindari timbulnya panas dipermukaan benda uji yang kontak langsung
66
dengan kertas amplas dan juga untuk menghilangkan partikel-partikel bahan abrasive menempel pada permukaan benda uji.
Gambar 3.8 Mesin Grinding / Poleshing
Polishing
Dalam memoles digunakan kain poles beludru dan mesin poles. Kain beludru ditempelkan pada piringan yang berputar pada mesin poles, kemudian kain diberi pasta alumina berupa partikel abrasive yang sangat halus. Selama pemolesan benda uji digerakkan kedepan, kebelakang dan berputar dengan tujuan agar partikel-partikel abrasive dapat terdistribusi dengan merata diatas piringan pemoles. Setiap satu langkah pemolesan berakhir, benda uji harus senantiasa dicuci dan dibersihkan, yaitu dengan menggunkan alkohol lalu dikeringkan dengan udara hangat. Benda uji yang sudah dipoles kemudian diperiksa dibawah mikroskop untuk dilihat apakah masih ada goresan-goresan, inklusi non logam, retakan dan lain-lain. Apabila masih ada goresan-goresan,
67
retakan maka benda uji harus dipoles kembali. Polishing akan berakhir bila sudah diperoleh permukaan benda uji yang bebas dari goresan, retakan dan permukaannya seperti cermin.
Etsa
Setelah benda uji mengalami proses polishing, maka dilakukan pengetsaan, dimana permukaan benda uji dicelup dengan waktu 5 detik menggunakan larutan Nitral 2 % (alkohol 97 % 100ml + HNO3 3 ml) setelah
itu dibersihkan dengan air dan alkohol 97 % kemudian dikeringkan dengan udara hangat, tujuannya agar terhindar dari oksidasi udara sekitar.