1
ANALISA PENGARUH TEGANGAN SISA DAN DISTORSI PADA PENGELASAN BUTT
JOINT DAN T JOINT DENGAN VARIASI TEBAL PLAT
Sri Yuni Setyawati1, Yeyes Mulyadi2, Gatot Dwi Winarto31Mahasiswa Teknik Kelautan,2Staf Pengajar Teknik Kelautan, 3Staf Pengajar Politeknik Perkapalan Negeri
Surabaya
Abstrak
Permasalahan utama proses pengelasan adalah terjadinya tegangan sisa dan distorsi. Analisa pengaruh tegangan sisa ini dilakukan dengan eksperimen dan pemodelan pada pengelasan sambungan butt joint dan T joint dengan memvariasikan ketebalan plat. Variasi ketebalan plat tersebut yaitu, 8 mm, 10 mm, 12 mm dan 14 mm. Pada pengelasan butt joint dan T joint, distorsi terbesar terjadi pada pengelasan variasi I yakni dengan tebal plat 8 mm dan distorsi terkecil terjadi pada variasi IV dengan tebal 14 mm. Tegangan sisa maksimum pada variasi I yakni tebal 8 mm dengan harga tegangan sisa untuk butt joint sebesar 0.52 MPa dan T joint sebesar 0.09 MPa. Tegangan sisa minimum dialami variasi IV yakni dengan tebal 14 mm, dimana tegangan sisa untuk butt joint sebesar 0.47 MPa dan T joint sebesar 0.06 MPa. Analisa hasil yang diperoleh dari pemodelan pada Ansys 11.0 model 3 dimensi yaitu tegangan sisa maksimum terjadi pada sambungan butt joint dan T joint pada variasi I dan tegangan minimum pada variasi IV. Konsentrasi tegangan dapat diamati pada sambungan pengelasan yang terjadi pada bagian dalam dan permukaan sambungan. Dari hasil variasi tersebut, perhitungan dapat digunakan untuk memprediksi besarnya tegangan sisa dan sudut distorsi untuk tebal pelat yang lain.
Kata kunci : pengelasan, tegangan sisa, distorsi, ,butt joint, T joint
1. PENDAHULUAN 1.1. Latar Belakang
Penyambungan logam dengan sambungan las banyak digunakan dalam berbagai bidang manufaktur dan industri. Salah satu tipe sambungan yang banyak digunakan adalah sambungan tipe T dan plat datar
(butt), terutama dalam bidang perkapalan dan
konstruksi struktur jembatan.Pada saat pengelasan, sumber panas berjalan terus dan menyebabkan perbedaan distribusi temperature pada logam sehingga terjadi pemuaian dan penyusutan yang tidak merata. Akibatnya tegangan sisa dan distorsi akan timbul pada logam yang dilas.
Tegangan sisa timbul karena adanya perbedaan temperatur yang besar sedangkan distorsi terjadi jika logam las dibiarkan bergerak leluasa selama proses pendinginan. Tegangan sisa yang terjadi pada kampuh las ini dapat menyebabkan kegagalan (fatigue) yang mana dapat mengurangi kekuatan dari struktur dan komponen. Oleh karena
itu tegangan sisa dalam pengelasan harus dikurangi sampai sekecil mungkin untuk mencegah kegagalan desain suatu komponen. Dengan mengerti mekanisme terjadinya tegangan sisa dapat dipelajari
untuk mengambil langkah – langkah
meminimalisasikan tegangan sisa yang terjadi pada saat pengelasan.
II. DASAR TEORI
2.1 Pengelasan
Pengelasan adalah penyambungan dua buah logam padat dengan mencairkannya melalui pemanasan. Persyaratan berhasilnya penyambungan adalah (Okumura, 1981):
1. Bahwa benda padat tersebut dapat cair saat dipanaskan
2
2. Bahwa antara benda padat tersebut adakesesuaian sifat lasnya sehingga tidak melemahkan kekuatan sambungan
3. Bahwa cara sambungan harus sesuai dengan sifat benda yang disambung.
Pengelasan dilakukan untuk menyambung dua bagian logam menjadi satu, tanpa mengurangi kekuatan & bentuk dari material logam tersebut. Selain itu, pengelasan cukup ekonomis & efisien karena cara penyambungannya dengan cara tetap, artinya tidak mudah untuk melepas atau membongkar kembali. Dalam praktek, proses pengelasan sangat banyak ragamnya demikian pula dengan bentuk sambungan yang akan di las, jenis kampuh manik las (weldment) dan posisi pengelasan yang akan dilakukan.
2.2 Shielded Metal Arc Welding (SMAW
Proses pengelasan SMAW yang umumnya disebut Las Listrik adalah proses pengelasan yang menggunakan panas untuk mencairkan material dasar dan elektroda. Panas tersebut ditimbulkan oleh lompatan ion listrik yang terjadi antara katoda dan anoda (ujung elektroda dan permukaan plat yang akan dilas ) dengan kata lain teknik pengelasan ini memanfaatkan panas busur listrik yang timbul karena perbedaan tegangan antara elektroda terbungkus dengan material yang akan disambung. Panas yang timbul dari lompatan ion listrik ini besarnya dapat mencapai 4000o sampai 4500o Celcius. Sumber tegangan yang digunakan ada dua macam yaitu listrik AC ( Arus bolak balik ) dan listrik DC ( Arus searah ). (Modul Las SMAW, 2008)
Prinsip kerja pengelasan busur elektroda terbungkus SMAW adalah pengelasan busur listrik terumpan yang menggunakan elektroda yang terbungkus fluks sebagai pembangkit busur dan
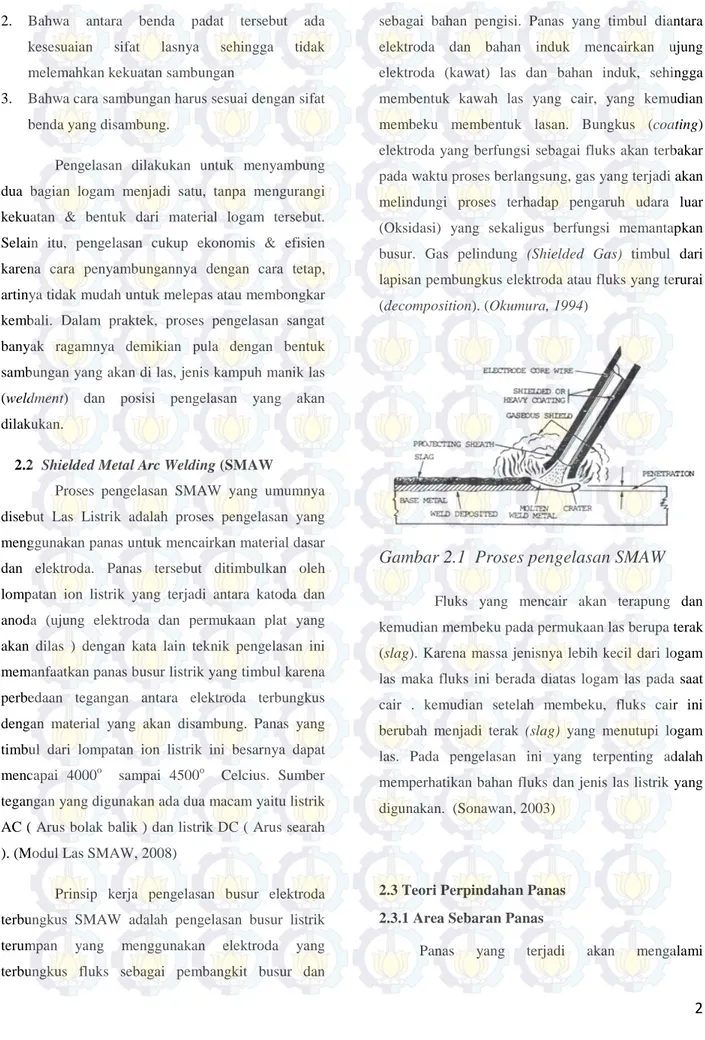
sebagai bahan pengisi. Panas yang timbul diantara elektroda dan bahan induk mencairkan ujung elektroda (kawat) las dan bahan induk, sehingga membentuk kawah las yang cair, yang kemudian membeku membentuk lasan. Bungkus (coating) elektroda yang berfungsi sebagai fluks akan terbakar pada waktu proses berlangsung, gas yang terjadi akan melindungi proses terhadap pengaruh udara luar (Oksidasi) yang sekaligus berfungsi memantapkan busur. Gas pelindung (Shielded Gas) timbul dari lapisan pembungkus elektroda atau fluks yang terurai (decomposition). (Okumura, 1994)
Gambar 2.1 Proses pengelasan SMAW
Fluks yang mencair akan terapung dan kemudian membeku pada permukaan las berupa terak (slag). Karena massa jenisnya lebih kecil dari logam las maka fluks ini berada diatas logam las pada saat cair . kemudian setelah membeku, fluks cair ini berubah menjadi terak (slag) yang menutupi logam las. Pada pengelasan ini yang terpenting adalah memperhatikan bahan fluks dan jenis las listrik yang digunakan. (Sonawan, 2003)2.3 Teori Perpindahan Panas
2.3.1 Area Sebaran Panas
3
perpindahan secara konduksi, untuk melakukananalisa terhadap hal tersebut maka yang perlu diperhatikan adalah menentukan daerah temperature media/material yang dihasilkan dari kondisi batas tertentu. Oleh karena itu, perlu diketahui distribusi temperature yang menunjukkan bagaimana variasi temperatur sesuai fungsi posisi pada suatu medium. Konduksi flux pada titik tertentu atau permukaan suatu medium dapat ditentukan dengan menggunakan hukum Fourier, apabila distribusi temperaturnya sudah diketahui. Distribusi temperatur pada benda pejal dapat digunakan untuk menganalisa besarnya
thermal stress, ekspansi dan defleksi struktur.
Pada proses pengelasan dihasilkan siklus panas yang sangat rumit pada lasan. Siklus panas ini menyebabkan perubahan struktur mikro material pada daerah sekitar lasan (heat-affected zone) dan
transient thermal stress, hingga akhirnya tercipta
tegangan sisa (residual stress) dan perubahan bentuk (distorsi). Sebelum menganalisa permasalahan ini, harus dilakukan analisa pada aliran panas (heat flow) selama proses pengelasan.
2.3 Distribusi Temperatur
Sumber panas pada proses pengelasan berasal dari panas elektrode yang ada. Dimana panas ini secara matematis dapat dihitung dengan persamaan empiris (AWS vol I, 1996):
(2.1)
dimana :
ܪ௧ : Energi input bersih ( J/mm).
E : Tegangan (Volt). I : Arus (Ampere).
f1 : Efisiensi pemindahan panas
v : Kecepatan pengelasan (mm/s )
Tidak semua energi panas yang terbentuk dari perubahan energi listrik diserap 100 % oleh logam lasan, akan tetapi hanya sebagian besar saja. Sehingga energi busur las dapat ditulis sebagai berikut (Pilipenko, 2001):
Q = η U I (2.2)
dimana :
Q = net heat input (Watt)
η = Koefisien effisiensi (-) U = Tegangan Busur (Volt) I = Arus listrik (Ampere)
Harga koefisien efisiensi η untuk tiap-tiap tipe pengelasan tentunya berbeda-beda. Sebagai contoh harga η untuk pengelasan baja dengan cara shield
metal arc welding adalah antara 0,66 sampai dengan
0,85 (Pilipenko 2001).
2.4 Tegangan Termal Selama Pengelasan
Selama proses pemanasan dalam pengelasan akan mengakibatkan suatu tegangan. Tegangan akibat pemanasan ini dapat didiskripsikan dengan membagi daerah lasan menjadi beberapa buah potongan melintang sebagai berikut :
A-A : Daerah yang belum tersentuh panas, B-B : Daerah yang mencair tepat pada busur las, C-C : Daerah terjadinya deformasi plastis selama proses pengelasan,
D-D : Daerah yang sudah mengalami pendinginan Bila pengelasan berjalan dari potongan D-D ke potongan B-B maka akan terjadi distribusi panas sepanjang pengelasan. Sesaat pengelasan sampai
4
dititik O maka setiap potongan pada alur pengelasandapat dianalisa distribusi teganganya.
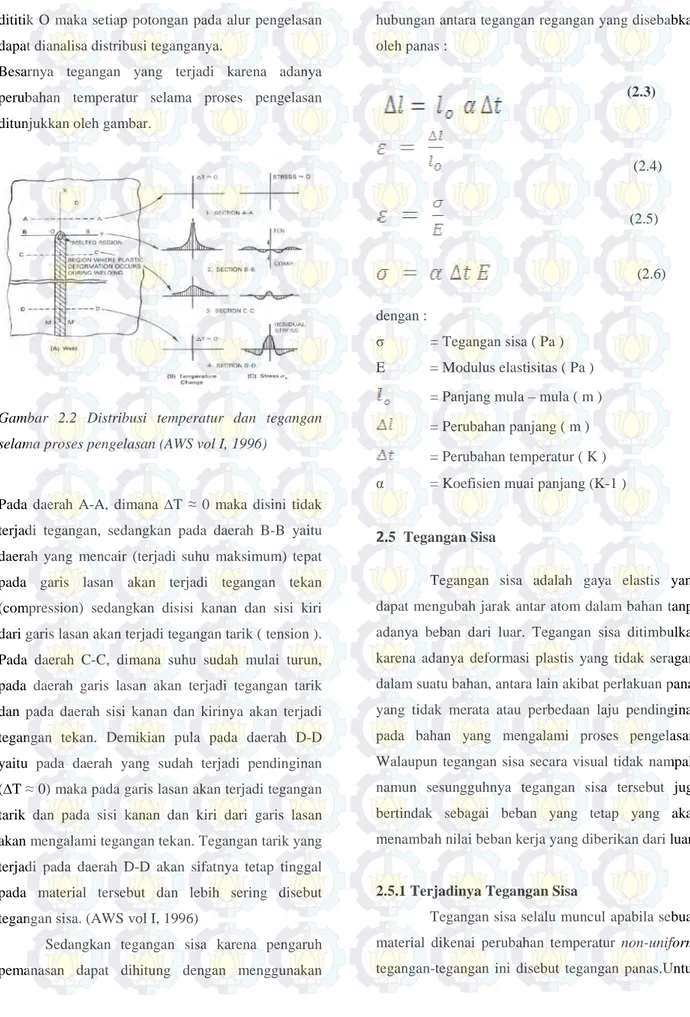
Besarnya tegangan yang terjadi karena adanya perubahan temperatur selama proses pengelasan ditunjukkan oleh gambar.
Gambar 2.2 Distribusi temperatur dan tegangan selama proses pengelasan (AWS vol I, 1996)
Pada daerah A-A, dimana ∆T ≈ 0 maka disini tidak terjadi tegangan, sedangkan pada daerah B-B yaitu daerah yang mencair (terjadi suhu maksimum) tepat pada garis lasan akan terjadi tegangan tekan (compression) sedangkan disisi kanan dan sisi kiri dari garis lasan akan terjadi tegangan tarik ( tension ). Pada daerah C-C, dimana suhu sudah mulai turun, pada daerah garis lasan akan terjadi tegangan tarik dan pada daerah sisi kanan dan kirinya akan terjadi tegangan tekan. Demikian pula pada daerah D-D yaitu pada daerah yang sudah terjadi pendinginan (∆T ≈ 0) maka pada garis lasan akan terjadi tegangan tarik dan pada sisi kanan dan kiri dari garis lasan akan mengalami tegangan tekan. Tegangan tarik yang terjadi pada daerah D-D akan sifatnya tetap tinggal pada material tersebut dan lebih sering disebut tegangan sisa. (AWS vol I, 1996)
Sedangkan tegangan sisa karena pengaruh pemanasan dapat dihitung dengan menggunakan
hubungan antara tegangan regangan yang disebabkan oleh panas : (2.3) (2.4) (2.5) (2.6) dengan : σ = Tegangan sisa ( Pa ) E = Modulus elastisitas ( Pa )
= Panjang mula – mula ( m ) = Perubahan panjang ( m ) = Perubahan temperatur ( K ) α = Koefisien muai panjang (K-1 )
2
.5 Tegangan SisaTegangan sisa adalah gaya elastis yang dapat mengubah jarak antar atom dalam bahan tanpa adanya beban dari luar. Tegangan sisa ditimbulkan karena adanya deformasi plastis yang tidak seragam dalam suatu bahan, antara lain akibat perlakuan panas yang tidak merata atau perbedaan laju pendinginan pada bahan yang mengalami proses pengelasan. Walaupun tegangan sisa secara visual tidak nampak, namun sesungguhnya tegangan sisa tersebut juga bertindak sebagai beban yang tetap yang akan menambah nilai beban kerja yang diberikan dari luar.
2.5.1 Terjadinya Tegangan Sisa
Tegangan sisa selalu muncul apabila sebuah material dikenai perubahan temperatur non-uniform, tegangan-tegangan ini disebut tegangan panas.Untuk
5
membahas masalah pengelasan, tegangan sisa yangakan ditinjau adalah tegangan sisa yang ditimbulkan dari distribusi regangan non-elastik yang tidak merata pada material.
Terjadinya tegangan sisa ditunjukkan pada gambar
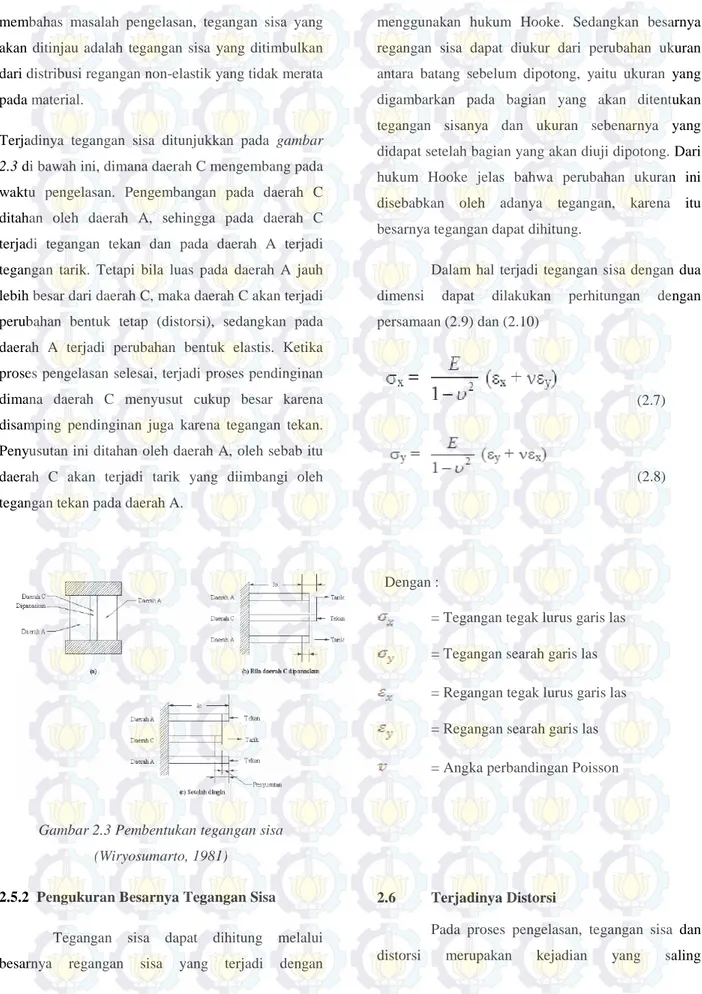
2.3 di bawah ini, dimana daerah C mengembang pada
waktu pengelasan. Pengembangan pada daerah C ditahan oleh daerah A, sehingga pada daerah C terjadi tegangan tekan dan pada daerah A terjadi tegangan tarik. Tetapi bila luas pada daerah A jauh lebih besar dari daerah C, maka daerah C akan terjadi perubahan bentuk tetap (distorsi), sedangkan pada daerah A terjadi perubahan bentuk elastis. Ketika proses pengelasan selesai, terjadi proses pendinginan dimana daerah C menyusut cukup besar karena disamping pendinginan juga karena tegangan tekan. Penyusutan ini ditahan oleh daerah A, oleh sebab itu daerah C akan terjadi tarik yang diimbangi oleh tegangan tekan pada daerah A.
Gambar 2.3 Pembentukan tegangan sisa (Wiryosumarto, 1981)
2.5.2 Pengukuran Besarnya Tegangan Sisa
Tegangan sisa dapat dihitung melalui besarnya regangan sisa yang terjadi dengan
menggunakan hukum Hooke. Sedangkan besarnya regangan sisa dapat diukur dari perubahan ukuran antara batang sebelum dipotong, yaitu ukuran yang digambarkan pada bagian yang akan ditentukan tegangan sisanya dan ukuran sebenarnya yang didapat setelah bagian yang akan diuji dipotong. Dari hukum Hooke jelas bahwa perubahan ukuran ini disebabkan oleh adanya tegangan, karena itu besarnya tegangan dapat dihitung.
Dalam hal terjadi tegangan sisa dengan dua dimensi dapat dilakukan perhitungan dengan persamaan (2.9) dan (2.10)
(2.7)
(2.8)
Dengan :
= Tegangan tegak lurus garis las = Tegangan searah garis las = Regangan tegak lurus garis las = Regangan searah garis las = Angka perbandingan Poisson
2.6 Terjadinya Distorsi
Pada proses pengelasan, tegangan sisa dan distorsi merupakan kejadian yang saling
6
berhubungan. Ketika siklus pemanasan danpendinginan yang berlangsung dalam proses pengelasan, regangan panas muncul di antara weld
metal dan base metal pada daerah yang dekat dengan weld bead. Peregangan ini menimbulkan suatu
tegangan dalam yang terdapat di dalam material dan bisa menyebabkan terjadinya bending, buckling, dan rotasi. Deformasi inilah yang disebut distorsi. Distorsi terjadi jika logam las dibiarkan bergerak leluasa selama proses pendinginan. Jadi distorsi terjadi karena adanya pemuaian dan penyusutan yang bebas akibat siklus termal las
Distorsi akan menyebabkan :
a. Bentuk akhir tidak memenuhi syarat baik keindahan maupun letak
b. Terjadi misalignment
c. Dapat menjadi bagian terlemah d. Mengganggu distribusi gaya
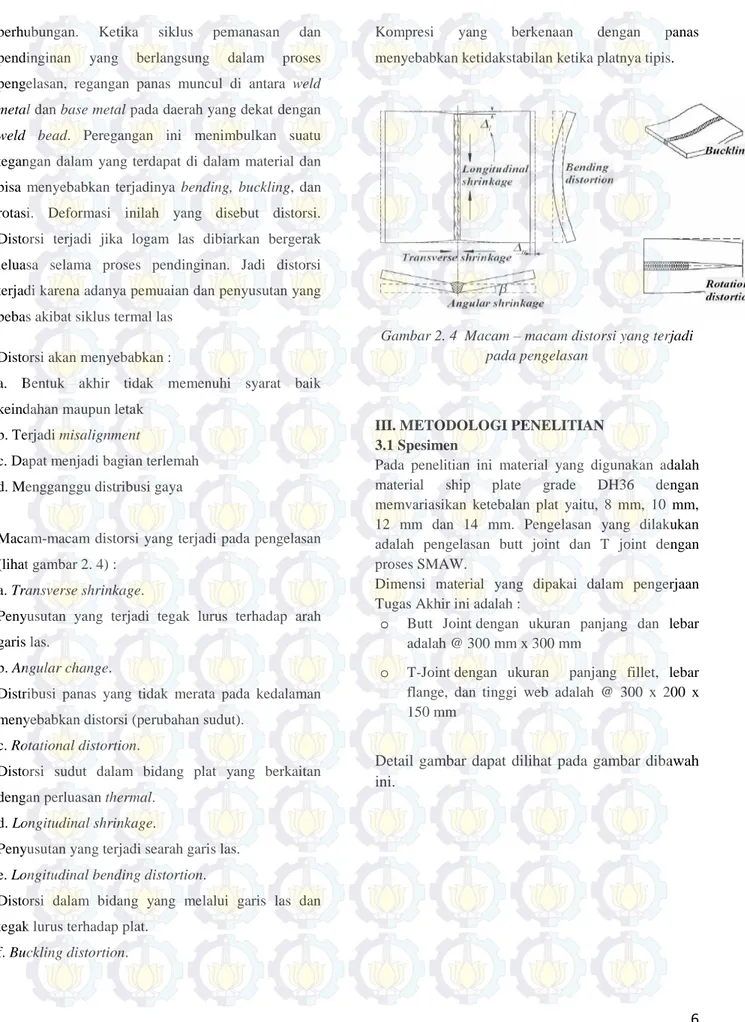
Macam-macam distorsi yang terjadi pada pengelasan (lihat gambar 2. 4) :
a. Transverse shrinkage.
Penyusutan yang terjadi tegak lurus terhadap arah garis las.
b. Angular change.
Distribusi panas yang tidak merata pada kedalaman menyebabkan distorsi (perubahan sudut).
c. Rotational distortion.
Distorsi sudut dalam bidang plat yang berkaitan dengan perluasan thermal.
d. Longitudinal shrinkage.
Penyusutan yang terjadi searah garis las. e. Longitudinal bending distortion.
Distorsi dalam bidang yang melalui garis las dan tegak lurus terhadap plat.
f. Buckling distortion.
Kompresi yang berkenaan dengan panas menyebabkan ketidakstabilan ketika platnya tipis.
Gambar 2. 4 Macam – macam distorsi yang terjadi pada pengelasan
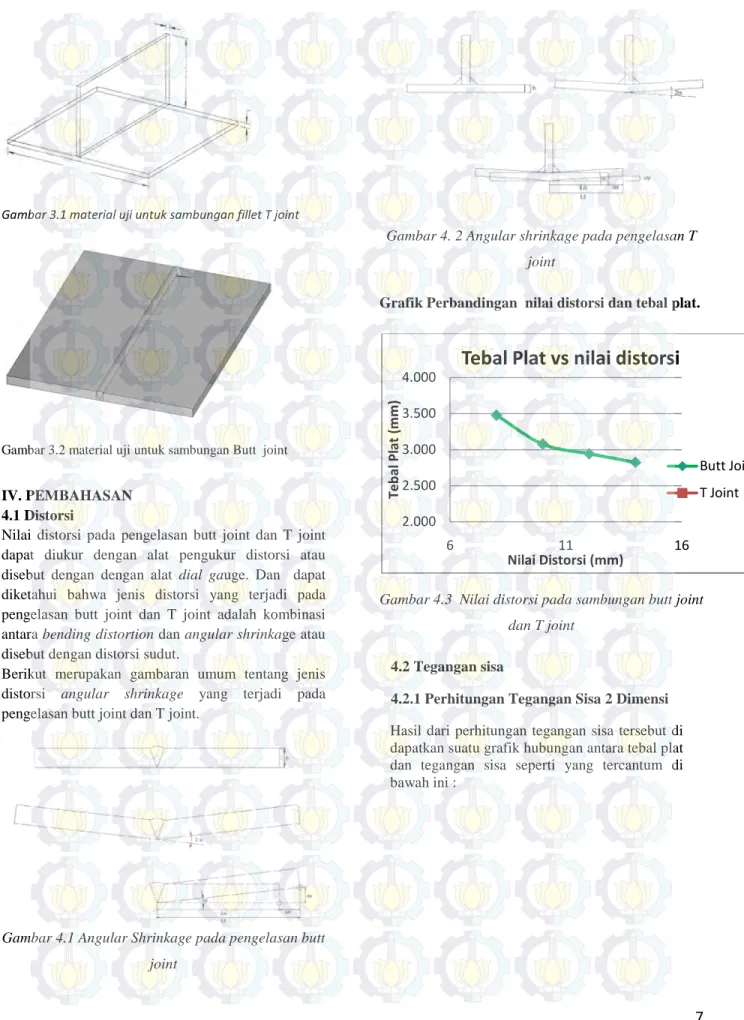
III. METODOLOGI PENELITIAN 3.1 Spesimen
Pada penelitian ini material yang digunakan adalah material ship plate grade DH36 dengan memvariasikan ketebalan plat yaitu, 8 mm, 10 mm, 12 mm dan 14 mm. Pengelasan yang dilakukan adalah pengelasan butt joint dan T joint dengan proses SMAW.
Dimensi material yang dipakai dalam pengerjaan Tugas Akhir ini adalah :
o Butt Joint dengan ukuran panjang dan lebar adalah @ 300 mm x 300 mm
o T-Joint dengan ukuran panjang fillet, lebar flange, dan tinggi web adalah @ 300 x 200 x 150 mm
Detail gambar dapat dilihat pada gambar dibawah ini.
7
Gambar 3.1 material uji untuk sambungan fillet T jointGambar 3.2 material uji untuk sambungan Butt joint
IV. PEMBAHASAN 4.1 Distorsi
Nilai distorsi pada pengelasan butt joint dan T joint dapat diukur dengan alat pengukur distorsi atau disebut dengan dengan alat dial gauge. Dan dapat diketahui bahwa jenis distorsi yang terjadi pada pengelasan butt joint dan T joint adalah kombinasi antara bending distortion dan angular shrinkage atau disebut dengan distorsi sudut.
Berikut merupakan gambaran umum tentang jenis distorsi angular shrinkage yang terjadi pada pengelasan butt joint dan T joint.
Gambar 4.1 Angular Shrinkage pada pengelasan butt joint
Gambar 4. 2 Angular shrinkage pada pengelasan T joint
Grafik Perbandingan nilai distorsi dan tebal plat.
Gambar 4.3 Nilai distorsi pada sambungan butt joint dan T joint
4.2 Tegangan sisa
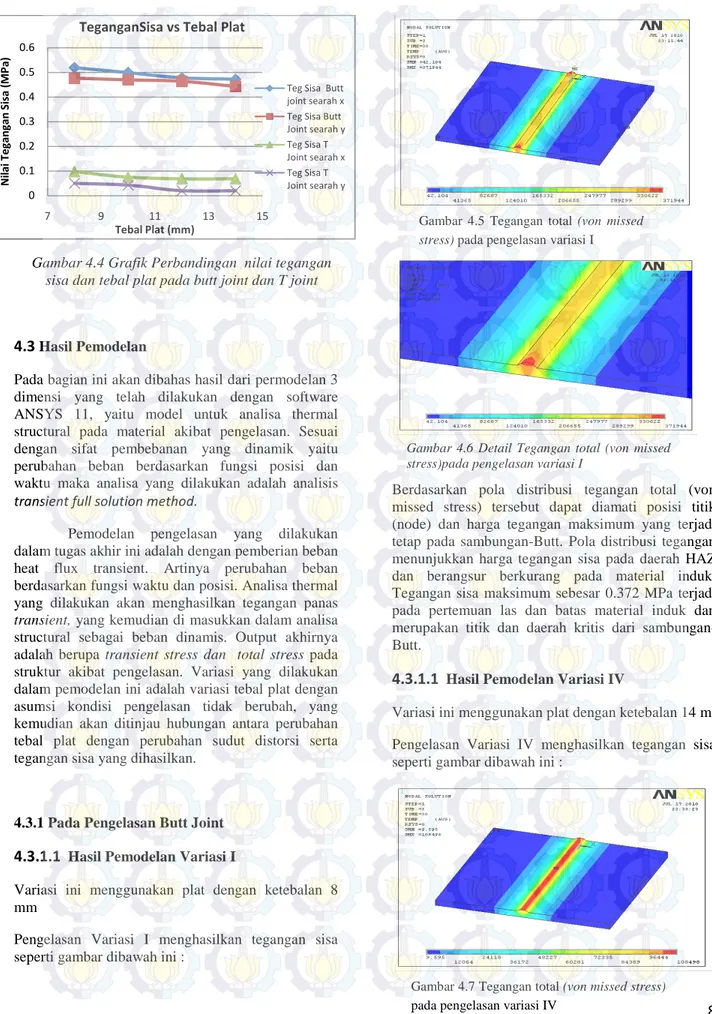
4.2.1 Perhitungan Tegangan Sisa 2 Dimensi
Hasil dari perhitungan tegangan sisa tersebut di dapatkan suatu grafik hubungan antara tebal plat dan tegangan sisa seperti yang tercantum di bawah ini : 2.000 2.500 3.000 3.500 4.000 6 11 16 T e b al P lat ( m m ) Nilai Distorsi (mm)
Tebal Plat vs nilai distorsi
Butt Joint T Joint
8
Gambar 4.4 Grafik Perbandingan nilai tegangan sisa dan tebal plat pada butt joint dan T joint
4.3
Hasil PemodelanPada bagian ini akan dibahas hasil dari permodelan 3 dimensi yang telah dilakukan dengan software ANSYS 11, yaitu model untuk analisa thermal structural pada material akibat pengelasan. Sesuai dengan sifat pembebanan yang dinamik yaitu perubahan beban berdasarkan fungsi posisi dan waktu maka analisa yang dilakukan adalah analisis transient full solution method.
Pemodelan pengelasan yang dilakukan dalam tugas akhir ini adalah dengan pemberian beban heat flux transient. Artinya perubahan beban berdasarkan fungsi waktu dan posisi. Analisa thermal yang dilakukan akan menghasilkan tegangan panas
transient, yang kemudian di masukkan dalam analisa
structural sebagai beban dinamis. Output akhirnya adalah berupa transient stress dan total stress pada struktur akibat pengelasan. Variasi yang dilakukan dalam pemodelan ini adalah variasi tebal plat dengan asumsi kondisi pengelasan tidak berubah, yang kemudian akan ditinjau hubungan antara perubahan tebal plat dengan perubahan sudut distorsi serta tegangan sisa yang dihasilkan.
4.3.1 Pada Pengelasan Butt Joint
4.3.1.1
Hasil Pemodelan Variasi IVariasi ini menggunakan plat dengan ketebalan 8 mm
Pengelasan Variasi I menghasilkan tegangan sisa seperti gambar dibawah ini :
Berdasarkan pola distribusi tegangan total (von missed stress) tersebut dapat diamati posisi titik (node) dan harga tegangan maksimum yang terjadi tetap pada sambungan-Butt. Pola distribusi tegangan menunjukkan harga tegangan sisa pada daerah HAZ dan berangsur berkurang pada material induk. Tegangan sisa maksimum sebesar 0.372 MPa terjadi pada pertemuan las dan batas material induk dan merupakan titik dan daerah kritis dari sambungan-Butt.
4.3.1.1
Hasil Pemodelan Variasi IVVariasi ini menggunakan plat dengan ketebalan 14 mm Pengelasan Variasi IV menghasilkan tegangan sisa seperti gambar dibawah ini :
0 0.1 0.2 0.3 0.4 0.5 0.6 7 9 11 13 15 N il a i T e g a n g a n S is a ( M P a ) Tebal Plat (mm)
TeganganSisa vs Tebal Plat
Teg Sisa Butt joint searah x Teg Sisa Butt Joint searah y Teg Sisa T Joint searah x Teg Sisa T Joint searah y
Gambar 4.5 Tegangan total (von missed stress) pada pengelasan variasi I
Gambar 4.6 Detail Tegangan total (von missed stress)pada pengelasan variasi I
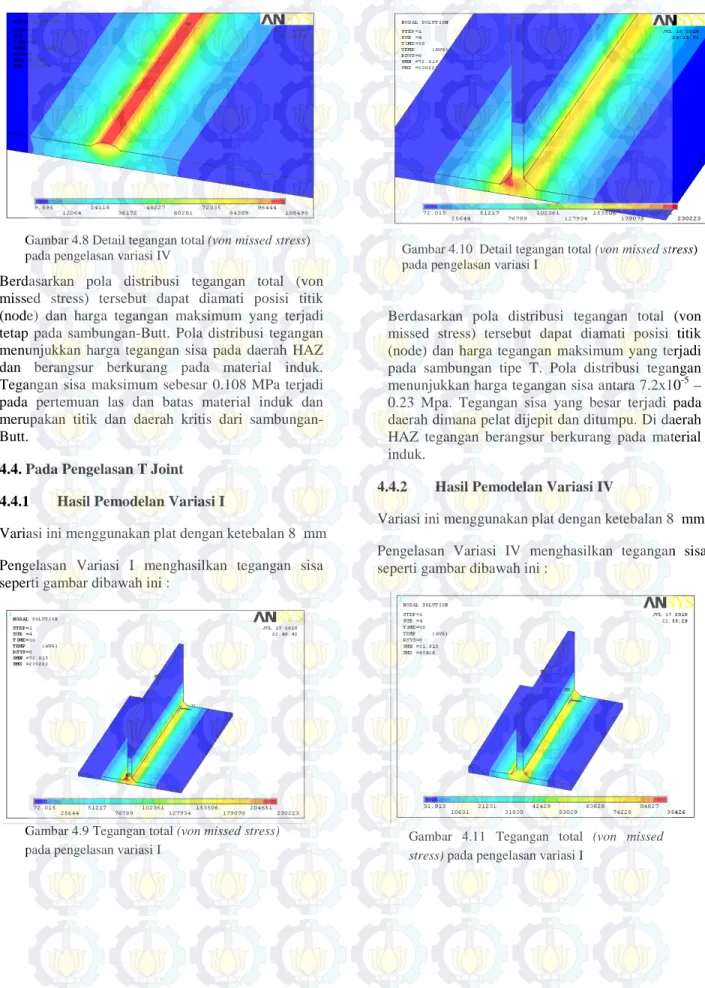
Gambar 4.7 Tegangan total (von missed stress) pada pengelasan variasi IV
9
Berdasarkan pola distribusi tegangan total (vonmissed stress) tersebut dapat diamati posisi titik (node) dan harga tegangan maksimum yang terjadi tetap pada sambungan-Butt. Pola distribusi tegangan menunjukkan harga tegangan sisa pada daerah HAZ dan berangsur berkurang pada material induk. Tegangan sisa maksimum sebesar 0.108 MPa terjadi pada pertemuan las dan batas material induk dan merupakan titik dan daerah kritis dari sambungan-Butt.
4.4. Pada Pengelasan T Joint
4.4.1 Hasil Pemodelan Variasi I
Variasi ini menggunakan plat dengan ketebalan 8 mm Pengelasan Variasi I menghasilkan tegangan sisa seperti gambar dibawah ini :
Berdasarkan pola distribusi tegangan total (von missed stress) tersebut dapat diamati posisi titik (node) dan harga tegangan maksimum yang terjadi pada sambungan tipe T. Pola distribusi tegangan menunjukkan harga tegangan sisa antara 7.2x10-5 – 0.23 Mpa. Tegangan sisa yang besar terjadi pada daerah dimana pelat dijepit dan ditumpu. Di daerah HAZ tegangan berangsur berkurang pada material induk.
4.4.2 Hasil Pemodelan Variasi IV
Variasi ini menggunakan plat dengan ketebalan 8 mm Pengelasan Variasi IV menghasilkan tegangan sisa seperti gambar dibawah ini :
Gambar 4.8 Detail tegangan total (von missed stress) pada pengelasan variasi IV
Gambar 4.9 Tegangan total (von missed stress) pada pengelasan variasi I
Gambar 4.10 Detail tegangan total (von missed stress) pada pengelasan variasi I
Gambar 4.11 Tegangan total (von missed stress) pada pengelasan variasi I
10
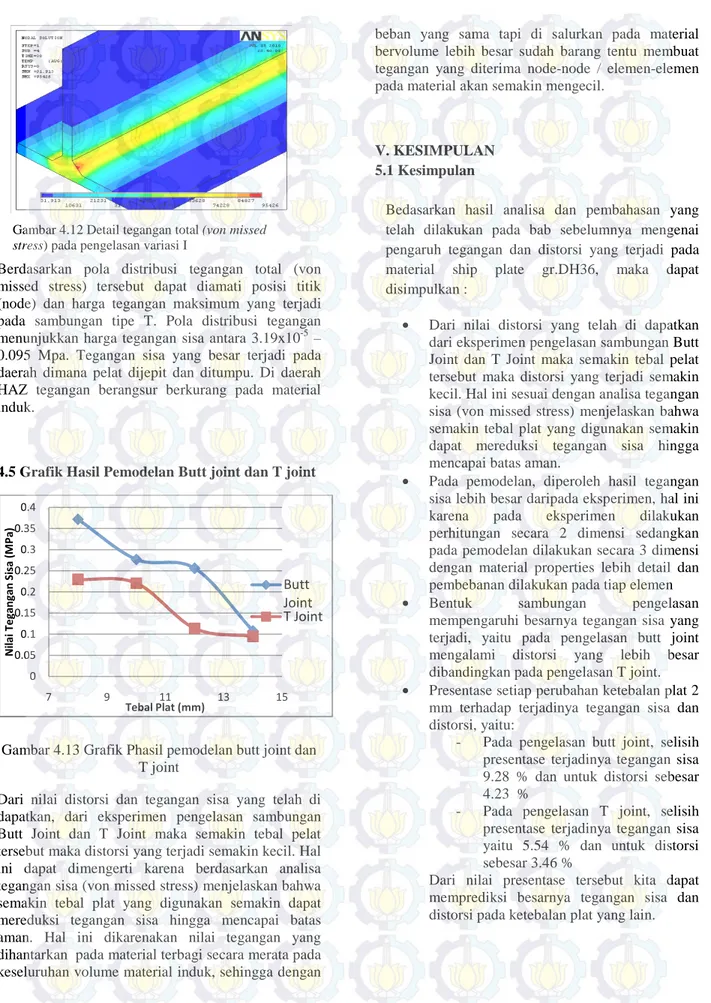
Berdasarkan pola distribusi tegangan total (vonmissed stress) tersebut dapat diamati posisi titik (node) dan harga tegangan maksimum yang terjadi pada sambungan tipe T. Pola distribusi tegangan menunjukkan harga tegangan sisa antara 3.19x10-5 – 0.095 Mpa. Tegangan sisa yang besar terjadi pada daerah dimana pelat dijepit dan ditumpu. Di daerah HAZ tegangan berangsur berkurang pada material induk.
4.5 Grafik Hasil Pemodelan Butt joint dan T joint
Gambar 4.13 Grafik Phasil pemodelan butt joint dan T joint
Dari nilai distorsi dan tegangan sisa yang telah di dapatkan, dari eksperimen pengelasan sambungan Butt Joint dan T Joint maka semakin tebal pelat tersebut maka distorsi yang terjadi semakin kecil. Hal ini dapat dimengerti karena berdasarkan analisa tegangan sisa (von missed stress) menjelaskan bahwa semakin tebal plat yang digunakan semakin dapat mereduksi tegangan sisa hingga mencapai batas aman. Hal ini dikarenakan nilai tegangan yang dihantarkan pada material terbagi secara merata pada keseluruhan volume material induk, sehingga dengan
beban yang sama tapi di salurkan pada material bervolume lebih besar sudah barang tentu membuat tegangan yang diterima node-node / elemen-elemen pada material akan semakin mengecil.
V. KESIMPULAN 5.1 Kesimpulan
Bedasarkan hasil analisa dan pembahasan yang telah dilakukan pada bab sebelumnya mengenai pengaruh tegangan dan distorsi yang terjadi pada material ship plate gr.DH36, maka dapat disimpulkan :
• Dari nilai distorsi yang telah di dapatkan dari eksperimen pengelasan sambungan Butt Joint dan T Joint maka semakin tebal pelat tersebut maka distorsi yang terjadi semakin kecil. Hal ini sesuai dengan analisa tegangan sisa (von missed stress) menjelaskan bahwa semakin tebal plat yang digunakan semakin dapat mereduksi tegangan sisa hingga mencapai batas aman.
• Pada pemodelan, diperoleh hasil tegangan sisa lebih besar daripada eksperimen, hal ini karena pada eksperimen dilakukan perhitungan secara 2 dimensi sedangkan pada pemodelan dilakukan secara 3 dimensi dengan material properties lebih detail dan pembebanan dilakukan pada tiap elemen
• Bentuk sambungan pengelasan
mempengaruhi besarnya tegangan sisa yang terjadi, yaitu pada pengelasan butt joint mengalami distorsi yang lebih besar dibandingkan pada pengelasan T joint.
• Presentase setiap perubahan ketebalan plat 2 mm terhadap terjadinya tegangan sisa dan distorsi, yaitu:
- Pada pengelasan butt joint, selisih presentase terjadinya tegangan sisa 9.28 % dan untuk distorsi sebesar 4.23 %
- Pada pengelasan T joint, selisih presentase terjadinya tegangan sisa yaitu 5.54 % dan untuk distorsi sebesar 3.46 %
Dari nilai presentase tersebut kita dapat memprediksi besarnya tegangan sisa dan distorsi pada ketebalan plat yang lain.
0 0.05 0.1 0.15 0.2 0.25 0.3 0.35 0.4 7 9 11 13 15 N il a i T e g a n g a n S is a ( M P a ) Tebal Plat (mm) Butt Joint T Joint Gambar 4.12 Detail tegangan total (von missed
11
5.2 Saran
1. Hendaknya di lakukan eksperimen pada pengelasan butt joint di las pada satu sisi dan pada T joint di las pada dua sisi untuk mengetahui pengaruh tegangan sisa dan distorsi pada urutan pengelasan.
2. Agar analisa yang dilakukan lebih teliti maka ukuran meshing pada pemodelan lebih diperkecil.
3. Elektroda yang digunakan pada penelitian ini adalah jenis AWS E 7016 dan E 7018. Untuk penelitian lebih lanjut, dapat dilakukan dengan jenis elektroda yang lain. 4. Hendaknya dilakukan pengujian yang
lainnya seperti: uji impact, uji fracture
toughness, uji fatigue, dan lain sebagainya
untuk mengetahui besarnya pengaruh tegangan sisa dan distorsi pada kekuatan struktur.
DAFTAR PUSTAKA
American Bureau of Shipping ( ABS) . 2001 . United Stated. Act of Legislature of Thr State of New York
Anggono, Juliana. 1999. “Pengaruh Besar Input Panas Pengelasan SMAW Terhadap Distorsi Sambungan T Baja Lunak SS 400“. Jurnal Teknik Mesin 1: 45 – 54.
Firmandha, Topan. (2007). “Analisa Perilaku Tegangan Sisa Dan Perubahan Sudut Distorsi Pada Sambungan Tumpul Dengan Variasi Tebal Plat Menggunakan Metode Elemen Hingga, Tugas Akhir. Institut Teknologi Sepuluh Nopember. Surabaya. Futichah, Rifa’i Muslich. (2007).“Korelasi antara
Arus Pengelasan dengan Tegangan Sisa pada Sambungan Las Tutup Kelongsong Elemen Bakar Nuklir Zircaloy-2”.Jurnal. Pusat Teknologi Bahan Bakar Nuklir – BATAN. Serpong.
Moaveni, Saeed. 2003. ”Finite Element Analysis: Theory and Application with ANSYS”. New Jersey: Pearson Education, Inc.
Perdana Putra, Yudhistira. (2005). “Analisa Tegangan Sisa dan Distorsi pada
Penngelasan Fillet T-Joint denngan Metode Elemen Hingga”. Jurnal Teknik Material & Metalurgi. Fakultas Teknologi Industri. ITS. Surabaya.
Pilipenko, Artem, 2001. “Computer Simulation of Residual Stress and Distortion of Thick Plates in Multi-Electrode Submerged Arc Welding”.Department of Machine Design
and Material Technology,
Norway.Surabaya.
Saiful Anam, Muhammad. (2008). “Analisa Perilaku Tegangan Sisa dan Sudut Distorsi pada Sambungan Fillet dengan Variasi Tebal Pelat Menggunakan Metode Elemen Hingga”. Tugas Akhir. Institut Teknologi Sepuluh Nopember Surabaya. Surabaya Sorensen, Martin B, 1999. Simulation of Welding
Distortions in Ship Section. Departement of Naval Architecture and Offshore Engineering, Technical University of Denmark.
Wiryosumarto, H dan Okumura, T. (1996). “Teknologi Pengelasan Logam”. Jakarta: Pradnya Paramita.
________, 1991. “Welding Handbook vol. I & II”. Miami : American Welding Society