4
BAB II
LANDASAN TEORI 2.1 Total Productive Maintenance (TPM)
Menurut Society of Manufacturing Engineers (1995) TPM adalah metodologi berupa strategi dalam memanajemen peralatan yang fokus utamanya yaitu membangun kualitas produk dengan memaksimalkan efektivitas mesin atau peralatan, dalam hal ini mencangkup konsep continuous improvement serta partisipasi total oleh seluruh karyawan dan seluruh departemen. Efektivitas adalah pencapaian output dari suatu sistem produksi sedangkan efisiensi adalah penggunakan sumber daya sebaik mungkin dalam proses produksi untuk menghasilkan output.
Menurut Kurniawan (2013) TPM merupakan konsep pemeliharaan yang dalam pengimplementasiannya membutuhkan keikutsertaan seluruh elemen yang ada di perusahaan mulai dari tingkat paling atas sampai terendah dengan tujuan menciptakan suasana kritis (critical mass) dalam sebuah industri untuk mencapai zero breakdown, zero defect, dan zero accident. Sedangkan menurut Sharma, dkk. (2006) TPM adalah penerapan sistem pemeliharaan produktif yang berbasis tim untuk mengoptimalkan efektivitas mesin yang meliputi perencanaan, pemakaian, dan pemeliharaan pada seluruh peralatan yang digunakan untuk memperpanjang masa pakainya serta dibutuhkan keterlibatan semua orang yang ada di perusahaan.
Menurut Mwanza dan Mbohwa (2015) TPM dapat dianalisis menjadi tiga kata yaitu sebagai berikut:
a. Total yang artinya seluruh elemen yang ada di perusahaan, mulai dari manajemen puncak sampai operator yang ada di bagian produksi.
b. Productive yang artinya tidak ada aktivitas yang tidak memiliki value added serta produk dan pelayanan perusahaan dapat memuaskan konsumen.
c. Maintenance yang artinya perawatan pada peralatan atau mesin dengan
susunan kerja yang baik.
5
Menurut Dave (2013) Penerapan TPM memberikan beberapa manfaat sebagai berikut:
a. Meningkatkan produktivitas
Dengan mengurangi atau bahkan menghilangkan kerugian pada mesin maka akan meningkatkan produktivitas mesin.
b. Meningkatkan kualitas
Dengan mengurangi malfunctions pada mesin maka berpengaruh pada berkurangnya defect dan kualitas produk akan meningkat.
c. Mengurangi biaya
Karena sifat TPM yang memaksimalkan sumber daya maka dapat menurunkan biaya produksi.
d. Kepemilikan karyawan
Dengan adanya autonomous maintenance dalam TPM maka dapat meningkatkan rasa kepemilikan bagi karyawan di perusahaan yang berdampak pada meningkatnya juga rasa tanggung jawab.
e. Perbaikan lingkungan kerja
Dengan 5S sebagai pondasi dalam TPM maka lingkungan kerja perusahaan akan sangat diperhatikan dan terbentuk lingkungan kerja yang baik dan kondusif.
f. Kepuasan pelanggan
Dengan penerapan seluruh konsep TPM mampu menciptakan kualitas produk yang baik sehinggan memberikan kepuasan pelanggan.
Menurut Nakajima (1984) karakteristik TPM terdiri dari lima elemen kunci yaitu sebagai berikut:
a. TPM bertujuan untuk memaksimalkan efektivitas mesin atau peralatan.
b. TPM membuat suatu sistem preventive maintenance (PM) untuk memperpanjang umur pemakaian mesin atau peralatan.
c. TPM bersifat cross-functional, yang artinya TPM dapat
diimplementasikan di berbagai departemen (engineering, operator,
maintenance).
6
d. TPM melibatkan seluruh karyawan yang ada di perusahaan.
e. TPM adalah bentuk pengembangan sistem maintenance melalui manajemen motivasi dan autonomous Small Group Activity (SGA).
2.1.1 Pondasi Total Productive Maintenance (TPM)
Pondasi yang dimaksudkan dalam TPM adalah suatu dasar yang harus dijalankan oleh perusahaan untuk dapat memenuhi konsep TPM yang sesungguhnya. Pondasi TPM disebut dengan Kaizen (Perbaikan berkesinambungan) atau 5S merupakan metode yang bertujuan untuk mengurangi pemborosan waktu dan biaya dalam pabrik. Menurut Suwondo (2012) 5S terdiri dari sebagai berikut:
a) Seiri (Ringkas)
Kegiatan ini yaitu menyortir dan menyingkirkan barang atau file yang tidak digunakan lagi agar tempat penyimpanan lebih efisien dan dapat digunakan untuk menyimpan barang atau file yang memang diperlukan.
b) Seiton (Rapi)
Kegiatan ini yaitu mengelompokkan barang atau file sesuai jenisnya lalu mengatur dan menyusunnya dengan rapi untuk mempercepat dan mempermudah pencariannya saat dibutuhkan.
c) Seiso (Resik)
Kegiatan ini yaitu membersihkan tempat kerja beserta mesin dan peralatannya. Dengan menjaga kebersihan maka dapat meminimalisir kerusakan pada mesin dan tempat kerja menjadi nyaman sehingga pekerjaan juga berjalan dengan lebih kondusif.
d) Seiketsu (Rawat)
Kegiatan ini yaitu menjaga agar tiga tahap yang telah disebutkan
sebelumnya terus dijalankan secara rutin. Pada tahap ini setiap
individu harus menjaga konsistensinya untuk mematuhi aturan atau
standar yang telah ditetapkan.
7
e) Shitsuke (Rajin)
Kegiatan ini yaitu membiasakan diri untuk menjalankan semua tahap dalam 5S. Setiap individu harus disiplin dalam menjalankan program yang telah ditetapkan perusahaan.
2.1.2 Pilar Total Productive Maintenance (TPM)
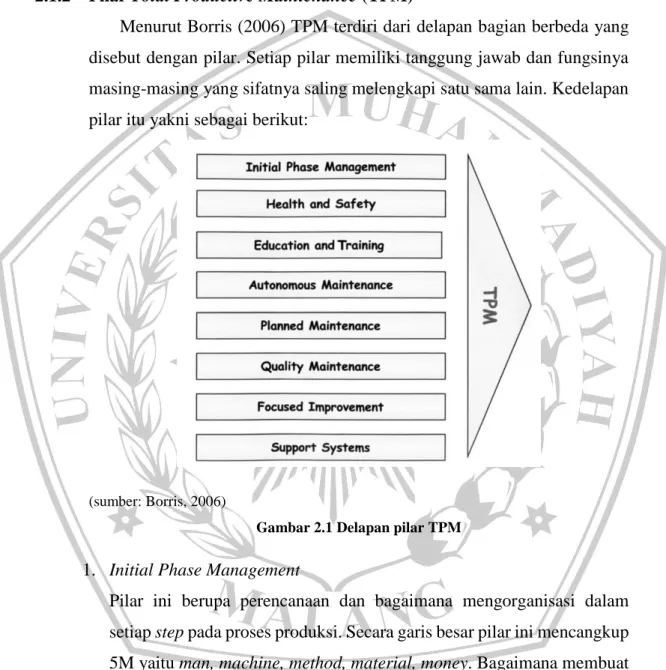
Menurut Borris (2006) TPM terdiri dari delapan bagian berbeda yang disebut dengan pilar. Setiap pilar memiliki tanggung jawab dan fungsinya masing-masing yang sifatnya saling melengkapi satu sama lain. Kedelapan pilar itu yakni sebagai berikut:
(sumber: Borris, 2006)
Gambar 2.1 Delapan pilar TPM
1. Initial Phase Management
Pilar ini berupa perencanaan dan bagaimana mengorganisasi dalam setiap step pada proses produksi. Secara garis besar pilar ini mencangkup 5M yaitu man, machine, method, material, money. Bagaimana membuat desain produk baru? Apa yang dibutuhkan dan diinginkan customer?
Apakah mesin produksi berjalan secara efisien dan efektif? Bagaimana
perusahaan dapat meminimalisir biaya produksi?
8
2. Health and Safety
Sesuai konsep TPM yaitu zero accident pentingnya memperhatikan keamanan dan kesehatan dari pekerja. Para pekerja harus mengetahui tentang resiko dan bahaya dari setiap pekerjaan dan juga diberikan solusi, misal selalu menggunakan perlengkapan K3 saat bekerja sehingga dapat mencegah kecelakaan kerja.
3. Education and Training
Pilar ini menunjukkan pentingnya pemberian pemahaman dan pelatihan kepada pekerja. Pelatihan itu berupa bagaimana penggunaan metode dan prosedur yang tepat sehingga pekerjaan yang mereka lakukan dapat berjalan dengan lancar dan sesuai dengan yang diinginkan.
4. Autonomous Maintenance
Pilar ini memberikan tanggung jawab kepada pekerja berupa perawatan atau perbaikan yang dapat dilakukan oleh pekerja itu sendiri. Untuk dapat melakukan hal tersebut maka pekerja harus diberi pengetahuan terhadap mesin atau peralatan yang mereka gunakan, sehingga dapat memperbaiki dan mengidentifikasi potensi kerusakan sebelum terjadi kerusakan yang lebih parah. Menurut Ansori dan Mustajib (2013) dalam menjalankan autonomous maintenance terdapat tujuh langkah kegiatan yakni sebagai berikut:
a. Membersihkan dan memeriksa
b. Membuat standar pembersihan dan pelumasan
c. Menghilangkan sumber masalah dan area yang tidak terjangkau d. Melaksanakan pemeliharaan mandiri
e. Melaksanakan pemeliharan menyeluruh f. Pemeliharaan mandiri secara penuh g. Pengorganisasian dan kerapian 5. Planned Maintenance
Maksud dari pilar ini adalah perawatan terencana dan terjadwal yang
biasa dilakukan oleh ahli teknisi berdasarkan tingkat kerusakan yang
pernah terjadi ataupun kerusakan yang diprediksi. Dengan pilar ini maka
9
dapat mengurangi adanya kerusakan mendadak sehingga dapat meningkatkan efektivitas mesin.
6. Quality Maintenance
Pilar ini membahas tentang menjaga kualitas suatu produk. Hal ini dapat dilakukan dengan memastikan bahwa mesin atau peralatan yang digunakan dapat berfungsi dengan baik dan penggunaan material yang sesuai spesifikasi, sehingga mengurangi produk defect atau reject.
7. Focused Improvement
Pilar ini membahas tentang perbaikan yang terfokus pada hambatan yang ada pada mesin atau proses produksi dengan mengidentifikasi penyebabnya serta memberikan solusi yang tepat.
8. Support Systems
Setiap departemen memiliki dampaknya masing-masing dalam suatu perusahaan, mulai dari bagian purchasing, produksi, quality control, staf kantor, dan lain sebagainya. Oleh karena itu pentingnya pemberian konsep TPM ke seluruh pihak yang ada di perusahaan sehingga menimbulkan persepsi yang sama dan dapat mempermudah penerapan TPM.
2.2 Maintenance (Pemeliharaan)
Menurut Corder (1988) maintenance adalah kombinasi dari beberapa tindakan yang dilakukan untuk menjaga atau memperbaiki suatu barang sampai barang tersebut berada pada kondisi yang dapat diterima. Sedangkan menurut Assauri (2008) maintenance adalah kegiatan memelihara fasilitas dengan melakukan penyesuaian atau penggantian yang diperlukan untuk mencapai suatu kondisi produksi sesuai dengan perencanaan yang telah dibuat.
Menurut Supandi (1995) manajemen pemeliharaan adalah pengorganisasian perawatan untuk memberikan gambaran mengenai perawatan fasilitas produksi dan membentuk sistem pemeliharaan yang terstruktur agar dapat berjalan dengan baik. Kegiatan maintenance dibagi menjadi tiga jenis yaitu:
a. Preventive Maintenance
10
Menurut Ebeling (1997) preventive maintenance adalah pemeliharaan terjadwal yang dilakukan secara periodik berupa inspeksi, penggantian, perbaikan dan pembersihan pada mesin. Menurut Marquez (2007) preventive maintenance didefinisikan sebagai pemeliharaan yang dilakukan pada interval waktu yang telah ditentukan sesuai dengan kriterianya dan dimaksudkan untuk mengurangi probabilitas kegagalan atau penurunan fungsi peralatan. Sedangkan menurut Assauri (2008) preventive maintenance adalah kegiatan perawatan yang dilakukan dengan menemukan kondisi yang dapat menyebabkan mesin mengalami kerusakan saat produksi berlangsung.
b. Corrective Maintenance
Menurut Assauri (1999) corrective maintenance adalah pemeliharaan yang dilakukan setelah mesin mengalami gangguan sehingga mesin beroperasi secara abnormal (masih dapat beroperasi tetapi tidak optimal). Sedangkan menurut Marquez (2007) corrective maintenance adalah pemeliharaan yang dilakukan setelah terdapat tanda-tanda kesalahan dan bertujuan untuk menjadikan peralatan kembali ke kondisi dimana dapat melakukan fungsinya dengan baik. Corrective maintenance memerlukan biaya yang lebih mahal jika dibandingkan dengan preventive maintenance karena sifatnya yang memperbaiki sehingga baru bisa dilakukan setelah ada kerusakan, yang artinya akan ada kemungkinan mengganti part-part yang rusak dan tentunya menyita waktu produksi yang seharusnya dapat berjalan tanpa adanya kendala.
c. Breakdown Maintenance
Menurut Sudrajat (2011) breakdown maintenance adalah pemeliharaan
yaitu dengan cara penggunaan mesin hingga rusak, setelah itu dilakukan
perbaikan atau penggantian pada bagian yang rusak tersebut. Perbedaan
antara corrective maintenance dengan breakdown maintenance adalah
corrective maintenance merupakan pemeliharaan yang telah
direncanakan berdasarkan pada kelayakan umur mesin ataupun
pemeriksaan pada bagian-bagian mesin dan menggantinya jika sudah
11
tidak layak pakai. Sedangkan breakdown maintenance merupakan pemeliharaan yang dilakukan tanpa adanya rencana, jadi perbaikan dan penggantian part mesin hanya dilakukan jika terjadi kerusakan mendadak yang mengakibatkan mesin tidak bisa beroperasi.
Dengan adanya maintenance maka mesin dapat digunakan dalam jangka waktu yang lebih lama tanpa mengalami kerusakan. Menurut Sudrajat (2011) maintenance memiliki beberapa tujuan utama yaitu sebagai berikut:
a. Kemampuan produksi dapat mencapai kebutuhan rencana produksi
b. Menjaga kualitas produk sesuai dengan spesifikasinya dan kegiatan produksi tidak terganggu
c. Membantu mengurangi penggunaan modal yang diinvestasikan perusahaan selama waktu yang telah ditentukan
d. Mencapai biaya maintenance secara efektif dan efisien keseluruhannya e. Menjamin keselamatan orang yang menggunaan mesin atau peralatan
tersebut
f. Mengurangi downtime dengan memaksimalkan ketersediaan mesin produksi
g. Memperpanjang umur mesin atau peralatan 2.3 Overall Resource Effectiveness (ORE)
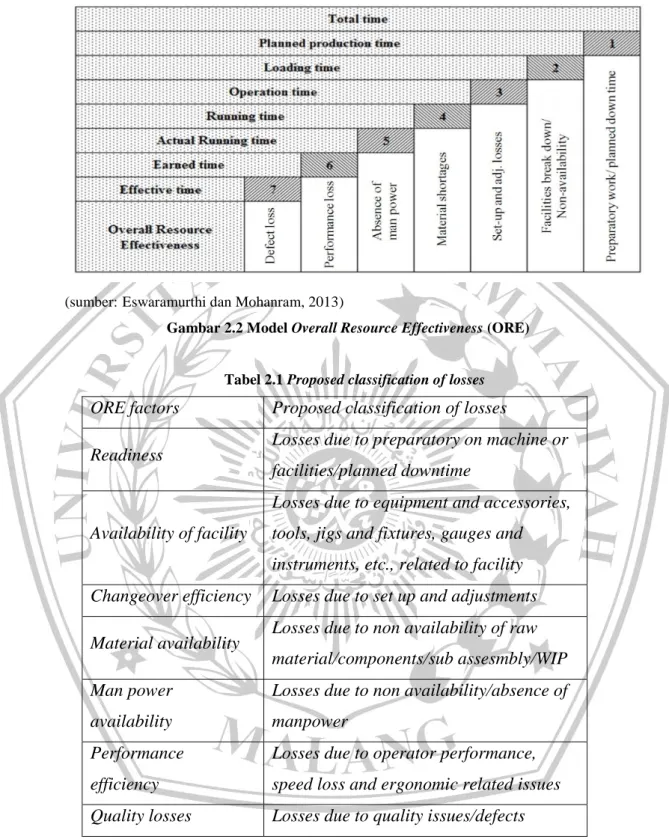
Menurut Eswaramurthi dan Mohanram (2013) overall resource
effectiveness (ORE) merupakan bentuk modifikasi dari metode overall
equipment effectiveness (OEE) yang sifatnya lebih kompleks serta penambahan
faktor baru terkait dengan sumber daya atau resource yang terdiri dari man,
machine, material, dan method. Faktor baru yang dimaksud yaitu availability
of facility (𝐴
𝑓), changeover efficiency (C), availability of material (𝐴
𝑚), dan
availability of man power (𝐴
𝑚𝑝). Model metode ORE dapat ditampilkan dalam
bentuk gambar yaitu pada gambar 2.2 serta tabel 2.1 menunjukkan klasifikasi
losses berdasarkan faktor-faktor yang ada pada metode ORE.
12 (sumber:Eswaramurthi dan Mohanram, 2013)
Gambar 2.2 Model Overall Resource Effectiveness (ORE)
Tabel 2.1 Proposed classification of losses
ORE factors Proposed classification of losses
Readiness Losses due to preparatory on machine or facilities/planned downtime
Availability of facility
Losses due to equipment and accessories, tools, jigs and fixtures, gauges and instruments, etc., related to facility Changeover efficiency Losses due to set up and adjustments Material availability Losses due to non availability of raw
material/components/sub assesmbly/WIP Man power
availability
Losses due to non availability/absence of manpower
Performance efficiency
Losses due to operator performance, speed loss and ergonomic related issues Quality losses Losses due to quality issues/defects
(sumber:Eswaramurthi dan Mohanram, 2013)
13
Terdapat penetapan standar nilai ORE yang dilakukan oleh Japan Institute of Plant Maintenance (JIPM) dan telah dipraktikan di seluruh dunia, yaitu sebagai berikut:
a. ORE 100%, maka produksi dianggap sempurna yaitu hanya menghasilkan good products, dan bekerja secepat mungkin atau tidak ada downtime
b. ORE 85%, maka produksi dianggap kelas dunia dan skor ini dinilai cocok digunakan sebagai goal jangka panjang dan dijadikan sebagai standar nilai ORE
c. ORE 60%, maka produksi dianggap cukup baik tetapi terdapat indikasi adanya bagian yang perlu dilakukan pengembangan atau improvement.
d. ORE 40%, maka produksi dianggap mempunyai skor rendah atau buruk tetapi masih dapat dilakukan improvement dengan menelusuri penyebabnya.
Menurut Eswaramurthi dan Mohanram (2013) faktor-faktor yang ada pada metode overall resource effectiveness (ORE) dapat dijabarkan yakni sebagai berikut:
1. Readiness (R)
Total waktu mesin tidak beroperasi karena adanya planned activities sehingga menyebabkan planned downtime
Readiness (R) =
𝑃𝑙𝑎𝑛𝑛𝑒𝑑 𝑝𝑟𝑜𝑑𝑢𝑐𝑡𝑖𝑜𝑛 𝑡𝑖𝑚𝑒𝑡𝑜𝑡𝑎𝑙 𝑡𝑖𝑚𝑒
x 100%
total time = shift time
Planned production time = total time - planned downtime Yang termasuk ke dalam planned downtime yaitu:
a. Pembersihan dan inspeksi mesin b. Meeting, audit, operator training
c. Pembuatan sample untuk diberikan ke bagian R and D 2. Availability of Facility (𝐴
𝑓)
Total waktu mesin tidak beroperasi karena tidak tersedianya fasilitas mesin
sehingga menyebabkan downtime
14
Availability of Facility (𝐴
𝑓)=
𝐿𝑜𝑎𝑑𝑖𝑛𝑔 𝑡𝑖𝑚𝑒𝑃𝑙𝑎𝑛𝑛𝑒𝑑 𝑝𝑟𝑜𝑑𝑢𝑐𝑡𝑖𝑜𝑛 𝑡𝑖𝑚𝑒
x 100%
Loading time = Planned production time – facilities downtime Yang termasuk ke dalam facilities downtime yaitu:
a. Downtime mesin contohnya lubrication mesin
b. Tidak tersedianya peralatan yang dibutuhkan untuk mengoperasikan mesin (tools, jigs and fixtures)
3. Changeover Efficiency (C)
Total waktu mesin tidak beroperasi karena set up and adjustments mesin Changeover Efficiency (C) =
𝑂𝑝𝑒𝑟𝑎𝑡𝑖𝑜𝑛 𝑡𝑖𝑚𝑒𝐿𝑜𝑎𝑑𝑖𝑛𝑔 𝑡𝑖𝑚𝑒
x 100%
Operation time = Loading time – set up and adjustments Yang termasuk ke dalam set up and adjustments:
a. Penggantian tools, jigs and fixtures b. Minor adjustments setelah penggantian 4. Availability of Material (𝐴
𝑚)
Total waktu mesin tidak beroperasi karena kekurangan material Availability of Material (𝐴
𝑚) =
𝑅𝑢𝑛𝑛𝑖𝑛𝑔 𝑡𝑖𝑚𝑒𝑂𝑝𝑒𝑟𝑎𝑡𝑖𝑜𝑛 𝑡𝑖𝑚𝑒
x 100%
Running time = Operation time – material shortages Yang termasuk ke dalam material shortages:
a. tidak tersedianya raw material (bahan mentah), habisnya material, part ataupun sub assembly
b. tidak tersedianya WIP (work in progress) atau barang setengah jadi 5. Availability of Manpower (𝐴
𝑚𝑝)
Total waktu mesin tidak beroperasi karena tidak tersedianya atau absennya tenaga kerja
Availability of Manpower (𝐴
𝑚𝑝) =
𝐴𝑐𝑡𝑢𝑎𝑙 𝑟𝑢𝑛𝑛𝑖𝑛𝑔 𝑡𝑖𝑚𝑒𝑅𝑢𝑛𝑛𝑖𝑛𝑔 𝑡𝑖𝑚𝑒
x 100%
Actual running time = Running time - manpower absence time Yang termasuk ke dalam manpower absence time:
a. Izin, keluar dari pekerjaan, dan penyebab absen lainnya
b. Diskusi bersama supervisor, team leader
15
c. Masalah kesehatan
6. Performance Efficiency (P)
Total waktu yang menunjukkan seberapa efisien penggunaan peralatan dan mesin
Performance efficiency (𝑃) =
𝐸𝑎𝑟𝑛𝑒𝑑 𝑡𝑖𝑚𝑒𝐴𝑐𝑡𝑢𝑎𝑙 𝑟𝑢𝑛𝑛𝑖𝑛𝑔 𝑡𝑖𝑚𝑒
x 100%
Earned time = Cycle time x jumlah produksi 7. Quality Rate (Q)
Sebagai penilaian kualitas produk yang dihasilkan oleh mesin Quality rate (𝑄) =
𝑄𝑢𝑎𝑛𝑡𝑖𝑡𝑦 𝑜𝑓 𝑝𝑎𝑟𝑡𝑠 𝑎𝑐𝑐𝑒𝑝𝑡𝑒𝑑𝑄𝑢𝑎𝑛𝑡𝑖𝑡𝑦 𝑜𝑓 𝑝𝑎𝑟𝑡𝑠 𝑝𝑟𝑜𝑑𝑢𝑐𝑒𝑑
x 100%
Quantity of parts accepted = quantity produced – quantity rejected
Dari 7 faktor tersebut didapatkan rumus Overall Resource Effectiveness (ORE) = Readiness (R) X Availability of Facility (𝐴
𝑓) X Changeover Efficiency (C) X Availability of Material (𝐴
𝑚) X Availability of Manpower (𝐴
𝑚𝑝) X Performance Efficiency (P) X Quality Rate (Q) :
ORE = R x 𝐴
𝑓x C x 𝐴
𝑚x 𝐴
𝑚𝑝x P x Q 2.4 Fishbone Diagram
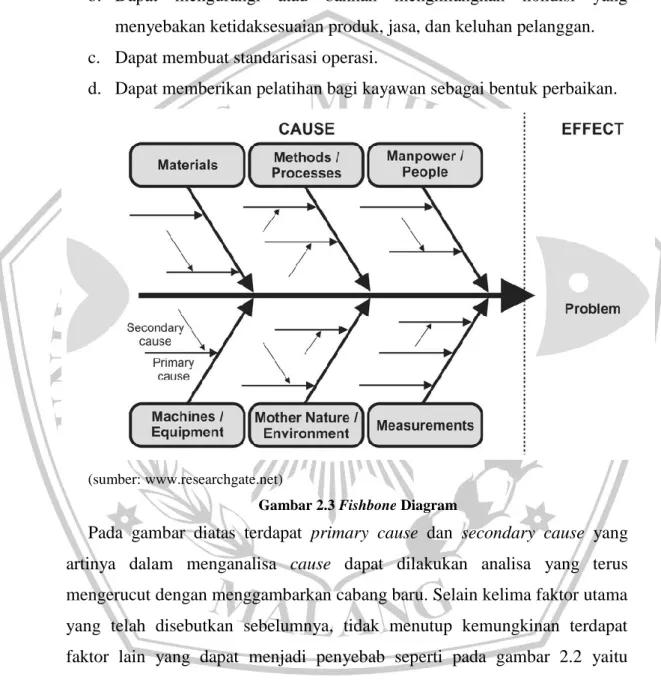
Fishbone Diagram adalah sebuah tool yang digunakan untuk meningkatkan kualitas. Dikembangkan pada tahun 60-an oleh ilmuwan Jepang bernama Dr.
Kaoru Ishikawa, alumni teknik kimia Universitas Tokyo. Menurut Gasperz (2007) Diagram ini juga sering disebut diagram sebab akibat (cause effect diagram) karena menunjukkan sebab dan akibat dari suatu permasalahan. Pada bagian kepala berisi akibat dari masalah tersebut, sedangkan pada bagian tulang ikan berisi berbagai penyebabnya.
Setelah penyebab utama ditemukan maka selanjutnya dijabarkan lagi dalam
bentuk cabang baru yang sifatnya lebih mendetail sehingga memudahkan dalam
mencari solusi yang tepat untuk menyelesaikan akibat kerugian yang
ditimbulkan. Menurut Purba (2008) fishbone diagram dapat menolong untuk
menemukan akar penyebab masalah secara user friendly, dan tools yang user
friendly banyak disukai oleh orang-orang di industri karena mudah dalam
16
menggunakannya. Manfaat dari diagram sebab akibat atau fishbone diagram adalah sebagai berikut:
a. Dapat menggunakan kondisi yang sesungguhnya sebagai analisa dan memudahkan visualisasi hubungan antara penyebab dengan masalah.
b. Dapat mengurangi atau bahkan menghilangkan kondisi yang menyebakan ketidaksesuaian produk, jasa, dan keluhan pelanggan.
c. Dapat membuat standarisasi operasi.
d. Dapat memberikan pelatihan bagi kayawan sebagai bentuk perbaikan.
(sumber: www.researchgate.net)
Gambar 2.3 Fishbone Diagram
Pada gambar diatas terdapat primary cause dan secondary cause yang artinya dalam menganalisa cause dapat dilakukan analisa yang terus mengerucut dengan menggambarkan cabang baru. Selain kelima faktor utama yang telah disebutkan sebelumnya, tidak menutup kemungkinan terdapat faktor lain yang dapat menjadi penyebab seperti pada gambar 2.2 yaitu measurement atau pengukuran. Untuk lebih jelasnya menurut Kusnadi (2011) langkah-langkah dalam pembuatan fishbone diagram adalah sebagai berikut:
1. Membuat pernyataan masalah
17
a. Membuat pernyataan masalah (problem statement), pernyataan ini diiterpretasikan sebagai effect atau secara visual dalam fishbone seperti kepala ikan.
b. Tuliskan masalah tersebut pada bagian kanan
c. Buatlah arah panah horizontal panjang menuju ke arah masalah 2. Mengidentifikasi kategori-kategori
a. Dari garis horizontal utama , buat garis diagonal yang menjadi cabang. Setiap cabang mewakili sebab utama dari masalah yang ditulis. Sebab ini diinterpretasikan sebagai cause, atau secara visual dalam fishbone seperti tulang ikan.
b. Kategori sebab utama mengorganisasikan sebab sedemikian rupa sehingga masuk akal dengan situasi. Kategori-kategori ini antara lain:
Kategori 6M yang biasa digunakan dalam industri manufaktur:
Machine (mesin atau teknologi)
Method (metode atau proses)
Material (termasuk raw material, consumption, dan informasi)
Man power (tenaga kerja atau pekerjaan fisik) atau mind power (pekerjaan pikiran)
Measurement (pengukuran atau inspeksi)
Milieu atau mother nature atau biasa disebut environment (lingkungan)
Kategori 8P dan 5S yang biasa digunakan dalam industri jasa:
Product (produk atau jasa)
Price (harga)
Place (tempat)
Promotion (promosi atau hiburan)
People (orang)
Process (proses)
18
Physical evidence (bukti fisik)
Productivity dan quality (produktivitas dan kualitas)
Surroundings (lingkungan)
Suppliers (pemasok)
Systems (sistem)
Skills (keterampilan)
Safety (keselamatan)
c. Kategori-kategori diatas dapat juga ditambahkan dengan kategori lain yang dapat membantu membuat gagasan baru. Jumlah kategori biasanya sekitar 4 sampai 8 kategori.
3. Menemukan sebab-sebab potensial dengan cara brainstorming
a. Setiap kategori mempunyai sebab-sebab yang perlu diuraikan melalui sesi brainstorming.
b. Setelah ditemukan sebab-sebab maka tentukan dimana sebab tersebut akan diletakkan pada fishbone yaitu pada kategori yang sesuai.
c. Sebab-sebab ditulis dengan garis horizontal pada garis diagonal sehingga akan membentuk banyak tulang kecil.
d. Sebab dapat ditulis menjadi tulang lebih kecil sehingga membentuk sub sebab
e. Satu sebab bisa ditulis di beberapa tempat jika sebab tersebut berhubungan dengan beberapa kategori
4. Mengkaji sebab-sebab yang paling mungkin
a. Setelah setiap kategori diisi carilah sebab yang paling mungkin diantara semua sebab dan sub sebabnya
b. Jika ada sebab yang muncul pada lebih dari satu kategori, kemungkinan merupakan petunjuk sebab yang paling mungkin c. Kaji kembali mengapa ini sebabnya? Pertanyaan mengapa akan
membantu sampai pada sebab pokok suatu permasalahan
d. Tanyakan mengapa sampai saat pertanyaan tidak bisa dijawab lagi,
maka sebab pokok telah teridentifikasi
19
2.5 Failure Mode and Effect Analysis (FMEA)
Menurut Marquez (2007) Failure Mode and Effect Analysis (FMEA) adalah metode untuk mengidentifikasi kegagalan, penyebab kegagalan, frekuensi kegagalan, dan efek yang mungkin terjadi jika ada kegagalan yag terjadi selama proses produksi (resiko). Dengan metode FMEA maka dapat diketahui informasi yang lebih baik tentang cara menentukan apa yang harus dilakukan untuk menghindari atau mengurangi kegagalan. Menurut Stamatis (2003) ada beberapa tipe FMEA yang biasa diterapkan dalam sebuah industri yaitu : 1. Design FMEA
Design FMEA digunakan untuk menganalisa produk sebelum masuk ke dalam proses produksi dan fokus terhadap kegagalan yang diakibatkan oleh desain.
2. Process FMEA
Process FMEA digunakan untuk menganalisa modus kegagalan yang terjadi saat proses produksi dan perakitan.
3. System FMEA
System FMEA digunakan untuk menganalisa modus kegagalan fungsi dari suatu sistem yang disebabkan oleh defisiensi sistem.
4. Service FMEA
Service FMEA digunakan untuk menganalisa servis sebelum mencapai ke konsumen dan berfokus pada fungsi jasa.
Menurut Syukron dan Kholil (2013) tujuan yang dapat dicapai oleh perusahaan dari FMEA adalah sebagai berikut:
1. Untuk mengidentifikasi mode kegagalan dan tingkat keparahan efeknya 2. Untuk mengidentifikasi karakteristik kritis dan signifikan
3. Untuk mengurutkan peranan suatu aktivitas dengan memperhatikan efek yang ditimbulkan
4. Untuk membantu mencegah timbulnya permasalahan
Menurut Gasperz (2005) dalam pembuatan FMEA diperlukan langkah- langkah yakni sebagai berikut:
1. Mengidentifikasi proses produksi
20
2. Mengidentifikasi potensi kegagalan
3. Mengidentifikasi potensi efek atau akibat dari kegagalan 4. Mengidentifikasi penyebab kegagalan
5. Menentukan severity rating (S), occurance rating (O) dan detection rating (D)
6. Menentukan nilai Risk Priority Number (RPN)
2.5.1 Variabel Failure Mode and Effect Analysis (FMEA)
Menurut Rachman, dkk. (2016) terdapat tiga variabel utama dalam FMEA yaitu severity, occurance, dan detection. Variabel tersebut digunakan untuk menentukan tingkat keseriusan potential failure mode, berikut penjelasan tiap variabelnya:
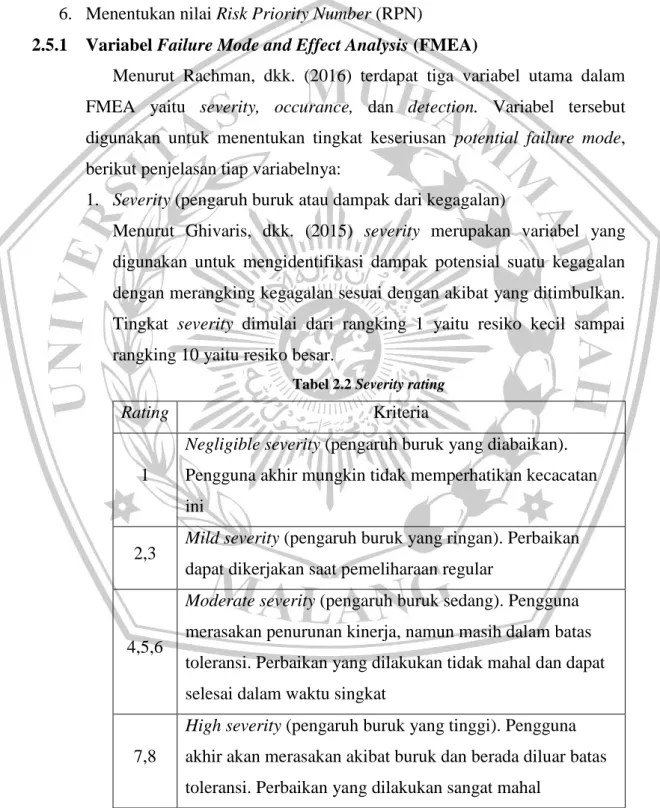
1. Severity (pengaruh buruk atau dampak dari kegagalan)
Menurut Ghivaris, dkk. (2015) severity merupakan variabel yang digunakan untuk mengidentifikasi dampak potensial suatu kegagalan dengan merangking kegagalan sesuai dengan akibat yang ditimbulkan.
Tingkat severity dimulai dari rangking 1 yaitu resiko kecil sampai rangking 10 yaitu resiko besar.
Tabel 2.2 Severity rating
Rating Kriteria
1
Negligible severity (pengaruh buruk yang diabaikan).
Pengguna akhir mungkin tidak memperhatikan kecacatan ini
2,3 Mild severity (pengaruh buruk yang ringan). Perbaikan dapat dikerjakan saat pemeliharaan regular
4,5,6
Moderate severity (pengaruh buruk sedang). Pengguna merasakan penurunan kinerja, namun masih dalam batas toleransi. Perbaikan yang dilakukan tidak mahal dan dapat selesai dalam waktu singkat
7,8
High severity (pengaruh buruk yang tinggi). Pengguna
akhir akan merasakan akibat buruk dan berada diluar batas
toleransi. Perbaikan yang dilakukan sangat mahal
21
9,10
Potential safety problem (masalah keamanan potensial).
Akibat yang ditimbulkan berpengaruh terhadap keselamatan pengguna. Bertentangan dengan hukum
(Sumber: McDermott, dkk. 2009)
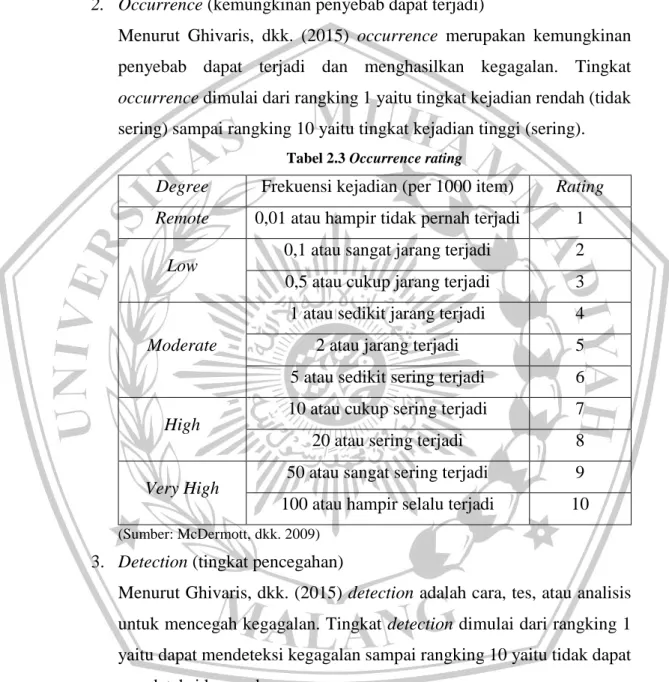
2. Occurrence (kemungkinan penyebab dapat terjadi)
Menurut Ghivaris, dkk. (2015) occurrence merupakan kemungkinan penyebab dapat terjadi dan menghasilkan kegagalan. Tingkat occurrence dimulai dari rangking 1 yaitu tingkat kejadian rendah (tidak sering) sampai rangking 10 yaitu tingkat kejadian tinggi (sering).
Tabel 2.3 Occurrence rating
Degree Frekuensi kejadian (per 1000 item) Rating Remote 0,01 atau hampir tidak pernah terjadi 1
Low 0,1 atau sangat jarang terjadi 2 0,5 atau cukup jarang terjadi 3
Moderate
1 atau sedikit jarang terjadi 4 2 atau jarang terjadi 5 5 atau sedikit sering terjadi 6 High
10 atau cukup sering terjadi 7 20 atau sering terjadi 8 Very High 50 atau sangat sering terjadi 9 100 atau hampir selalu terjadi 10
(Sumber: McDermott, dkk. 2009)
3. Detection (tingkat pencegahan)
Menurut Ghivaris, dkk. (2015) detection adalah cara, tes, atau analisis
untuk mencegah kegagalan. Tingkat detection dimulai dari rangking 1
yaitu dapat mendeteksi kegagalan sampai rangking 10 yaitu tidak dapat
mendeteksi kegagalan.
22 Tabel 2.4 Detection rating
Rating Kriteria Frekuensi kejadian
(per 1000 item)
1
Metode pencegahan sangat efektif.
Tidak ada kesempatan munculnya penyebab kegagalan
0,01
2 Kemungkinan penyebab terjadi sangat rendah
0,1
3 0,5
4 Kemungkinan penyebab terjadi bersifat moderate. Metode
pencegahan kadang memungkinkan penyebab itu terjadi
1
5 2
6 5
7 Kemungkinan penyebab terjadi masih tinggi. penyebab masih terjadi
berulang kali
10
8 20
9 Kemungkinan penyebab terjadi sangat tinggi. Metode pencegahan tidak efektif, penyebab selalu terjadi berulang kali
50
10 100
(Sumber: McDermott, dkk. 2009)