PENGGUNAAN LARUTAN ALKALI TANPA CYANIDA SEBAGAI
PENGGANTI LARUTAN ALKALI CYANIDA PADA PROSES
PELAPISAN LOGAM
( THE USED OF ALKALI WITHOUT CYANIDE AS SUBSTITUTION WITH
ALKALI CYANIDE IN THE ELECTROPLATING METAL PROCESS)
1 1 1
Hafid , Azhar A. Saleh , dan Kosasih 1
Balai Besar Logam Mesin (BBLM), Bandung 40135 Kementerian Perindustrian hafidochan@yahoo.com
ABSTRAK
Masalah terletak pada pelapisan seng di Indonesia banyak menggunakan larutan alkali cyanida yang sangat beracun dan membayakan lingkungan. Tujuan pelapisan logam adalah untuk melindungi logam dasar dari serangan korosi, memberikan tampak rupa yang lebih baik dan meningkatkan sifat-sifat fisik yang lebih baik dari bahan dasar tersebut. Metode pelapisannya dilakukan menggunakan larutan alkali tanpa cyanida dengan memvariasikan rapat arus, waktu pelapisan dan suhu serta untuk pertimbangan ekonomis dibahas perhitungan biaya produksi dan biaya pengolahan limbah larutan. Berdasarkan hasil penelitian diketahui bahwa biaya produksi untuk larutan alkali tanpa cyanida lebih rendah dibandingkan dengan larutan alkali cyanida, pencemaran menjadi rendah, mutu lapisan menjadi baik, ketahanan korosi serta ramah lingkungan.
Kata kunci : pelapisan logam, seng, cyanida, limbah atau cemaran
ABSTRACT
The problem was arises on the zinc electroplating in Indonesia uses cyanide alkali which contains toxic compounds and make dangerous of environment. The electroplating metal goal usually is to protect based metal of corrosion attack, good better performance and increased of physical of based material. The plating method used alkali condensation without cyanide with current density variation of platting time and temperature and also for economical aspect consideration of calculation of production cost and processing waste. Based on the results know that production cost for the alkali without cyanide more decreasing with alkali cyanide, pollution decreasing, quality of plating to be better, resistance of corrosion and friendly environment.
Keywords : electroplating, zinc, cyanide, pollution
D e n g a n a d a n y a p r o g r a m
PENDAHULUAN
pemerintah yaitu industri ramah lingkungan Pelapisan seng merupakan lapisan atau program produksi bersih, maka saat ini yang sangat banyak digunakan, karena perusahaan menemui kendala yang cukup mempunyai keistimewaan, yaitu sebagai besar, karena dalam proses pelapisan lapisan anoda korban (sacrificial anode) dan masih banyak menggunakan larutan yang lapisan ini dapat dikonversikan dengan tidak ramah lingkungan, yaitu larutan alkali lapisan lain seperti lapisan chromat, cyanida.
phosphate dan lain-lain. Walaupun larutan alkali cyanida
Pelapisan seng secara listrik dapat mempunyai keuntungan yaitu mudah dilakukan dengan larutan alkali dan larutan dikontrol dalam perawatannya, tetapi asam. larutan alkali terbagi dua, yaitu : sangat beracun. Sehingga dianjurkan untuk larutan alkali cyanida dan larutan alkali tidak menggunakannya, sedangkan larutan jenis asam sangat korosif, sehingga akan tanpa cyanida, sedangkan larutan asam
berpengaruh sekali terhadap peralatan terdiri dari larutan asam kuat dan larutan
produksi. asam lemah.
Untuk mengatasi hal tersebut di d i b a n d i n g k a n d e n g a n y a n g t i d a k atas, maka dilakukanlah penelitian untuk dilindungi/dilapis, karena logam seng lebih menggunakan larutan alkali tanpa cyanida anodik sehingga mudah teroksidasi dan yang tidak begitu beracun dan korosif, jika akan terlebih dahulu rusak dibandingkan dibandingkan dengan larutan cyanida dan dari logam dasarnya (baja).
pada proses asam, meskipun memerlukan Dalam proses pembentukan lapis pengontrolan secara kontinyu. seng pada baja terdapat dua aspek yang yang harus dikontrol yaitu kecepatan Ditinjau dari sistem proses produksi
pengintian endapan dan kecepatan baik larutan alkali cyanida maupun larutan
pertumbuhan endapan. alkali tanpa cyanida tidak ada perbedaan
yang cukup berarti, karena berproduksi
sesuai dengan standard dan tata kerja yang
BAHAN DAN METODE
lazim dilakukan pada proses pelapisan.Pelapisan Seng Dengan Larutan Alkali
Begitu pula dalam perhitungan biaya Cyanida produksi dan keuntungan perusahaan,
Proses pelapisan seng dengan masih dalam keadaan yang wajar, tetapi
larutan alkali cyanida dilakukan sesuai dalam penggunaan bahan dan pencemaran
dengan langkah-langkah sistem produksi lingkungan, maka larutan alkali tanpa
yang lazim dilaksanakan pelapisan seng cyanina lebih menguntungkan sehingga
secara listrik yaitu : biaya produksi akan lebih rendah.
1. Pengerjaan pendahuluan Maksud dan tujuan penelitian proses
Hanya dilakukan proses pengerjaan pelapisan seng menggunakan larutan alkali
pencucian lemak dan pembersih oksida tanpa cyanida adalah : (1) mengurangi
atau proses penetralisir lemak-lemak cemaran sesuai dengan peraturan
yang terbawa oleh produk. Pada proses pemerintah tentang produksi bersih/ramah
pencucian lemak dilakukan dengan cara lingkungan, (2) mengurangi biaya produksi
meredam produk dalam larutan dengan dan meningkatkan keuntungan, (3)
komposisi dan kondisi operasi sebagai meningkatkan kualitas produk sesuai
berikut : standar (4) mensosialisasikan pada
Komposisi larutan untuk ukuran bak 70 x karyawan proses yang berkaitan dengan
30 x 50 cm atau 100 liter : proses produksi ramah lingkungan.
- Caustik soda (NaOH) : 50 gr/l Pelapisan secara listrik adalah suatu
proses pengendapan atau dekomposisi - Sodium carbonat (Na CO ) : 50 gr/l 2 3
suatu logam pelapis di atas logam lain
- Sodium metasilikat (Na SiO ) : 5 gr/l4 4 dengan cara prinsip elektrolisa.
- Surfactant : 2 ml/l Pada karakternya proses pelapisan
Kondisi Operasi : secara listrik adalah merupakan rangkaian
o - Suhu : 60-70 C dari sumber arus listrik, elektrolit, anoda dan
katoda yang tersusun sedemikian rupa - Waktu operasi : 15-30 menit
sehingga membuat suatu sistem proses Produk yang sudah dicuci dalam larutan
pelapisan secara listrik. pencuci lemak, kemudian dibilas
dengan air bersih dilanjutkan ke proses Proses pelapisan seng secara listrik
pembersihan dengan larutan asam merupakan salah satu cara untuk
yang komposisi dan kondisi operasinya melindungi logam dasar terhadap serangan
seperti berikut ini : korosi dan memberikan tampak rupa yang
Komposisi larutan untuk ukuran bak lebih indah.
70x30x50 cm atau 100 liter : Baja yang dilindungi dengan lapisan
- Asam chlorida (HCl) : 15% x volume seng mempunyai beberapa keuntungan
Kondisi Operasi : dicelupkan kedalam larutan asam nitrat dengan komposisi dan kondisi kerja - Suhu : suhu kamar
sebagai berikut : - Waktu operasi : 15 menit
Komposisi larutan : Setelah proses pencucian dengan asam
Asam nitrat (HNO ) : 0,5% x volume
chlorida selesai lalu produk dibilas 3
dengan air dan selanjutnya dilakukan Kondisi operasi :
proses pelapisan seng, dimana benda - Bak ukuran 70x30x50 cm/100 liter. kerja (produk) dimasukan kedalam - Suhu : suhu kamar
larutan pelapisan seng dengan posisi
- Waktu proses : 5-10 detik sebagai electroda negatif (katoda).
Setelah proses pengaktifan permukaan Penggunaan asam chlorida sebagai
lapisan seng selesai, benda kerja dibilas larutan pencuci mempunyai beberapa
dan selanjutnya dilakukan proses k e u n t u n g a n : p e r m u k a a n y a n g
chromating. dihasilkan berwarna kelabu muda dan
b. Proses pelapisan chromat : merata, efektifitas proses pencucian
Adalah suatu pengerjaan akhir untuk tetap sampai konsentrasi Fe dalam
mempasifkan lapisan seng dengan cara larutan mencapai 13 %, dilakukan pada
membentuk lapisan tipis chromat di atas suhu rendah, mudah dibilas dan lebih
lapisan seng, sehingga lapisan seng aman, kemungkinan terjadinya over
akan lebih kuat, rapi dan lebih indah. pickling kecil serta daya lekat tinggi dan
tidak kasar. Proses chromat yang dilakukan disini
adalah proses pelapisan blue chromat yaitu mencelup lapisan seng kedalam 2. Proses pelapisan seng :
larutan blue chromat dengan komposisi Pelaksanaannya dilakukan dalam bak
dan kondisi sebagai berikut: yang berukuran 70x30x50 cm atau 100
Komposisi larutan : liter. Pelapisannya menggunakan
- Blue chromat : 8 gr/l larutan alkali cyanida dengan komposisi
dan kondisi kerja sebagai berikut : - Asam nitrat (HNO ) : 12 ml/l3
Komposisi larutan seng : Kondisi operasi :
- Zinc oksid (ZnO) : 35 gr/l - Bak ukuran : 70x30x50 cm/100 liter - Sodium cyanida (Na CN) : 75 gr/l - Suhu : suhu kamar
- Caustik soda (NaOH) : 50 gr/l - Waktu proses : 10 menit
- Zinc brightener : 10 ml/l Setelah proses pelapisan chromat
selesai, benda kerja dibilas dengan air - Zinc purifier : 5 ml/l
panas dan diteruskan dengan air dingin. - Anoda zinc murni : 2 batang
Tujuan pembilasan dengan air panas Kondisi Operasi :
adalah untuk menghilangkan bahan- 2
- Rapat arus : 2,5 A/dm bahan kimia dari chromat yang
o
- Suhu : 30-40 C menempel dan memberikan tampak
- Waktu pelapisan : 30 menit rupa yang lebih cemerlang lalu setelah itu benda kerja dikeringkan.
3. Pengerjaan akhir : c. Pengerjaan pengeringan :
a. Proses pengaktifan seng : Bertujuan untuk menghilangkan air yang menempel pada benda kerja, Sebelum lapisan seng dipasifkan
dengan proses chromating, lapisan sehingga tidak mempengaruhi tampak tersebut diaktifkan terlebih dahulu, rupa lapisan. Proses pengerjaan sehingga nantinya lapisan seng tersebut pengeringan ini dilakukan dengan cara dapat bereaksi dengan larutan chromat menjemurkan benda kerja terhadap dan membentuk lapisan seng chromat. panasnya matahari. Oleh karena U n t u k p r o s e s i n i b e n d a k e r j a pembilasan dilakukan dengan air panas
dan diteruskan dengan air dingin, maka
HASIL DAN PEMBAHASAN
waktu proses pengeringan tidak terlalulama yaitu berkisar antara 20-30 menit.
Proses Pelapisan Logam
Sistem produksi proses pelapisan 4. Data-data kondisi lapisan : seng telah digunakan larutan alkali tanpa Dari data yang ada dan hasil cyanida, sehingga komposisi larutan dan pengamatan secara visual terhadap kondisi operasinya berbeda dengan larutan hasil yang didapatkan dari larutan cyanida. Sehingga larutan alkali tanpa cyanida ini cukup baik dan rata-rata dari cyanida banyak memberikan keuntungan setiap kali produksi tidak mengalami dibandingkan larutan larutan cyanida
kegagalan. maupun larutan jenis asam lainnya.
Begitu pula mengenai ketebalan lapisan Keuntungan-keuntungannya adalah baik yang terbentuk dengan kondisi operasi, dari segi biaya produksi, cemaran/ waktu pelapisan 30 menit, suhu operasi lingkungan, pengolahan limbah maupun
o 2 hasil dari lapisannya.
30-40 C, rapat arus 2,5 A/dm didapat
ketebalan lapisan antara 25-30 mikron. Komposisi larutan dan kondisi operasi dari larutan alkali tanpa cyanida Sedangkan daya lekat lapisan cukup
yang merupakan bagian sistem proses baik, karena daya lekat lapisan
pelapisan yang diteliti adalah sebagai t e r g a n t u n g p a d a p e n g e r j a a n
berikut : p e n d a h u l u a n / p e r s i a p a n , a p a b i l a
pekerjaan persiapan baik, maka daya Komposisi larutan :
lekat akan baik. - Zinc oksid (ZnO) : 30 gr/l
Selain dipengaruhi kesempurnaan - Caustik soda (NaOH) : 115 gr/l pekerjaan persiapan, daya lekat akan
- Brightener Zn : 5 ml/l dipengaruhi juga oleh suhu operasi,
- Anoda zinc : 2 batang sehingga suhu operasi dilakukan antara
o
Kondisi Operasi : 30-40 C.
- Ukuran bak : 70x30x50cm (100 liter) Oleh karena kesempurnaan lapisan
2 cukup baik, maka ketahanan korosi - Rapat arus : 2,5 A/dm lapisan jenis larrutan cyanida ini cukup
- Suhu : suhu kamar baik, sebab seperti diketahui daya tahan
- Waktu operasi : 30 menit korosi sebenarnya tidak dipengaruhi
Setelah dilakukan tray run untuk proses oleh jenis larutan, tetapi dipengaruhi
pelapisan seng dengan larutan alkali tanpa oleh kondisi operasi, sehingga kondisi
cyanida dan agar didapat hasil lapisan yang operasi harus benar-benar sesuai.
meyakinkan terutama terhadap sifat-sifat lapisan, maka dilakukan uji lapisan.
Pelapisan Seng Dengan Larutan Alkali
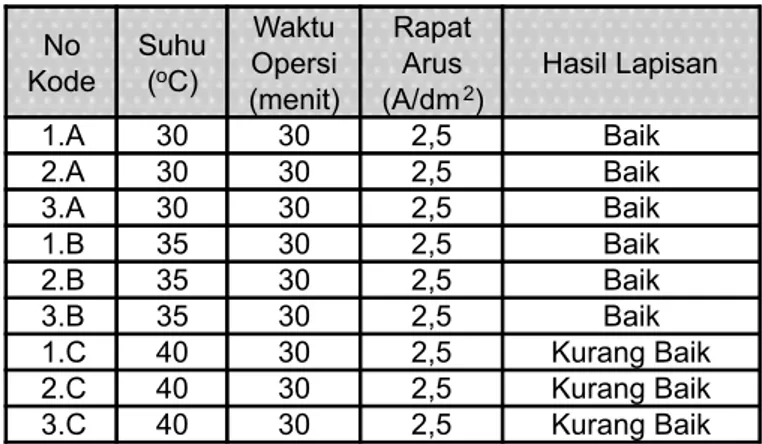
a. Pengujian tampak rupa (visual)
Tanpa Cyanida
Dilakukan dengan cara membanding-Untuk pekerjaan persiapan dan
kan hasil lapisan dengan hasil yang pengerjaan akhir, pada keadaan dengan
dihasilkan dari cyanida. Dari hasil uji larutan alkali cyanida dan larutan alkali
tersebut didapat data-data seperti tanpa cyanida tidak mengalami perubahan,
dijelaskan pada Tabel 1. karena untuk proses pengerjaan tersebut
b. Uji ketebalan lapisan : telah memenuhi persyaratan sistem
Dilakukan sebanyak lima titik dari setiap produksi dalam teknik produksi bersih
lapisan yang dihasilkan sesuai dengan maupun bila ditinjau dari segi biaya
standar ASTM B-24. Dari pelaksanaan produksinya, sehingga dalam bagian ini
pengujian ketebalan didapat hasilnya tidak dijelaskan kembali, karena sudah
seperti dijelaskan pada Tabel 2. terkaver semuanya.
Tabel 1. Hasil uji tampak rupa (visual) No Kode Suhu (oC) Waktu Opersi (menit) Rapat Arus (A/dm2) Hasil Lapisan 1.A 30 30 2,5 Baik 2.A 30 30 2,5 Baik 3.A 30 30 2,5 Baik 1.B 35 30 2,5 Baik 2.B 35 30 2,5 Baik 3.B 35 30 2,5 Baik 1.C 40 30 2,5 Kurang Baik 2.C 40 30 2,5 Kurang Baik 3.C 40 30 2,5 Kurang Baik
Tabel 2. Hasil uji ketebalan lapisan
No Kode Suhu (oC) Waktu Opersi (menit) Rapat Arus (A/dm2)
Tebal lapisan (mikron)
1 2 3 4 5 Rata-rata 1.A 30 30 2,5 25 27 27 26 28 26,6 2.A 30 30 2,5 30 28 26 28 27 27,8 3.A 30 30 2,5 28 25 27 28 28 27,8 1.B 35 30 2,5 28 30 30 29 29 29,2 2.B 35 30 2,5 30 29 29 30 29 29,4 3.B 35 30 2,5 29 28 29 29 30 29,2 1.C 40 30 2,5 28 28 29 29 30 28,8 2.C 40 30 2,5 29 27 28 27 29 28,0 3.C 40 30 2,5 27 30 28 27 28 28,0
kuat antara logam pelapis dengan benda kerja.
Data-data dari hasil pengujian daya lekat lapisan seng dengan larutan alkali non cyanida dapat dilihat pada Tabel 3.
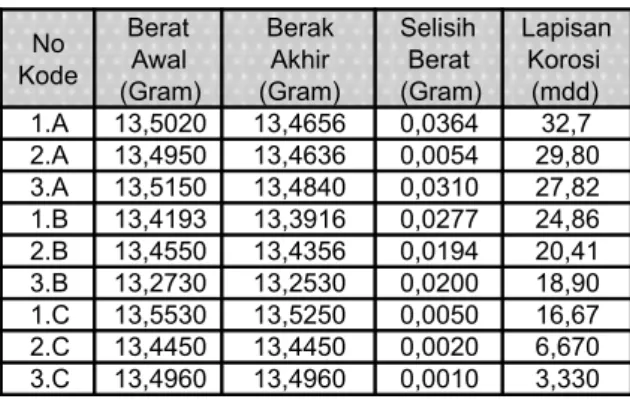
d. Uji daya ketahanan korosi :
Dilakukan dengan cara semprot kabut garam sesuai dengan standard ASTMB-117-90 dengan komposisi larutan dan kondisi uji sebagai berikut:
- Sodium chlorida (NaCL) : 5% c. Uji daya lekat lapisan :
o - Suhu : 35 C Dengan cara membengkokkan benda
- Tekanan : 1,3 Bar (103 Kpa) kerja yang sudah dilapis seng hingga
- Lama pengujian : 36 jam o
membentuk sudut 180 C sesuai standar
- Luas permukaan yang kontak : 20 cm2 ASTM B-571.
- Satuan korosi : mdd
Ternyata hingga sudut demikian lapisan Beberapa hasil dari pengujian daya tidak mengelupas, maka lapisan tersebut tahan korosi yang dilakukan sesuai dinyatakan daya lekatnya baik. Hal ini standar tersebut di atas dapat dilihat ternyata terbentuknya butir-butir yang pada Tabel 4.
halus, sehingga membuat ikatan yang Tabel 3. Hasil daya lekat lapisan seng
No Kode Suhu (oC) Waktu Opersi (menit) Rapat Arus (A/dm2) Hasil Lapisan 1.A 30 30 2,5 Baik 2.A 30 30 2,5 Baik 3.A 30 30 2,5 Baik 1.B 35 30 2,5 Baik 2.B 35 30 2,5 Baik 3.B 35 30 2,5 Baik 1.C 40 30 2,5 Kurang Baik 2.C 40 30 2,5 Kurang Baik 3.C 40 30 2,5 Kurang Baik
Tabel 4. Hasil uji daya tahan korosi lapisan seng produksi, maka untuk kedua pekerjaan persiapan dan pekerjaan akhir hanya dibahas pada keadaan produksi menggunakan larutan alkali cyanida, sedangkan pada biaya produksi dengan menggunakan larutan alkali tanpa cyanida tidak dibahas, karena sistem, bahan maupun kondisi operasinya sama, begitu pula mengenai jam kerja orang. Biaya produksi disini baik biaya produksi untuk pekerjaan persiapan, proses pelapisan dan pengerjaan akhir, hanya dihitung biaya untuk pengadaan bahan
Ekonomi kimia untuk larutan, sedangkan biaya
listrik, air, pemanas dan lain-lain tidak
1. Sistem Produksi dihitung, karena kondisi operasinya
Bila ditinjau dari proses pelapisan, sama.
pelapisan dengan menggunakan larutan a. Pekerjaan pendahuan/persiapan
Mencakup 2 (dua) pekerjaan, yaitu: alkali tanpa cyanida tidak ada perbedaan
pencucian lemak dan pembersihan yang mencolok dengan larutan alkali
oksida (asam) yang masing-masing cyanida, tetapi dalam penggunaan bahan
menggunakan bahan dan kondisi larutan alkali tanpa cyanida lebih
o p e r a s i y a n g b e r b e d a . D e n g a n ekonomis dan tidak banyak variasi. menggunakan larutan sebanyak 100 liter Proses pelapisan dengan menggunakan dan bahan kimia jenis alkali, maka biaya larutan alkali tanpa cyanida, ternyata larutan untuk cuci lemak adalah sebagai cukup memberikan hasil yang baik, bila berikut :
dilihat dari hasil uji lapisan, seperti uji · Caustik soda : 50 gr/lt x 100 lt x Rp6.000/kg = Rp 30.000
tampak rupa, uji daya lekat, uji ketebalan
· Sodium karbonat : 50 gr/lt x 100 lt x lapisan dan uji ketahanan korosi,
Rp4.000/kg = Rp 20.000 sehingga cukup memberikan prospek
· Sodium metasilikat : 5 gr/lt x 100 lt x yang baik bila diterapkan.
Rp18.000/kg = Rp 9.000
· Surfactant : 2 ml/lt x 100 lt x H a l i n i m e n g i n g a t k e u n t u n g a n
-k e u n t u n g a n y a n g d i d a p a t b i l a Rp15.000/kg = Rp 3.000 +
menggunakan larutan alkali tanpa Jumlah = Rp 62.000
cyanida, yaitu : Sedangkan biaya untuk pembersihan
· Proses waste water tidak rumit dan soda (asam) yang berkapasitas sama, pengaruh terhadap lingkungan yaitu : 100 liter dengan menggunakan
rendah. bahan kimia asam chlorida, maka biaya
· Mendapatkan lapisan dasar mutu larutannya adalah sebagai berikut:
tinggi. · Asam chlorida : 15% x 100 lt x Rp
· Efisiensi dan biaya operasi rendah. 2.000/lt = Rp 30.000
· Tidak membutuhkan peralatan yang Maka biaya bahan untuk pekerjaan
khusus. persiapan adalah Rp102.000
· Keseimbangan dan kestabilan larutan akan terjamin.
· Proses pengerjaan dan kontrol larutan lebih mudah.
2. Biaya produksi
Dalam pembahasan mengenai biaya
No Kode Berat Awal (Gram) Berak Akhir (Gram) Selisih Berat (Gram) Lapisan Korosi (mdd) 1.A 13,5020 13,4656 0,0364 32,7 2.A 13,4950 13,4636 0,0054 29,80 3.A 13,5150 13,4840 0,0310 27,82 1.B 13,4193 13,3916 0,0277 24,86 2.B 13,4550 13,4356 0,0194 20,41 3.B 13,2730 13,2530 0,0200 18,90 1.C 13,5530 13,5250 0,0050 16,67 2.C 13,4450 13,4450 0,0020 6,670 3.C 13,4960 13,4960 0,0010 3,330
Oleh karena proses pengerjaan dimana larutan alkali tanpa cyanida lebih persiapan untuk kedua sistem baik rendah atau ekonomis bila dibandingkan larutan alkali cyanida maupun alkali non dengan larutan alkali cyanida, sehingga c y a n i d a a d a l a h s a m a d a l a m bila diterapkan pada industri akan penggunaan bahan kimia dan jumlah memberikan keuntungan.
c. Pengerjaan akhir larutannya, maka dalam perhitungan
Yang dilakukan dari kedua sistem proses biaya larutan pengerjaan persiapan
produksi tersebut di atas yang untuk sistem dengan larutan alkali non
menggunakan larutan bahan kimia cyanida tidak dihitung kembali tetapi
adalah pengerjaan activating dan cukup dengan berpedoman pada biaya
chromating, sedangkan pengerjaan dengan sistem alkali cyanida.
pengeringan tidak memerlukan biaya, b. Proses pelapisan seng
Dengan menggunakan bahan kimia k a r e n a d i l a k u k a n d e n g a n seperti yang tercantum pada proses m e m a n f a a t k a n p a n a s n y a s i n a r pelapisan seng, maka biaya larutan matahari.
B i a y a l a r u t a n a c t i v a t i n g y a n g untuk lapisan seng larutan alkali cyanida
b e r k a p a s i t a s 3 0 l i t e r d e n g a n dengan kapasitas larutan 100 liter adalah
menggunakan asam nitrat adalah sebagai berikut : sebagai berikut : · Zinc oksid : 35 gr/lt x 100 lt x Rp · Asam nitrat : 0,5% x 30 lt x Rp 4.000/lt 25.000/kg = Rp 87.500 = Rp 600. · Sodium cyanida : 75 gr/lt x 100 lt x Rp
Sedangkan biaya larutan untuk proses 45.000/kg = Rp 337.500
chromating yang menggunakan larutan · Caustik soda : 50 gr/lt x 100 lt x Rp
blue chromat dan asam nitrat dengan 6.000/kg = Rp 30.000
kapasitas larutan 30 liter adalah sebagai · Brightener : 10 ml/ltr x 100 lt x Rp berikut : 45.000/lt = Rp 45.000 · Blue chromat : 8 gr/lt x 30 lt x Rp · Zinc purifair : 5 ml/ltr x 100 lt x Rp 35.000/kg = Rp 840.000 50.000/lt = Rp 22.500 · Asam nitrat : 12 ml/lt x 30 lt x Rp · Anoda zinc : 2 btg x Rp 350.000/btg = 4.000/lt = Rp144.000+ Rp 700.000+ Jumlah = Rp 984.000 Jumlah = Rp 1.225.000 Sedangkan untuk larutan seng alkali non
Jadi biaya larutan untuk pengerjaan cyanida dengan kapasitas yang sama
a k h i r b a i k u n t u k p r o s e s y a n g yaitu 100 liter dan menggunakan bahan
menggunakan larutan alkali cyanida kimia seperti tercantum pada proses
maupun yang menggunakan larutan pelapisan seng adalah sebagai berikut :
alkali non cyanida adalah sama yaitu · Zinc oksid : 30 gr/lt x 100 lt x Rp Rp 10.440. 25.000/kg = Rp 75.000 · Caustik soda : 115 gr/lt x 100 lt x Rp 6.000/kg = Rp 69.000 · Brightener : 5 ml/ltr x 100 lt x Rp 45.000/lt = Rp 22.500 · Anoda zinc : 2 btg x Rp 350.000/btg = Rp 700.000+ Jumlah = Rp 816.500
Dari perhitungan biaya larutan untuk proses pelapisan kedua sistem tersebut, ternyata perbedaannya cukup besar,
-
-3. Tindakan Produksi Bersih CN + HOCl CNCl + OH
-
-a. Sistem proses larutan alkali cyanida CNCl + 2OH CNO + Cl- + H O2
-Pengolahan limbah pada larutan proses 2CNO + 3OCl + H O CO + N +
2 2 2
-
-ini dilakukan dengan sistem 2 (dua) jalur, 3Cl + 2OH yaitu : (1) pengolahan limbah dari proses
pengerjaan persiapan dan pengerjaan
A p a b i l a d i t i n j a u d a r i b i a y a akhir, (2) pengolahan limbah larutan
pengolahan limbah sesuai bahan kimia cyanida dari proses pelapisan dengan
yang digunakan, maka dapat dihitung tujuan untuk mereduksi gas cyanida,
seperti berikut : setelah gas cyanida tereduksi, maka
· Kapur (calsium hydroksida) : kedua limbah tersebut disatukan.
5 gr/l x 1 ltr x Rp. 4.000 = Rp 20 Untuk lebih jelasnya pada Gambar 1
dijelaskan aliran proses pengolahan · Asam sulfat :
limbah dari proses pelapisan dengan 5 gr/l x 1 ltr x Rp. 2.000 = Rp. 10 menggunakan larutan alkali cyanida.
· Sodium hydrochlorida :
10 gr/l x 1 ltr x Rp. 20.000 = Rp. 200 + Jumlah = Rp. 230 Dari tahapan maupun reaksi yang terjadi terlihat memerlukan waktu cukup lama, maka bila ditinjau dari segi biaya maupun proses pengolahan limbah, hal ini cukup memberatkan perusahaan, karena bisa meningkatkan biaya produksi yang akhirnya meningkatkan pula harga jual yang cukup Gambar 1. Aliran proses pengolahan limbah
sistem larutan alkali cyanida berat untuk bersaing dipasaran.
b. Pada sistem proses larutan alkali tanpa cyanida :
Pengolahan limbah untuk limbah
pengerjaan persiapan tidak begitu Pengolahan limbah pada proses larutan bermasalah, karena cukup mereaksi limbah alkali cyanida cukup efisien, karena tersebut dengan kapur (calsium hydroksida) dilakukan secara terpadu dengan atau caustik soda dan asam sulfat, sebab pengolahan limbah dari limbah dengan tereaksinya limbah tersebut dengan pengerjaan persiapan dan akhir.
bahan seperti kapur atau caustik soda dan Yang dimaksud dengan pengolahan asam, maka limbah sudah akan menjadi limbah secara terpadu adalah limbah
netral. buangan dari pekerjaan persiapan dan
Sedangkan untuk pengolahan akhir dapat disatukan dengan limbah limbah cyanida relatif komplek dan buangan dari proses pelapisan, memerlukan lebih dari satu tahapan. Prinsip kemudian diolah secara terpadu dengan pengolahanya adalah merusak atau mereaksikannya dengan bahan-bahan mengoksider cyanida dengan sodium kimia seperti kapur (calsium hydroksida) hydrochlorida menjadi cyanida chlor aktif, atau caustik soda dan asam sulfat, hingga cyanida teroksidasi menjadi CNO setelah itu limbah langsung dapat dan akhirnya menjadi CO dan N . Reaksi 2 2 dinetralisir hingga pH menjadi 6,5-7,5. yang terjadi adalah sebagai berikut : Dengan demikian, bila dilihat dari segi
pengolahan limbah dari sistem ini 3. Dari akumulasi biaya produksi yang sangat menguntungkan disamping itu dikaitkan dengan biaya pengolahan air cemaran yang terjadi juga cukup limbah, maka proses pelapisan dengan rendah, karena bahan-bahan yang larutan alkali tanpa cyanida lebih digunakan cukup akrab lingkungan. rendah.
4. Hasil pengujian terhadap beberapa variabel lapisan, ternyata hasil lapisan Sebagai gambaran biaya pengolahan
yang menggunakan larutan alkali tanpa limbah sesuai bahan kimia yang
cyanida, menghasilkan lapisan yang digunakan dapat dihitung sebagai
bermutu tinggi (baik) halus. berikut :
5. Oleh karena komposisi larutan alkali · Kapur (calsium hydroksida) :
tanpa cyanida tidak banyak bervariasi, 5 gr/l x 1 ltr x Rp. 4.000 = Rp. 20
maka pengolahan limbah cairnya tidak · Asam sulfat :
memerlukan peralatan khusus dan 5 gr/l x 1 ltr x Rp. 2.000 = Rp. 10 + pengolahannya sangat mudah dan tidak
Jumlah = Rp 30 rumit.
Sebagai gambaran untuk lebih jelasnya 6. Kestabilan larutan alkali tanpa cyanida pada Gambar 2 dijelaskan aliran proses lebih terjamin dan pengontrolan larutan pengolahan limbah lapis seng larutan l e b i h m u d a h , s e h i n g g a d a p a t alkali tanpa cyanida secara terpadu meningkatkan daya saing.
disini tampak aliran hanya satu jalur.
Saran
Saran tindak lanjut atas kesimpulan di atas : Perlu adanya sosialisasi kepada para karyawan perusahaan pelapisan logam u n t u k t i d a k m e n g g u n a k a n b a h a n berbahaya dan beracun seperti cyanida agar hasil produksinya bersih dan ramah Gambar 2. Aliran proses pengolahan limbah lingkungan.
lapis seng larutan alkali non cyanida
DAFTAR PUSTAKA
KESIMPULAN DAN SARAN
Azhar A. Saleh. 2000. “Teknik PelapisanKesimpulan Nickel Chromium”. Balai Besar Logam
Kesimpulan yang dapat ditarik dari uraian dan Mesin, Bandung.
di atas : ASTM B-117-90. 2003 “Methode of Salt
1. Proses pelapisan menggunakan larutan Spray Testing”.
alkali cyanida, penggunaan bahan lebih ASTM B-530-75. 2005. “Measurement of ekonomis, tidak banyak variabel. Coating Thickness Bay The Magnetin Sehingga sangat menguntungkan bila Mehode”.
ditinjau dari biaya penggunaan bahan. ASTM B-571-79. 2006. “Adhesion of 2. Proses pengolahan air limbah (waste Metallic Coating”.
water treatment) tidak rumit, biaya Canning W. 2006. “The Canning Handbook rendah dan pengaruh cemaran terhadap On Electroplating”. Limited, Gt. lingkungan rendah (tidak berbahaya). Hamton St B 186 AS.
F r e d e r i c k A . L o w e n h e i n . 2 0 0 6 . Kawasaki, Motoo. 2000, “Practical ”Electroplating”. Sponsored by The Electroplating Finishing” Publication American Electropaletrs, New York. Ltd, Tokyo.
Frank Atmayer. 2003. “Pollution Prevention L e w e n h e i n , F A . 2 0 0 5 . “ M o d e r n Metal Finishing and Electroplating Electroplating”. John Wiley Sons Inc.
Processes”. London.
Graham. 2008. “Electroplating Engineering L a w e n h e n , F A . 2 0 0 3 . ” M o d e r n
Hand Book”. Electroplating”. John Wiley Sons. Inc.
London. JIS H 8617. 2000. “Electroplated Coating of
Nickel and Chromium”. Nobuyuki, Hata. 2005. “Standard and
Testing Methode of Electroplating”. Jim Mille. 2006. “Basic Principles In Waste
Sanshi Filter Mfg.Co.Ltd. Treatment of Metal Finishing and