BAB II
TINJAUAN PUSTAKA
2.1Kelapa Sawit
Tanaman kelapa sawit (Elaeis guineensis Jacq.) merupakan tumbuhan tropis golongan palma yang termasuk tanaman tahunan. Tanaman ini adalah tanaman berkeping satu yang masuk dalam genus Elais, family Palmae, kelas divisio Monocotyledonae, subdivisio Angiospermae dengan divisio
Spermatophyta. Nama Elaeis berasal dari kata Elaion yang berarti minyak dalam bahasa Yunani, guineensis berasal dari kata Guinea yang berarti Afrika. Jacq
berasal dari nama botanis Amerika yang menemukannya, yaitu Jacquine. Tanaman ini tumbuh pada iklim tropis dengan curah hujan 2000 mm/tahun dan suhu 22-32°C (Basiron 2005). Kelapa sawit berasal dari Afrika Barat dan di Indonesia tanaman ini pertama kali ditanam di Kebun Raya Bogor oleh orang Belanda pada tahun 1848 (Sambanthamurthi et al. 2000). Berikut gambar pohon kelapa sawit:
2.2Kandungan Kimia Kelapa Sawit
Minyak kelapa diekstraksi dari mesocarp buah dari Elaeis guineensis sawit. Ada beberapa jenis tanaman ini tetapi Tenera, yang merupakan hibrid dari Dura dan Pisifera, hadir melimpah melalui luar Semenanjung keseluruhan mesocarp ini terdiri dari sekitar 70 - 80% dari berat buah dan sekitar 45 -50% dari mesocarp ini adalah minyak. Sisanya buah terdiri dari shell, kernel, kelembaban dan lemak diekstraksi fiber, non minyak lainnya dikenal sebagai crude palm oil (CPO). Minyak kelapa sawit seperti semua lemak dan minyak terdiri dari:
1. Tryglyceride
Ini adalah senyawa kimia dari satu molekul gliserol terikat dengan tiga molekul asam Lemak.
CH2-OH + R1-COOHC H2 – COOR1
CH -OH + R2-COOH CH – COOR2 + 3H 2O CH 2 - OH + R3-COOH CH 2 – COOR3
2. Mono dan di-glycerides dan FFA
Dengan adanya panas dan air trigliserida putus dengan proses yang dikenal sebagai hidrolisis membentuk asam lemak bebas sehingga menghasilkan mono dan di-glycerides dan FFA yang sangat penting bagi penyuling. Hidrolisis dapat direpresentasikan sebagai berikut:
CH2 – COOR1 + CH2 - OH
CH – COOR2 + H 2 O CH - COOR2 + R1COOH CH2 – COOR3 + CH2- COOR3
mono dan digliserida dikatakan sangat penting dalam proses fraksinasi karena mereka bertindak sebagai agen pengemulsi menghambat pembentukan kristal dan membuat filtrasi sulit.
3. Moisture dan Dirt
Ini adalah hasil penggilingan praktek. penggilingan yang baik akan mengurangi kelembaban dan kotoran dalam minyak sawit tetapi biasanya berada dalam kisaran 0,25%.
4. Minor Komponen
Ini diklasifikasikan ke dalam satu kategori karena mereka lemak di alam tetapi tidak benar-benar minyak. Mereka disebut sebagai unsaponifiable masalah dan mereka adalah sebagai berikut:
a. Carotineoids b. Tocopherol c. Sterol d. Polar Lipid e. Kotoran
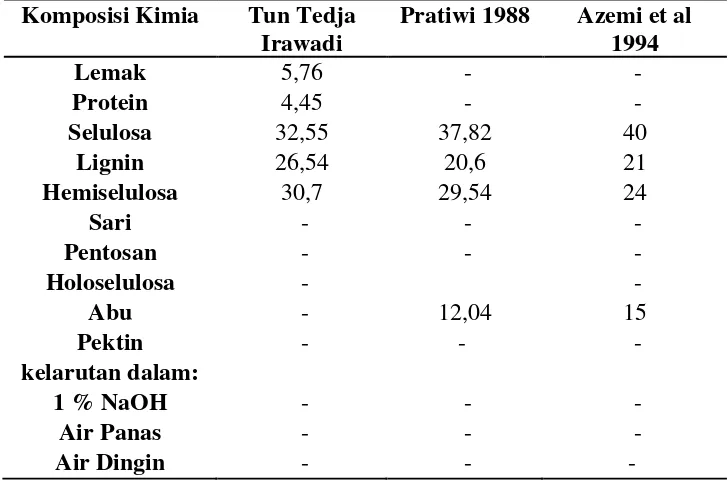
dibuang di jalan-jalan di daerah perkebunan kelapa sawit untuk mengeraskan jalan. Berikut tabel komposisi kimia yang terdapat di tandan kosong kelapa sawit:
Tabel 2.1 Komponen kimia tandan kosong kelapa sawit (persen berat kering) Komposisi Kimia Tun Tedja
Irawadi
gula sederhana (glukosa). Ikatan lignin pada selulosa yang sangat erat dan rumit memerlukan perlakuan tersendiri sebelum proses pengolahan (Said, 1994).
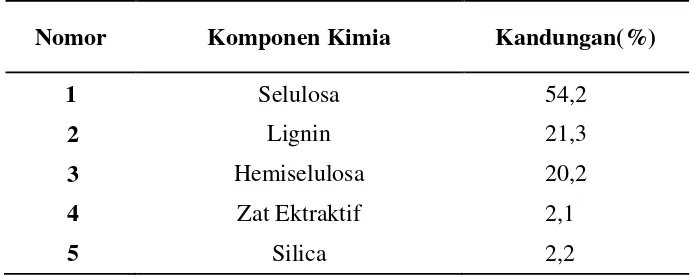
Sedangkan komposisi kimia pelepah kelapa sawit dapat dilihat pada tabel berikut:
Tabel 2.2 Komposisi kimia Pelepah Kelapa Sawit
Nomor Komponen Kimia Kandungan(%)
1 Selulosa 54,2
2 Lignin 21,3
3 Hemiselulosa 20,2
4 Zat Ektraktif 2,1
5 Silica 2,2
Sumber: Herryawan Irfanto, Padil, Yelmida A.
2.3Cara Pemotongan Tandan dan Pelepah
Panen adalah pemotongan tandan buah dari pohon sampai dengan pengangkutan ke pabrik yang meliputi kegiatan pemotongan tandan buah matang, pengutipan brondolan, pemotongan pelepah, pengangkutan hasil ke TPH, dan pengangkutan hasil ke pabrik (PKS). Panen merupakan salah satu kegiatan penting dalam pengelolaan tanaman kelapa sawit. Selain bahan tanam (bibit) dan pemeliharaan tanaman, panen juga merupakan faktor penting dalam pencapain produktivitas.
Berdasarkan tinggi tanaman ada 2 cara panen yg umum di lakukan oleh perkebunan kelapa sawit. Untuk tanaman yg berumur kurang dari 7 tahun cara panen menggunakan alat dodos yg lebar 10-72,5 cm dengan gagang pipa besi/tongkat kayu. Sedangkan tanaman yg berumur 7 thn/ lbh pemanenen menggunakan egrek yg disambung dengan pipa aluminium/batang bambu dengan diameter kurang lebih 5-8 cm. Adapun tujuan dari pemanenan atau pemotongan tandan buah dan pelepah kelapa sawit adalah sebagai berikut:
− Memanen semua buah pada tingkat kematangan yang optimum, yaitu pada saat tandan buah segar (TBS) mengandung minyak dan kernel tertinggi. − Memanen hanya buah yang matang dan mengutip brondolan.
− Mengirim TBS ke pabrik dalam waktu 24 jam setelah panen. Hal ini dimaksudkan untuk mengurangi kandungan asam lemak bebas di dalam minyak sawit mentah.
− Pada saat kelapa sawit berumur 3 tahun : 0.6 ton/hk. − Pada saat kelapa sawit berumur 4 tahun : 0.8 ton/hk. − Pada saat kelapa sawit berumur 5 tahun : 1.2 ton/hk.
− Pada saat kelapa sawit berumur diatas 5 tahun : 1.5 ton/hk.
Standar panen yg digunakan antara satu perusahaan dan perusahaan lain kemungknan berbeda salah satunya sebagai berikut:
− Tandan buah matang harus mempuyai sedikitnya 1 brondolan di piringan sebagai tanda buah tersebut siap di panen
− Pelepah yang di tunas di potong dan di susun rapi pd gawangan − Rotasi panen di pertahankan pada interval 7-10 hari
− TBS di brondolan di susun rapi di tph (tempat pemungutan hasil) untk pengangkutan ke pabrik
− Tangkai buah di potong dan seluruh kotoran tandan (tbs) di bersihkan sebelum pengangkutan
− Tingkat ekstraksi minyak >22% dan kandungan ABL <2%
2.4 Pisau Egrek/Pisau Pemanen Sawit
Bahan baku alat pemanen sawit dalam hal ini pisau egrek biasanya
menggunakan baja karbon sedang dari pegas daun mobil yang dalam bentuk
potongan plastrip sesuai dengan ukuran egrek dan tipe yang ada. Proses produksi
egrek ini menggunakan pembakaran arang kayu atau dipanaskan didalam furnace
guna untuk mempermudah proses tempa (hammer). Proses pembakaran
Sumbe Gambar 2.2Pisau Egrek/Pisau Pemanen Sawit
Dalam proses produksi egrek, beberapa tahapan yang harus dilalui antara
lain:
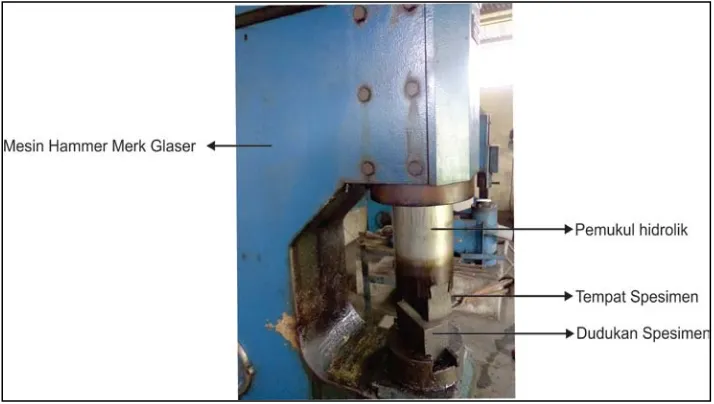
1. Proses hammer
Baja karbon sedang yang sudah dalam bentuk potongan platstrip dibakar
dalam tungku pembakaran selama menit tujuannya agar baja karbon sedang
tersebut mudah untuk dibengkokkan karena pada awal tahap ini dilakukan proses
tarik ekor yaitu pada ujung potongan baja karbon. Proses tarik ekor ini dilakukan
dengan menggunakan mesin tempa. Setelah proses tarik ekor, potongan baja
karbon dipanaskan kembali. Akibat pemanasan ini, ukuran baja karbon semakin
memanjang karena mengalami proses pemuaian. Selanjutnya dilakukan proses
buka bagian depan dengan menggunakan mesin tempa. Agar ukuran/dimensi
platstrip tersebut rata, maka dibawa ke tempat pemotongan dan dipotong dengan
menggunakan mesin potong. Kemudian dipanaskan kembali di tungku
mesin rolling sesuai dengan bentuk egrek yang sudah standard dan dipukul rata
dengan menggunakan mesin tempa. Seperti gambar dibawah ini.
Sumber : Foto Mesin Tempa Di Balai Riset Dan Standarisasi Industri Medan Gambar 2.3 Mesin Tempa (hammer)
2. Proses Polishing
Hasil akhir dari proses mesin tempa sudah dalam bentuk egrek tetapi
masih memerlukan pemolesan kembali agar sesuai dengan ukuran standard
perusahaan. Tahap pertama proses ini adalah penggambaran pola. Dalam
penggambaran pola ini, digunakan egrek yang sudah terstandard sebagai acuan
dalam pembuatan. Dengan menggambar pola ini, maka operator dapat dengan
mudah memformat dengan menggunakan mesin format dan mempertajam bagian
tepinya. Setelah selesai diformat, egrek dibawa ke proses flating. Proses flating ini
merupakan proses pemukulan dengan menggunakan palu, tujuannya agar egrek
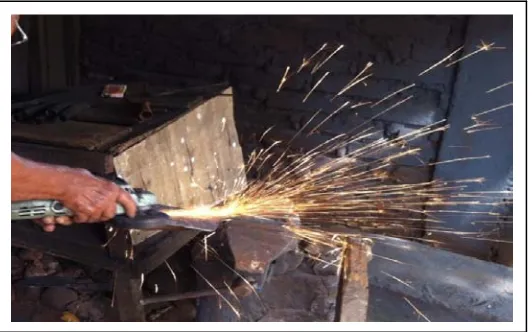
3. Gerinda kasar
Setelah selesai dari proses format, egrek dibawa ke stasiun gerinda kasar.
Pada tahap ini dilakukan kegiatan tekuk ekor dengan menggunakan mesin gerinda
sehingga bagian ujungnya runcing dan bagian tepinya juga makin dipertajam.
Proses ini merupakan proses paling lama karena membutuhkan waktu sekitar
tujuh menit untuk menyelesaikannya. Setelah kegiatan gerinda selesai, maka
kembali dibawa ke tempat flating untuk dipukul dengan palu. Akhir proses selalu
dilakukan proses pemukulan yang tujuannya agar egrek tidak baling karena
biasanya setelah mengalami proses permukaan egrek tersebut tidak rata.
Sumber : Foto Di Pandai Besi Pancur Medan Gambar 2.4 Mesin Gerinda Kasar
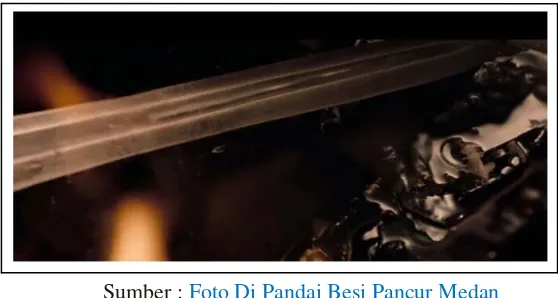
4. Penyepuhan
Setelah mengalami proses gerinda kasar, egrek tersebut di sepuh dengan
memanaskan pada tungku pembakaran. Oleh karena itu sebelum disepuh, arang
dibakar selama 5 menit pada tungku pemanasan sehingga suhu mencapai diatas
850˚C. Tujuan dari proses ini adalah untuk mengeluarkan kandungan karbon
kepermukaan bahan sehingga egrek tersebut makin keras. Pada tahap penyepuhan
ini terjadi dua proses yaitu proses pengerasan (hardening) dan proses tempering.
apabila pada tahap pemanasan suhu sudah terlalu tinggi maka egrek dapat patah
maka dilanjutkan dengan tahap tempering agar panas pada egrek dapat
disesuaikan. Sesudah disepuh, tahap selanjutnya egrek masih mengalami proses
flating untuk meratakan permukaan egrek (agar tidak baling).
Sumber : Foto Di Pandai Besi Pancur Medan Gambar 2.5 Poses Penyepuhan
5. Gerinda halus
Egrek yang sudah disepuh dibawa ke mesin gerinda halus untuk digerinda.
Tujuan dari tahap ini adalah untuk memutihkan permukaan egrek sehingga
tampak mengkilap dan tampak lebih tajam.
6. Finishing
Tahap finishing merupakan tahap pengecatan dengan menggunakan tiner.
Egrek direndam sebentar dalam wadah yang berisi tiner kemudian ditiriskan pada
lemari oven dengan temperatur 600˚C. Dalam lemari oven ini, bertujuan untuk
mengeringkan cat clear dan dibutuhkan waktu sekitar 30 menit agar cat clear
tersebut dapat benar-benar kering. Setelah itu, egrek yang sudah selesai dibawa ke
gudang produk jadi dengan menggunakan beko.
memiliki kelengkungan Radius 17cm sehingga dapat memahami dan memotong pelepah efektif. Sudut tepi (a) dirancang di lo ", dan sudut miring yang dijaga konstan sebesar 24,2 "di semua posisi. Dua bilah yang bergabung dengan poros (Abdul Razak Zelani 1998).
Pisau didukung oleh dua hubungan untuk mencegah gerakan lateral. Sebagai gaya pemotongan dilakukan oleh dua sisi dari dua bilah, kekuatan menarik dirasakan oleh load cell adalah gaya resultan dibutuhkan oleh kedua pisau untuk mencapai pemotongan. Gaya pemotongan yang dibutuhkan adalah sama dengan kekuatan perlawanan yang diberikan oleh materi. Dengan asumsi gaya gesekan pada poros Z diabaikan dibandingkan dengan gaya menarik (0, persamaan berikut merupakan maksimum memotong gaya yang dibutuhkan pada pemotongan titik.
− Fc = cutting gaya (kg)
− f = gaya dirasakan oleh sel beban (kg)
− k = jarak tegak lurus dari poros ke garis Fc (menetapkan 23cm) − x = jarak horizontal dari titik tumpu untuk keterkaitan (cm) − Z = poros di mana dua pisau melesat
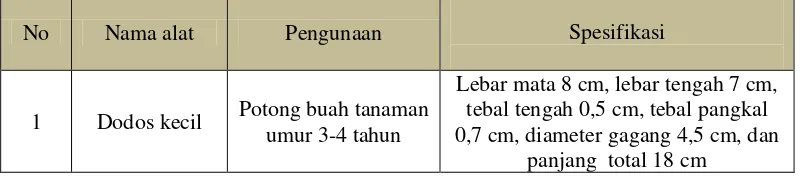
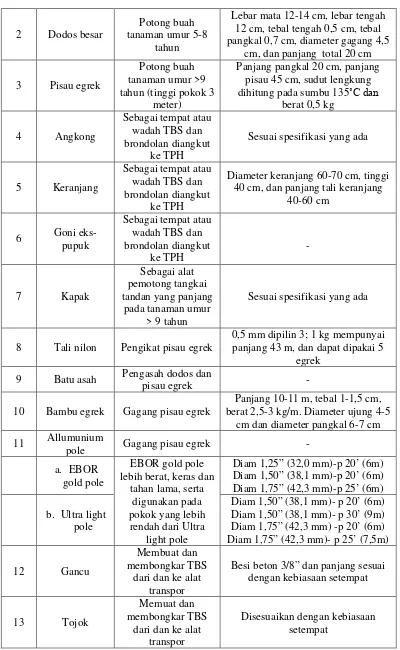
Tabel 2.3 Nama – Nama Alat untuk Pemotong Pemanen Kelapa Sawit
No Nama alat Pengunaan Spesifikasi
1 Dodos kecil Potong buah tanaman umur 3-4 tahun
Lebar mata 8 cm, lebar tengah 7 cm, tebal tengah 0,5 cm, tebal pangkal 0,7 cm, diameter gagang 4,5 cm, dan
Tabel Lanjutan:
2 Dodos besar
Potong buah tanaman umur 5-8
tahun
Lebar mata 12-14 cm, lebar tengah 12 cm, tebal tengah 0,5 cm, tebal pangkal 0,7 cm, diameter gagang 4,5
cm, dan panjang total 20 cm
3 Pisau egrek
Potong buah tanaman umur >9 tahun (tinggi pokok 3
meter)
Panjang pangkal 20 cm, panjang pisau 45 cm, sudut lengkung dihitung pada sumbu 135˚C dan
berat 0,5 kg
Sesuai spesifikasi yang ada
5 Keranjang
Sebagai tempat atau wadah TBS dan brondolan diangkut
ke TPH
Diameter keranjang 60-70 cm, tinggi 40 cm, dan panjang tali keranjang
40-60 cm
Sesuai spesifikasi yang ada
8 Tali nilon Pengikat pisau egrek
0,5 mm dipilin 3; 1 kg mempunyai panjang 43 m, dan dapat dipakai 5
egrek 9 Batu asah Pengasah dodos dan
pisau egrek -
10 Bambu egrek Gagang pisau egrek
Panjang 10-11 m, tebal 1-1,5 cm, berat 2,5-3 kg/m. Diameter ujung 4-5
cm dan diameter pangkal 6-7 cm 11 Allumunium
pole Gagang pisau egrek -
a. EBOR gold pole
EBOR gold pole lebih berat, keras dan
tahan lama, serta
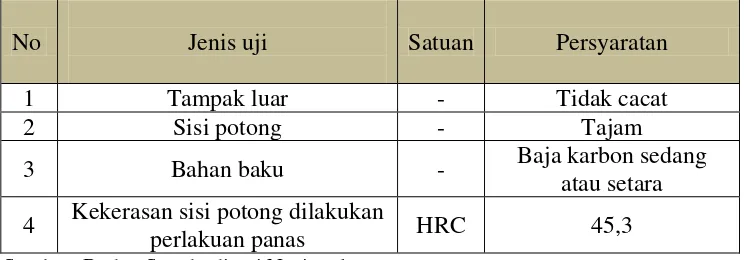
Tabel 2.4 Syarat Mutu Egrek – SNI
No Jenis uji Satuan Persyaratan
1 Tampak luar - Tidak cacat
2 Sisi potong - Tajam
3 Bahan baku - Baja karbon sedang
atau setara 4 Kekerasan sisi potong dilakukan
perlakuan panas HRC 45,3
Sumber: Badan Standardisasi Nasional
2.5 Baja
Baja adalah besi karbon campuran logam yang dapat berisi konsentrasi dari element campuran lainnya, ada ribuan campuran logam lainnya yang mempunyai perlakuan bahan dan komposisi berbeda. Sifat mekanis sensitif kepada isi dari pada karbon, yang mana secara normal kurang dari 1,0%C. Sebagian dari baja umum digolongkan menurut konsentrasi karbon, yakni ke dalam rendah, medium dan jenis karbon tinggi.
Baja merupakan bahan dasar vital untuk industri. Semua segmen kehidupan, mulai dari peralatan dapur, transportasi, generator pembangkit listrik, sampai kerangka gedung dan jembatan menggunakan baja. Besi baja menduduki peringkat pertama di antara barang tambang logam dan produknya melingkupi hampir 90 % dari barang berbahan logam.
Baja merupakan paduan besi (Fe) dengan karbon (C), dimana kandungan karbon tidak lebih dari 2%.
Baja banyak digunakan karena baja mempunyai sifat mekanis lebih baik dari pada besi, sifat baja antara lain :
• Mudah ditempa • Mudah diproses
• Sifatnya dapat diubah dengan mengubah karbon • Sifatnya dapat diubah dengan perlakuan panas • Kadar karbon lebih rendah dibanding besi • Banyak di pakai untuk berbagai bahan peralatan.
Walaupun baja lebih sering digunakan, namun baja mempunyai kelemahan yaitu ketahanan terhadap korosinya rendah.
Berdasarkan komposisi dalam prakteknya baja terdiri dari beberapa macam yaitu: Baja Karbon ( Carbon Steel ), dan Baja Paduan ( Alloyed Steel ).
2.5.1 Baja Karbon
Baja karbon terdiri dari besi dan karbon. Karbon merupakan unsur pengeras besi yang efektif dan murah dan oleh karena itu umumnya sebagian besar baja hanya mengandung karbon dengan sedikit unsur paduan lainnya (Smallman, 1991).
Baja karbon ini digolongkan menjadi 3 bagian yaitu: 1. Baja karbon rendah (<0,30 % C)
2. Baja karbon menengah (0,3%-0,7% C) 3. Baja karbon tinggi (0,70% -1,40% C)
1. Baja Karbon Rendah
b. Baja karbon rendah mengandung 0,05% C digunakan untuk keperluan badan kendaraan.
c. Baja karbon rendah mengandung 0,15% - 0,25% C digunakan untuk kontruksi dan jembatan.
2. Baja Karbon Menengah
a. Baja karbon menengah mengandung 0,03 – 0,6% C. Baja karbon menengah dibagi menjadi 4 bagian menurut kegunaanya yaitu:
b. Baja karbon 0, 35- 0,45% C digunakan menjadi roda gigi dan poros. c. Baja karbon 0,4% C digunakan untuk keperluan industri kendaraan,
mur, poros, engkol dan batang torak.
d. Baja karbon 0,5 – 0,6 % C digunakan untuk roda gigi. e. Baja karbon 0,55 – 0,6 % C digunakan untuk pegas. Baja karbon menengah memilliki ciri- ciri:
a. Memiliki sifat mekanik yang lebih baik dari pada baja karbon rendah. b. Lebih kuat dan keras dari pada baja karbon rendah dan tidak mudah
dibentuk oleh mesin.
c. Dapat dikeraskan dengan mudah (quenching). 3. Baja Karbon Tinggi
Baja karbon tinggi mengandung karbon antara 0,6 – 1,7% C badasarakan kegunaan dibagi menjadi:
a. Baja karbon 0,6 – 0,7% C digunakan untuk pembuatan pegas, perkakas (landasan mesin, martil) dan alat-alat potong.
Baja karbon tinggi memiliki ciri-ciri sebagai berikut: a. Sangat kuat dan keras serta tahan gesekan. b. Sulit dibentuk oleh mesin.
c. Mengandung unsur sulfur dan fosofor mengakibatkan kurangnya sifat liat.
d. Dapat dilakukan proses heat treatment yang baik.
Pengklasifikasian baja karbon menurut standar American International and Steel Iron (AISI) dan Society for Automotive Engines (SAE) diberi kode dengan empat angka. Dua angka pertama adalah 10 yang menujukan nominal 1/100 % sebagai contoh AISI-SAE 1045 menunjukan kadar karbon 0,45 %.
2.5.2 Baja Paduan
Baja paduan diklasifikasikan menurut kadar paduannya dibagi menjadi: 1. Baja paduan rendah (low-aloy steel ), jika elemen paduan ≤ 2,5 %
misalnya unsur Cr, Mn, S, Si, P dan lain-lain.
2. Baja paduan menengah (medium-aloy steel ), jika elemen paduannya 2,5-10 % misalnya unsur Cr, Mn, Ni, S, Si, P dan lain-lain.
3. Baja paduan tinggi (high- alloy steel) jika elemen paduannya > 10 % misalnya unsur Cr, Mn, Ni, S, Si, P dan lain-lain.
kromium, molibden, vanadium, mangan dan wolfram yang berguna untuk memperoleh sifat-sifat baja yang dikehendaki (Amanto, 1999).
2.5.3 Sifat-Sifat Baja
Untuk dapat menggunakan bahan teknik dengan tepat, maka bahan tersebut harus dapat dikenali dengan baik sifat-sifatnya yang mungkin akan dipilih untuk digunakan. Sifat-sifat tersebut tentunya sangat banyak macamnya, untuk itu secara umum sifat-sifat bahan tersebut dapat diklasifikasikan sebagai berikut :
1. Sifat Kimia
Dengan sifat kimia diartikan sebagai sifat bahan yang mencakup antara lain kelarutan bahan terhadap larutan kimia, basa atau garam dan pengoksidasiannya terhadap bahan tersebut. Salah satu contoh dari sifat kimia yaitu : korosi.
2. Sifat Teknologi
Sifat teknologi adalah sifat suatu bahan yang timbul dalam proses pengolahannya. Sifat ini harus diketahui terlebih dahulu sebelum mengolah atau mengerjakan bahan tersebut.
Sifat-sifat teknologi antara lain : sifat mampu las (weldability), sifat mampu dikerjakan dengan mesin (machineability), sifat mampu cor (castability), dan sifat mampu dikeraskan (hardenability)
3. Sifat Mekanik
Sifat-sifat mekanik antara lain : a) Kekuatan (strength)
Menyatakan kemampuan bahan untuk menerima tegangan tanpa menyebabkan bahan tersebut menjadi patah. Kekuatan ini ada beberapa macam, dan ini tergantung pada beban yang bekerja antara lain dapat dilihat dari kekuatan tarik, kekuatan geser, kekuatan tekan, kekuatan puntir, dan kekuatan bengkok.
b) Kekerasan (hardness)
Dapat didefenisikan sebagai kemampuan bahan untuk bertahan terhadap goresen, pengikisan (abrasi), penetrasi. Sifat ini berkaitan erat dengan sifat keausan (wear resistance). Dimana kekerasan ini juga mempunyai korelasi dengan kekuatan.
c) Kekenyalan (elasticity)
d) Kekakuan (stiffness)
Menyatakan kemampuan bahan untuk menerima tegangan/beban tanpa mengakibatkan terjadinya perubahan bentuk (deformasi) atau defleksi. Dalam beberapa hal kekakuan ini lebih penting daripada kekuatan.
e) Plastisitas (plasticity)
Menyatakan kemampuan bahan untuk mengalami sejumlah deformasi plastis yang permanen tanpa mengakibatkan terjadinya kerusakan. Sifat ini sangat diperlukan bagi bahan yang akan diproses dengan berbagai proses pembentukan seperti, forging, rolling, extruding dan sebagainya. Sifat ini sering juga disebut sebagai keuletan/kekenyalan (ductility). Bahan yang mampu mengalami deformasi plastis yang cukup tinggi dikatakan sebagai bahan yang mempunyai keuletan / kekenyalan tinggi, dimana bahan tersebut dikatakan ulet / kenyal (ductile). Sedang bahan yang tidak menunjukan terjadinya deformasi plastis dikatakan sebagai bahan yang mempunyai keuletan rendah atau dikatakan getas / rapuh (brittle).
f) Ketangguhan (toughness)
Menyatakan kemampuan bahan untuk menyerap sejumlah energi tanpa mengakibatkan terjadinya kerusakan. Juga dapat dikatakan sebagai ukuran banyaknya energi yang diperlukan untuk mematahkan suatu benda kerja, pada suatu kondisi tertentu.
g) Kelelahan (fatigue)
kekuatan elastisitasnya. Sebagian besar dari kerusakan yang terjadi pada komponen mesin disebabkan oleh kelelahan. Karenanya kelelahan merupakan sifat yang sangat penting tetapi sifat ini juga sulit diukur karena sangat banyak faktor yang mempengaruhinya.
h) Keretakan (creep)
Merupakan kecenderungan suatu logam mengalami deformasi plastik yang besarnya merupakan fungsi waktu, pada saat bahan tersebut menerima beban yang besarnya relatif tetap.
2.5.4 Diagram Fasa Fe-C
Diagram keseimbangan besi karbon seperti pada gambar 2.1 adalah diagram yang menampilkan hubungan antara temperature dimana terjadi perubahan fasa selama proses pendinginan dan pemanasan yang lambat dengan kadar karbon. Diagram ini merupakan dasar pemahaman untuk semua operasi-operasi perlakuan panas. Dimana fungsi diagram fasa adalah memudahkan memilih temperatur pemanasan yang sesuai untuk setiap proses perlakuan panas baik proses anil, normalizing maupun proses pengerasan.
Baja dibagi dua bagian yaitu baja yang mengandung kurang dari 0,83% disebut hypoetectoid dan baja yang mengandung lebih dari 0,83% sampai dengan 2% karbon disebut dengan hyperetectoid.
Pemanasan pada suhu 723 0C dengan komposisi 0,8 % C disebut dengan titik eutectoid. Apabila dilakukan pemanasan sebelum mencapai titik eutectoid, pada titik hypoeutectoid terbentuk fasa pearlit dan ferrit.Sedangkan dibawah
hypereutectoid mempunyai fasa pearlit dan sementit. Pada pemanasan melewati garis eutectoid, terjadi perubahan fasa pearlit menjadi austenite. Ketika paduan A (A1) mencapai suhu 7230C (suhu eutektoid) sisa austenit sekitar 0,8% C (meskipun sebenarnya jumlah komposisinya 0,4%). Oleh karena itu, pada titik
eutectoidreaksi yang terjadi adalah perubahan sisi austenite menjadi pearlite (α +
Fe3C). ketika paduan A (A3) mencapai suhu 9100C, ferit bcc mulai berubah bentuk menjadi austenite. Ini merupakan reaksi solid dan dipengaruhi oleh difusi karbon pada austenite. Ferrit yang berisi karbon terbentuk dengan sangat lambat. Keadaaan paduan A (Acm) transformasi Fe3C menjadi austenite secara keseluruhan pada suhu ini, seperti prediksi pada diagram. Seluruh system austenite fcc dengan kadar karbon 0.95 %.
menjadi fasa alpha, dan bila dilanjutan pendinginan di bawah sedikit batas kritis, ferrit akan bergabung didalam pearlit dan austenite akan bertransformasi menjadi karbida (sementit). Andaikan didinginkan cepat, fasa akan bertransformasi menjadi sementit dan pearlit. Dalam hal ini, pengaruh waktu tahan sangat menetukan pada pembetukan perubahan butir. Adapun macam –macam struktur yang ada pada besi karbon adalah sebagai berikut:
1. Ferrit
Ferrit adalah fasa larutan padat yang memiliki struktur BCC (body centered cubic). Ferrit terbentuk akibat proses pendinginan yang lambat dari austenit baja hypotektoid pada saat mencapai A3. Ferrit bersifat sangat lunak,ulet dan memiliki kekerasan sekitar 70 - 100 BHN dan memiliki konduktifitas yang tinggi.
2. Austenit
Fasa Austenit memiliki struktur atom FCC (Face Centered Cubic).Dalam keadaan setimbang fasaaustenit ditemukan pada temperatur tinggi.Fasa ini bersifat non magnetik dan ulet (ductile) pada temperatur tinggi.Kelarutan atom karbon di dalam larutan padat austenite lebih besar jika dibandingkan dengan kelarutan atom karbon pada fasa ferrit dan memiliki kekerasan sekitar 200 BHN.
3. Sementit
Semenit adalah senyawa besi dengan karbon yang umum dikenal sebagai karbida besi dengan kandungan karbon 6,67% yang bersifat keras sekitar 5-68 HRC.
Perlit adalah campuran sementit dan ferit yang memiliki kekerasan sekitar 10-30 HRC. Perlit yang terbentuk sedikit dibawah temperatur eutektoid memiliki kekerasan yang lebih rendah dan memerlukan waktu inkubasi yang lebih banyak.
5. Bainit
Bainit merupakan fasa yang kurang stabil yang diperoleh dari austenit pada temperatur yang lebih rendah dari temperature transformasi ke perlit dan lebih tinggi dari transformasi ke martensit.
6. Martensit
Martensit merupakan larutan padat dari karbon yang lewat jenuh pada besi alfa sehingga latis-latis sel satuannya terdistorsi.
2.6 Tegangan dan Regangan 2.6.1 Tegangan
1. Tegangan secara umum
Salah satu masalah fundamental dalam mechanical engineering adalah menentukan pengaruh beban pada komponen mesin atau peralatan. Hal ini sangat essensial dalam perancangan mesin karena tanpa diketahuinya intensitas gaya di dalam elemen mesin, maka pemilihan dimensi, material, dan parameter lainnya tidak dapat dilakukan. Intensitas gaya dalam pada suatu benda didefinisikan sebagai tegangan (stress). Untuk menjaga prinsip kesetimbangan, tentu pada penampang potongan imajiner tesebut terdapat gaya-gaya dalam yang bekerja. Kalau penampang imaginer tersebut dibagi menjadi elemen-elemen yang sangat kecil ΔA, maka pada masing masing ΔA tersebut akan bekerja gaya dalam sebesar
bentuk gaya-gaya. Untuk mengetahui intensitas gaya di dalam benda maka dapat dilakukan dengan membuat potongan imaginer melalui titik O.
Gambar 2.7 Konsep Intensitas Gaya Dalam Sebuah Benda Yang Mendapat Beban
2. Pengaruh Beban Terhadap Kondisi Tegangan
Dalam analisis elemen mesin masing-masing jenis beban perlu dipelajari pengaruhnya terhadap tegangan, regangan, maupun deformasi yang ditimbulkan. Berdasarkan lokasi dan metoda aplikasi beban serta arah pembebanan, beban dapat diklasifikasikan menjadi : beban normal, beban geser, beban lentur, beban torsi, dan beban kombinasi. Pengaruh jenis-jenis pembebanan tersebut terhadap tegangan, regangan maupun defleksi elemen mesin dapat ditentukan secara analitik untuk komponen yang sederhana. Sedangkan untuk komponen yang kompleks, dapat digunakan metoda numerik maupun metoda eksperimental.
Vektor tegangan T yang bekerja pada bidang potongan imajiner dapat diuraikan sebagai berikut :
Gambar 2.8 Komponen Tegangan Pada Bidang X-Y
Komponen tegangan yang bekerja tegak lurus terhadap bidang disebut tegangan normal, sedangkan komponen yang bekerja dalam arah bidang kerja disebut tegangan geser.
4. Tegangan Utama
Gambar 2.9 Tegangan Utama Tiga Dimensi
2.6.2 Regangan Elastis
Gambar 2.10 Ilustrasi Regangan beban Tarik Unaksial
Jika benda isotropik pada gambar 2.9 diberi beban geser murni dalam pada bidang y dalam arah x, maka benda tersebut hanya akan mengalami deformasi geser seperti ditunjukkan pada gambar 2.10. Dari deformasi geser tersebut didefinisikan regangan geser atau shear strain.
Dengan cara yang sama, regangan γxz dan γyz dapat ditentukan dengan memberikan beban geser murni dalam arah y dan z.