1
PENGARUH VARIASI ANODA DAN WAKTU PELAPISAN ELEKTROPLATING TERHADAP LAJU KEAUSAN GRINDING BALL
Bagus Tri Subangga, Endi Sutikno, Agustinus Ariseno
Jurusan Teknik Mesin Fakultas Teknik Universitas Brawijaya Malang Jalan MT. Haryono 167, Malang 65145, Indonesia
E-mail : [email protected]
ABSTRACT
Grinding ball is a media which is used to destroy material in appropriate size (mesh) which is needed in particular speed and capacity. In its application, must have well-hardness, wear-resistance and corrosion-resistance. The phenomenon that occurs in grinding ball is shrinking due to heat of the mill, uneven surface, and shattering of wear-resistance. The wear-resistance out occurs as the effect of pounding and friction from griding ball with material or another grinding ball. The factors causing wear-resistance are diameter of the line, grinding ball’s material used, and critical circle of the mill.
This research has been done the surface treatment electroplating process. Electroplating is a coating metal process with another metal by means of electrolysis. Therefore, there is a layer on the surface of a metal or alloy metal to increase the surface hardness, corrosion resistance and wear-resistance. In electroplating process, there were three anode variations using zinc, nickel and chrome and also time lining for 15 minutes, 30 minutes, 45 minutes and 60 minutes. In order to find the anode effects and electroplating lining time to grinding ball wear-resistance rapid, it was tested to milling simulation by grinding with quartz sand for 90 minutes.
The results of elektroplating can be obtained that zinc electroplating with 60 minutes time lining resulted the thickest layer coating was 2.67 𝜇𝑚. while the thinnest wear resistance rapid was chrome electroplating by 30-minutes lining was 8.9x10−2𝑚gram/detik.
Keywords: anode, time, electroplating, grinding ball, wear resistance
PENDAHULUAN
Grinding ball adalah material yang
digunakan dalam penggilingan dan
pencampuran klinker dan gypsum pada pabrik semen. komponen ini penting mengingat sangat berpengaruh pada hasil kehalusan semen yang diinginkan
Material yang dipilih sebagai bahan
grinding ball biasanya keramik, baja dan paduan. Kebutuhan industri semen akan
grinding ball cukup besar, sehingga biaya produksi terpengaruh oleh pengadaan
grinding ball secara cukup signifikan. [1]
Grinding ball tersebut harus mempunyai karakteristik keras (tahan aus), tangguh, tahan korosi untuk menanggung beban dan lingkungan selama proses penggilingan batuan. Permasalahannya grinding ball
sering mengalami penyusutan akibat panas
pada mill, pecah sebelum life time yang direncanakan dan tidak rata permukaannya sehingga tidak dapat bekerja dengan optimal. Untuk mengatasi permasalahan tersebut dapat dilakukan dengan cara pengecoran ulang grinding ball dan pelapisan permukaan.[5]
Elektroplating adalah salah satu proses perlakuan permukaan dengan menggunakan prinsip arus listrik dan
bantuan senyawa kimia sehingga
menghasilkan partikel pelapis yang melapisi material. Fungsi pelapisan ini meningkatkan ketahanan korosi, kekerasan permukaan dan ketahanan aus.
2 TINJAUAN PUSTAKA
Elektroplating
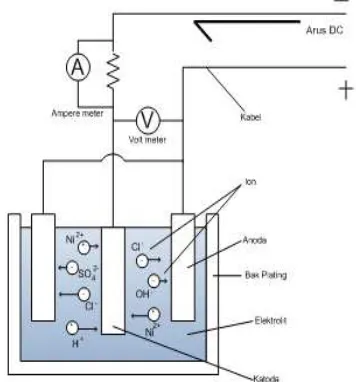
Elektroplating adalah salah satu proses melapisi logam dengan menggunakan prinsip arus listrik dan bantuan senyawa kimia sehingga menghasilkan partikel pelapis yang melapisi material.
Gambar 1 Proses elektroplating
Konsep dasar dalam pelapisan logam ini dengan mengendapkan/deposisi logam yang dihendaki dengan cara elekrolisa. Pada cairan elektrolit ini tercelup dua elektroda. Masing – masing elektroda dihubungkan dengan arus listrik, terbagi menjadi kutub positif (+) dan negatif (-) dikenal sebagai anoda (+) dan katoda (-). Reaksi yang terjadi pada masing – masing elektroda :
Anoda : M 𝑀𝑛++ 𝑛𝑒−
Katoda : M𝑛++ 𝑛𝑒− M Agar ion dapat terus mengalir dalam proses elektroplating maka digunakan arus listrik. Arus listrik tersebut menyebabkan elektron bermigrasi melalui anoda ke katoda. [2]
Elemen Sel Elektrolisa Elektrolit
Elektrolit adalah larutan asam/basa logam yang berfungsi membentuk ion-ion logam positif pada proses elektroplating. Komposisi elektrolit berbeda – beda tergantung sifat yang diinginkan dan jenis pelapisannya, namun selalu disesuaikan dengan penggunaan anoda – katodanya, karena pada dasarnya elektron hanya mengalirkan deposit ion logam yang terlarut pada elektrolit. Sehingga, setiap larutan elektrolit yang dijadikan rendaman tempat proses elektroplating harus mengandung bahan-bahan terlarut yang berfungsi sebagai berikut :
a) Menyediakan ion logam pada pelapisan
b) Membentuk kompleks ion dengan logam pelapis
c) Konduktor
d) Dapat menstabilkan larutan dari hidrolisis
e) Membantu pelarutan anoda
Arus
3 Elektroda
Elektroda dalam sel elektrolisa dapat disebut sebagai anoda atau katoda. Anoda ini didefinisikan sebagai elektroda dimana elektron datang dan oksidasi terjadi, sedangkan katoda didefinisikan sebagai elektroda dimana elektron kembali memasuki sel eletrolisa dan reduksi terjadi. Pada penelitian elektroplating ini, digunakan elektroda nikel, khrom dan seng sebagai anoda dan katodanya adalah grinding ball.
Reaksi Reduksi dan Oksidasi (Redoks)
Reaksi redoks adalah gabungan reaksi kimia yang terjadi pada sel elektrokimia. Reaksi oksidasi adalah suatu perubahan kimia dimana suatu zat melepas elektron. Pada sel elektrokimia oksidasi terjadi di anoda. Reaksi reduksi adalah suatu perubahan kimia dimana suatu zat menangkap elektron. Pada sel elektrokimia reduksi terjadi di katoda. Pada reaksi redoks, zat yang mengoksidasi disebut oksidator, sedangkan zat yang mereduksi zat lain disebut reduktor.
Suatu reaksi reduksi dapat
menimbulkan potensial listrik tertentu, yang disebut potensial elektroda (E) dan semakin mudah suatu unsur mengalami reduksi, maka makin besar potensial elektrodanya. Harga potensial elektroda yang sebenarnya dalam suatu reaksi reduksi tidak dapat dihitung, sebab tidak ada reaksi reduksi yang berlangsung tanpa diikuti rekasi oksidasi. Oleh karena itu harga potensial elektroda yang dipakai adalah harga potensial standar. Itulah sebabnya harga potensial elektroda lebih tepat disebut potensial reduksi standar atau potensial elektroda standar (E0). Elektroda yang dipakai sebagai standar dalam menentukan harga potensial elektroda adalah elektroda
hidrogen. Cara memperoleh dengan
mengalirkan gas hidrogen murni pada
elektroda platina (Pt) yang bersentuhan dengan asam (ion H+). Sehingga terjadi keseimbangan :
H2 2H+ + 2e
Harga potensial elektroda dari reaksi ini ditetapkan 0 volt. Kemudian harga potensial elektroda standar dari semua reaksi reduksi adalah harga yang dibandingkan terhadap potensial elektroda standar hidrogen.
Berdasarkan harga E0 maka dapat disusun suatu deret unsur mulai dari unsur dengan harga E0 terkecil sampai terbesar yang disebut deret volta yaitu :
Sifat – sifat dari deret volta ini adalah :
1. Logam yang terletak di sebelah kanan H memiliki harga E0 positif sedangkan di sebelah kiri H mempunyai harga E0 negatif. 2. Makin ke kanan letak suatu
logam pada deret volta, maka harga E0 logam makin besar. Hal ini berarti bahwa logam – logam di sebelah kanan H mudah mengalami reduksi atau sulit teroksidasi. Logam ini disebut logam pasif atau logam mulia.
3. Makin ke kiri, harga E0 dari logam semakin kecil yang berarti logam tersebut sulit tereduksi dan mudah teroksidasi. Logam ini disebut logam aktif.
Difusi
4
atom untuk berpindah tempat disebut energi aktivasi eV/atom dapat juga dinyatakan kalor/mol. [8]
Ion logam di permukaan bereaksi membentuk lapisan oksida, ion tersebut berdifusi menuju bidang batas antara permukaan logam dan elektrolit akibat arus listrik. Pada saat bersamaan elektron mengalir dan ion logam melakukan pertukaran akibat perbedaan konsentrasi. Sehingga membentuk lapisan yang mampu melekat pada logam katoda. Masing – masing anoda memiliki nilai berbeda untuk besaran arus listrik yang digunakan dan temperatur pengerjaan optimal.
Grinding ball
Grinding ball adalah sebuah media yang digunakan untuk menghancurkan material sesuai ukuran (mesh) yang diinginkan dalam kecepatan dan kapasitas tertentu. Karateristik yang harus dimiliki
grinding ball adalah kekerasan yang baik, daya tahan keausan dan tahan korosi.
Grinding ball membutuhkan kekerasan permukaan yang lebih keras dibandingkan bagian dalam (tetap ulet) agar daya impact
terserap dan tidak menyebabkan grinding ball pecah sebelum life time yang direncanakan karena mengalami gaya
impact dan gaya gesek.
Bahan yang sesuai dan memenuhi persyaratan grinding ball adalah logam yang mengandung Fe, yaitu besi/baja. Besi/baja memiliki sifat yang bervariasi, mulai dari sifat yang paling lunak hingga paling keras serta memiliki sifat mampu bentuk yang baik dalam proses pengecoran sehingga berbagai macam bentuk coran dapat dibuat dengan pengecoran. [7]
Menghitung ketebalan lapisan
Dalam Hukum elektrolisis, Michael Faraday menemukan :
1. Jumlah bahan yang
terdekomposisi saat elektrolisa berbanding lurus dengan kuat arus dan waktu dalam laruran elektrolit.
2. Jumlah perubahan kimia oleh satuan arus listrik sebanding dengan banyaknya arus yang mengalir.
Pernyataan tersebut dirumuskan :
𝑊= 𝑒.𝐼.𝑡
96500 (𝑔𝑟) (1)
Dengan :
W : massa endapan pelapis (gr) I : Arus (ampere)
t : Waktu (detik)
e : berat equivalen kimia (massa atom dibagi dengan valensinya) Dari rumus tersebut, volume endapan diperoleh dengan perhitungan :
𝑣𝑜𝑙𝑢𝑚𝑒 𝑐𝑚3 = 𝑚𝑎𝑠𝑠𝑎𝑒𝑛𝑑𝑎𝑝𝑎𝑛 (𝑔𝑟)
ρ : kerapatan logam pelapis (gr/cm³) W : massa endapan (gr)
Sehingga untuk mendapatkan nilai
ketebalan:
𝑘𝑒𝑡𝑒𝑏𝑎𝑙𝑎𝑛 𝑐𝑚 = volume (𝑐𝑚
3)
luas permukaan (cm2) (3)
Dari hukum faraday dapat
5 Menghitung Laju Keausan
Dalam melakukan pengujian laju keuasan dilakukan dengan simulasi sederhana, grinding ball dimasukkan pada instalasi ball mill guna mendapati data aktual.[9] Grinding ball digunakan menggiling material kuarsa sebanyak 500 gram selama 90 menit.
Gambar 2 instalasi ball mill
Untuk mengetahui laju keausan dari
grinding ball digunakan rumus : 𝑉 =𝐵
𝑡 ( 4) (2 - 6)
Dengan :
B : Berat meterial yang terabrasi (gram) t : Waktu pengujian (menit)
V : Laju keausan (gram/detik)
METODOLOGI PENELITIAN
Penelitian ini menggunakan metode eksperimental (experimental). Metode eksperimen dilakukan dengan mengamati langsung untuk data sebab-akibat dalam suatu pross melalui eksperimen sehingga dapat mengetahui pengaruh variasi anoda dan waktu pelapisan terhadap laju keausan
grinding ball.
Variabel bebas dari penelitian ini adalah variasi anoda (seng, nikel dan khrom) dan waktu pelapisan (15 menit, 30 menit, 45 menit dan 60 menit).
Varibel terikat adalah ketebalan lapisan elektroplating dan laju keausan.
Variabel terkontrol yang digunakan adalah dimensi grinding ball berdiamter 30 mm dan berat 100 gram. Temperatur 48⁰C, jarak dari anoda dan katoda 30mm dan arus yang digunakan DC 4 A.
Instalasi penelitian dapat dilihat pada gambar 3
Gambar 3 Skema Instalasi Penelitian
6
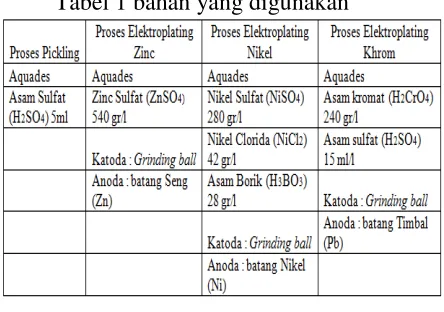
Tabel 1 bahan yang digunakan
Langkah Percobaan
Sebelum proses pelapisan
dilaksanakan persiapkan benda kerja serta
peralatan yang digunakan untuk
pengambilan data.
Tahap persiapan benda kerja meliputi: 1. Pickling
Benda kerja dibersihakan dengan kertas gosok. Kemudian rendam dalam larutan H2SO4 5%
2. Elektroplating
Benda kerja dilapisi dengan pelapis sesuai variasi anoda dan waktu yang digunakan
3. Pembilasan
Setelah benda kerja dilakukan elektroplating bilas dengan aquades dan keringkan dengan tissu.
4. Timbang
Timbang berat setelah elektroplating 5. Ukur ketebalan
Pengukuran ketebalan menggunakan alat Permascope MP0D
6. Catat hasil Pengukuran ketebalan 7. Pengujian laju keausan
Setelah itu spesimen siap untuk dilakukan pengujian keausan pada instalasi pengujian keausan.
8. Timbang
Timbang berat spesimen setelah dilakukan pengujian keuasan.
9. Catat hasil berat akhir. Lakukan perhitungan laju keausan yang terjadi.
HASIL DAN PEMBAHASAN
7
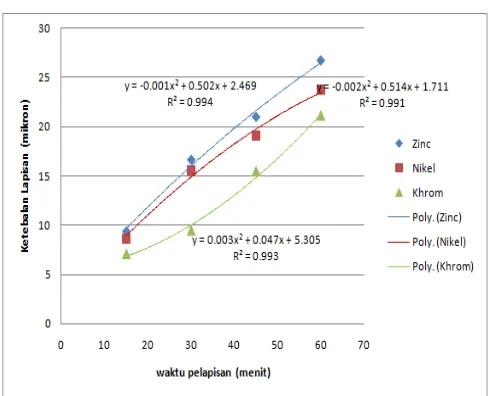
Gambar 4 grafik hubungan antara variasi anoda dan waktu pelapisan terhadap ketebalan lapisan
Pada gambar menunjukkan grafik hubungan antara waktu pelapisan terhadap ketebalan lapisan elektroplating. Variasi anoda yang digunakan juga memberikan pengaruh pada ketebalan yang dihasilkan. Pada grafik khrom elektroplating berada diposisi bawah sedangkan grafik nikel elektroplating di posisi tengah dan zinc elektroplating di posisi paling atas.
Pada pelapisan selama 15 menit, nilai ketebalan lapisan yang dihasilkan zinc elektroplating adalah 9,4 𝜇m, nikel elektroplating sebesar 8,6 𝜇m dan khrom elektroplating 7,04 𝜇m. Begitu pula pada pelapisan selama 30 menit dengan nilai ketebalan lapisan pada zinc elektroplating adalah 16,6 𝜇m, nikel elektroplating sebesar 15,5 𝜇m dan khrom elektroplating sebesar 9,4𝜇m, sehingga semakin lama waktu pelapisan elektroplating maka ketebalan lapisan yang dihasilkan juga meningkat.
Hal ini sesuai dengan hukum
elektrolisis faraday “Jumlah bahan yang
terdekomposisi saat elektrolisa berbanding lurus dengan kuat arus dan waktu dalam
laruran elektrolit.” 𝑊= 𝑒.𝐼.𝑡
96500 (𝑔𝑟)
Dengan :
W : massa endapan pelapis (gr) I : Arus (ampere)
t : Waktu (detik)
e : berat equivalen kimia (massa atom dibagi dengan valensinya)
Namun, variasi anoda juga
berpengaruh pada ketebalan. Hal ini terbukti dari perbedaan berat equivalen masing – masing anoda yang digunakan 𝑒𝑧𝑖𝑛𝑐 = 32,69 ; 𝑒𝑛𝑖𝑘𝑒𝑙 = 29,35 dan 𝑒𝑘ℎ𝑟𝑜𝑚 = 17,33, sehingga kecenderungan lapisan yang memiliki berat equivalen terbesar makin tebal lapisan terbentuk pada katoda.
8
Gambar 5 grafik hubungan antara variasi anoda dan waktu pelapisan terhadap ketebalan lapisan
Pada gambar 5 menunjukkan grafik
hubungan antara waktu pelapisan
elektroplating terhadap laju keuasan. Variasi anoda memberikan pengaruh pada laju keausan yang dihasilkan. Hal ini juga dikarenakan lapisan yang sebelumnya dihasilkan pada elektroplating. Pada grafik khrom elektroplating berada diposisi bawah, sedangkan grafik nikel elektroplating di posisi tengah dan zinc elektroplating di posisi paling atas.
Pada pelapisan selama 15 menit, nilai ketebalan lapisan yang dihasilkan zinc elektroplating adalah 2,35x10−1 mgram/ detik, nikel elektroplating sebesar 1,8x10−1 mgram/detik dan khrom elektroplating 1,5x10−1 mgram/detik. Begitu juga pada waktu pelapisan 30 menit dengan nilai ketebalan lapisan pada zinc elektroplating adalah 2,09x10−1 mgram/ detik, nikel elektroplating sebesar 1,5x10−1
mgram/detik dan khrom elektroplating sebesar 8,9x10−2 mgram/detik.
Pada pelapisan selama 15 menit dan 30 menit laju keuasan semakin menurun dikarenakan lapisan pada grinding ball tidak
begitu tebal, hal ini menyebabkan lapisan tersebut memiliki ikatan yang kuat antara logam katoda dengan logam pelapisnya. Pada saat bertumbukan dengan sesama
grinding ball ataupun menghancurkan pasir kuarsa, gaya impact dan gaya gesek disebar merata pada permukaan dan ke dalam bola. Lapisan elektroplating yang terkelupas dari
grinding ball lebih sedikit sesuai bidang kontak gaya tersebut.
Sedangkan pada pelapisan selama 45 menit dan 60 menit laju keausan meningkat dikarenakan lapisan pada grinding ball lebih tebal, hal ini akibat adanya jarak antara logam katoda dan logam pelapis yang menyebabkan lapisan memiliki ikatan yang lebih lemah. Pada saat bertumbukan dengan
sesama grinding ball maupun
menghancurkan pasir kuarsa, gaya impact
dan gaya gesek juga disebar merata pada permukaan dan ke dalam bola. Namun lapisan lebih mudah mengalami retakan. Jika ada sedikit retakan pada lapisan elektroplating dan retakan tersebut melebar maka akan mengelupas lapisan logam disekitarnya lebih banyak.
KESIMPULAN
Dari hasil penelitian yang telah dilakukan maka dapat diperoleh kesimpulan sebagai berikut:
1.Hasil pengujian dan pengolahan data menunjukkan bahwa semakin lama waktu pelapisan elektroplating maka semakin tebal lapisan yang terbentuk.
2.Semakin besar berat equivalen kimia maka kecenderungan lapisan yang terbentuk juga tebal pula.
3.Ketebalan lapisan paling tinggi ditunjukkan oleh zinc elektroplating dengan waktu 60 menit sebesar 26,7 µm. 4.Laju keuasan terkecil pada anoda khrom
dengan 30 menit pelapisan elektroplating
9 DAFTAR PUSTAKA
[1] Firdaus Habibi 2010, karakterisasi sifat fisis dan mekanis grinding ball impor diameter 40 mm yang digunakan di PT. Indocement Tunggal Prakarsa,Tbk
Universitas Sebelas Maret, Surakarta [2] Hartomo, J. Anton, 1992, Mengenal
Pelapisan Logam (Elektroplaiting), Andi Ofset, Jogjakarta.
[3] I Gede Indra Wiryawan. 2007. Pengaruh waktu pelapisan terhadap kekerasan permukaan pada proses elektroplating tembaga-krom Skripsi belum diterbitkan. Malang: Universitas Brawijaya
[4] Lowenheim, Frederick A., (1985),
Modern Electroplating, 3rd edition, John Wiley & Sons Inc, New York
[5] Otto andri priyono, Modul MT Traning Penggilingan Semen, Semen Indonesia [6] Sanders, A, H; 1950. Electroplating;
Internasinal text book Co, new york [7] Tata surdia & saito. 2000. Teknik
pengecoran logam, Pradnya Paramita, Jakarta
[8] Van Vlack, Lawerench H., 1992,”Ilmu dan Teknologi Bahan”, Erlangga, Jakarta