BAB III
LANDASAN TEORI
3.1 Pengukuran Waktu Kerja Dengan Jam Henti (Stopwatch Time Study)
Dari hasil pengukuran maka akan diperoleh waktu baku untuk menyelesaikan
satu siklus pekerjaan, yang mana itu akan dipergunakan untuk waktu standard
mengerjakan pekerjaan yang sama (Wignjoesoebroto, 2008). Beberapa langkah
langkah untuk pelaksanaan pengukuran waktu kerja dengan jam hentiadalah :
1. Mendefinisikan pekerjaan yang diteliti untuk diukur waktu kerjanya.
2. Mencatat semua informasi yang berkaitan erat dengan penyelesaian pekerjaan.
3. Membagi operasi kerja ke dalam elemen elemen kerja sedetil- detilnya.
4. Membagi, mengukur dan mencatat waktu yang dibutuhkan oleh operator.
5. Menetapkan jumlah siklus kerja yang harus diukur dan dicatat.
6. Menetapkan performance rate dari operator saat melaksanakan aktivitas kerja
yang diukur dengan mencatat waktunya.
7. Menyesuaikan waktu pengamatan berdasarkan performance rating yang
ditunjukkan oleh operator.
8. Menetapkan waktu longgar guna memberikan fleksibilitas.
9. Menetapkan waktu kerja baku yaitu jumlah total antara waktu kerja normal dan
Setelah langkah-langkah pendahuluan dilakukan, maka dilanjutkan dengan
pengukuran waktu. Waktu siklus (Ws) merupakan data waktu sesungguhnya yang
terukur oleh pengamat yang diawali dan diakhiri oleh suatu elemen operasi yang
sama(Wignjoesoebroto, 2008). Pengukuran waktu siklus haruslah mencakup seluruh
elemen operasi (gerakan) yang mungkin muncul pada saat pekerjaan dilakukan:
1. Pengujian Keseragaman Data
Pengujian keseragaman data dilakukan untuk mengetahui apakah data yang kita
peroleh menyebar seragam atau tidak. Rumus untuk menghitung keseragaman
data adalah:
a. Standar deviasi untuk sampel
s
tit 2n – 1
b. Standar deviasi untuk populasi
2
t ti t
N
Keterangan:
t : Jumlah waktu yang diamatin : Jumlah Pengamatan; ti : waktu ke-i
t : waktu rata-rata, dimana
n t
2. Pengujian Kecukupan Data
Sebuah keputusan dibuat dengan tingkat kepercayaan dan tingkat ketelitian yang
digunakan untuk menentukan jumlah pengamatan yang diperlukan. Tingkat
kepercayaan 95% dan tingkat ketelitian ±5% digunakan dalam pengukuran
waktu. Pernyataan tersebut berarti kesempatan total 95 dari 100 dimana rata-rata
dari sampel dari elemen tidak mengalami kesalahan lebih dari ±5% dari waktu
sebenarnya.
Dimana N’ adalah jumlah pengamatan yang diperlukan untuk memprediksi
waktu sebenarnya dengan tingkat ketelitian ±5% dan tingkat kepercayaan 95%.
Jika penggunaan tingkat kepercayaan 95% dan tingkat ketelitian ± 10%
digunakan sebagai kriteria, maka formula yang digunakan sebagai berikut
Setelah uji keseragaman data dan uji kecukupan data dipenuhi maka dilakukan
perhitungan waktu siklus, waktu normal dan waktu standar. Waktu siklus
dihitung dengan merata-ratakan waktu yang diperoleh dalam pengukuran. Waktu
normal diperoleh dengan mempertimbangkan rating factor operator.
Rumus :
WtxRf
All WNx
WS
100 100
Keterangan:
WN : Waktu Normal; Wt : Waktu siklus
WS : Waktu Standar; All : Allowance
3.1.1 Rating Factor
Rating Factor (faktor penyesuaian) merupakan perbandingan performansi
seseorang pekerja atau individual dengan konsep normalnya (Sutalaksana, 2006). Ada
beberapa kriteria rating factor (Rf) dari pekerja yaitu:
1. Pekerja normal
Rf = 100% =1 (waktu normal).
2. Pekerja terampil
Rf > 1 ( waktu pekerja lebih kecil dari waktu normal).
3. Pekerja lamban
Rf < 1 ( waktu pekerja lebih besar dari waktu normal).
Ada beberapa cara menentukan rating factor antara lain:
1. Cara Persentase
Cara ini merupakan cara yang paling awal digunakan dalam melakukan
penyesuaian. Di sini besarnya faktor penyesuian sepenuhnya ditentukan oleh
pengukur melalui pengamatan selama pengukuran.
2. Cara Shumard
Cara Shumard memberikan patokan-patokan penilaian melalui kelas-kelas
performansi kerja dimana setiap kelas mempunyai nilai tersendiri.
Tabel 3.1. Penyesuaian Menurut Cara Shumard
Kelas Penyesuaian
Superfast 100
Fast + 95
Fast 90
Fast – 85
Excellent 80
Good + 75
Good + 75
Good 70
Good – 65
Normal 60
Fair + 55
Fair 50
Fair – 45
Poor 40
3. Cara Westinghouse
Cara Westinghouse mengarahkan penilaian pada empat faktor yang dianggap
menentukan kewajaran atau ketidakwajaran dalam bekerja yaitu keterampilan,
usaha, kondisi kerja dan konsistensi. Setiap faktor terbagi ke dalam kelas-kelas
dengan nilainya masing-masing (Sutalaksana, 2006). Penyesuaian menurut
Westinghouse dapat dilihat pada Tabel 3.2.
Tabel 3.2. Penyesuaian Menurut Westinghouse
Faktor Kelas Lambang Penyesuaian
Keterampilan Superskill A1 +0,15
A2 +0,13
Excellent B1 +0,11
B2 +0,08
Good C1 +0,06
C2 +0,03
Average D 0,00
Fair E1 -0,05
E2 -0,10
Poor F1 -0,16
F2 -0,22
Usaha Excessive A1 +0,13
A2 +0,12
Excellent B1 +0,10
B2 +0,08
Good C1 +0,05
Average D 0,00
Tabel 3.2. Penyesuaian Menurut Westinghouse (Lanjutan)
Faktor Kelas Lambang Penyesuaian
Fair E1 -0,04
E2 -0,08
Poor F1 -0,12
F2 -0,17
Kondisi Kerja Ideal A +0,06
Excellently B +0,04
Good C +0,02
Average D 0,00
Fair E -0,03
Poor F -0,07
Konsistensi Perfect A +0,04
Excellent B +0,03
Good C +0,01
Average D 0,00
Fair E -0,02
Poor F -0,04
Sumber : Iftikar Z Sutalaksana. Teknik Tata Cara Kerja. Bandung: ITB.
3.1.2 Allowance
Kelonggaran (allowance) diberikan kepada tiga hal yaitu untuk kebutuhan
pribadi, menghilangkan kelelahan dan hambatan yang tidak dapat dihindarkan.
Ketiganya merupakan hal yang secara nyata dibutuhkan oleh pekerja selama
kelonggaran. Dalam menghitung besarnya allowance, bagi keadaan yang dianggap
wajar diambil harga allowance = 100 %, sedangkan bila terjadi penyimpangan dari
keadaan ini, harga p harus ditambah dengan faktor-faktor yang sesuai dengan waktu
siklus yang diperoleh dan waktu ini dicapai berdasarkan setiap departemen
(Sutalaksana, 2006). Kelonggaran diberikan untuk tiga hal, yaitu:
1. Kelonggaran untuk kebutuhan pribadi (personal)
Yang termasuk didalam kebutuhan pribadi adalah hal-hal sepeti minum
sekedarnya untuk menghilangkan rasa haus, ke kamar kecil, bercakap-cakap
dengan teman sekedarnya untuk menghilangkan ketegangan ataupun
kejenuhan dalam sewaktu bekerja.
2. Kelonggaran untuk menghilangkan rasa fatique.
Fatique merupakan hal yang akan terjadi pada diri seseorang sebagai akibat dari
melakukan suatu pekerjaan.
3. Kelonggaran untuk hambatan-hambatan tidak terhindarkan (delay).
Hambatan-hambatan tidak terhindarkan terjadi karena berada diluar
kekuasaan/kendali pekerja.
3.2 Keseimbangan Lini
3.2.1 Definisi Keseimbangan Lini
Istilah keseimbangan lini (line balancing) adalah suatu metode penugasan
sejumlah pekerjaan ke dalam stasiun-stasiun kerja yang saling berkaitan dalam suatu
siklus dari stasiun kerja tersebut. Keterkaitan sejumlah pekerjaan dalam suatu lini
produksi harus dipertimbangkan dalam menentukan pembagian pekerjaan ke dalam
masing-masing stasiun kerja. (David D, 1996).
3.2.2 Permasalahan Keseimbangan Lintasan Produksi
Suatu perusahaan yang mempunyai tipe produksi massa yang melibatkan
sejumlah besar komponen yang harus dirakit, perencanaan produksi memegang
peranan yang penting dalam membuat penjadwalan produksi, terutama dalam
pengaturan operasi-operasi atau penugasan kerja yang harus dilakukan (Groover,
2001).
Bila pengaturan dan perencanaannya tidak tepat, maka setiap stasiun kerja di
lintas perakitan mempunyai kecepatan produksi yang berbeda. Hal ini akan
mengakibatkan lintas perakitan tersebut tidak efisien karena terjadi penumpukan
material/ produk setengah jadi di antara stasiun kerja yang tidak berimbang kecepatan
produksinya. Akibat sampingan lainnya adalah kompensasi biaya-biaya yang hilang
serta akibat psikologis yang negatif bagi si pekerja.
Persoalan keseimbangan lintasan perakitan bermula dari adanya kombinasi
penugasan kerja kepada operator atau grup operator yang menempati tempat kerja
tertentu. Karena penugasan elemen kerja (work element) yang berbeda akan
menyebabkan perbedaan dalam sejumlah waktu yang tidak produktif dan variasi
penyeimbangan lintas perakitan, penyeimbangan operasi atau stasiun kerja dengan
tujuan untuk mendapatkan waktu yang sama di setiap stasiun kerja sesuai dengan
kecepatan produksi yang diinginkan.
3.2.3 Terminologi Keseimbangan Lini
Terminologi keseimbangan lini (Elsayed, 1985) antara lain:
1. Elemen Kerja (Work Element)
Bagian dari keseluruhan pekerjaan dalam proses assembly. Umumnya, N
didefinisikan sebagai jumlah total dari elemen kerja yang dibutuhkan untuk
menyelesaikan suatu assembly dan i adalah elemen kerja.
2. Stasiun Kerja (Workstation)
Lokasi pada lini assembly atau pembuatan suatu produk dimana pekerjaan
diselesaikan baik manual maupun otomatis. Jumlah minimum dari stasiun kerja
adalah K, dimana K harus ≤ i.
3. Elemen Kerja Terkecil (Minimum Rational Work Element)
Untuk menyeimbangkan pekerjaan dalam setiap stasiun yang ada maka pekerjaan
tersebut harus dipecah menjadi elemen-elemen pekerjaan. Elemen kerja
minimum adalah elemen pekerjaan terkecil dari suatu pekerjaan yang tidak dapat
dibagi lagi.
4. Total Waktu Pengerjaan (Total Work Content)
Jumlah dari seluruh waktu pengerjaan setiap elemen pekerjaan dari suatu lini.
a. Elemen pekerjaan yang diselesaikan dalam satu stasiun kerja (work station)
dapat terdiri dari satu elemen pekerjaan atau lebih.
b. Waktu proses dalam stasiun kerja merupakan penjumlahan dari seluruh waktu
pengerjaan setiap elemen kerja yang berada di dalam stasiun kerja tersebut.
6. Diagram Pendahulu (Precedence Diagram)
Diagram pendahulu merupakan suatu gambaran grafis dari urut-urutan pekerjaan
yang memperlihatkan kesuluruhan operasi pekerjaan dan ketergantungan
masing-masing operasi pekerjaan tersebut, dimana elemen pekerjaan tertentu tidak dapat
dikerjakan sebelum elemen pekerjaan yang mendahuluinya dikerjakan lebih dulu.
Diagram pendahuluan dapat dibuat dengan 2 alternatif, yaitu :
a. Diagram AOA (Activity on Arrow)
Dimana setiap aktivitas digambarkan sebagai anak panah yang
menghubungkan 2 node. Pada jaringan ini hanya ada satu node pada awal dan
akhir proyek sehingga aktivitas semu (dummy) hanya terdapat pada jaringan
AOA.
b. Diagram AON (Activity on Node)
Diagram dimana setiap aktivitas digambarkan dalam bentuk lingkaran (node),
sedangkan tanda panah menunjukkan aliran aktivitas. Pada jaringan ini tidak
Merupakan rasio dari total waktu menganggur dengan keterkaitan waktu siklus
dan jumlah stasiun kerja atau dengan kata lain jumlah antara balance delay dan
line efficiency sama dengan 1.
Secara matematis, dapat dituliskan sebagai berikut :
dimana :
k = jumlah stasiun kerja.
CT = waktu stasiun terbesar / waktu daur (cycle time).
Wbi = waktu sebenarnya pada setiap stasiun.
i = 1, 2, 3, ...., n
atau BD = 100% - LE
8. Cycle Time (CT)
Waktu rata-rata yang dibutuhkan untuk menyelesaikan produk dari lini perakitan
dengan asumsi setiap assembly mempunyai kecepatan yang konstan. Nilai
minimum dari waktu siklus ≥ waktu stasiun yang terpanjang.
Tsi
CT max
9. Delay Time of A Station
Merupakan selisih antara waktu siklus dengan waktu stasiun. Perbedaan antara
waktu stasiun dengan waktu siklus atau disebut juga idle time.
Waktu Menganggur Stasiun = Wd – Wi
Total Waktu menganggur =
ni Wbi
kCT
10. Line Efficiency (Efisiensi Lini)
Rasio dari total waktu stasiun terhadap keterkaitan waktu siklus dengan jumlah
stasiun kerja yang dinyatakan dalam persentase.
% 100
.
CT k
ST
LE k
Dimana
TSi = station time atau waktu stasiun ke-i
K = jumlah total stasiun kerja
CT = cycle time atau waktu siklus terpanjang
11. Station Efficiency (Efisiensi Stasiun Kerja)
Rasio dari waktu stasiun kerja terhadap waktu siklus atau waktu stasiun kerja
terbesar.
% 100
CT ST
SE k
12. Smoothness Index (SI)
Merupakan suatu index yang menunjukkan kelancaran relatif dari suatu
keseimbangan lini assembly. Suatu smoothness index sempurna jika nilainya 0
atau disebut perfect balance.
dimana :
2
)
(CT Wbi
SI
CT = waktu stasiun maksimum
Wbi = waktu stasiun ke-i
3.2.4 Metode Ranked Positional Weight (RPW)
RPW (Elsayed, 1994) merupakan salah satu teknik heuristik yang
diperkenalkan oleh Helgeson & Bernie. Pada metode ini, nilai ranked positional
weight dihitung dari waktu proses masing-masing operasi yang mengikutinya. Cara
penentuan bobot dari precedence diagram dimulai dari proses akhir. Bobot (RPW) =
waktu proses operasi tersebut + waktu proses operasi-operasi yang berikutnya.
Pengelompokkan operasi ke dalam stasiun kerja dilakukan atas dasar urutan
RPW (dari yang terbesar) dan juga memperhatikan pembatas berupa waktu siklus.
Metode Heuristic ini mengutamakan waktu elemen kerja yang terpanjang, dimana
elemen kerja ini akan diprioritaskan terlebih dahulu untuk ditempatkan dalam stasiun
kerja dan diikuti oleh elemen kerja yang lain yang memiliki waktu elemen yang lebih
rendah. Proses ini dilakukan dengan memberikan bobot. Bobot ini diberikan pada
setiap elemen kerja dengan memperhatikan diagram precedence. Dengan sendirinya
elemen pekerjaan yang memiliki ketergantungan yang besar akan memiliki bobot
yang semakin besar pula, dengan kata lain akan lebih diprioritaskan.
Langkah-langkah metode RPW dengan perhitungan manual:
1. Gambar jaringan precedence sesuai dengan keadaan yang sebenarnya.
2. Tentukan positional weight (bobot posisi) untuk setiap elemen pekerjaan dari
dari awal pekerjaan hingga ke akhir elemen pekerjaan yang memiliki waktu
penyelesaian (waktu baku) terendah.
3. Urutkan elemen pekerjaan berdasarkan positional weight pada langkah ke-2 di
atas. Elemen pekerjaan yang memiliki positional weight tertinggi diurutkan
pertama kali.
4. Lanjutkan dengan menempatkan elemen pekerjaan yang memiliki positional
weight tertinggi hingga ke yang terendah ke setiap stasiun kerja.
5. Jika pada setiap stasiun kerja terdapat kelebihan waktu dalam hal ini waktu
stasiun melebihi waktu siklus, tukar atau ganti elemen pekerjaan yang ada dalam
stasiun kerja tersebut ke stasiun kerja berikutnya selama tidak menyalahi diagram
precedence.
6. Ulangi langkah ke-4 dan ke-5 di atas sampai seluruh elemen pekerjaan sudah
ditempatkan ke dalam stasiun kerja.
3.3 Kapasitas
Kapasitas adalah kemampuan pembatas dari unit produksi untuk berproduksi
dalam waktu tertentu dan biasanya dinyatakan dalam bentuk keluaran (output) per
satuan waktu (Elwood,1983). Tetapi kapasitas adalah konsep yang kabur, karena
harus dihubungkan dengan sejauh mana suatu peralatan digunakan. Sebagai contoh,
bisa saja ditetapkan sebagai kebijakan untuk bekerja hanya 5 hari seminggu, satu shift
batas ini dapat ditingkatkan dengan kerja lembur sehingga batas kapasitas dengan
kerja lembur menjadi 1150 satuan. Dengan menambah shift kedua, kapasitas dapat
ditingkatkan lebih lanjut menjadi 1800 satuan per minggu.
Dalam kaitannya dengan definisi di atas maka perencanaan kapasitas berusaha
untuk mengintegrasikan faktor-faktor produksi untuk meminimisasi ongkos fasilitas
produksi. Dengan kata lain, keputusan-keputusan yang menyangkut kapasitas
produksi harus mempertimbangkan faktor-faktor ekonomis fasilitas produksi tersebut.
3.3.1 Rought-Cut Capacity Planning (RCCP)
Rought-Cut Capacity Planning menghitung kebutuhan kapasitas secara kasar
dan membandingkannya dengan kapasitas yang tersedia (Sinulingga, 2008).
Perhitungan secara kasar yang dimaksud terlihat dalam dua hal yang menjadi
karakteristik RCCP yaitu:
1 Kebutuhan kapasitas masih didasarkan pada kelompok produk, bukan produk
per produksi
2 Tidak memperhitungkan jumlah persediaan yang telah ada.
3.4 Studi Gerakan
Studi gerakan (motion study) adalah suatu studi tentang gerakan-gerakan yang dilakukan pekerja untuk menyelesaikan pekerjaanya (Wignjosoebroto, 2008). Dengan
studi ini, ingin diperoleh gerakan-gerakan standar untuk penyelesaian suatu pekerjaan
gerakan adalah untuk mengeliminir atau mengurangi gerakan-gerakan yang tidak
efektif. Sehingga pekerjaan akan dilaksanakan secara lebih mudah dan laju produksi
dapat ditingkatkan.
Orang yang berjasa dalam aktivitas studi gerakan ialah Frank dan Lilian
Gilbreth yang telah mengawali studi gerakan manual dan mengembangkan
prinsip-prinsip dasar ekonomi gerakan.
3.4.1 Pengukuran Waktu
Pengukuran waktu secara garis besar terdiri dari dua jenis (Sutalaksana,
1979) yaitu :
1. Pengukuran waktu langsung
Merupakan pengukuran yang dilakukan di tempat dimana pekerjaan tersebut
dilakukan. Contoh: pengukuran dengan menggunakan jam henti (stopwatch) dan
sampling pekerjaan (work sampling).
2. Pengukuran waktu tidak langsung
Merupakan perhitungan waktu kerja tanpa berada di tempat dimana pekerjaan
tersebut dilaksanakan. Hal ini dilakukan dengan membaca tabel-tabel yang
tersedia serta mengetahui jalannya pekerjaan melalui elemen-elemen gerakan.
Contohnya : data waktu baku dan data waktu gerakan. Berikut akan dibahas
Data waktu baku pekerjaan didapat dengan memperlihatkan elemen-elemen
gerakan sebagai perincian dari suatu pekerjaan. Yang dimaksud dengan
elemen-elemen gerakan adalah serupa dengan yang dimaksud oleh Gilbreth dan istrinya
mengenai therblig-therblig. Dari therblig-therblig inilah timbul gagasan mengurai
suatu pekerjaan atas elemen-elemen walaupun elemen gerakan disini tidak selalu
sama dengan yang dikemukakan Gilbreth. Cara ini dikenal sebagai penentuan waktu
baku dengan data waktu gerakan atau Predetermined Time System. (Wignjosoebroto,
2008).
3.4.2.1Predetermined Time System (PTS)
Predetermined Time System terdiri dari suatu kumpulan data waktu dan
prosedur sistematik dengan menganalisa dan membagi-bagi setiap operasi kerja
(manual) yang dilaksanakan oleh operator ke dalam gerakan kerja,
gerakan-gerakan anggota tubuh (body movements) atau elemen-elemen gerakan manual
lainnya dan kemudian menetapkan nilai waktu masing-masing berdasarkan waktu
yang ada. Kelebihan Predetermined Time System atau metode pengukuran kerja
dengan menggunakan data waktu gerakan yaitu:
1. karena setiap elemen gerakan sudah diketahui waktunya (data dikumpulkan
dalam tabel-tabel), maka waktu penyelesaian suatu operasi kerja dapat ditentukan
sebelum operasi itu sendiri.
2. waktu baku untuk setiap operasi kerja dapat ditentukan secara cepat karena hanya
3. biaya untuk menetapkan waktu baku dengan sistem ini akan sangat rendah.
4. untuk mengembangkan metoda yang ada, maka perlu dievaluasi waktu dari
metoda lama dan dikembangkan metoda baru.
Predetermined Time Systems (PTS) digunakan untuk mengevaluasi gerakan
dasar yang tidak dapat diukur menggunakan stopwatch dalam menetapkan waktu
standar dalam suatu proses perakitan. PTS adalah sistem pendataan standar yang
dirancang untuk digunakan dalam variasi produk yang luas maupun proses aplikasi
(Freivalds, 2009). PTS terdiri dari suatu kumpulan data waktu dan prosedur
sistematik dengan membagi-bagi setiap operasi kerja manual ke dalam
gerakan-gerakan dasar dengan data waktu gerakan-gerakan yang telah ditetapkan terlebih dahulu.
Adapun acuan dasar dari gerakan-gerakan dasar tersebut yaitu gerakan
therbligs yang terdiri dari 17 gerakan dasar (Geng, 2004). Unit satuan waktu yang
digunakan, dikenal sebagai TMU (Time Measurement Unit) dimana 1 TMU sama
dengan 0,00001 jam atau 0,0006 menit atau 0,036 detik (Freivalds, 2009).
3.4.2.2 Methods-Time Measurement
Salah satu metode penentuan waktu baku secara sintesa yaitu pengukuran
waktu metoda (methods-time measurement). Pengukuran waktu metoda (
methods-time measurement) adalah suatu sistem penetapan awal waktu baku (predetermined
time standard) yang dikembangkan berdasarkan studi gambar gerakan-gerakan kerja
metoda kerja (manual operation) ke dalam gerakan-gerakan dasar yang diperlukan
untuk melakasanakan kerja tersebut, dan kemudian menetapkan standar waktu dari
masing-masing gerakan tersebut berdasarkan macam gerakan dan kondisi kerja
masing-masing.
Pengukuran waktu metoda membagi gerakan-gerakan kerja atas
elemen-elemen gerakan didefinisikan sebagai berikut (Wignjosoebroto, 1995):
1. Mencari.
Mencari adalah elemen dasar gerakan pekerja untuk menentukan lokasi suatu
obyek. Gerakan dimulai pada saat mata bergerak mencari obyek dan berakhir
jika obyek telah ditemukan. Mencari ini termasuk dalam gerakan Therblig yang
tidak efektif. Untuk mengurangi atau menghilangkan elemen kegiatan ini maka ada beberapa hal yang harus dilaksanakan:
a. Mengetahui ciri - ciri obyek yang akan diambil.
b. Mengatur tata letak area kerja sehingga mampu mengeliminir proses mencari.
c. Pencahayaan yang sesuai dengan persyaratan ergonomis.
d. Usahakan merancang tempat obyek yang tembus pandang (transparan).
2. Memilih.
Memilih merupakan elemen gerakan Therblig untuk menemukan atau memilih
suatu obyek di antara dua atau lebih obyek lainnya yang sama. Memilih ini
termasuk dalam elemen gerakan Therblig yang tidak efektif. Untuk dapat
menghilangkan elemen gerakan ini maka beberapa hal yang harus dilaksanakan
a. Obyek - obyek yang berbeda ditempatkan pada tempat yang terpisah.
b. Obyek yang digunakan harus sudah standart, sehingga dapatdipertu karkan
antara yang satu dengan yang lain.
c. Mempergunakan suatu tempat material yang mampu mengatur posisi obyek
sedemikian rupa sehingga tidak menyulitkan pada saat mengambil tanpa harus
memilih.
3. Memegang (Grasp).
Memegang adalah elemen gerakan tangan yang dilakukan dengan menutup
jari-jari tangan obyek yang dikehendaki dalam suatu operasi kerja. Memegang adalah
elemen Therblig yang diklasifikasikan sebagai elemen gerakan efektif yang
biasanya tidak bisa dihilangkan tetapi dalam beberapa hal dapat diperbaiki. Untuk
memperbaiki elemen gerak ini dapat digunakan:
a. Mengusahakan agar beberapa obyek dapat dipegang secara bersamaan.
b. Obyek diletakan secara teratur sehingga pemegangan obyek dapat
dilaksanakan lebih mudah dibandingkan dengan letak obyek yang berserakan.
c. Menggunakan peralatan yang dapat mengganti fungsi tangan untuk
memegang sehingga dapat mengurangi gerakan anggota badan yang pada
akhirnya dapat memperlambat datangnya kelelahan.
4. Menjangkau / Membawa Tanpa Beban (Transport Empty).
Menjangkau adalah elemen gerakan Therblig yang menggambarkan gerakan
Therblig yang efektif dan sulit untuk dihilangkan secara keseluruhan dari suatu siklus kerja. Meskipun demikian gerakan ini dapat diperbaiki dengan
memperpendek jarak jangkauan serta memberikan lokasi yang tetap untuk obyek
yang harus dicapai selama siklus kerja berlangsung.
5. Membawa Dengan Beban (Transport Loaded).
Membawa merupakan elemen perpindahan tangan, hanya saja disini tangan
bergerak dalam kondisi membawa beban (obyek). Elemen gerak membawa
termasuk Therblig yang efektif sehingga sulit untuk dihindarkan. Tetapi waktu
yang digunakan untuk elemen kegiatan ini dapat dihemat dengan cara mengurangi
jarak perpindahan, meringankan beban yang harus dipindahkan, dan memperbaiki
tipe pemindahan beban dengan prinsip gravitasi atau mempergunakan peralatan
material handling.
6. Memegang untuk Memakai (Hold).
Elemen ini terjadi jika elemen memegang obyek tanpa menggerakan obyek
tersebut. Elemen memegang untuk memakai adalah elemen kerja yang efektif
yang bisa dihilangkan dengan memakai alat bantu untuk memegang obyek.
7. Melepas (Release Load).
Elemen ini terjadi pada saat operator melepaskan kembali terhadap obyek yang
dipegang sebelumnya. Elemen gerak melepas termasuk elemen therblig yang
efektif yang bisa diperbaiki. Elemen kegiatan ini dapat diperbaiki dengan cara :
a. Mengusahakan kegiatan ini dapat dilaksanakan sekaligus dengan elemen
b. Mendesign tempat untuk melepas obyek sedemikian rupa sehingga elemen
melepas dapat dilaksanakan secara singkat.
c. Mengusahakan agar setelah melepas posisi tangan langsung berada pada
kondisi kerja untuk elemen berikutnya.
8. Mengarahkan (Position).
Mengarahkan adalah elemen gerakan therblig yang terdiri dari menempatkan
obyek pada lokasi yang dituju secara tepat. Elemen gerak ini termasuk Therblig
yang tidak efektif, sehingga untuk itu harus diusahakan untuk dihilangkan. Waktu
untuk mengarahkan dapat diefisiensikan dengan mempergunakan alat bantu.
9. Mengarahkan Awal (Pre-Position).
Mengarahkan awal adalah elemen gerakan efektif Therblig yang mengarahkan
obyek ke suatu tempat sementara sehingga pada saat kerja mengarahkan obyek
benar-benar dilakukan maka obyek tersebut dengan mudah dapat dipegang dan
dibawa ke arah tujuan yang dikehendaki.
10. Memeriksa (Inspect).
Elemen ini termasuk dalam langkah kerja untuk menjamin bahwa obyek telah
memenuhi persyaratan kualitas yang ditetapkan. Elemen ini termasuk elemen
Therblig yang tidak efektif . Usaha-usaha yang dapat dilakukan untuk
menghindari elemen gerakan ini adalah :
a. Mengabungkan elemen gerakan memeriksa dengan kegiatan yang lain.
c. Penambah faktor pencahayaan terutama untuk obyek - obyek yang kecil.
Gagasan untuk mengefektifkan penerapannya muncul dari seorang konsultan
“methode engineering“ ternama dari jepang Mr. Shiego Singo. Ia mengklasifikasikan
Therblig yang telah dibuat oleh Gilberth menjadi empat kelompok, yaitu :
1. Kelompok Utama (Objective Basic Division)
Gerakan-gerakan dalam kelompok utama ini bersifat memberikan nilai tambah
perbaikan kerja untuk kelompok ini dapat dilakukan dengan cara mengefisienkan
gerakan. Terdiri atas
a. A : Assemble (Merakit)
b. DA : Diassemble (Mengurai Rakit)
c. U : Use (Menggunakan)
2. Kelompok Penunjang (Physical Basic Division)
Gerakan-gerakan dalam kelompok penunjang ini diperlukan, tetapi tidak
memberikan nilai tambah. Perbaikan kerja untuk kelompok ini dapat dilakukan
dengan meminimkan gerakan. Terdiri atas :
a. RE : Reach (Menjangkau)
b. G : Grasp (Memegang)
c. M : Move (Membawa)
d. RL : Released Load (Melepas)
Gerakan-gerakan dalam kelompok pembantu ini tidak memberikan nilai tambah
dan mungkin dapat dihilangkan. Perbaikan kerja untuk kelompok ini dilakukan
dengan pengaturan kerja yang baik atau menggunakan alat bantu. Terdiri atas :
a. SH : Search (Mencari)
b. ST : Select (Memilih)
c. P : Position (Mengarahkan)
d. H : Hold (Memegang untuk Memakai)
e. I : Inspection (Memeriksa)
f. PP : Preposition (Mengarahkan)
4. Kelompok Gerakan Elemen Luar.
Gerakan dalam kelompok ini sedapat mungkin dihilangkan. Terdiri atas :
a. R : Rest
b. Pn : Plan
c. UD : Unavoidable Delay
BAB IV
METODOLOGI PENELITIAN
4.1 Lokasi dan Waktu Penelitian
Penelitian dilakukan di PT. Tiga Mitra Sentosa (TMS) beralamat di Jalan
HOK. Salamuddin Nagori No. 26 Siantar Estate, Kecamatan Siantar, Kabupaten
Simalungun. Waktu penelitian dimulai pada Mei 2017 hingga selesai.
4.2 Jenis Penelitian
Jenis penelitian yang digunakan adalah penelitian deskriptif (Descriptive
Research) dimana ialah suatu jenis penelitian yang bertujuan untuk mendeskrispsikan
secara sistematik, faktual dan akurat tentang fakta-fakta dan sifat-sifat suatu objek
atau populasi tertentu. Oleh karena itu penelitian ini menggambarkan permasalahan
berupa keadaan lantai produksi secara sistematis dengan fakta-fakta yang tepat dan
data yang saling berhubungan untuk mendapatkan solusi yang lebih baik (Sinulingga,
2016).
4.3 Objek Penelitian
Objek penelitian yang diamati adalah lini produksi pada PT Tiga Mitra
4.4 Variabel Penelitian
Variabel-variabel yang akan diamati dalam penelitian ini adalah:
1. Variabel Independen, yakni variabel yang mempengaruhi variabel dependen baik
positif maupun negatif (Sinulingga, 2016). Terdiri atas :
a. Waktu siklus adalah waktu penyelesaian satu satuan produksi yang
dibutuhkan sejak bahan baku mulai diproses di tempat kerja yang
bersangkutan.
b. Rating factor adalah faktor penyesuaian untuk menghilangkan ketidakwajaran
dalam menyelesaikan suatu elemen kerja sehingga diperoleh waktu normal.
c. Allowance adalah kelonggaran waktu yang diberikan kepada operator karena
adanya kebutuhan pribadi, menghilangkan rasa lelah (fatique) dan
hambatan-hambatan lain yang tidak dapat dihindarkan.
d. Kapasitas dibutuhkan, yaitu besarnya kenutuhan kapasitas stasiun kerja untuk
memproduksi sejumlah produk yang ditentukan dalam periode tertentu.
e. Kapasitas tersedia, yaitu tingkat kemampuan yang tersedia dari suatu fasilitas
untuk menghasilkan sejumlah produk pada periode tertentu.
f. Rekaman gerakan operator, yaitu media yang menyimpan gerakan-gerakan
2. Variabel Intervening, yakni variabel yang mempengaruhi fenomena yang
diobservasi (hubungan antara variabel dependen dan variabel independen
menjadi bersifat tidak langsung) tetapi tidak dilihat, diukur, atau dimanipulasi
(Sinulingga, 2016). Terdiri atas :
a. Waktu baku, yakni waktu yang dibutuhkan untuk mengerjakan atau
menyelesaikan suatu aktivitas atau pekerjaan oleh tenaga kerja yang wajar
pada situasi dan kondisi yang normal.
b. Penentuan lintasan produksi aktual, penyusunan work center berdasarkan
metode RPW.
c. Penentuan stasiun kerja bottleneck, dimana waktu yang dibutuhkan dalam
penyelesaian di suatu proses operasi lebih besar dari waktu yang tersedia.
d. Penjabaran elemen kerja dengan MTM, yakni penjabaran gerak dengan
Predetermined Time System.
e. Perbaikan elemen kerja, yakni perbaikan gerakan-gerakan yang tidak efetif
dalam lingkup therblig.
3. Variabel Dependen, yakni variabel yang nilainya dipengaruhi oleh nilai variabel
lain (Sinulingga, 2016). Terdiri atas lintasan usulan dengan metode
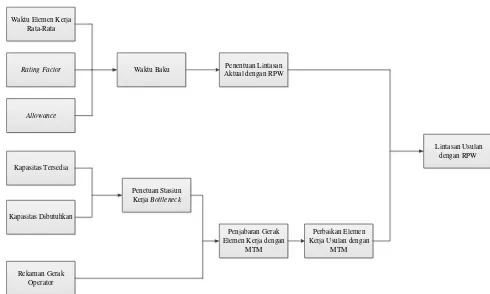
4.5 Kerangka Konseptual
Kerangka konseptual menunjukkan hubungan logis antara variabel-
variabel yang telah diidentifikasi yang penting dan menjadi fondasi dalam
melaksanakan penelitian. Kerangka konseptual penelitian ini dapat dilihat pada
Gambar 4.1.
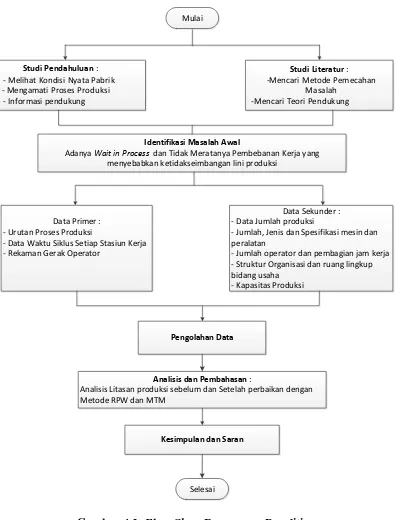
4.6 Langkah-Langkah Penelitian
Flow Chart rancangan penelitian dapat dilihat pada Gambar 4.2.
Waktu Elemen Kerja Rata-Rata
Rating Factor
Allowance
Waktu Baku
Kapasitas Tersedia
Kapasitas Dibutuhkan
Penetuan Stasiun Kerja Bottleneck
Rekaman Gerak Operator
Penentuan Lintasan Aktual dengan RPW
Penjabaran Gerak Elemen Kerja dengan
MTM
Perbaikan Elemen Kerja Usulan dengan
MTM
Lintasan Usulan dengan RPW
4.7 Pengumpulan Data
Berdasarkan cara pengumpulannya, data yang digunakan dalam penelitian
ini adalah:
1. Data primer diperoleh dengan cara pengamatan atau pengukuran langsung. Data
yang termasuk kategori ini adalah:
a. Data urutan proses produksi.
b. Data waktu siklus setiap elemen kerja
c. Data ratting factor
d. Data Allowance
e. Data rekaman gerakan pada stasiun pengepressan
2. Data sekunder diperoleh berdasarkan data dokumentasi perusahaan. Data yang
termasuk kategori ini adalah:
a. Jumlah mesin
b. Jumlah Kapasitas
c. Jumlah sift, hari dan jam kerja
d. Jumlah karyawan
Instrumen dalam pengumpulan data penelitian yang digunakan dalam
penelitian ini adalah:
1. Stopwatch sebagai alat pengukuran waktu stopwatch time study.
2. Worksheetallowance dan rating factor.
3. Alat perekam sebagai media untuk merekam gerakan-gerakan operator.
4. Kamera sebagai media untuk memperoleh gambar mesin dan peralatan pada
bagian produksi.
5. Meteran sebagai alat untuk memperoleh data ukuran peralatan.
6. Dokumen-dokumen perusahaan yang berhubungan dengan penelitian.
4.9 Analisis Pemecahan Masalah
Analisis pada penyelesaian masalah dilakukan dengan mengidentifikasi
hambatan-hambatan untuk mengetahui hal-hal yang mengakibatkan
ketidakseimbangan lini meliputi penyebab terjadinya Wait in process dan
ketidakseimbangan beban kerja.
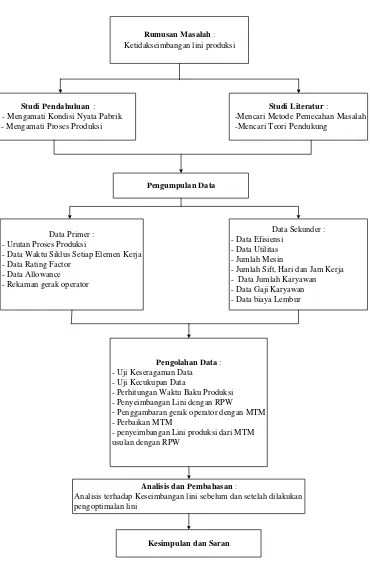
4.10 Blok Diagram Prosedur Penelitian
4.11 Kesimpulan dan Saran
Penarikan kesimpulan dilakukan untuk merangkum hal-hal penting dalam
Studi Pendahuluan : - Melihat Kondisi Nyata Pabrik - Mengamati Proses Produksi
- Informasi pendukung
Studi Literatur : -Mencari Metode Pemecahan
Masalah -Mencari Teori Pendukung
Identifikasi Masalah Awal
Adanya Wait in Process dan Tidak Meratanya Pembebanan Kerja yang
menyebabkan ketidakseimbangan lini produksi
Data Sekunder : - Data Jumlah produksi
- Jumlah, Jenis dan Spesifikasi mesin dan peralatan
- Jumlah operator dan pembagian jam kerja - Struktur Organisasi dan ruang lingkup bidang usaha
- Kapasitas Produksi Data Primer :
- Urutan Proses Produksi
- Data Waktu Siklus Setiap Stasiun Kerja - Rekaman Gerak Operator
Pengolahan Data
Kesimpulan dan Saran Analisis dan Pembahasan :
Analisis Litasan produksi sebelum dan Setelah perbaikan dengan Metode RPW dan MTM
Mulai
Selesai
Rumusan Masalah : Ketidakseimbangan lini produksi
Studi Pendahuluan : - Mengamati Kondisi Nyata Pabrik - Mengamati Proses Produksi
Studi Literatur :
-Mencari Metode Pemecahan Masalah -Mencari Teori Pendukung
Pengumpulan Data
Data Sekunder : - Data Efisiensi
- Data Utilitas - Jumlah Mesin
- Jumlah Sift, Hari dan Jam Kerja - Data Jumlah Karyawan - Data Gaji Karyawan - Data biaya Lembur Data Primer :
- Urutan Proses Produksi
- Data Waktu Siklus Setiap Elemen Kerja - Data Rating Factor
- Data Allowance - Rekaman gerak operator
Pengolahan Data : - Uji Keseragaman Data - Uji Kecukupan Data
- Perhitungan Waktu Baku Produksi - Penyeimbangan Lini dengan RPW
- Penggambaran gerak operator dengan MTM - Perbaikan MTM
- penyeimbangan Lini produksi dari MTM usulan dengan RPW
Kesimpulan dan Saran Analisis dan Pembahasan :
Analisis terhadap Keseimbangan lini sebelum dan setelah dilakukan pengoptimalan lini
BAB V
PENGUMPULAN DAN PENGOLAHAN DATA
5.1 Pengumpulan Data
Data-data yang dikumpulkan selama melakukan penelitian di PT. Tiga Mitra
Sentosa sebagai dasar dalam penyelesaian masalah keseimbangan lintasan produksi
adalah sebagai berikut :
1. Data waktu siklus pengerjaan produk
2. Data urutan proses operasi dan Precedence Diagram
3. Data efisiensi dan utilitas
4. Data Kapasitas Stasiun Kerja
5.1.1 Data Waktu Siklus
Waktu siklus meliputi proses pengejaan kayu menjadi produk papan setengah jadi
pada masing-masing stasiun. Pengukuran waktu siklus dilakukan dengan stopwatch.
Proses Operasi yang dilakukan pengukuran pada masing-masing stasiun adalah
sebagai berikut :
1. Proses Pemotongan Awal
Pengukuran waktu dilakukan saat operator mulai memasukkan kayu ke mesin Sawing
dan selesai saat operator meletakkan potongan ke tumpukan kayu yang telah
2. Proses Perataan Kayu
Pengukuran waktu dilakukan saat operator mulai memasukkan kayu ke Double
planer Machine dan selesai saat operator meletakkan kayu ke tumpukan kayu yang
telah diratakan.
3. Proses Penyambungan
Pengukuran waktu dilakukan saat operator mulai memasukkan sisa kayu dari stasiun
pemotongan ke mesin Finger Joint dan selesai saat operator meletakkan papan yang
telah menyatu ke tumpukan.
4. Proses Grading
Pengukuran waktu dilakukan saat operator mulai memegang kayu untuk diperiksa
secara manual dan selesai saat operator meletakkan kayu ke tumpukan kayu yang
telah diperiksa.
5. Proses Penyatuan Awal
Pengukuran waktu dilakukan saat operator mulai memegang kayu untuk disatukan
sesuai dengan ukuran dan selesai saat operator meletakkan kayu yang telah ditandai
ke tumpukan kayu.
6. Proses Penyatuan Akhir
Pengukuran waktu dilakukan saat operator mulai memasukkan kayu ke Glue Machine
dan selesai saat operator meletakkan papan yang telah disatukan ke tumpukan.
Pengukuran waktu dilakukan saat operator mulai memasukkan kayu ke Alat Press
dan selesai saat operator telah memasang kunci press untuk kayu.
8. Proses Pengeringan
Pengukuran waktu dilakukan saat operator telah memasang kunci press untuk kayu
dan selesai 25 menit.
9. Proses Pelepasan Pengepressan
Pengukuran waktu dilakukan saat operator mulai membuka Alat Press dan selesai
saat komponen alat press untuk kayu telah terlepas.
10. Proses Pemotongan Akhir
Pengukuran waktu dilakukan saat operator mulai memasukkan papan yang telah
disatukan ke mesin Sawing dan selesai saat operator meletakkan potongan ke
tumpukan.
11. Proses Pendempulan
Pengukuran waktu dilakukan saat operator mulai memegang kayu untuk diperiksa
secara manual lubang-lubang pada kayu dan selesai saat operator meletakkan kayu ke
tumpukan kayu yang telah diperiksa.
12. Proses Pengeringan
Pengukuran waktu dilakukan saat operator mulai meletakkan kayu dempul untuk
Pengukuran waktu dilakukan saat operator mulai memegang kayu yang telah
didempul untuk dilakukan perataan manual pada kayu dan selesai saat operator
meletakkan kayu ke tumpukan kayu yang telah diratakan.
14. Proses Penyusunan papan finishing
Pengukuran waktu dilakukan saat operator mulai mengambil papan finishing dan
selesai saat operator sudah menyusun papan yang berisi 130 papan ukuran (1540 mm
x 142 mm x 30 mm).
15. Proses Packing
Pengukuran waktu dilakukan saat operator mulai mengambil plastik dan selesai saat
operator sudah melapisi 1 tumpukan papan yang berisi 130 papan ukuran (1540 mm x
142 mm x 30 mm).
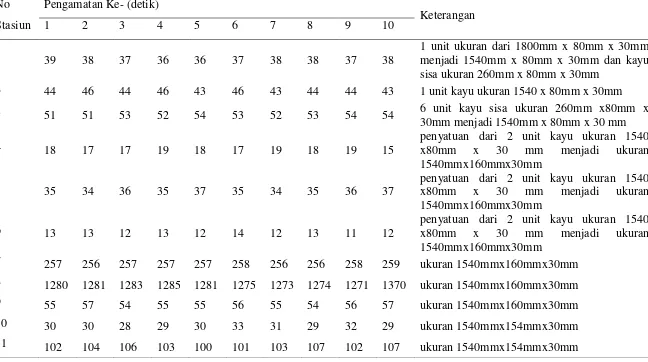
Pengukuran dilakukan selama 10 kali untuk setiap aktivitas di stasiun kerja
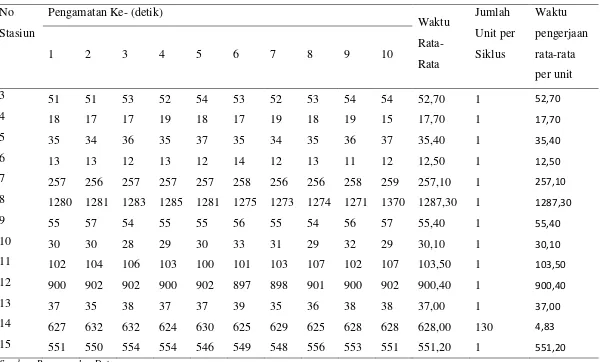
Tabel 5.1. Hasil Pengukuran Waktu Siklus Line Production PT. Mitra Sentosa
No
Stasiun
Pengamatan Ke- (detik)
Keterangan
1 2 3 4 5 6 7 8 9 10
1 39 38 37 36 36 37 38 38 37 38 1 unit ukuran dari 1800mm x 80mm x 30mm menjadi 1540mm x 80mm x 30mm dan kayu
sisa ukuran 260mm x 80mm x 30mm
2 44 46 44 46 43 46 43 44 44 43 1 unit kayu ukuran 1540 x 80mm x 30mm
3 51 51 53 52 54 53 52 53 54 54 6 unit kayu sisa ukuran 260mm x80mm x
30mm menjadi 1540mm x 80mm x 30 mm
4 18 17 17 19 18 17 19 18 19 15 penyatuan dari 2 unit kayu ukuran 1540 x80mm x 30 mm menjadi ukuran
1540mmx160mmx30mm
5 35 34 36 35 37 35 34 35 36 37 penyatuan dari 2 unit kayu ukuran 1540 x80mm x 30 mm menjadi ukuran
1540mmx160mmx30mm
6 13 13 12 13 12 14 12 13 11 12 penyatuan dari 2 unit kayu ukuran 1540 x80mm x 30 mm menjadi ukuran
1540mmx160mmx30mm
7 257 256 257 257 257 258 256 256 258 259 ukuran 1540mmx160mmx30mm
8 1280 1281 1283 1285 1281 1275 1273 1274 1271 1370 ukuran 1540mmx160mmx30mm
9 55 57 54 55 55 56 55 54 56 57 ukuran 1540mmx160mmx30mm
10 30 30 28 29 30 33 31 29 32 29 ukuran 1540mmx154mmx30mm
Tabel 5.1. Hasil Pengukuran Waktu Siklus Line Production PT. Mitra Sentosa (Lanjutan)
No
Stasiun
Pengamatan Ke- (detik)
Keterangan
1 2 3 4 5 6 7 8 9 10
12 900 902 902 900 902 897 898 901 900 902 ukuran 1540mmx154mmx30mm
13 37 35 38 37 37 39 35 36 38 38 ukuran 1540mmx154mmx30mm
14 627 632 632 624 630 625 629 625 628 628 ukuran 1540mmx154mmx30mm (isi 130 unit)
15 551 550 554 554 546 549 548 556 553 551 ukuran 1540mmx154mmx30mm (isi 130 unit)
Sumber: Pengumpulan Data
Waktu yang diperoleh belum menggunakan satuan yang sama, sehingga perlu dilakukan penyamaan satu sehingga
diperoleh waktu pada tabel 5.2.
Tabel 5.2. Hasil Penentuan Waktu Siklus Line Production PT. Mitra Sentosa
No
Stasiun
Pengamatan Ke- (detik)
Waktu
Rata-Rata
Jumlah
Unit per
Siklus
Waktu
pengerjaan
rata-rata
per unit
1 2 3 4 5 6 7 8 9 10
1 39 38 37 36 36 37 38 38 37 33 36,90 1 36,90
Tabel 5.2. Hasil Penentuan Waktu Siklus Line Production PT. Mitra Sentosa (Lanjutan)
No
Stasiun
Pengamatan Ke- (detik)
Waktu
Rata-Rata
Jumlah
Unit per
Siklus
Waktu
pengerjaan
rata-rata
per unit
1 2 3 4 5 6 7 8 9 10
3 51 51 53 52 54 53 52 53 54 54 52,70 1 52,70
4 18 17 17 19 18 17 19 18 19 15 17,70 1 17,70
5 35 34 36 35 37 35 34 35 36 37 35,40 1 35,40
6 13 13 12 13 12 14 12 13 11 12 12,50 1 12,50
7 257 256 257 257 257 258 256 256 258 259 257,10 1 257,10
8 1280 1281 1283 1285 1281 1275 1273 1274 1271 1370 1287,30 1 1287,30
9 55 57 54 55 55 56 55 54 56 57 55,40 1 55,40
10 30 30 28 29 30 33 31 29 32 29 30,10 1 30,10
11 102 104 106 103 100 101 103 107 102 107 103,50 1 103,50
12 900 902 902 900 902 897 898 901 900 902 900,40 1 900,40
13 37 35 38 37 37 39 35 36 38 38 37,00 1 37,00
14 627 632 632 624 630 625 629 625 628 628 628,00 130 4,83
15 551 550 554 554 546 549 548 556 553 551 551,20 1 551,20
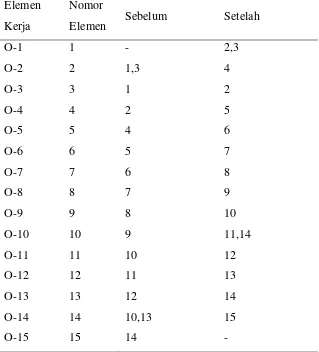
5.1.2 Data Urutan Elemen Kerja dan Precedence Diagram
Proses produksi Papan terdiri atas urutan-urutan elemen kerja yang satu sama
lain saling bergantung atau berhubungan sehingga perlu dilakukan penguraian elemen
kerja serta penggambarannya melalui Precedence Diagram seperti terlihat pada Tabel
5.3.
Tabel 5.3 Precedence Constrain
Elemen
Kerja
Nomor
Elemen Sebelum Setelah
O-1 1 - 2,3
O-2 2 1,3 4
O-3 3 1 2
O-4 4 2 5
O-5 5 4 6
O-6 6 5 7
O-7 7 6 8
O-8 8 7 9
O-9 9 8 10
O-10 10 9 11,14
O-11 11 10 12
O-12 12 11 13
O-13 13 12 14
O-14 14 10,13 15
O-15 15 14 -
Diagram precedence line production PT. Tiga Mitra Sentosa pada produksi
papan ukuran 1540mm x 142mm x 30 mm dapat dilihat pada Gambar 5.1.
1 2 4 5 6 7 8 9 10
3
14
11 12 13
15
80 %
20 %
20 %
100 % 100 %
100 % 100 % 100 % 100 % 100 % 100 % 60 % 100 %
40 %
40 % 40 % 40 % 40 %
Sumber: Pengumpulan Data
Gambar 5.1.Precedence Diagram
Zoning constraint menjadi pertimbangan elemen-elemen kerja yang boleh didekatkan
dan elemen-elemen kerja yang tidak boleh berdekatan. Sesuai dengan aliran operasi
maka diperoleh zoning constraint pada tabel 5.4.
Tabel 5.4. Zoning Constraint
Elemen Kerja Satu Group Keterangan
Elemen kerja
1,2,3,4,5,6,7,8,9,10,14,15 Proses Produksi Kayu Utama
Elemen Kerja
11,12,13
Proses Produksi Perbaikan Kayu
(Sompel dan kurang rata)
Sumber: Pengumpulan Data
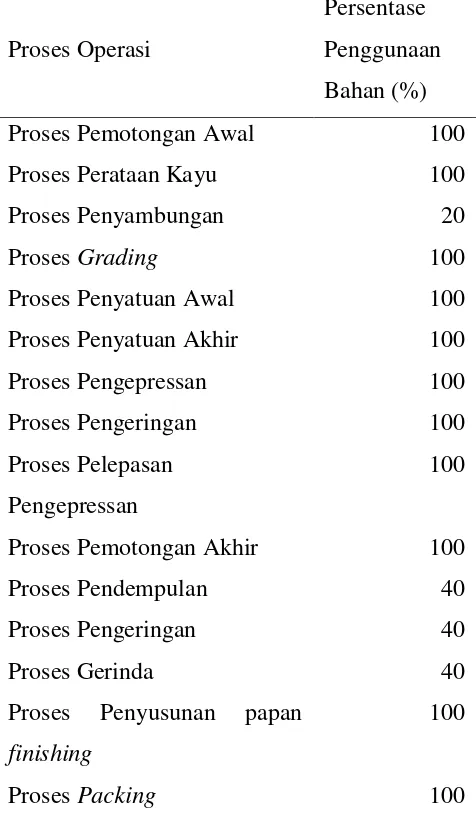
Data persentase penggunaan bahan melalu penggambaran Precende Diagram
Tabel 5.5. Data Persentase Penggunaan Bahan
Proses Operasi
Persentase
Penggunaan
Bahan (%)
Proses Pemotongan Awal 100
Proses Perataan Kayu 100
Proses Penyambungan 20
Proses Grading 100
Proses Penyatuan Awal 100
Proses Penyatuan Akhir 100
Proses Pengepressan 100
Proses Pengeringan 100
Proses Pelepasan
Pengepressan
100
Proses Pemotongan Akhir 100
Proses Pendempulan 40
Proses Pengeringan 40
Proses Gerinda 40
Proses Penyusunan papan
finishing
100
Proses Packing 100
Sumber: Pengumpulan Data
5.1.3 Data Kapasitas Stasiun Kerja
Data kapasitas pada setiap stasiun kerja meliputi kapasitas harian dan target
Tabel 5.6. Kapasitas Stasiun Kerja
Stasiun Kerja Kapasitas Harian Target Produksi
Harian
1 1719 1050
2 1347 1050
3 393 1050
4 2182 1050
5 1124 1050
6 1687 1050
7 967 1050
8 193 1050
9 4489 1050
10 2040 1050
11 384 1050
12 442 1050
13 1140 1050
14 8069 1050
15 11231 1050
Sumber: Pengumpulan Data
5.1.4 Data Efisiensi dan Scrap
Data efisiensi dan scrap pada perusahaan akan menentukkan output dari
Tabel 5.7. Efisiensi dan Scrap
Proses Operasi Efisiensi (%) Scrap (%)
1
97 1
2
95 2
3
98 2
4
99 0
5
99 0
6
99 0
7
99 0
8
99 0
9
99 0
10
97 1
11
98 0
12
99 0
13
97 1
14
99 0
15
99 0
Sumber: Pengumpulan Data
5.2 Pengolahan Data 5.2.1 Uji Keseragaman Data
Uji keseragaman data perlu dilakukan terlebih dahulu sebelum menggunakan data
yang diperoleh untuk menetapkan waktu baku berdasarkan waktu siklus yang
diperoleh dari pengumpulan data. Pengujian keseragaman data dilakukan untuk
mengetahui apakah data dalam batas kontrol (BKA dan BKB) atau tidak (out of
1. Perhitungan rata-rata
Perhitungan dilakukan berdasarkan pengumpulan data pada Tabel 5.2. sehingga
diperoleh :
n
2. Perhitungan standar deviasi
Perhitungan dilakukan berdasarkan data pada Tabel 5.2. dan rata-ratanya sehingga
diperoleh :
N
3. Menghitung Batas Kontrol Atas (BKA) dan Batas Kontrol Bawah (BKB)
Perhitungan dilakukan dari rata-rata dan standar deviasi yang telah dihitung dengan
Tingkat Keyakinan = 95 % dan Tingkat Ketelitian = 5 %, makan nilai Z = 2
Sumber: Penngolahan Data
Gambar 5.2. Peta Kontrol Proses Pemotongan
Berdasarkan gambar diatas, tidak ada data waktu siklus yang melewati batas kontrol,
sehingga dapat dikatakan bahwa data pengukuran waktu siklus elemen kegiatan
pemotongan awal seragam. Rekapitulasi uji keseragaman data dapat dilihat pada
Tabel 5.8
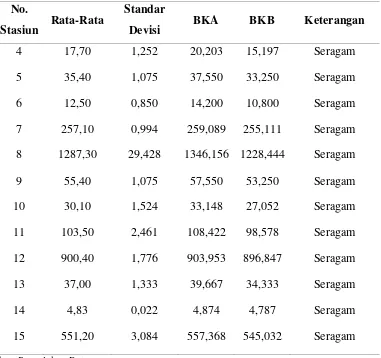
Tabel 5.8. Rekapitulasi Uji Keseragaman Data Waktu Siklus pada Proses Operasi
No.
Stasiun Rata-Rata
Standar
Devisi BKA BKB Keterangan
1 37,40 0,966 39,332 35,468 Seragam
2 111,20 1,252 46,803 41,797 Seragam
Tabel 5.8. Rekapitulasi Uji Keseragaman Data Waktu Siklus pada Proses Operasi (Lanjutan)
No.
Stasiun Rata-Rata
Standar
Devisi BKA BKB Keterangan
4 17,70 1,252 20,203 15,197 Seragam
5 35,40 1,075 37,550 33,250 Seragam
6 12,50 0,850 14,200 10,800 Seragam
7 257,10 0,994 259,089 255,111 Seragam
8 1287,30 29,428 1346,156 1228,444 Seragam
9 55,40 1,075 57,550 53,250 Seragam
10 30,10 1,524 33,148 27,052 Seragam
11 103,50 2,461 108,422 98,578 Seragam
12 900,40 1,776 903,953 896,847 Seragam
13 37,00 1,333 39,667 34,333 Seragam
14 4,83 0,022 4,874 4,787 Seragam
15 551,20 3,084 557,368 545,032 Seragam
Sumber: Pengolahan Data
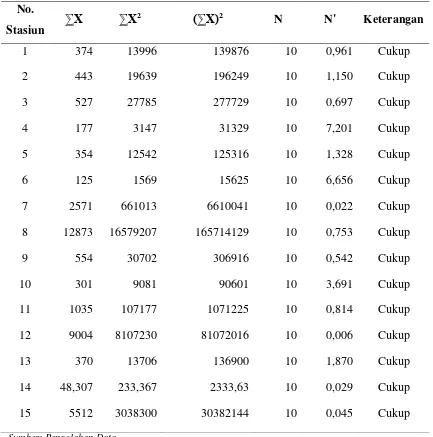
5.2.2 Uji Kecukupan Data
Uji kecukupan data dilakukan untuk mengetahui apakah data waktu siklus
yang diambil sudah memenuhi jumlah semestinya atau belum. Data waktu siklus
2
Z = tingkat kepercayaan (tingkat kepercayaan = 95% dengan Z=2)
s = tingkat ketelitian (tingkat ketelitian= 5%)
N = jumlah data aktual untuk sampel
N’ = jumlah data yang seharusnya
Data dinyatakan cukup jika N> N’ berdasarkan hasil peritungan. Namun
sebaliknya, jika N < N’ maka harus menambahkan jumlah data sebagai sampel.
Pengujian data proses pemotongan awal yakni sebagai berikut :
2
Jumlah data aktual untuk sampel (N) yakni sebanyak 10 buah, sedangkan data
(N>N’). Rekapitulasi uji kecukupan data untuk keseluruhan elemen dapat dilihat pada
Tabel 5.9.
Tabel 5.9. Rekapitulasi Perhitungan Uji Kecukupan Data No.
Stasiun ⅀X ⅀X
2 (⅀X)2
N N' Keterangan
1 374 13996 139876 10 0,961 Cukup
2 443 19639 196249 10 1,150 Cukup
3 527 27785 277729 10 0,697 Cukup
4 177 3147 31329 10 7,201 Cukup
5 354 12542 125316 10 1,328 Cukup
6 125 1569 15625 10 6,656 Cukup
7 2571 661013 6610041 10 0,022 Cukup
8 12873 16579207 165714129 10 0,753 Cukup
9 554 30702 306916 10 0,542 Cukup
10 301 9081 90601 10 3,691 Cukup
11 1035 107177 1071225 10 0,814 Cukup
12 9004 8107230 81072016 10 0,006 Cukup
13 370 13706 136900 10 1,870 Cukup
14 48,307 233,367 2333,63 10 0,029 Cukup
15 5512 3038300 30382144 10 0,045 Cukup
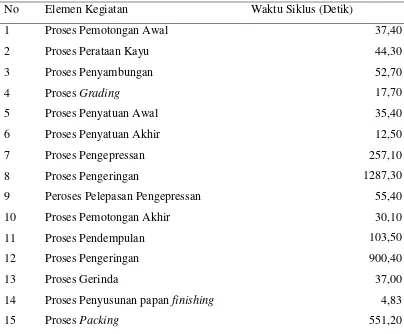
Setelah dilakukan kedua uji diatas, maka data waktu siklus yang teleh diambil dapat
digunakan untuk pengolahan data selanjutnya. Waktu siklus pada line production
PT.Tiga Mitra Sentosa ditunjukkan pada Tabel 5.10.
Tabel 5.10. Waktu Siklus Line Production di PT. Tiga Mitra Sentosa
No Elemen Kegiatan Waktu Siklus (Detik)
1 Proses Pemotongan Awal 37,40
2 Proses Perataan Kayu 44,30
3 Proses Penyambungan 52,70
4 Proses Grading 17,70
5 Proses Penyatuan Awal 35,40
6 Proses Penyatuan Akhir 12,50
7 Proses Pengepressan 257,10
8 Proses Pengeringan 1287,30
9 Peroses Pelepasan Pengepressan 55,40
10 Proses Pemotongan Akhir 30,10
11 Proses Pendempulan 103,50
12 Proses Pengeringan 900,40
13 Proses Gerinda 37,00
14 Proses Penyusunan papan finishing 4,83
15 Proses Packing 551,20
Sumber: Pengolahan Data
5.2.3 Penentuan Rating Factor dan Allowance 5.2.3.1 Rating Factor
Perhitungan waktu baku dalam pengerjaan elemen kerja sehingga diperlukan
factor dilakukan menurut westinghouse. Berdasarkan rating factor pada elemen kerja
di PT. Tiga Mitra Sentosa ditunjukkan pada Tabel 5.11.
Tabel 5.11. Rating Factor
Stasiun
Kerja
Elemen Rating
Factor Kelas Lambang Penyesuaian Total
1
Keterampilan Good C1 0,06
0,07
Usaha Average D 0
Kondisi Kerja Average D 0
Konsistensi Good C 0,01
2
Keterampilan Good C1 0,06
0,07
Usaha Average D 0
Kondisi Kerja Average D 0
Konsistensi Good C 0,01
3
Keterampilan Good C1 0,06
0,05
Usaha Good C1 0,02
Kondisi Kerja Average D 0
Konsistensi Fair E -0,03
4
Keterampilan Good C1 0,06
0,08
Usaha Good C1 0,02
Kondisi Kerja Average D 0
Konsistensi Fair E -0,02
5
Keterampilan Good C1 0,06
0,07
Usaha Average D 0
Kondisi Kerja Average D 0
Tabel 5.11. Rating Factor (Lanjutan)
Stasiun
Kerja
Elemen Rating
Factor Kelas Lambang Penyesuaian Total
6
Keterampilan Good C1 0,06
0,03
Usaha Good C1 0,02
Kondisi Kerja Fair E -0,03
Konsistensi Fair E -0,02
7
Keterampilan Good C1 0,06
0,07
Usaha Average D 0
Kondisi Kerja Average D 0
Konsistensi Good C 0,01
8
Keterampilan Good C2 0,06
0,07
Usaha Average D 0
Kondisi Kerja Average D 0
Konsistensi Good C 0,01
9 Keterampilan Good C2 0,06 0,07
Usaha Average D 0
Kondisi Kerja Average D 0
Konsistensi Exellent B 0,01
10 Keterampilan Good C2 0,03 0,04
Usaha Average D 0
Kondisi Kerja Average D 0
Konsistensi Good C 0,01
11 Keterampilan Good C1 0,06 0,07
Usaha Average D 0
Kondisi Kerja Average D 0
Tabel 5.11. Rating Factor (Lanjutan)
Stasiun
Kerja
Elemen Rating
Factor Kelas Lambang Penyesuaian Total
12 Keterampilan Good C2 0,06 0,07
Usaha Average D 0
Kondisi Kerja Average D 0
Konsistensi Exellent B 0,01
13 Keterampilan Good C1 0,06 0,03
Usaha Good C1 0,02
Kondisi Kerja Fair E -0,03
Konsistensi Fair E -0,02
14 Keterampilan Good C1 0,06 0,07
Usaha Average D 0
Kondisi Kerja Average D 0
Konsistensi Good C 0,01
Keterampilan Good C1 0,06
15 Usaha Average D 0 0,07
Kondisi Kerja Average D 0
Konsistensi Good C 0,01
Sumber: Pengolahan Data
5.2.3.2 Allowance
Kelonggaran (Allowance) diberikan untuk tiga hal (Sutalaksana, 1979) yakni
untuk kebutuhan pribadi, menghilangkan fatique, dan hambatan-hambatan yang tidak
dihindarkan. Penentuan allowance untuk semua stasiun pembuatan papan setengah
Tabel 5.12. Allowance
Stasiun
Kerja Faktor Allowance Total
1
Tenaga yang dikeluarkan 3
12
Sikap kerja 1
Gerakan kerja 1
Kelelahan mata 0
Keadaan temperatur kerja 4
Keadaan atmosfer 1
Keadaan lingkungan yang baik 1
Kebutuhan pribadi 1
2
Tenaga yang dikeluarkan 4
15
Sikap kerja 2
Gerakan kerja 0
Kelelahan mata 0
Keadaan temperatur kerja 5
Keadaan atmosfer 1
Keadaan lingkungan yang baik 1
Kebutuhan pribadi 2
3
Tenaga yang dikeluarkan 3
14
Sikap kerja 1
Gerakan kerja 1
Kelelahan mata 0
Keadaan temperatur kerja 6
Keadaan atmosfer 1
Keadaan lingkungan yang baik 1
Tabel 5.12. Allowance (Lanjutan)
Stasiun
Kerja Faktor Allowance Total
4
Tenaga yang dikeluarkan 5
16
Sikap kerja 1
Gerakan kerja 1
Kelelahan mata 2
Keadaan temperatur kerja 4
Keadaan atmosfer 1
Keadaan lingkungan yang baik 1
Kebutuhan pribadi 1
5
Tenaga yang dikeluarkan 4
15
Sikap kerja 1
Gerakan kerja 1
Kelelahan mata 2
Keadaan temperatur kerja 4
Keadaan atmosfer 1
Keadaan lingkungan yang baik 1
Kebutuhan pribadi 1
6
Tenaga yang dikeluarkan 3
14
Sikap kerja 0
Gerakan kerja 1
Kelelahan mata 0
Keadaan temperatur kerja 5
Keadaan atmosfer 2
Keadaan lingkungan yang baik 2
Tabel 5.12. Allowance (Lanjutan)
Stasiun
Kerja Faktor Allowance Total
7
Tenaga yang dikeluarkan 3
13
Sikap kerja 0
Gerakan kerja 1
Kelelahan mata 0
Keadaan temperatur kerja 4
Keadaan atmosfer 1
Keadaan lingkungan yang baik 2
Kebutuhan pribadi 2
8
Tenaga yang dikeluarkan 3
13
Sikap kerja 0
Gerakan kerja 1
Kelelahan mata 0
Keadaan temperatur kerja 4
Keadaan atmosfer 1
Keadaan lingkungan yang baik 2
Kebutuhan pribadi 2
9
Tenaga yang dikeluarkan 3
13
Sikap kerja 0
Gerakan kerja 1
Kelelahan mata 0
Keadaan temperatur kerja 4
Keadaan atmosfer 1
Keadaan lingkungan yang baik 2
Tabel 5.12. Allowance (Lanjutan)
Stasiun
Kerja Faktor Allowance Total
10
Tenaga yang dikeluarkan 3
15
Sikap kerja 1
Gerakan kerja 0
Kelelahan mata 1
Keadaan temperatur kerja 4
Keadaan atmosfer 2
Keadaan lingkungan yang baik 2
Kebutuhan pribadi 2
11
Tenaga yang dikeluarkan 6
15
Sikap kerja 3
Gerakan kerja 0
Kelelahan mata 0
Keadaan temperatur kerja 1
Keadaan atmosfer 1
Keadaan lingkungan yang baik 2
Kebutuhan pribadi 2
12
Tenaga yang dikeluarkan 6
15
Sikap kerja 3
Gerakan kerja 0
Kelelahan mata 0
Keadaan temperatur kerja 1
Keadaan atmosfer 1
Keadaan lingkungan yang baik 2
Tabel 5.12. Allowance (Lanjutan)
Stasiun
Kerja Faktor Allowance Total
13
Tenaga yang dikeluarkan 6
14
Sikap kerja 3
Gerakan kerja 0
Kelelahan mata 0
Keadaan temperatur kerja 1
Keadaan atmosfer 1
Keadaan lingkungan yang baik 1
Kebutuhan pribadi 2
14
Tenaga yang dikeluarkan 3
16
Sikap kerja 2
Gerakan kerja 0
Kelelahan mata 0
Keadaan temperatur kerja 4
Keadaan atmosfer 1
Keadaan lingkungan yang baik 5
Kebutuhan pribadi 1
Tenaga yang dikeluarkan 6 16
Sikap kerja 2
Gerakan kerja 0
15 Kelelahan mata 0
Keadaan temperatur kerja 4
Keadaan atmosfer 1
Keadaan lingkungan yang baik 2
Kebutuhan pribadi 1