DATA
4.1 Pengumpulan Data
Dari jenis-jenis masalah yang ditemukan pada part dalam tiga bulan terakhir yaitu pada bulan Juni, Juli, dan Agustus ditemukan beberapa jenis defect seperti :
1. Karat pada part plating. 2. Baret
3. Penyok
4. warna tidak standard
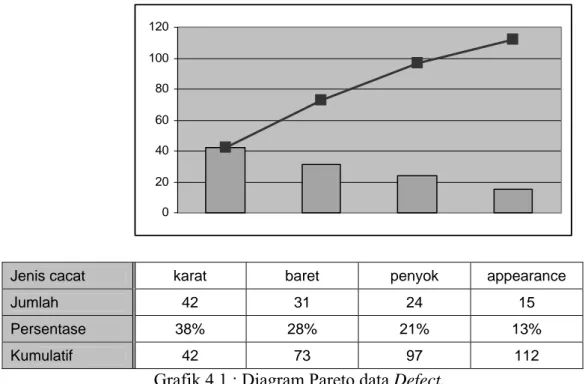
Analisa dilakukan dengan diagram pareto seperti gambar di bawah ini :
0 20 40 60 80 100 120
Jenis cacat karat baret penyok appearance
Jumlah 42 31 24 15
Persentase 38% 28% 21% 13% Kumulatif 42 73 97 112
Dari data diatas dapat diketahui bahwa terjadi empat jenis cacat yang ada pada unit produksi, dan diantara keempat jenis cacat tersebut dapat dilihat pada diagram bahwa jenis cacat karat adalah paling dominan. Sehingga dalam penelitian ini, dilakukan analisa terhadap cacat yang menyebabkan karat tersebut. Dalam Proses pengumpulan data, data diambil secara acak dengan mencatat pengukuran harian yang dilakukan selama sebulan penuh yang terdiri dari 22 hari kerja dan 3 hari lembur pada hari libur pada bulan September 2007 (total 25 hari). Terdapat 25 kelompok sampel pengukuran ketebalan lapisan plating (Thickness) dengan menggunakan alat thickness tester yang tercatat dalam record quality
inspection. Dalam satu kelompok sample terdapat 3 item sampel part, sample
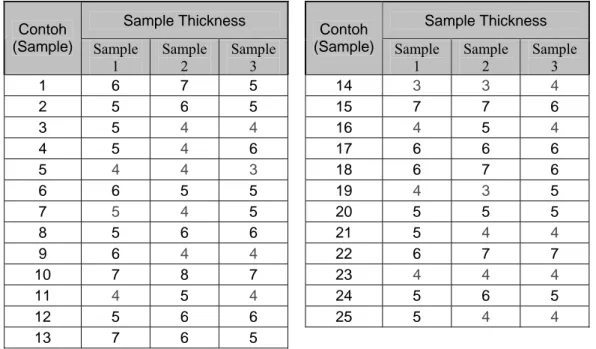
diambil secara acak dalam satu proses produksi setiap hari. seperti ditunjukandalam table pengukuran berikut ini :
Tabel 4.1 : Data Thickness untuk 25 sample
Sample Thickness Sample Thickness
Contoh (Sample) Sample 1 Sample 2 Sample 3 Contoh (Sample) Sample 1 Sample 2 Sample 3 1 6 7 5 14 3 3 4 2 5 6 5 15 7 7 6 3 5 4 4 16 4 5 4 4 5 4 6 17 6 6 6 5 4 4 3 18 6 7 6 6 6 5 5 19 4 3 5 7 5 4 5 20 5 5 5 8 5 6 6 21 5 4 4 9 6 4 4 22 6 7 7 10 7 8 7 23 4 4 4 11 4 5 4 24 5 6 5 12 5 6 6 25 5 4 4 13 7 6 5
4.2 Pengolahan Data
4.2.1 Perhitungan Peta Kontrol
Dalam membuat peta control diperlukan perhitungan sebagai berikut : Tabel 4.2 : Perhitungan X-Bar dan R per Kelompok Sampel.
Pengukuran Pada Unit
Contoh (n = 3) Perhitungan yang Diperlukan Contoh
(Sample) X1
(μm) (X2 μm) (μX3 m) Jumlah Rata-rata (X-Bar)
Range ( R ) 1 6 7 5 18 6.00 2 2 5 6 5 16 5.33 1 3 5 4 4 13 4.33 1 4 5 4 6 15 5.00 2 5 4 4 3 11 3.67 1 6 6 5 5 16 5.33 1 7 5 4 5 14 4.67 1 8 5 6 6 17 5.67 1 9 6 4 4 14 4.67 2 10 7 8 7 22 7.33 1 11 4 5 4 13 4.33 1 12 5 6 6 17 5.67 1 13 7 6 5 18 6.00 2 14 3 3 4 10 3.33 1 15 7 7 6 20 6.67 1 16 4 5 4 13 4.33 1 17 6 6 6 18 6.00 0 18 6 7 6 19 6.33 1 19 4 3 5 12 4.00 2 20 5 5 5 15 5.00 0 21 5 4 4 13 4.33 1 22 6 7 7 20 6.67 1 23 4 4 4 12 4.00 0 24 5 6 5 16 5.33 1 25 5 4 4 13 4.33 1 Jumlah = 128.33 27 Rata-rata = 5,13 (X-double bar) 1,08 (R-bar)
Penjelasan : Jumlah : Total penjumlahan X1 + X2 + X3 X-Bar : Rata-rata data (ΣX / n), n : Jumlah data
Range : Selisih data terbesar (data terbesar – data terkecil) X-Double bar : Rata-rata X-Bar (ΣX-bar / N)
R-bar : Rata-rata R (Σ R-bar / N) Contoh Perhitungan Tabel, No.1 :
Jumlah = X1 + X2 + X3 = 6+7+5 = 18 Rata-rata = (X1 + X2 + X3) / 3 = 18/3 =6 Range = 7-5 = 2
4.2.2 Peta Kontrol X-Bar
Dalam membuat peta kontrol X-Bar digunakan rumus sebagai berikut : CL = X-Double bar
UCL = X-Double bar + A2R-Bar
LCL = X-Double bar – A2R-Bar
Data yang didapat dari Tabel 2.9 adalah :
Untuk koefisien batas kontrol X-bar (A2) = 1.023
R-Bar = 1.08 Dari rumus diatas didapat : CL = 5.13
UCL = 5.13 + (1.023)(1.08) = 6.23
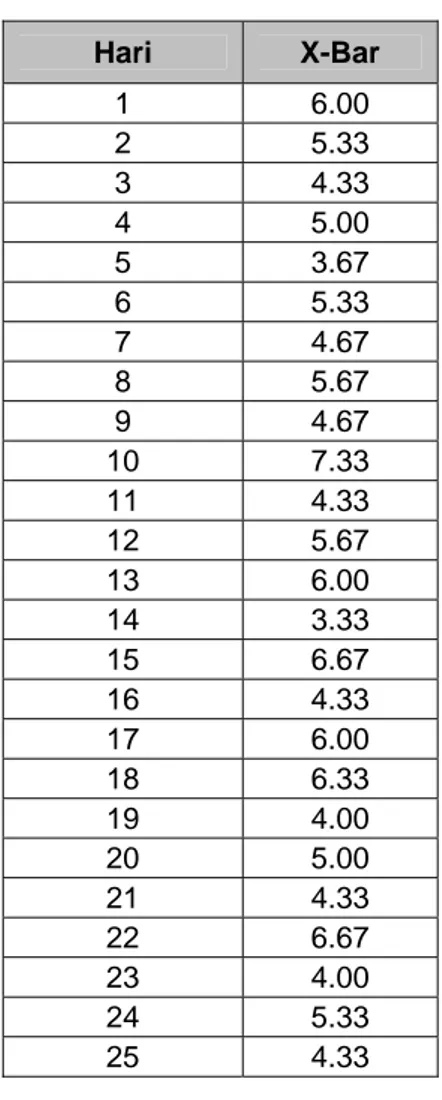
Tabel 4.3 : Data Grafik X-Bar. Hari X-Bar 1 6.00 2 5.33 3 4.33 4 5.00 5 3.67 6 5.33 7 4.67 8 5.67 9 4.67 10 7.33 11 4.33 12 5.67 13 6.00 14 3.33 15 6.67 16 4.33 17 6.00 18 6.33 19 4.00 20 5.00 21 4.33 22 6.67 23 4.00 24 5.33 25 4.33 Peta X-Bar 0,00 1,00 2,00 3,00 4,00 5,00 6,00 7,00 8,00 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 Hari Ti ng k a t M u tu
Dari grafik peta X-bar diatas dapat disimpulkan bahwa terjadi penyimpangan terhadap batas atas dan batas bawah. Pada batas atas terdapat empat titik penyimpangan yang terjadi pada data ke-10, ke-15, ke-18, dan ke-22, untuk batas bawah juga terjadi penyimpanga pada data ke-5, ke-14, ke-19, dan ke-23. selain itu juga terjadi pergerakan titik yang tidak beraturan.
4.2.3 Peta Kontrol R
Dalam membuat peta kontrol R digunakan rumus sebagai berikut : CL = R-Bar
UCL = D4R-Bar
LCL = D3R-Bar
Data yang didapat dari Tabel 2.9 adalah : R-Bar = 1.08
D4 = 2.574
D3 = 0
Dari rumus diatas didapat : CL = 1.08
UCL = (2.574)(1.08) = 2.78
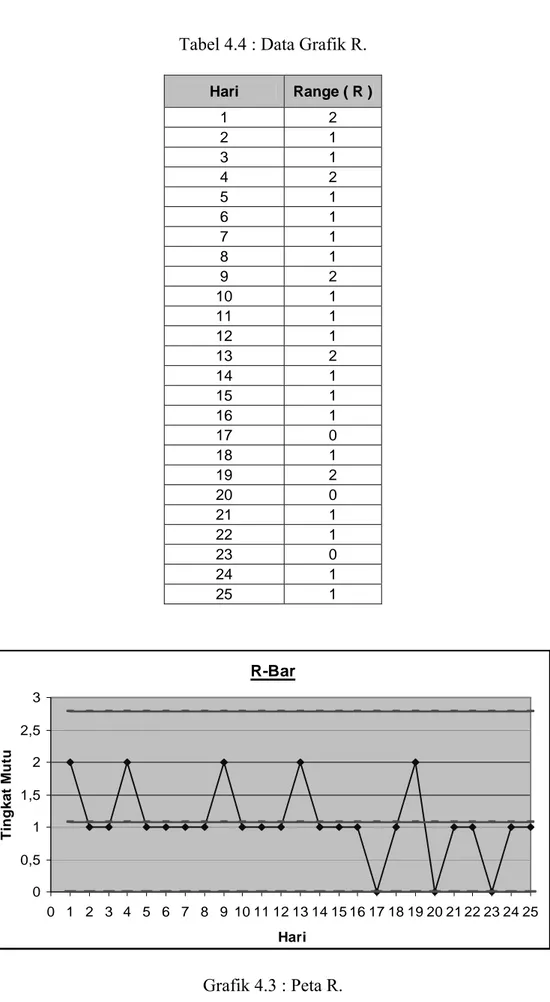
Tabel 4.4 : Data Grafik R. Hari Range ( R ) 1 2 2 1 3 1 4 2 5 1 6 1 7 1 8 1 9 2 10 1 11 1 12 1 13 2 14 1 15 1 16 1 17 0 18 1 19 2 20 0 21 1 22 1 23 0 24 1 25 1 R-Bar 0 0,5 1 1,5 2 2,5 3 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 Hari Ti n g k a t M u tu Grafik 4.3 : Peta R.
Pada peta R dapat disimpulkan pula bahwa terjadi penyimpangan pada tiga titik batas bawah. Titik-titik tersebut adalah data ke-17, ke-20 dan ke-23.
Dari hasil pemetaan pada X-bar dan R dapat disimpulkan bahwa terjadi masalah kualitas dengan frequensi yang cukup tinggi, sehingga harus dilakukan investigasi dilapangan untuk mengetahui penyebab masalah sesunggungnya.
4.2.4 Kapabilitas Proses
Untuk mengeahui kapabilitas proses yang terjadi, digunakan rumus Cp (Indeks kapabilitas proses), yaitu :
Cp = (USL – LSL) 6 (R-bar/d2)
Diketahui : USL = 6 (standard SST maksimum yang diharapkan) LSL = 5 (standard minimum SST)
R-bar = 1.08
d2 = 3.931 (koefisien simpangan)
Maka didapat dengan rumus :
Cp = __( 6 – 5 )___ = 0.6
6(1,08/3,931)
Karna kapabilitas prosesnya adalah 0.6 maka disimpulkan bahwa : Cp < 1 yaitu kapabilitas tidak baik.
Cp dinyatakan tidak baik karna tidak memenuhi kebutuhan pasar atau standard yang diinginkan.
4.3 Analisis Data
Guna menganalisa data, terlebih dahulu dilakukan investigasi terhadap pos yang mempengaruhi lapisan plating.
4.3.1 Investigasi Penyebab
Proses yang paling mempengaruhi terbentuknya lapisan plating terdapat pada pos-pos proses berikut ini :
1. Degreasing 2. Acid Pickling 3. Electro Cleaner 4. Zinc Process 5. Chromating
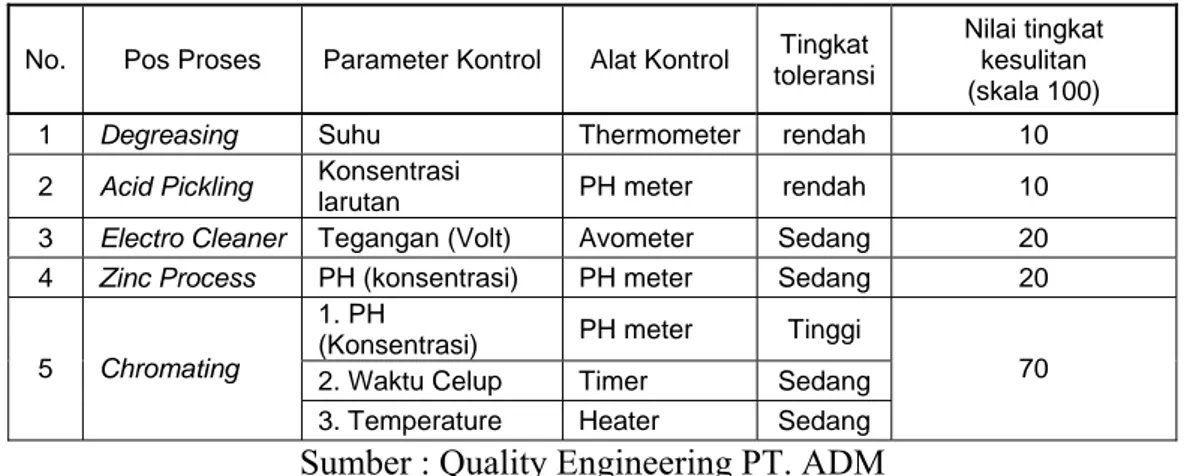
Dengan tingkat kesulitan masing-masing pos proses yang berbeda-beda, tingkat kesulitan dari masing-masing pos tersebut dapat dilihat dari metode pengontrolan pada parameter larutan seperti pada table berikut ini :
Tabel 4.5 : Tingkat Kesulitan Pengontrolan Parameter dalam pos proses
No. Pos Proses Parameter Kontrol Alat Kontrol Tingkat toleransi
Nilai tingkat kesulitan (skala 100)
1 Degreasing Suhu Thermometer rendah 10
2 Acid Pickling Konsentrasi
larutan PH meter rendah 10
3 Electro Cleaner Tegangan (Volt) Avometer Sedang 20 4 Zinc Process PH (konsentrasi) PH meter Sedang 20
1. PH
(Konsentrasi) PH meter Tinggi 2. Waktu Celup Timer Sedang 5 Chromating
3. Temperature Heater Sedang
70
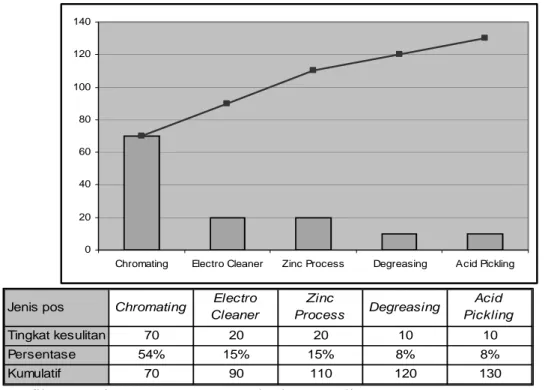
Dari nilai table diatas tapat dilihat bahwa tingkat toleransi dari parameter-parameter yang ada di setiap pos produksi berbeda beda sehingga setiap pos mempunyai tingkat kesulitan proses yang berbeda-beda pula. Tingkat kesulitan pada pos proses tersebut dapat juga dilihat pada diagram pareto sebagai visualisasi nilai tingkat kesulitan berikut ini :
0 20 40 60 80 100 120 140
Chromating Electro Cleaner Zinc Process Degreasing Acid Pickling
Grafik 4.4 : Diagram Pareto Data Tingkat Kesulitan pos proses
Dari hasil investigasi pada tiap pos proses, dapat diketahhui bahwa pos proses Chromate yaitu larutan Chromate berpeluang besar dalam menyebabkan defect,
dan kondisi aktual dilapangan tidak ada pengontrolan parameter pada larutan Krom (Chromating), sehingga thickness dari setiap produk berbeda-beda dan
tidak terkontrol. Pengukuran parameter yang dilakukan pada saat itu adalah sebagai berikut :
1. Data temperature larutan krom (Chromating liquid) = 25˚C
Jenis pos Chromating Electro Cleaner Zinc Process Degreasing Acid Pickling Tingkat kesulitan 70 20 20 10 10 Persentase 54% 15% 15% 8% 8% Kumulatif 70 90 110 120 130
Standard temperature = 55 – 80°C
2. Data PH (tingkat keasaman) Larutan krom (Chromating liquid)= 1,5
Standard PH = 1,8 – 2,0
3. Data waktu celup benda pada larutan krom (Chromating liquid) = 10 detik
Standard waktu celup = 30 – 90 detik
Data diatas menunjukan ketidak sesuaian antara besar parameter standard yang terdapat pada spesifikasi standard material yang dikeluarkan oleh pabrik pembuat
material
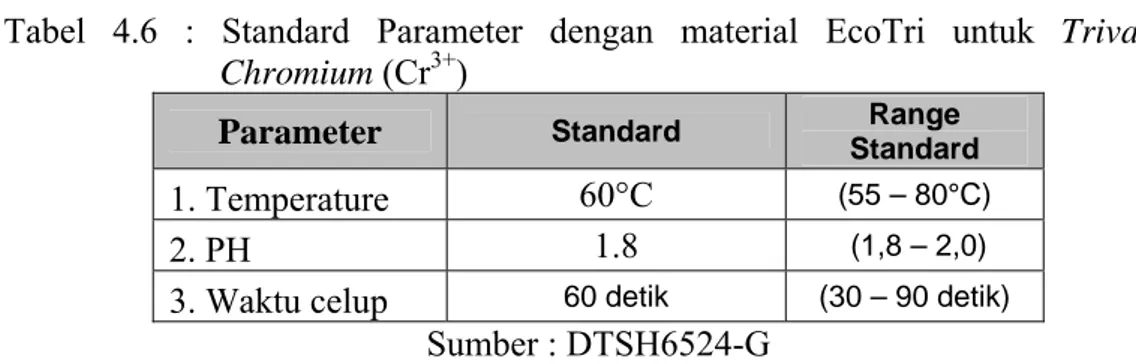
4.3.2 Standard Parameter Pada Larutan Chromate
Parameter di bawah ini adalah parameter pada bak Krom (Chromate bath) sebagai
proses inti dalam suatu proses pelapisan plating Trivalent (Cr3+). Parameter yang
dimaksud adalah sebagai berikut :
1. Data temperature larutan krom (Chromating liquid)
2. Data PH (tingkat keasaman) Larutan krom (Chromating liquid)
3. Data waktu celup benda pada larutan krom (Chromating liquid)
Tabel 4.6 : Standard Parameter dengan material EcoTri untuk Trivalent Chromium (Cr3+)
Parameter Standard Range
Standard
1. Temperature 60°C (55 – 80°C) 2. PH 1.8 (1,8 – 2,0) 3. Waktu celup 60 detik (30 – 90 detik)
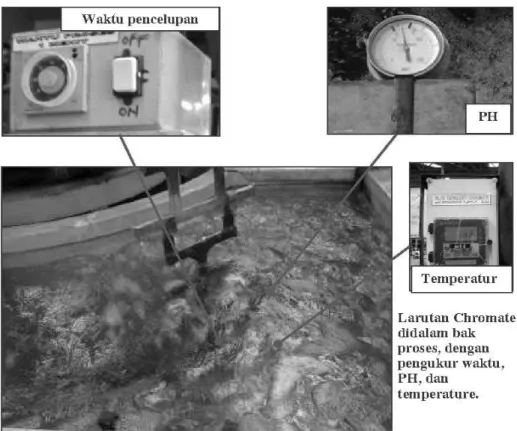
Gambar 4.1 : Larutan Chromate didalam bak proses, dengan pengukur waktu, PH, dan temperature.
4.3.3 Percobaan Perubahan Parameter
Untuk mengetahui sifat perubahan dari parameter larutan perlu dilakukan perobaan perubahan data-data parameter pada saat proses produksi. Hal ini diperlukan untuk mengetahui pengaruh yang disebabkan oleh setiap perubahan parameter yang dilakukan.
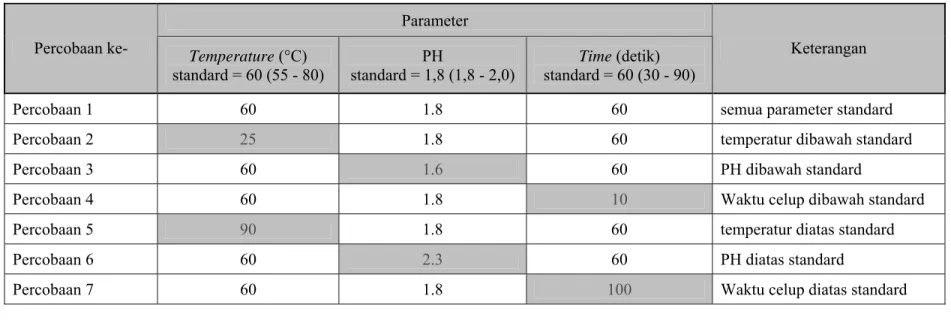
Tabel 4.7 : Data Parameter Untuk Percobaan
Parameter Percobaan ke- Temperature (°C)
standard = 60 (55 - 80) PH standard = 1,8 (1,8 - 2,0) Time (detik) standard = 60 (30 - 90) Keterangan
Percobaan 1 60 1.8 60 semua parameter standard
Percobaan 2 25 1.8 60 temperatur dibawah standard
Percobaan 3 60 1.6 60 PH dibawah standard
Percobaan 4 60 1.8 10 Waktu celup dibawah standard
Percobaan 5 90 1.8 60 temperatur diatas standard
Percobaan 6 60 2.3 60 PH diatas standard
Percobaan 7 60 1.8 100 Waktu celup diatas standard
Keterangan : = Parameter diluar standard. = Parameter standard.
Sumber : Quality Engineering PT. ADM XX
4.3.4 Hasil Percobaan Perubahan Parameter
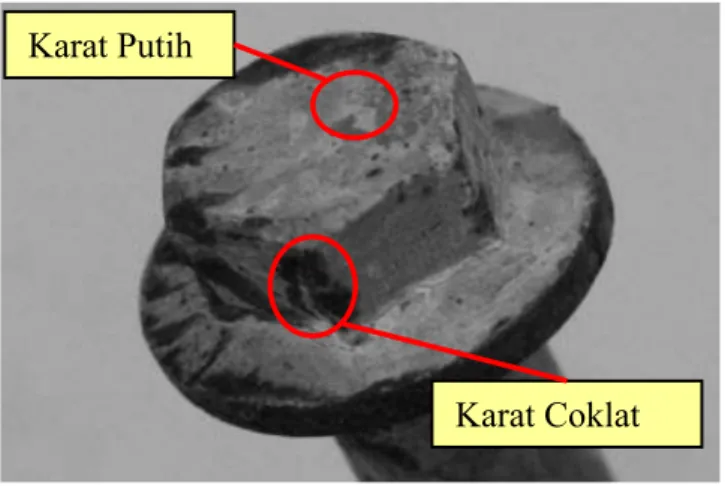
Dari hasil percobaan diatas, part-part yang selesai diproses sesuai dengan ketentuan parameter pada tabel 4.5, diukur tingkat ketahanannya terhadap korosi. Pengukuran ketahanan terhadap harat dilakukan dengan SST machine hingga
muncul white rust (karat putih) pada permukaan lapisan.
White rust adalah jenis karat yang pertama kali muncul pada saat pengujian,
white rust terjadi saat lapisan chromate mengalami korosi yang diakibatkan uap
garam pada SST machine. Jika lapisan chromate telah rusak, tahap selanjutnya
adalah terjadinya korosi pada lapisan Zinc yang akan mengakibatkan karat coklat. Karat coklat adalah tanda terjadinya korosi pada permukaan metal, jika hal ini dibiarkan, korosi akan segera menggerogoti seluruh permukaan plating dan tahap selanjutnya akan merusak logam.
Gambar 4.2 : Gambar Karat Putih dan Karat Merah. Sumber : Quality Engineering PT. ADM Karat Putih
Tabel 4.8 : Result Pengukuran SST Pada Setiap Percobaan.
Percobaan ke- SST result (std : minimum = 70 jam) Judgement Percobaan 1 85 OK Percobaan 2 60 NG Percobaan 3 50 NG Percobaan 4 60 NG Percobaan 5 90 OK Percobaan 6 60 NG Percobaan 7 90 OK
Sumber : Quality Engineering PT. ADM
4.3.5 Analisa Hasil Percobaan Perubahan Parameter
Setelah dilakukan pengujian dan pengambilan data, data dikelompokkan berdasarkan perubahan nilai parameter. Setelah dikelompokkan, sifat perubahan nilai parameter di analisa dengan menggunakan grafik. Pengelompokkan itu terdiri dari nilai perubahan temperature, PH, dan waktu celup (immersion time).
4.3.5.1 Perubahan nilai Parameter Temperature
Tabel 4.9 : Tabel Kelompok Percobaan Temperatur V.S SST Percobaan ke- temperature (˚C) (std : 55 - 80) SST (Jam) (std : min 70 jam) Keterangan
2 25 60 suhu dibawah standard, SST dibawah standard 1 60 85 suhu sesuai standard, SST dalam standard 5 90 90 suhu diluar standard atas, SST dalam standard
Grafik 4.5 : Pengaruh Perubahan Temperature Terhadap SST
Grafik diatas menunjukkan bahwa semakin tinggi temperatur larutan, maka tingkat ketahanan lapisan Chromate terhadap SST akan semakin baik. Angka Temperature aktual pada grafik menunjukan bahwa pada temperatur ±40˚C sudah menghasilkan ketahanan SST selama 70 jam, dan SST akan terus meningkat seiring dengan naiknya suhu pada larutan. Pada suhu 60˚C, SST menunjukkan angka 85 jam, dan terus meningkat hingga SST = 90 jam pada suhu 90˚C. Pada titik suhu 90˚C, grafik akan cenderung bergerak secara horizintal, fenomena ini menunjukkan bahwa, meskipun suhu ditambah, SST cenderung tidak bertambah. Hasil analisa ini menyimpulkan bahwa standard yang digunakan untuk menghasilkan lapisan optimum pada suhu 55˚C - 80˚C terbukti benar karena SST yang dihasilkan masuk dalam standard yaitu 70 jam. Jika pada prakteknya suhu yang digunakan melebihi 80˚C, part hasil proses plating masih di dalam standard (lihat grafik), hanya saja pemakaian suhu yang tinggi akan membutuhkan energi lebih sehingga berdampak pada pemborosan energi.
0 10 20 30 40 50 60 70 80 90 100 0 5 10 15 20 25 30 35 40 45 50 55 60 65 70 75 80 85 90 95 Temperature SS T temp. standard SST standard Kurva SST x temp
4.3.5.2 Perubahan nilai Parameter PH
Tabel 4.10 : Tabel Kelompok Percobaan PH V.S SST
Percobaan ke- PH (std : 1,8 - 2,0) SST (Jam) (std : min 70 jam) Keterangan
3 1.6 50 PH dibawah standard, SST dibawah standard 1 1.8 85 standard PH min, SST dalam standard 6 2.3 60 PH diatas standard, SST dibawah standard
Grafik 4.6 : Grafik Pengaruh Perubahan PH Terhadap SST
Grafik diatas menunjukkan bahwa pada titik PH = 1,6 grafik menanjak naik yang artinya terjadi peningkatan level SST jika PH ditambah. Hal ini akan terus berlangsung hingga titik maksimum yaitu pada PH 1,8 dengan tingkat ketahanan SST selama 85 jam.
Grafik pada range PH 1,6 hingga 1,8 menanjak naik dan akan turun secara perlahan setelah melewati PH 1,8. SST dibawah 70 jam terjadi jika PH dibawah 1,7 dan diatas 2,1. hal ini membuktikan bahwa standard PH = 1,8 – 2.0 adalah
0 10 20 30 40 50 60 70 80 90 1.4 1.6 1.8 2 2.2 2.4 PH SST PH standard SST standard Kurva SST x PH
standar optimum yang bisa digunakan untuk menjaga SST minimum 70 jam tercapai.
4.3.5.3 Perubahan nilai Parameter Immersion Time (Waktu Celup)
Tabel 4.11 : Tabel Kelompok Percobaan Immertion Time V.S SST
Percobaan ke- Time (std : 30 - 90 detik) SST Keterangan
4 10 60 Time dibawah standard, SST dibawah standard
1 60 85 Time sesuai standard, SST dalam standard
7 100 90 Time diluar standard atas, SST dalam standard
Grafik 4.7 : Pengaruh Perubahan Immertion Time Terhadap SST
Pengaruh waktu celup (Immersion time) terhadap SST hampir sama dengan
pengaruh suhu larutan. Grafik diatas menunjukkan bahwa semakin lama waktu celup benda pada larutan, maka tingkat ketahanan lapisan Chromate terhadap SST akan semakin baik. Angka waktu celup aktual pada grafik menunjukan bahwa
time standard SST standard Kurva SST x time time standard SST standard Kurva SST x time 0 10 20 30 40 50 60 70 80 90 100 0 10 20 30 40 50 60 70 80 90 100 110 Time SS T
pada temperatur 30˚C, SST test lapisan menunjukkan waktu ± 70 jam dan tingkat SST terus bertambah seiring dengan pertambahan waktu celup. Dari hasil analisa dapat disimpulkan bahwa Semakin lama benda yang diplating di celup pada larutan plating maka semakin tinggi tingkat ketahanan lapisan tersebut jika di uji dengan SST.
Nilai optimum SST yang terlihat pada tabel adalah 90 jam dengan waktu celup 90 menit, jika waktu celup ditambahkan maka tidak akan terjadi penambahan thickness yang signifikan. Penambahan waktu celup tanpa hasil yang signifikan tentu mengakibatkan kerugian proses. Jadi kesimpulan yang didapat dari percobaan ini adalah waktu celup optimum pada proses plating yaitu 30 – 90 detik.
4.3.6 One Way / Simple ANOVA
Untuk menganalisis komparasi data kuantitatif, dilakukan Uji ANOVA. Tabel 4.12 : Perhitungan ANOVA
Parameter Percobaan ke- Temperature (°C) PH Time (detik) Total Percobaan 1 60 1.8 60 Percobaan 2 25 1.8 60 Percobaan 3 60 1.6 60 Percobaan 4 60 1.8 10 Percobaan 5 60 2.3 60
Σ
xi
265 9.3 250 524.3Σ
xi
2 70225 86.49 62500 132811.49n
5 5 5 15Langkah Perhitungan :
1. Sum of Square (SS) atau Jumlah Kuadrat (JK)
Between SS = (265)2/5 + (9.3)2/5 + (250)2/5 – (524.3)2/15 = 8236.26
Total SS = 132811.49 - (524.3)2/15 = 114485.45
Within SS = Total SS - Between SS = 114485.45 - 8236.26 = 106249.19
2. Degree of freedom (df) atau Derajat Kebebasan (db) dfbetween = k – 1 = 3 – 1 = 2
dfwithin = N – k = 15 – 3 = 12
dfTotal = N – 1 = 15 – 1 = 14
3. Mean Square (MS) atau Kuadrat Tengah (KT) Between MS = Between SS / dfbetween
= 8236.26 / 2 = 4118.13
Within MS = Within SS / dfwithin
= 106249.19 / 12 = 8854.09
4. F-Ration atau Nilai F
F-Ratio = Between MS / Within MS = 4118.13 / 8854.09
5. Tabel Anova
Tabel 4:13 : Tabel ANOVA Sumber variasi Sum of Square df Mean square F-Ratio Between (OAD) Within 8236.26 106249.19 2 12 4118.13 8854.09 0.46 Total 114485.45 14 12972.22
6. Critical F value / Nilai F table : (untuk
α
= 0.05) F(numerator=2; denominator=12; 1- α=0.95) = 3.897. Hasil Kesimpulan F-Ratio < F2,12 0.46 < 3.89
H0 (μtemperature = μPH = μwaktu celup) ditolak :
Terdapat perubahan SST pada perubahan Temperatur, PH, dan waktu celup.
4.3.7 Uji Kecukupan Data
Untuk mengetahui apakah sample data yang diambil sudah mencukupi untuk mewakili data populasi atau tidak, maka dilakukan uji kecukupan data sebagai berikut :
Rumus yang digunakan : N’ =
(
k/s N (ΣXi2) – (ΣXi)2)
ΣXiData yang diketahui :
N = 25 k = 0.05
s= 1 Pengolahan data :
Tabel 4:14 : Data perhitungan dari 25 sample
No. X-bar (25 sample) Xi2 1 6.00 36.0 2 5.33 28.4 3 4.33 18.8 4 5.00 25.0 5 3.67 13.4 6 5.33 28.4 7 4.67 21.8 8 5.67 32.1 9 4.67 21.8 10 7.33 53.8 11 4.33 18.8 12 5.67 32.1 13 6.00 36.0 14 3.33 11.1 15 6.67 44.4 16 4.33 18.8 17 6.00 36.0 18 6.33 40.1 19 4.00 16.0 20 5.00 25.0 21 4.33 18.8 22 6.67 44.4 23 4.00 16.0 24 5.33 28.4 25 4.33 18.8 Σxi = 128.33
Maka : ΣXi = 128.33333 ΣXi2 = 684.3 (ΣXi)2 = 468312.11 Penggunaan Rumus : N’ = 0.05/1 25 (468312.11) (684.3) 128.3 N’ = 15.09 ~ 16 data
=> Kesimpulan : 25 > 16 ; N > N’, maka data cukup mewakili populasi.
4.4 Investigasi Proses Zinc Plating Trivalent Chromium
Menginvestigasi suatu kondisi pengendalian kualitas pada proses plating
Trivalent Chromium, suatu proses diharuskan memiliki unsur quality control
untuk mengontrol kualitas larutan dengan menggunakan metode sebagai berikut :
1. Data control standard
2. Pengontrolan kandungan larutan (Impurity)
3. Pengontrolan kondisi parameter dan kesesuaian data
4. Inspection control
4.4.1 Data Control Standard
Guna melakukan pengontrolan pada suatu proses, diperlukan alat control proses sebagai berikut :
QCPC adalah data perencanaan roses berjalannya suatu produk mulai dari raw material sampai inspeksi akhir proses. QCPC digunakan sebagai pedoman dalam pembuatan suatu produk.
2. PIS (Part Inspection sheet)
PIS adalah data yang berisi standard dimensi atau standard parameter pada setiap langkah proses. PIS berfungsi sebagai acuan standard pembuatan check sheet pada jalur produksi.
3. Check Sheet
Check sheet adalah lembar isian data actual dimensi maupun parameter standard pada saat proses berlangsung. Biasanya check sheet diletakkan di dekat pos proses pengerjaan agar lebih mudah dalam menginput data hasil pengukuran. Setiap pos proses dalam suatu jalur produksi harus memiliki check sheet sebagai acuan pengerjaan dan alat kontrol proses.
4.4.2 Pengontrolan Kandungan Larutan (Impurity)
Larutan yang digunakan pada bak Chromate harus selalu diganti jika
kandungan dan konsentrasi pada larutan telah berubah. Dasar penggantian larutan tersebut adalah dari hasil pengecekankonsentrasi Zn, Fe, dan Cu yang disebabkan oleh proses reaksi kimia selama proses Chromating berlangsung. Caranya adalah dengan pengecekan impurity di laboratorium. Pengecekan harus dilakukan secara
berkala untuk mengetahui trend waktu penggantian yang optimal.
Agar pengontrolan larutan chromate dapat dijalankan dengan baik, maka suatu proses harus memiliki :
1. Tim ahli kimia yang dapat mengukur konsentrasi kandungan Zn, Fe, dan Cu, sehingga dapat diketahui interval waktu penggantian larutan seharusnya dilakukan.
2. Metoda Analisis dan prosedur penggantian.
4.4.3 Pengontrolan Kondisi Parameter dan kesesuaian data
Pengontrolan parameter seperti Suhu, PH, dan waktu celup didasari oleh
standard pada check sheet yang digunakan saat proses. Ketentuan yang ada pada check sheet ini adalah turunan dari material data Eco Tri (Chromating material)
yang diberikan oleh material maker pada saat pembelian material. Pengecekan
kondisi larutan harus dilakukan untuk menjaga kesesuaian parameter terhadap spesifikasi standard proses yang ada pada check sheet.
Pada interval waktu tertentu parameter yang ada pada bak Chromate harus di check dengan menggunakan alat ukur, sehingga jika terjadi ketidaksesuaian data aktual terhadap standard dapat segera ditangani dengan baik. Penanganan
(countermeasure) yang dimaksud adalah :
Tabel 4.15 : Countermeasure Pada Nilai Parameter diluar standard
Sumber : Quality Engineering PT.ADM
No. Parameter Alat Ukur Coutermeasure manual Coutermeasure Automatic
1 Temperature Thermometer
Mengaktifkan heater manual pada saat kondisi dibawah standard hingga suhu mencapai kondisi standard.
menggunakan Thermostat : Agar dapat memanaskan jika kondisi suhu dibawah standard setting dan todak aktif saat suhu sudah dalam kondisi standard setting.
2 PH PH meter
Penambahan Larutan chromate pada saat PH dibawah standard hingga mencapai kondisi standard.
Menggunakan Dozing Pump : Yang berfungsi mengisi larutan
chromate secara otomatis pada saat PH dibawah standard hingga mencapai kondisi standard.
3 Waktu celup Timer
Pencelupkan benda kerja secara manual oleh operator dengan mengacu pada pengukur waktu.
Menggunakan Hoist dengan timer otomatis :
yang berfungsi memasukkan benda kerja kedalam bak dan mengangkatnya kembali untuk di pindahkan ke bak proses selanjutnya secara otomatis.
4.4.4 Inspection Control
Untuk mengetahui hasil proses pelapisan plating, maka dilakukan inspeksi
terhadap lapisan plating dengan cara melakukan pengukuran Thickness dan SST
(Salt Spray Test). Inspeksi terhadap produk harus dilakukan secara berkala
sehingga produk yang dihasilkan sesuai dengan standard. Alat ukur yang digunakan adalah :
Tabel 4.16 : Tabel Alat Ukur Pada Inspection Control Plating.
No. Inspection items Alat Ukur
1 Thickness Thickness Tester
2 tingkat ketahanan terhadap
korosi SST Machine
4.5 Materi OPAM (Operation Process Audit Matter) PLATING TRIVALENT.
Dari hasil investigasi pada larutan chromating di atas, dibuat suatu ringkasan
item audit dalam format audit sehingga dapat digunakan untuk semua proses plating Trivalent Chromium. Aspek-aspek yang harus diperhatikan dan menjadi materi audit tersebut adalah :
4.6 Implemetntasi Materi OPAM.
Materi OPAM yang telah dibuat diimplementasikan pada supplier yang
melakukan proses produksi Cr3+. Hasil implementasi materi tersebut dapat dilihat pada beberapa hasil audit terhadap beberapa perusahaan plating sebagai berikut :