26 BAB IV
HASIL DAN ANALISIS
Pendekatan Six Sigma yang digunakan dalam sebuah proyek peningkatan kualitas terdiri dari 5 (lima) fase yang disebut DMAIC (Define, Measure, Analize, Improve, dan Control) yang merupakan sebuah tahapan proses yang sistemetis dan mengacu pada fakta yang terjadi untuk melakukan perbaikan terus-menerus. DMAIC digambarkan sebagai sebuah loop tertutup yang terus berusaha mengeliminasi tahapan yang tidak produktif. Dalam setiap tahapan yang dilakukan tersebut diaplikasikan tools Six Sigma.
Gambar 4.1. Proses Project Six Sigma – DMAIC
4.1 Profil Perusahaan
PT. XYZ berlokasi di Tangerang, Banten. Perusahaan ini memulai bisnisnya pada awal tahun 1980-an dengan menggunakan dua mesin extruder. Pada awalnya perusahaan ini menghasilkan produk plastik pemegang permen (candy stick) dan sedotan (straw) untuk pasar dalam negeri. Pada pertengahan 1990-an dimana krisis ekonomi terjadi di Indonesia membuat perusahaan ini mengembangkan produk baru berupa rotan sintetis yang digunakan untuk perabotan rumah tangga (furniture) sampai saat ini.
27
Penelitian ini dikaitkan dengan produk plastik yang digunakan dalam produk perabotan rumah tangga (furniture), seperti kursi dan meja. Produk plastik yang dihasilkan masih setengah jadi dan berbentuk seperti rotan, sehingga disebut rotan buatan (sintetis). Produk rotan sintetis tersebut akan dilakukan proses penganyaman pada suatu rangka yang berbentuk kursi atau meja sehingga terbentuk produk peralatan rumah tangga yang mirip rotan alami. Produk setengah jadi yang dihasilkan mempunyai 4 tipe atau generasi sebagai berikut :
1. Produk Generasi UC atau UniColor
Proses pembuatan produk ini menggunakan satu unit mesin extrusi (Main Extruder) dan proses pembuatan warna menggunakan pewarna bubuk (powder) yang dicampurkan dengan resin/material murni sehingga hasil akhir produknya terlihat hanya satu warna saja (unicolor).
2. Produk Generasi 3 atau G3
Proses pembuatan produk ini menggunakan satu unit mesin extrusi (Main Extruder) dan proses pembuatan warna menggunakan lebih dari 1 jenis IHMB (In House Master Batch) atau pewarna yang berbentuk butiran yang dicampurkan dengan resin/material murni sehingga hasil akhir produk terlihat seperti garis-garis kayu (woodgrain) dan corak warna yang lebih banyak.
3. Produk Generasi 4 atau G4
Proses pembuatan produk ini menggunakan dua unit mesin extrusi yang disebut dengan Main Extruder dan Co-Extruder. Pada produk ini terdapat 2 warna, dimana warna main extruder/dasar lebih muda dibandingkan warna co-extruder.
4. Produk Generasi 5 atau G5
Proses pembuatan produk ini menggunakan dua unit mesin extrusi yang disebut dengan Main Extruder dan Co-Extruder. Pada produk ini terdapat 2 warna, dimana warna main extruder/dasar lebih muda dibandingkan warna co-extruder. Penggunaan resin material untuk pewarna co-extruder untuk produk jenis ini berbeda dengan resin main extruder sehingga terbentuk motif yang lebih kasar dibandingkan produk generasi G4.
28
Jenis penampang produk dibagi menjadi 3 tipe, yaitu :
1. Polyrod adalah produk dengan penampang bulat utuh.
2. Polypeel adalah produk dengan penampang seperti irisan batang rotan. 3. Polystrap adalah produk dengan penampang pipih memanjang.
4.2 Fase Define
Proses pendefinisian dari pengurangan pemborosan pada proses produksi dengan melihat data-data produksi mengenai jumlah pemborosan berdasarkan generasi produk (Gambar 4.1) dan jenis profile produk (Gambar 4.2)
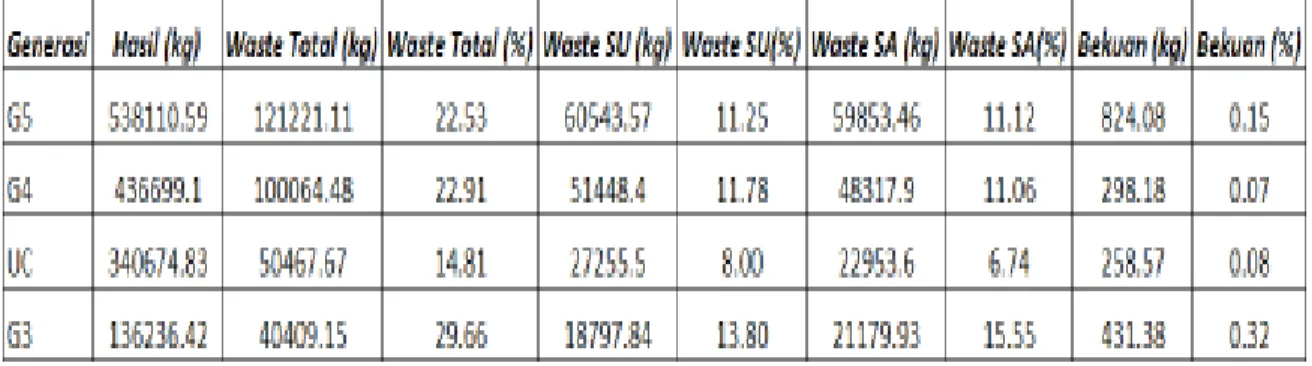
Tabel 4.1 Data Pemborosan Produksi Berdasarkan Generasi Produk
Keterangan :
SA adalah Setting Awal, merupakan proses awal pembuatan produk.
SU adalah Setting Ulang, merupakan proses ulangan pada pembuatan produk setelah proses setting awal akibat terjadinya penyimpangan pada kualitas produk.
Berdasarkan tabel 4.1 produk dengan generasi G5 dan G4 mempunyai jumlah permintaan (hasil) terbanyak dengan prosentase total pemborosan yang besar yaitu >20%. Namun proses penggunaan plastik daur ulang yang menggunakan sisa produksi produk itu sendiri membuat produk dengan generasi G4 dan G5 menjadi sulit dilakukan karena terdapat 2 warna pada produk itu sendiri, sehingga proses hanya dapat dilakukan pada produk UC dan G3. Berdasarkan urutan jumlah permintaan produk maka produk UC lebih dipilih karena kemudahan proses daur ulang plastiknya akibat keunggulan dari keseragaman
29
warna yang dihasilkan sehingga mengurangi kemungkinan perbedaan warna akibat penambahan plastik daur ulang.
Proses daur ulang dilanjutkan dengan profil produk berdasarkan jumlah hasil dan pemborosan yang dihasilkan dari data produksi.
Tabel 4.2 Data Pemborosan Produksi berdasarkan Bentuk Produk
Berdasarkan Gambar 4.2, bentuk strap dan peel mempunyai jumlah permintaan yang relatif sama sehingga untuk proses penambahan plastik daur ulang produk polypeel mempunyai tingkat kesulitan yang lebih rendah dibandingkan polystrap pada saat proses produksi. Profile polypeel yang merupakan setengah lingkaran akan lebih mudah diproses pada feeding section dari mesin extrusi dibandingkan strap yang berbentuk seperti persegi panjang, yang jika dipaksakan akan mengakibatkan proses feeding material yang tidak lancer dan ketidakstabilan dimensi.
4.3 Fase Measure (Pengukuran)
Plastik daur ulang dicoba diaplikasikan dalam proses pembuatan sampel sesuai tabel A. Sifat mekanis yang dilakukan uji Tensile Strength adalah Maximum Force (Mpa), Fracture Force (Mpa), dan Fracture Length (%). Proses penggunakan mesin UTM berdasarkan standar ASTM D638. Hasil tensile strength terdapat pada tabel 4.3.
30
Tabel 4.3 Data Tensile Strength Produk yang menggunakan Plastik daur ulang
Prosentase Recycle (%) Max. Force (Mpa) Fracture Force (Mpa) Fracture Length (%) 0 21.884 21.67 620.99 5 24.682 23.762 571 10 21.696 21.174 571.68 15 18.166 17.14 416.24 20 22.474 21.901 429.89
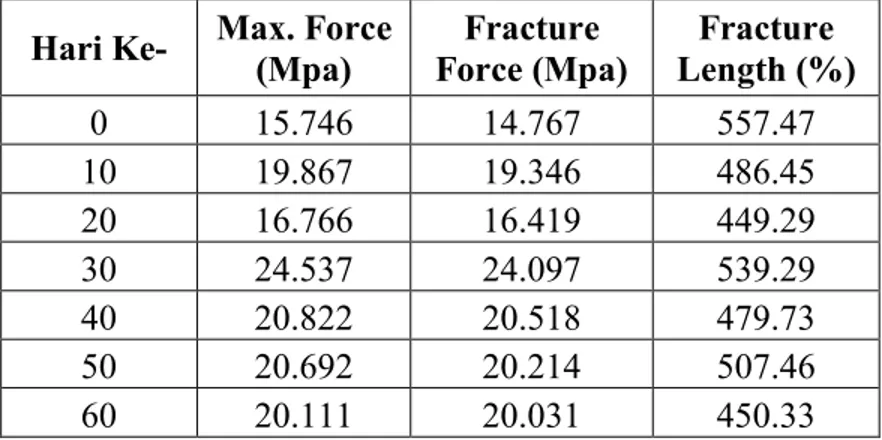
Proses pengujian sampel juga menggunakan metode oven aging (Tabel 4.4), dimana produk dilakukan pemanasan terus menerus dalam oven pada temperatur 1000C sebagai ilustrasi penggunaan produk jadi ini pada situasi luar ruangan. Produk yang dilakukan oven aging ini lalu dilakukan tes tensile strength setiap 10 hari untuk mengetahui tren dari kekuatan mekanisnya.
Tabel 4.4 Data Tensile Strength setelah Proses Oven Aging Plastik Murni
Hari Ke- Max. Force (Mpa) Fracture Force (Mpa) Fracture Length (%) 0 15.746 14.767 557.47 10 19.867 19.346 486.45 20 16.766 16.419 449.29 30 24.537 24.097 539.29 40 20.822 20.518 479.73 50 20.692 20.214 507.46 60 20.111 20.031 450.33
31 4.4 Fase Analyze (Analisa)
4.4.1 Uji Hipotesis Data Tensile Strength Sampel Produk Recycle
Dari data pengukuran di atas akan dibuatkan uji hipotesis terhadap data Tensile Strength (Tabel 4.5) dengan menggunakan program SPSS sebagai berikut :
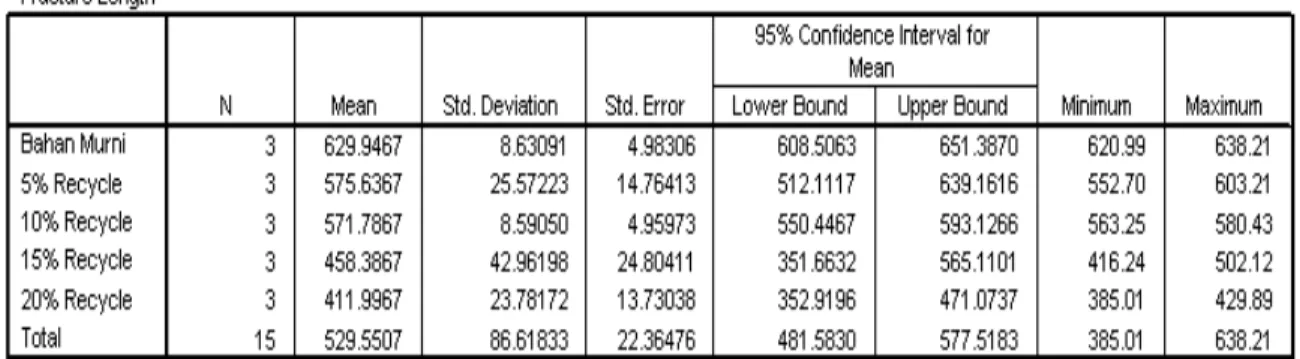
Tabel 4.5 Gambaran Rata-rata Kekuatan Mekanis Produk Sampel
Tabel 4.6 Hasil Tes Homogenitas Sampel
Hipotesis :
Ho = Kelima populasi mempunyai varian yang sama Ha = Kelima populasi mempunyai varian yang tidak sama
Dasar Pengambilan Keputusan :
Jika probabilitasnya (Sig)>0.05, maka Ho diterima Jika probabilitasnya (Sig)<0.05, maka Ho ditolak
32 Keputusan :
Pada kolom Test of Homogeneity of Variances dapat dilihat bahwa probabilitasnya adalah sebesar 0.222 (>0.05) sehingga Ho diterima. Artinya kelima populasi prosentase daur ulang mempunyai varian yang sama.
Tabel 4.7 Analisis Ragam Fracture Length
Hipotesis :
Ho = Kelima prosentase recycle memberikan pengaruh yang sama terhadap penurunan fracture length.
Ha = Kelima prosentase recycle memberikan pengaruh yang berbeda terhadap penurunan fracture length.
Dasar Pengambilan Keputusan :
Jika Fhitung<Ftabel atau probabilitasnya >0.05 maka Ho diterima
Jika Fhitung>Ftabel atau probabilitasnya <0.05 maka Ho ditolak
Fhitung = 38.358
Ftabel 0.05 (4;10) = 3.48
Keputusan :
Oleh karena Fhitung>Ftabel, maka Ho ditolak. Artinya prosentase daur ulang memberikan
pengaruh terhadap fracture length yang berbeda atau lihat probabilitasnya yang sebesar 0.000 (<0.05) sehingga Ho ditolak.
33
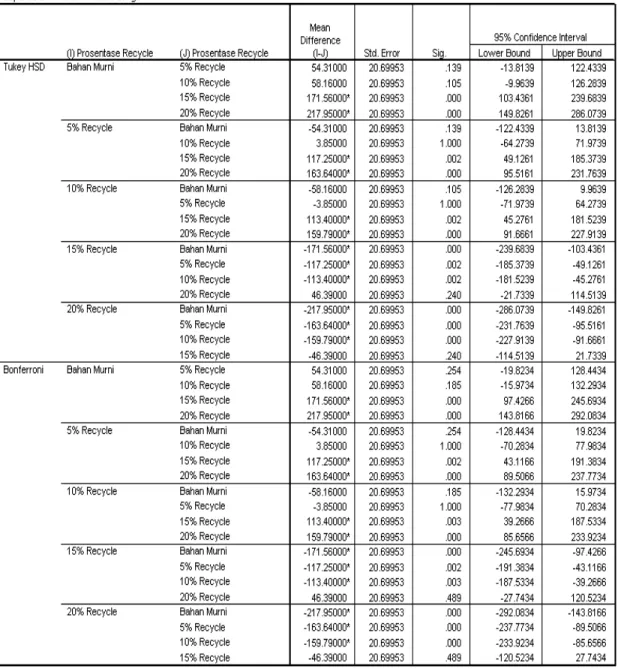
Tabel 4.8 Hasil Perbandingan Fracture Length dengan Metode Benferroni dan Tukey
Arti tanda * adalah bahwa perbedaan tersebut signifikan. Bahwa penambahan prosentase recycle sebesar 5% dengan 15% pada bahan murni memberikan perbedaan pada fracture length produk plastik yang dihasilkan.
34
Pada percobaan penambahan prosentase daur ulang sebesar 5% dan 10% pada bahan murni secara statistik tidak berbeda nyata (non signifikan).
Tabel 4.9 Hasil Pengelompokan Populasi Berdasarkan Fracture Length
Pada tabel ini, populasi-populasi yang mempunyai rata-rata sama dikelompok-kelompokkan menjadi satu. Dapat dilihat bahwa lima populasi prosentase daur ulang dikelompokkan menjadi 2 subset, yaitu :
1. Subset pertama ditempati oleh prosentase recycle 20% dan 15% dengan rata-rata fracture length masing-masing 411.9967 dan 458.3867.
2. Subset kedua ditempati oleh prosentase daur ulang 10%, 5%, dan bahan murni dengan rata-rata fracture length masing-masing 571.7867, 575.6367, dan 629.9467.
Dari hasil di atas dapat disimpulkan bahwa pemakaian prosentase daur ulang 20% memberikan pengaruh paling besar terhadap penurunan fracture length, sedangkan pemakaian prosentase daur ulang maksimal yang masih sesuai bila dibandingkan dengan bahan murni adalah 10%.
4.4.2 Uji Hipotesis Data Tensile Strength Sampel Oven Aging
Dari data pengukuran di atas akan dibuatkan uji korelasi pengaruh pengujian oven aging terhadap data Tensile Strength (Tabel 4.10) dengan menggunakan program SPSS sebagai berikut :
35
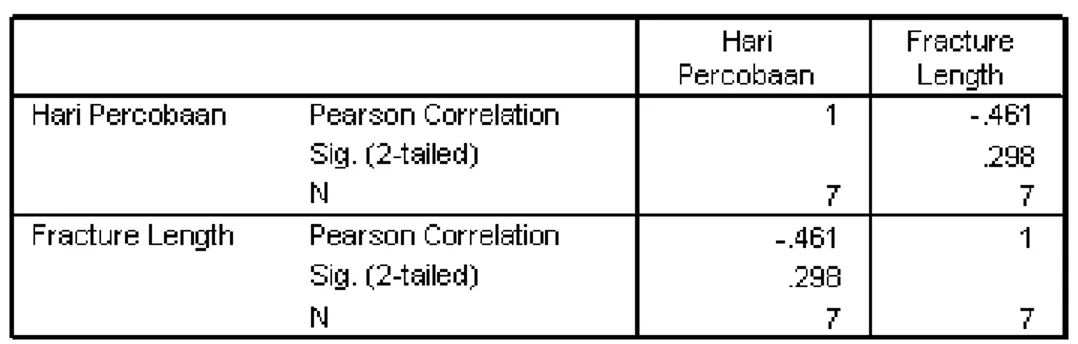
Tabel 4.10 Korelasi Kekuatan Mekanik antara Hari Percobaan dengan Fracture Length
Angka koefisien korelasi adalah -0.461, artinya hubungan antara jumlah hari percobaan dengan fracture length adalah berbanding terbalik. Koefisien korelasi bertanda (-) artinya bila terjadi kenaikan dalam jumlah hari percobaan maka nilai fracture length produk menurun.
4.5 Fase Improve (Perbaikan)
Fase perbaikan merupakan aktifitas yang memperbaiki suatu proses produksi agar sejalan dengan diagram alir untuk mengurangi pemborosan. Proses perbaikan terjadi dengan adanya proses daur ulang plastik hasil proses produksi untuk dijadikan plastik daur ulang, yang kemudian akan digunakan kembali dalam proses pembuatan produk jadi. Penggunaan yang sesuai rancangan percobaan adalah 10% plastik daur ulang yang ditambahkan dengan 90% plastik murni. Perbaikan diagram alir produksi dapat dilihat pada Gambar 4.2.
36 4.6 Fase Control (Pengendalian)
Produk hasil produksi yang telah menggunakan plastik daur ulang diambil sampel untuk dilakukan pengujian mekanik untuk mendapatkan nilai perbandingan fracture length antara produk yang menggunakan material murni dan yang telah ditambahkan plastik daur ulang sebanyak 10%. Data tes kekuatan mekanik terdapat pada Tabel 4.11.
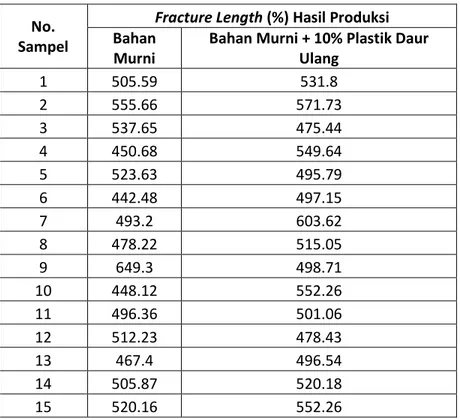
Tabel 4.11 Data Kekuatan Mekanis (Fracture Length) Sampel Produksi Sebelum dan Sesudah Penambahan Plastik Daur Ulang
No. Sampel
Fracture Length (%) Hasil Produksi Bahan
Murni
Bahan Murni + 10% Plastik Daur Ulang 1 505.59 531.8 2 555.66 571.73 3 537.65 475.44 4 450.68 549.64 5 523.63 495.79 6 442.48 497.15 7 493.2 603.62 8 478.22 515.05 9 649.3 498.71 10 448.12 552.26 11 496.36 501.06 12 512.23 478.43 13 467.4 496.54 14 505.87 520.18 15 520.16 552.26
Berdasarkan tabel 4.11, maka dilakukan proses uji t dua sampel berpasangan (Paired Sample t Test) untuk mengetahui nilai korelasi produk yang sebelum dan sesudah dilakukan penambahan plastik daur ulang sebanyak 10%. Proses pengujian menggunakan software SPSS sebagai berikut :
37
Tabel 4.12 Hasil Statistik Rata-rata Fracture Length Uji Sampel Berpasangan
Paired Samples Statistics
Mean N Std. Deviation
Std. Error Mean
Pair 1 Bahan Murni 505.7700 15 51.76589 13.36589
10% Recycle 522.6440 15 36.71456 9.47966
Terlihat bahwa rata-rata nilai fracture length bahan murni adalah 505.77%, sedangkan nilai setelah penambahan plastik daur ulang adalah 552.644%.
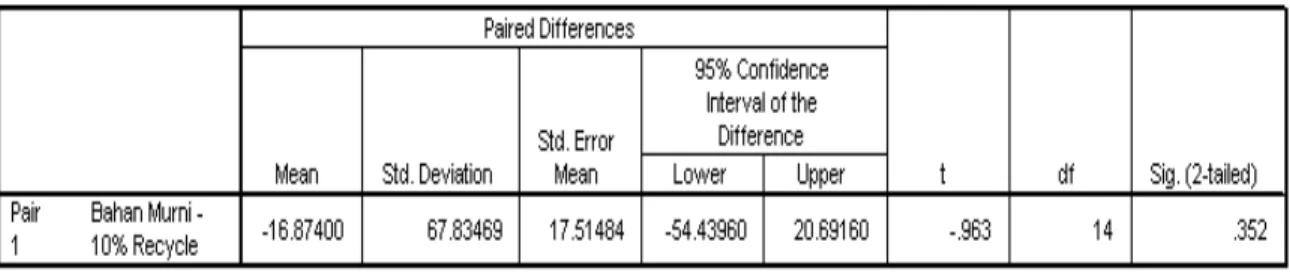
Tabel 4.13 Korelasi Paired t Test Bahan Murni dan Penambahan 10% Daur Ulang
Paired Samples Correlations
N Correlation Sig.
Pair 1 Bahan Murni &
10% Recycle 15 -.151 .591
Korelasi (hubungan) nilai fracture length antara penggunaan bahan murni dan penambahan 10% plastik daur ulang adalah -0.151. Dengan melihat nilai probabilitasnya 0.591 (>0.05), berarti korelasi nilai fracture length bahan murni dan penambahan 10% plastik daur ulang adalah tidak signifikan.
38 Hipotesis :
Ho = Fracture Length produk sebelum dan sesudah penambahan plastik daur ulang sama Ha = Fracture Length produk sebelum dan sesudah penambahan plastik daur ulang berbeda
Jika probabilitasnya >0.05, maka Ho diterima Jika probabilitasnya <0.05, maka Ho ditolak
Oleh karena probabilitasnya sebesar 0.352 (>0.05) maka Ho diterima, artinya fracture length produk sebelum dan sesudah penambahan plastik daur ulang tidak ada perbedaan.