PERANCANGAN KEBIJAKAN PERAWATAN DAN PENENTUAN
PERSEDIAAN SPARE PART
di Sub Sistem Evaporasi Pabrik Urea Kaltim-3 PT Pupuk Kalimantan Timur
JURUSAN TEKNIK INDUSTRI FAKULTAS TEKNOLOGI INDUSTRI INSTITUT TEKNOLOGI SEPULUH NOPEMBER
SURABAYA 2012
WENY YULIANA SARI
2508100045
Dosen Pembimbing:
Latar Belakang
Untuk meningkatkan konsentrasi larutan urea 75% hingga menjadi larutan urea dengan konsentrasi 99,8%
Urea: 2,98 juta ton
PABRIK UREA KALTIM-3
Kontribusi Produksi:
19,13 %
Sistem produksi berjalan dengan baik dan dalam keadaan handal.
PROSES EVAPORASI
Production rate turun 38%
(=3,015 miliar rupiah/hari)
Latar Belakang
AKTIVITAS PERAWATAN
EKSISTING
PREVENTIVE MAINTENANCE Pengalaman lapangan Data vendorTurn Around (2 tahun sekali)
INTERVAL WAKTU PERAWATAN
Tidak memperhatikan penurunan keandalan
PERSEDIAAN SPARE PART
Belum menggunakan analisis kuantitas
Reliability Centered
Maintenance II
Penjadwalan kegiatan
perawatan untuk sistem yang
mengalami penurunan
keandalan
Waktu pemesanan sesuai lead
time
Perumusan Masalah
Bagaimana cara mendapatkan kebijakan perawatan yang tepat dengan menggunakan metode RCM II beserta interval waktu perawatan yang optimal serta nilai persediaan spare part.
+
OVER & UNDER
MAINTENANCE
PERSEDIAAN SPARE PART
EKSISTING
BIAYA BESAR
EKSPEKTASI PERUSAHAAN
Ruang Lingkup Penelitian
• Penelitian dilakukan di sub sistem
evaporasi Pabrik Urea Kaltim-3 PT
Pupuk Kalimantan Timur
• Analisa kinerja motor pompa
dilakukan terpisah
Batasan
• Pengiriman spare part tidak ada
keterlambatan
Tujuan Penelitian
• Untuk menentukan fungsi sub sistem evaporasi, baik fungsi primer dan fungsi sekunder, beserta kegagalan masing-masing fungsi tersebut.
1
• Untuk menentukan Failure Mode and Effect Analysis (FMEA) dari sub sistem evaporasi.
2
• Untuk menentukan kebijakan perawatan yang tepat dengan menggunakan diagram RCM II beserta interval waktu perawatan berdasarkan kebijakan perawatan yang telah
ditetapkan
3
• Untuk melakukan validasi terhadap interval waktu perawatan yang dihasilkan.
4
• Untuk melakukan analisis sensitivitas terhadap variabel pada perhitungan yang ditentukan secara subyektif.
5
• Untuk menentukan persediaan spare part dengan waktu pemesanan yang tepat pada aktivitas perawatan yang memerlukan penggantian komponen
Manfaat Penelitian
Mengurangi biaya perawatan dan biaya persediaan spare part yang harus dikeluarkan di Pabrik Urea Kaltim-3.
Reliability Centered Maintenance II
7 Pertanyaan Utama
Fungsi?
Kegagalan Fungsi?
Modus kegagalan?
Efek kegagalan?
Pengaruh kegagalan?
Tindakan?
Jika tidak ditemukan
tindakan proaktif?
Reliability Centered Maintenance II
Proactive task: pekerjaan yang dilakukan
sebelum terjadinya kegagalan.
Proposed Task (Aktivitas Perawatan)
Default action: aktivitas yang dilakukan
pada saat peralatan sudah masuk ke
dalam keadaan gagal.
Scheduled restoration task
Kegiatan untuk mengembalikan
kemampuan asal dari suatu komponen
Scheduled discard task
kegiatan untuk mengganti komponen
pada batas umur yang telah
ditentukan
Scheduled on-condition task kegiatan
pengecekan kegagalan potensial
Failure-finding
memeriksa fungsi tersembunyi untuk
mengetahui apakah fungsi sudah gagal
Redesign
modifikasi terhadap peralatan atau
prosedur kerja
No scheduled maintenance
tidak melakukan apapun untuk
antisipasi kegagalan
Perhitungan Interval Waktu Perawatan
On-condition Task
Interval waktu perawatan : setengah dari interval P-F.
Interval P-F : Interval antara terjadinya potential failure dan kondisi kegagalan
functional equipment (Moubray, 1997)
• Riset
Perhitungan Interval Waktu Perawatan
Scheduled restoration task
IMPERFECT
MAINTENANCE
Hybrid Model:
- Model peningkatan failure rate
Perhitungan Interval Waktu Perawatan
Scheduled discard task
Interval waktu perawatan : setengah dari MTTF.
Failure-finding Task
Interval waktu perawatan : FFI = 2 x U
tivex M
tiveKeterangan:
FFI : failure finding interval
U
tive: unavailability yang dikehendaki dari protective device
M
tive: MTBF dari protective device
Perhitungan Kebutuhan Persediaan Spare Part
Perhitungan Kebutuhan Persediaan Spare Part
Waktu pemesanan
Review Penelitian Sebelumnya
RCM II RCS SMED APT Imperfect
Maintenance
Inventory
Spare Part FMEA
Maintenance Task Interval Maintenance Waktu Pemesanan 1 Dian Ariesawati 2005 √ √ √ √ √ 2 Ibnu Hazmin N. 2005 √ √ √ √ √ 3 Dewi Novita Mayangsari 2011 √ √ √ √ 4 Bambang Sarwoko 2005 √ √ √ √ √ 5 Xiaojun Zhou, dkk. 2006 √ √
6 Weny Yuliana Sari 2012 √ √ √ √ √ √ √ Hasil Penelitian
Metodologi Penelitian
Identifikasi dan Perumusan Masalah
• Studi Literatur
• Observasi Lapangan
Penentuan Ruang Lingkup Sistem Amatan
• System Breakdown
• Fungsi Utama
• Boundary System
Pengumpulan dan Pengolahan Data
• Functional Block Diagram (FBD)
• Pendefinisian Fungsi dan Kegagalan Fungsi
• Pendefinisian FMEA
• Penentuan Kebijakan Perawatan
• Perhitungan Interval Waktu Perawatan
• Validasi
• Analisis Sensitivitas
• Inventory Spare Part
Metodologi Penelitian
Analisis dan Interpretasi Data
Kesimpulan dan Saran
PENGOLAHAN DAN ANALISIS
DATA
Penentuan Ruang Lingkup Sistem Amatan
• System Breakdown
Pabrik Kaltim-3 Untuk memproduksi
pupuk urea
Pabrik Urea Kaltim-3 Untuk menghasilkam
pupuk urea
Pabrik Utilitas Kaltim-3 Untuk mengelola air, steam, udara, listrik Pabrik Ammonia Kaltim-3 Untuk menghasilkan ammonia cair Waste Water Treatment Untuk mengolah ammonia water menjadi karbamat solution dan air
buangan Prilling Untuk mengubah urea melt ke bentuk prill Evaporasi Untuk mengubah konsentrasi larutan urea 75 % menjadi 99,8 % Resirkulasi Untuk resirkulasi reaktan yang belum bereaksi di dalam reaktor sintesis urea dan
tidak terambil pada HP Stripper. Sintesis Urea Sebagai tempat reaksi pembentukan urea Level 0 Level 2 Level 1
Penentuan Ruang Lingkup Sistem Amatan
• Fungsi Utama
Untuk meningkatkan konsentrasi larutan urea dari konsentrasi 75%
menjadi 99,8% Larutan Urea 75% Larutan Urea 99,8%; T= 140°C; P= -0,99 kg/cm² G Steam Uap
Penentuan Ruang Lingkup Sistem Amatan
• Boundary System
1. Urea Solution Pump (2-P-303 A/B)
2. 1
ststage evaporator
(2-E-401 A/B)
3. Separator 1
ststage evaporator
(2-S-401)
4. 2
ndstage evaporator
(2-E-402)
5. Separator 2
ndstage evaporator
(2-S-402)
6. Urea melt pump (2-P-401 A/B)
Larutan Urea
Pengolahan Data
• Functional Block Diagram (Lampiran 3)
Untuk menaikkan konsentrasi larutan urea Larutan urea 75% Untuk memisahkan cairan dan uap
Untuk menaikkan konsentrasi larutan Urea Untuk memisahkan cairan dan uap Untuk mengondensasikan uap Untuk memompakan larutan Urea Untuk memfakumkan atau menurunkan tekanan dari evaporator Larutan urea 95% T=1350 C P = 0,34 kg/cm2 abs V I Larutan urea 99,8% T=1400 C P = 0,034 kg/cm2 abs v Untuk mengondensasikan dan mengalirkan uap ke Proses Condesat Tank
Untuk memompakan Urea melt Menuju proses prilling LP Steam 3,2 K LP Steam8 K I Menurunkan
tekanan dalam urea sehingga air dan amonia menjadi uap
Larutan urea 75%
Larutan Urea 99,8%
Pengolahan Data
• Fungsi, Kegagalan Fungsi, dan FMEA (Lampiran 4)
Function Untuk meningkatkan konsentrasi larutan urea 75% hingga menjadi larutan urea dengan konsentrasi 99,8%
Functional Failure Tidak dapat meningkatkan konsentrasi larutan urea hingga menjadi 99,8%
Failure Mode Tube 2-E-401 A/B bocor / buntu karena tekanan steam tinggi
Failure Effect Tekanan steam yang tinggi dapat menyebabkan penipisan tube dan jika dibiarkan tube akan bocor. Jika tube 2-E-401 A/B bocor, maka larutan urea akan bercampur dengan air yang berasal dari shell. Hal ini menyebabkan konsentrasi larutan urea di evaporasi tahap 1 tidak dapat mencapai 95 % dan larutan urea menjadi lebih encer. Hal ini akan memberatkan tugas dari evaporator tahap 2. Selain itu, air steam juga tercemar karena tercampur dengan urea. Indikasi bahwa konsentrasi belum tercapai dapat diketahui dari temperatur larutan urea outlet 2-S-401 yang berada di bawah 125°C dan alarm suhu berbunyi. Perbaikan dapat dilakukan dengan cara tube diberi plug atau langsung diganti dengan tube yang baru. Untuk mencari tube yang bocor dan memperbaiki tube yang bocor,
diperlukan shut down sub sistem evaporasi. Waktu yang diperlukan untuk
perbaikan adalah 3 hari.
Bukti
Cara Perbaikan
Pengolahan Data
Pengolahan Data
Pengolahan Data
• Kebijakan Perawatan (Lampiran 6)
H1 H2 H3
S1
S2
S3
O1 O2 O3
N1 N2 N3
1
A
1
Y N N
Y
Y
INFORMATION CONS EQUENCE DEFAULT
REFERENCE EVALUATION
TASKS
F
FF
FM
H
S
E
O
H4 H5
H6
PROPOSED TASK
Pengolahan Data
• Kategori Konsekuensi
Pengolahan Data
• Kategori Kebijakan Perawatan
Perhitungan Interval Waktu Perawatan
• On condition task
No.
Komponen
interval
P-F
(tahun)
Dasar
Pertimbangan
Interval
Waktu
(tahun)
1
Tube 2-E-401
4
Departemen
Inspeksi Teknik
2 (1xTA)
Setengah interval
P-F
Perhitungan Interval Waktu Perawatan
• Scheduled Discard Task
Nama Komponen
Distribusi
Parameter
MTTF
(hari)
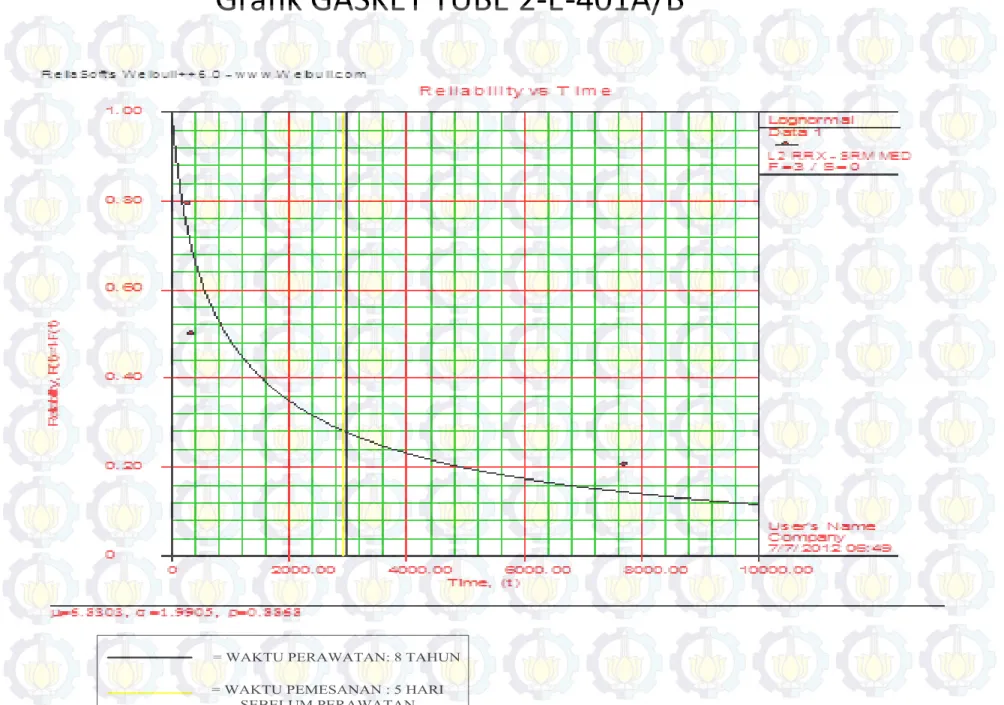
Gasket tube
2-E-401 A/B
Lognormal
6.83033 1.99046
μ
σ
6709.6
Nama
Komponen
MTTF
MTTF/2
(tahun)
Interval Waktu
(tahun)
Gasket
tube
Perhitungan Interval Waktu Perawatan
• Scheduled Restoration Task
Nama
Komponen
Distribusi
λ
Parameter
γ
μ
σ
Bearing
2-P-303 A
Lognormal
6.436 2.332
Nama Komponen
h(t)
Bearing 2-P-303 A
ℎ 𝑡 =
2.33𝑡 2𝜋1 𝑒 − 1 2.(2.33)2 ln 𝑡 624 .21 2 1−𝜑 1 2.33 ln 𝑡 624 .21Perhitungan Interval Waktu Perawatan
Perhitungan Interval Waktu Perawatan
• Scheduled Restoration Task
– Rekap perhitungan T
iuntuk iϵ(1,6) dan Rϵ(0.5,0.38)
R/Ti/i
1
2
3
4
5
6
0.5
2008.842 1886.582 1868.448 1845.785 1823.696 1801.922
0.49
2047.389 1924.903
1911.5 2189.43 1851.636 1844.98
0.48
2086.731 1961.697 1949.334 1930.039
1909.7 1887.448
0.47
2126.902 1999.265 1987.964 1969.456 1948.467 1927.926
0.46
2167.936 2037.642 2027.425 2009.721 1988.068 1966.945
0.45
2209.872 2076.862 2067.753 2050.872 2028.539 2006.822
0.44
2252.751 2116.963 2108.988 2092.947 2069.92 2047.595
0.43
2296.616 2157.986 2151.17 2135.989 2112.252 2089.305
0.42
2341.513 2199.975 2194.346 2180.044 2155.58 2131.997
0.41
2387.491 2242.975 2238.561 2225.67 2198.514 2175.789
0.4
2434.606 2287.038 2283.869 2272.567 2237.927 2216.759
0.39
2482.913 2332.215 2321.796 2308.741 2278.932 2256.891
0.38
2021.085 2402.909 2359.623 2342.928 2318.262 2297.137
Perhitungan Interval Waktu Perawatan
• Scheduled Restoration Task
– Perhitungan C
er(ekspektasi biaya per satuan waktu)
N (jumlah siklus) =1
τ
p(durasi)= 1 jam
C
up(ekspektasi biaya untuk unscheduled PM)
= biaya kehilangan produksi (30%) selama τ
p= 1725 x 1000 x Rp 4.600,- x 1/24 x 30%
= Rp
99.187.500,-C
sp(ekspektasi biaya untuk scheduled PM)
= harga part + biaya tenaga kerja
= Rp 690.000,- + (1 x Rp 93.750,-/jam x 1 jam) + (2 x Rp 81.250,-/jam x 1
jam)
= Rp
Perhitungan Interval Waktu Perawatan
• Scheduled Restoration Task
– Rekap perhitungan C
Eruntuk iϵ(1,6) dan Rϵ(0.5,0.38)
R/Cer/N
1
2
3
4
5
6
0.5
5.0784E+11 5.23769E+11 5.30968E+11 5.36234E+11 5.40706E+11 5.44783E+11
0.49
4.9736E+11 5.12684E+11 5.19185E+11 5.04519E+11 5.12988E+11 5.19086E+11
0.48
4.8706E+11 5.02092E+11 5.08357E+11 5.12793E+11 5.16558E+11 5.20083E+11
0.47
4.7693E+11 4.9168E+11 4.97718E+11 5.01938E+11 5.05561E+11 5.08876E+11
0.46
4.6698E+11 4.81441E+11 4.87259E+11 4.91273E+11 4.94759E+11 4.9797E+11
0.45
4.5719E+11 4.71368E+11 4.76974E+11 4.80791E+11 4.84144E+11 4.87254E+11
0.44
4.4755E+11 4.61456E+11 4.66858E+11 4.70484E+11 4.7371E+11 4.76722E+11
0.43
4.3807E+11 4.51698E+11 4.56902E+11 4.60346E+11 4.63449E+11 4.66366E+11
0.42
4.2873E+11 4.42088E+11 4.471E+11 4.5037E+11 4.53354E+11 4.56178E+11
0.41
4.1953E+11 4.3262E+11 4.37447E+11 4.40524E+11 4.43455E+11 4.46181E+11
0.4
4.1047E+11 4.23288E+11 4.27936E+11 4.30822E+11 4.33873E+11 4.36603E+11
0.39
4.0153E+11 4.14087E+11 4.19061E+11 4.22176E+11 4.25145E+11 4.2782E+11
Perhitungan Interval Waktu Perawatan
• Scheduled Restoration Task
– Hasil:
• Siklus dan keandalan yang menghasilkan nilai C
Erminimum adalah N=1
dan R= 0,39
• Interval waktu perawatan pada saat N=1 dan R= 0,39 adalah 2482,913
hari .
Perhitungan Interval Waktu Perawatan
• Failure Finding Task
No. Nama Komponen Utive
(tahun)
MTBF
(tahun)
FFI
Penyesuaian TA
Hasil
1
By pass PV 401
0.8
10
16
16 (8 x TA)
2
By pass PV 403
0.8
10
16
16 (8 x TA)
3
By pass PV 712
0.85
10
17
16 (8 x TA)
4
Bearing pompa 2-P-
401 stand by
0.5
5
5
4 (2 x TA)
5
Shaft pompa 2-P-401
stand by
0.5
5
5
4 (2 x TA)
Pengolahan Data
• Validasi
Biaya
Perawatan
Interval Waktu
Perawatan
Eksisting
Hasil
Perhitungan
Hasil
Penyesuaian
Hasil:
Interval waktu perawatan
yang digunakan adalah
hasil penyesuaian
dengan TA, kecuali
Bearing 2-P-303 A,
Mechanical seal 2-P-303
A, dan Bearing 2-P-401 A
Pengolahan Data
• Analisis Sensitivitas
– Untuk variabel yang ditentukan secara subyektif oleh
operator:
1.
Faktor yang menyebabkan berkurangnya umur komponen (a)
pada perhitungan interval waktu perawatan untuk komponen
scheduled restoration task.
2.
Faktor yang meningkatkan failure rate (b) pada perhitungan
interval waktu perawatan untuk komponen scheduled restoration
task.
3.
Additional replacement cost (Cost
r) pada perhitungan interval
waktu perawatan untuk komponen scheduled restoration task.
4.
Unavailability yang dikehendaki dari protective device (U
tive) pada
perhitungan interval waktu perawatan untuk komponen
Pengolahan Data
• Persediaan Spare Part
List komponen yang
memerlukan penggantian
Definisikan jumlah
penggunaan
Waktu pemesanan
komponen
Grafik GASKET TUBE 2-E-401A/B
= WAKTU PERAWATAN: 8 TAHUN = WAKTU PEMESANAN : 5 HARI
Kesimpulan dan Saran
• Kesimpulan
Fungsi utama dari sub sistem evaporasi adalah untuk meningkatkan
konsentrasi larutan urea dari 75% hingga menjadi 99,8%. Sedangkan
fungsi sekunder dan kegagalan fungsinya terlampir pada Lampiran 4.
FUNCTION FUNCTIONAL FAILURE
1 Untuk meningkatkan konsentrasi larutan urea 75% hingga menjadi larutan urea dengan konsentrasi 99,8%
A Tidak dapat meningkatkan konsentrasi larutan urea hingga menjadi 99,8%
Kesimpulan dan Saran
• Kesimpulan
Failure Mode and Effect Analysis (FMEA) untuk sub sistem evaporasi
terlampir pada Lampiran 4. FMEA ini kemudian akan dijadikan dasar
dalam menentukan kebijakan perawatan.
FAILURE MODE FAILURE EFFECT
1 Tube 2-E-401 A/B
bocor / buntu karena tekanan steam tinggi
Tekanan steam yang tinggi dapat menyebabkan penipisan tube dan jika dibiarkan tube akan bocor. Jika tube 2-E-401 A/B bocor, maka larutan urea akan bercampur dengan air yang berasal dari shell. Hal ini menyebabkan konsentrasi larutan urea di evaporasi tahap 1 tidak dapat mencapai 95 % dan larutan urea menjadi lebih encer. Hal ini akan memberatkan tugas dari evaporator tahap 2. Selain itu, air steam juga tercemar karena tercampur dengan urea. Indikasi bahwa konsentrasi belum tercapai dapat diketahui dari temperatur larutan urea outlet 2-S-401 yang berada di bawah 125°C dan alarm suhu berbunyi. Perbaikan dapat dilakukan dengan cara tube diberi plug atau langsung diganti dengan tube yang baru. Untuk mencari tube yang bocor dan memperbaiki tube yang bocor, diperlukan shut down sub sistem evaporasi. Waktu yang diperlukan untuk perbaikan adalah 3 hari.
Kesimpulan dan Saran
• Kesimpulan
Kebijakan perawatan dan interval waktu perawatan yang dihasilkan
terlampir pada Lampiran 6. Interval waktu perawatan dihitung
berdasarkan kebijakan perawatan yang digunakan.
INFORMATION CONSEQUENCE H1 H2 H3 DEFAULT
PROPOSED TASK INITIAL CAN BE REFERENCE EVALUATION S1 S2 S3 TASKS
F FF FM H S E O O1 O2 O3 H4 H5 H6 INTERVAL (YEAR) DONE BY N1 N2 N3
1 A 1 Y N N Y Y On-condition task
- Pengecekan dan pengukuran ketebalan tube
- Chemical cleaning
- Penutupan tube yang bocor atau ganti tube
Kesimpulan dan Saran
• Kesimpulan
– Interval waktu perawatan yang digunakan sebagian besar
merupakan interval waktu perawatan hasil penyesuaian dengan TA.
Akan tetapi terdapat 3 komponen yang interval perawatannya
dihasilkan dari hasil perhitungan, yaitu bearing 2-P-303 A,
mechanical seal 2-P-303 A, dan bearing 2-P-401 A. Hal ini
dikarenakan ketiga komponen tersebut tidak menyebabkan shut
down jika terjadi kegagalan sehingga jika dilakukan maintenance
pada kondisi produksi normal tidak diperlukan shut down sub
sistem.
Kesimpulan dan Saran
• Kesimpulan
Analisis sensitivitas :
Variabel a:
Semakin kecil, interval waktu perawatan semakin panjang, biaya perawatan
semakin mahal. Dan sebaliknya.
Veriabel b:
Semakin kecil, interval waktu perawatan semakin panjang, biaya perawatan
semakin murah. Dan sebaliknya.
Additional replacement cost (Cost
r):
Cost
r=0 interval waktu perawatan 2021,085 hari pada saat keandalan
0,38.
Cost
rlainnya Semakin kecil, maka biaya perawatan semakin kecil. Dan
sebaliknya.
Unavailability yang dikehendaki (U
tive):
Semakin besar, interval waktu perawatan menjadi semakin panjang, dan
sebaliknya.
Kesimpulan dan Saran
• Kesimpulan
Perhitungan persediaan spare part hanya dilakukan untuk komponen yang
membutuhkan penggantian komponen dan penggunaannya didasarkan
pada interval waktu perawatan. Waktu pemesanan ini dapat ditentukan
dari periode pada saat komponen diperlukan untuk digunakan dikurangi
dengan lead time.
Kesimpulan dan Saran
• Saran
Dengan menggunakan hasil penelitian tentang kebijakan perawatan
untuk setiap sub sistem, dapat dilakukan penelitian mengenai
simulasi untuk mengetahui keandalan pabrik secara keseluruhan
jika kebijakan baru ini diterapkan.
Penentuan kebijakan persediaan spare part untuk sub sistem
dilakukan dengan mempertimbangkan keterlambatan pengiriman
spare part.
Pengembangan obyek penelitian dalam penentuan kebijakan
persediaan sparepart, yaitu dilakukan untuk keseluruhan pabrik dan
mengelompokkan jenis komponen yang sama sehingga dalam
Daftar Pustaka
1. Al-Najjar, B. (2007). The lack of maintenance and not maintenance which cost: A model to describe and quantify the impact of vibration-based maintenance on company's business.
International Journal of production economics, 260-273.
2. Ariesawati, D. (2005). Perancangan Sistem Manajemen Perawatan dan Persediaan Suku
Cadang yang Optimal dengan Pendekatan RCM II dan RCS (Studi kasus di PT Philips Indonesia). Surabaya: Tugas Akhir Jurusan Teknik Industri ITS.
3. Bloom, N. (2005). Reliability Centered Maintenance (RCM): Implementation Made Simple. McGraw Hill.
4. Corder, G. (1980). Maintenance: Techniques and Outlook. British Council.
5. Ebeling, C. (1997). An Introduction to Reliability and Maintainability Engineering. McGraw Hill.
6. Hazmin, I. (2005). Penentuan Kebijakan Perawatan dengan Pendekatan RCM II dan Single
Minutes Exchange og Die (SMED) (Studi kasus pada mesin Dosing Aparatus di PT Phillips Indonesia). Surabaya: Tugas Akhir Jurusan Teknik Industri ITS.
7. Huiskonen, J. (2001). Maintenance spare part logistics: Special characteristics and strategic choices. International journal of production economic, 125-133.
Daftar Pustaka
8. Jaarsveld, W. v., & Dekker, R. (2011). Spare part stock control for redundant system using reliability centered maintenance data. Reliability Engineering and System Safety, 1576-1586.
9. Mayangsari, D. N. (2011). Perancangan Proposed Maintenance Task Menggunakan Metode Reliability Centered Maintenance II (Studi Kasus: Sub System Waste Water Treatment di Pabrik Urea Kaltim-3). Surabaya: Tugas Akhir Jurusan Teknik Industri ITS.
10. Moubray, J. (1997). Reliability Centered Maintenance (RCM) II (2nd ed.). New York: Industrial Press.
11. O'Connor, P. D. (1995). Practical Reliability Engineering. New York: John Wiley & Sons Ltd. 12. Pham, H., & Wang, H. (1996). Imperfect maintenance. European Journal of Operatinal
Research, 425-438.
13. Priyanta, D. (2000). Keandalan dan Perawatan. Surabaya: Institut Teknologi Sepuluh Nopember.
14. Pujawan, I. N. (2005). Supply Chain Management. Surabaya: Guna Widya.
15. Sarwoko, B. (2005). 1. Perencanaan Pemeliharaan Aset Vital dengan Pendekatan Reliability Centered Maintenance II dan Asset Performance Tool (Stusi Kasus di PT Paiton Energy-Indonesia). Surabaya: Tesis Jurusan Teknik Industri ITS.
Daftar Pustaka
16. Selvik, J., & Aven, T. (2011). A framework of reliability and risk centered maintenance.
Reliability Engineering and Safety, 324-331.
17. Silver, E. A., Pyke, D. F., & Peterson, R. (1998). Inventory Management and Production
Planning and Scheduling. New York: John Wiley & Sons, Inc.
18. Zhao, Y. (2003). On preventive maintenance policyof a critical reliability levelfor system subject to degradation. Reliability Engineering & System Safety, 301-308.
19. Zhou, X., Xi, L., & Lee, J. (2004). Reliability-centered predictive maintenance scheduling for a continuously monitored system subject to degradation. Reliability Engineering and