Puslitbang tekMIRA
Jl. Jend. Sudirman No. 623 Bandung 40211
Telp : 022-6030483 Fax : 022-6003373
E-mail : [email protected]
LAPORAN 2012
Teknologi Pengolahan dan Pemanfaatan Batubara
PEMBUATAN ADITIF DARI BATUBARA PERINGKAT
RENDAH (LIGNIT) UNTUK KOKAS METALURGI
Oleh :
Nining Sudini Ningrum, Miftahul Huda, Hermanu Prijono,
Tuti Hernawati, Lely Agustiana, Syahrial, Paidi, Yuliani Maulizar, Teti Sumiati,
Manik Widi Astiti, Deni Kusmana
PUSLITBANG TEKNOLOGI MINERAL DAN BATUBARA - tekMIRA
2012
KATA PENGANTAR
Melalui pelaksanaan Undang Energi No. 30/2007 tentang Energi dan Undang-Undang No.4/2009 tentang Pertambangan Mineral dan Batubara serta pembentukan Dewan Energi Nasional, Pemerintah Indonesia mempunyai cara pandang baru dalam bidang sumber daya alam yaitu dengan memanfaatkan sumber daya alam sebagai bahan baku proses industri di dalam negeri dalam rangka meningkatkan daya saing industri. Dengan cara pandang baru ini sumber daya mineral dan energi diharapkan akan memberikan multiplier effect yang lebih besar di bidang ekonomi melalui kegiatan-kegiatan peningkatan nilai tambah sumber daya mineral dan batubara tersebut. Dalam rangka mendukung undang-undang tersebut di atas maka diusulkan untuk melakukan penelitian dengan judul “Pembuatan Aditif dari Batubara Peringkat Rendah (Lignit) untuk Kokas Metalurgi” yang dimaksudkan untuk mengkonversi batubara menjadi material lain yang lebih berharga.
Penelitian ini merupakan lanjutan dari kegiatan litbang bahan pengikat/binder, pada Kelompok Pelaksana Litbang Batubara, Puslitbang Teknologi Mineral dan Batubara 2010-2014.
Kami mengucapkan terima kasih kepada semua pihak yang telah membantu sehingga Tim Pembuatan Aditif dari Batubara Peringkat Rendah (Lignit) untuk Kokas Metalurgi Tahun Anggaran 2012 dapat berjalan dengan baik. Mudah-mudahan kegiatan ini bermanfaat bagi semua pihak.
Bandung, Desember 2012
Kepala Puslitbang Teknologi Mineral dan Batubara
Dra. Retno Damayanti, Dpl. E.Sp. NIP. 19621022 198703 2 002
SARI
Aditif atau bahan imbuh dibuat melalui hidrogenasi batubara pada suhu 400-500oC dan tekanan hidrogen 10-50 bar dengan tar sebagai pelarut. Tar yang digunakan adalah produk limbah poses gasifikasi batubara. Tujuan dari penelitian ini adalah mencoba membuat aditif dari batubara peringkat rendah (BPR) untuk campuran bahan baku pembuatan kokas metalurgi. Penelitian ini merupakan lanjutan yang dimulai sejak tahun 2010. Tahun anggaran 2012, penelitian difokuskan pada proses pre treatment pada BPR dari Kampar Kiri (Riau), Jambi, Wahau dan Pendopo sebelum proses hidrogenasi. Teknologi hydrothermal dewatering (HTD) menjadi alternatif proses pre-treatment karena HTD mampu menghasilkan batubara kering dengan kandungan oksigen rendah. Percobaan dilakukan dalam autoclave pada suhu 400ºC dengan tekanan hidrogen awal bervariasi 10, 20, 30, 40 sampai 50 bar dengan katalis, tanpa atau dengan penambahan sulfur. Hasil penelitian menyatakan bahwa proses hydrothermal terhadap batubara BPR dapat menurunkan kandungan air berturut-turut dari yang semula 10,46 - 17,37 (%adb) menjadi 5,17 - 2,71 (%adb) serta meningkatkan nilai kalor dari yang semula 4932 - 5819 kkal/kg menjadi 8056 - 8993 kkal/kg. Proses hidrogenasi terhadap BPR yang telah dihydrothermal pada umumnya meningkatkan kandungan hidrogen terkoreksi dari 4,0 (%, adb) menjadi 5,0-6,0 (%, adb) sedangkan oksigen terkoreksi turun drastis 17,8 menjadi 3,2 (%, adb). H/C produk hidrogenasi dan produk hydrothermal 0,6 dan 0,7, mengalami penurunan dari nisbah H/C batubara asal yakni antara 0,7 dan 0,9. Kokas hasil percobaan yang berasal dari batubara Jambi dan Wahau mempunyai kuat tekan berturut-turut 3,98 dan 1,54 (kN) serta densiti 1,46 dan 1,32 (g/cm3). FSI masing-masing bernilai 1. Residu produk pre-treatment dan hidrogenasi BPR bisa digunakan sebagai aditif pembuatan kokas metalurgi dengan melakukan beberapa kali lagi percobaan untuk mendapatkan kondisi reaksi yang optimum.
DAFTAR ISI
Halaman
Kata Pengantar ... ….………... i
Sari ……..………... ii
Daftar Isi ...…...……… iii
Daftar Tabel ... ...………..……….. v Daftar Gambar ....……….……….. vi I. PENDAHULUAN ...……… 1 1.1 Latar belakang ...……… 1 1.2 Ruang lingkup ...……… 4 1.3 Tujuan ...………....… 4 1.4 Sasaran ...…...……… 5
1.5 Lokasi pelaksaan kegiatan ...………... 5
II. TINJAUAN PUSTAKA ...………..………. 6
III. PROGRAM KEGIATAN ...……..……….. 14
3.1 Studi pustaka ...………... 14
3.2 Contoh batubara dan pelarut yang digunakan ...………... 14
3.3 Penelitian di laboratorium …..……….…... 15 3.4 Koordinasi ...………..……… 15 IV. METODOLOGI ..………... 16 4.1 Bahan percobaan ...……… 16 4.2 Alat percobaan ...……… 16 4.3 Prosedur hidrogenasi .. ………... 16 4.4 Prosedur hydrothermal ….………... 17
V. HASIL DAN PEMBAHASAN ...………... 18
5.1 Pengambilan contoh batubara ...………..…… 18
5.2 Pelarut tar gasifikasi ...………..………. 21
5.3 Hasil analisis batubara ...…………..……… 22
5.4 Hasil penelitian dan pembahasan ...……… 25
VI. KESIMPULAN DAN SARAN ...……… 43
VII. Penutup ...……….…………....……… 44
DAFTAR TABEL
Halaman
Tabel
5.1 Proksimat, ultimat dan nilai kalor batubara (Peringkat Rendah) ... 24 5.2 Hasil analisis zat terbang, karbon padat dan nilai kalor batubara
dalam moist mineral matter free (mmmf untuk klasifikasi
Batubara berdasarakan ASTM ... 24 5.3 Hasil percobaan hidrogenasi batubara Jambi
dengan katalis laterit tanpa sulfur (T=400ºC) ... 25 5.4 Hasil percobaan hidrogenasi batubara Pendopo
dengan katalis laterit tanpa sulfur (T=400ºC) ... 26 5.5 Hasil percobaan hidrogenasi batubara Muara Wahau
dengan katalis laterit tanpa sulfur (T=400ºC) ... 27 5.6 Hasil percobaan hidrogenasi batubara Jambi
dengan katalis laterit ditambah sulfur (T=400ºC) ... 28 5.7 Hasil percobaan hidrogenasi batubara Pendopo
dengan katalis laterit ditambah sulfur (T=400ºC) ... 28 5.8 Hasil percobaan hidrogenasi batubara Muara Wahau
dengan katalis laterit ditambah sulfur (T=400ºC) ... 29 5.9 Pengaruh proses hidrogenasi terhadap peringkat batubara
pada suhu 400ºC dan tekanan 30 bar ... 30 5.10 Hasil analisis proksimat, ultimat, nilai kalor dan FSI
batubara Jambi setelah proses hydrothermal dan hidrogenasi
dengan katalis tanpa sulfur (T=400ºC) ………... 31 5.11 Hasil analisis proksimat, ultimat, nilai kalor dan FSI
batubara Pendopo setelah proses hydrothermal dan hidrogenasi
dengan katalis tanpa sulfur (T=400ºC) ………... 32 5.12 Hasil analisis proksimat, ultimat, nilai kalor dan FSI
batubara Wahau setelah proses hydrothermal dan hidrogenasi
dengan katalis tanpa sulfur (T=400ºC) ………... 33 5.13 Perbandingan nilai kalor batubara asal dengan
5.14 Hasil analisis FSI, densiti dan kuat tekan kokas dari batubara
DAFTAR GAMBAR
Halaman Gambar
1.1 Ilustrasi rekasi hidrogenasi pelarut (1) dan
reaksi hidrogenasi batubara (2) ... 3 1.2 Road map pembuatan aditif dari batubara peringkat rendah untuk
kokas metalurgi ...……… 3 1.3 Peta lokasi pengambilan contoh di Pekanbaru ... 5 2.1 Contoh komposisi blending batubara untuk
pembuatan kokas di Jepang ... 12 2.2 Hubungan antara reflektan beberapa
jenis batubara dengan fluiditas ... 13 2.3 Hubungan antara reflektan dan kemampuan
donor hidrogen dari batubara ... 14 4.1 Peralatan otoklaf 500 CC ……… ... 16 5.1 Jalan menuju lokasi yang rusak berat ... 19 5.2 Lokasi sekitar pengambilan batubara di
daerah ke Muara Selaya, Durian Tumbang ... 19 5.3 Diagram alir preparasi pelarut ………. ... 22 5.4 Pengaruh tekanan hidrogen terhadap nisbah VM/FC
setelah hidrogenasi dengan katalis ...…... 34 5.5 Pengaruh tekanan hidrogen terhadap nisbah VM/FC
setelah hidrogenasi dengan katalis ditambah sulfur... 35 5.6 Pengaruh tekanan hidrogen terhadap nisbah VM/FC
setelah hydrothermal dan hidrogenasi dengan katalis ... 36 5.7 Grafik pengaruh tekanan hidrogen terhadap nilai kalor
setelah hidrogenasi tanpa hydrothermal ... 37 5.8 Grafik pengaruh tekanan hidrogen terhadap nilai kalor
5.9 Hubungan antara H/C dengan O/C produk hidrogenasi ... 40 5.10 Hubungan antara H/C dengan O/C produk hydrothermal
dan hidrogenasi ... 41 5.11 Briket char menggunakan bahan pengikat/binder sebelum (kiri)
I. PENDAHULUAN 1.1 Latar belakang
Amanat Undang-Undang No 4 tahun 2009 tentang Mineral dan Batubara mengatakan bahwa sumber daya alam hendaknya dapat ditingkatkan nilai tambahnya dan dapat dipakai sebagai bahan baku proses industri di dalam negeri dalam rangka meningkatkan daya saing industri dalam negeri dan menjaga ketahanan energi nasional. Kegiatan “Pembuatan Aditif dari Batubara Peringkat Rendah (Lignit) untuk Kokas Metalurgi” merupakan salah satu kegiatan meningkatkan nilai tambah sumber daya batubara Indonesia yang akan mendukung industri metalurgi maupun indsutri yang lainnya.
Khusus untuk bidang metalurgi kebutuhan akan kokas sebagai reduktor sangat besar, dan sampai saat ini masih dipenuhi oleh kokas impor. Pada tahun 2006 kebutuhan besi baja dalam negeri ± 6,2 juta ton tetapi industri baja dalam negeri hanya mampu memproduksi besi baja ± 3,8 juta ton. Pada tahun 2011 ini kebutuhan baja Indonesia diperkirakan ± 8-9 juta ton dan hanya 4-5 juta ton yang dapat dipenuhi oleh industri besi baja dalam negeri. Indonesia harus mampu memenuhi kebutuhan besi baja dalam negeri karena besi baja adalah material yang sangat dibutuhkan untuk membangun industri di Indonesia.
Lebih dari 90% besi baja di dunia dibuat dengan cara reduksi tidak langsung (in-direct
reduction) menggunakan kokas dalam tanur tiup (Blast Furnace). Namun di Indonesia, saat
ini, besi baja diproduksi dengan cara reduksi langsung (direct reduction) menggunakan gas alam tetapi dalam waktu mendatang Indonesia juga akan menggunakan proses tidak langsung. Meningkatnya penggunaan proses tidak langsung untuk produksi besi baja di dunia tentu saja akan meningkatkan kebutuhan kokas.
Teknologi pembuatan kokas dari batubara jenis coking telah lama dikenal, namun penggunaan batubara Indonesia yang umumnya berperingkat rendah untuk menghasilkan kokas metalurgi masih harus dipelajari. Mengingat jumlah batubara coking di Indonesia terbatas dan belum terinventarisasi, sedangkan batubara non coking banyak
maka perlu dipelajari teknologi yang tepat pembuatan kokas untuk mengatasi kebutuhan kokas dalam negeri.
Salah satu teknologi yang sedang dipelajari adalah pembuatan aditif dari BPR untuk campuran bahan baku pembuatan kokas metalurgi. Konversi BPR menjadi aditif secara teknologi memungkinkan dan diperkirakan menarik secara komersial. Kegiatan penelitian pembuatan aditif ini sudah dilakukan sejak 2010. Pada tahun anggaran tersebut dilakukan uji coba pembuatan aditif dari batubara peringkat tinggi (BPT) (nilai kalor > 5500 kkal/kg) dengan katalis pyrrhotite yang terbentuk dari reaksi antara belerang dan limonit. Hasil penelitian menunjukkan bahwa aditif dapat dibuat dengan cara hidrogenasi batubara. Proses hidrogenasi menurunkan nisbah O/C dan menjaga konstan nisbah H/C. Berkurangnya jumlah oksigen dan adanya hidrogen yang cukup menyebabkan batubara yang semula tidak mempunyai sifat caking menjadi bersifat caking dan dapat dipakai sebagai aditif. Kelemahan proses ini adalah adanya katalis yang bercampur dengan aditif sehingga proses ini menghasilkan aditif yang mempunyai kadar abu dan belerang tinggi.
Pada tahun anggaran 2011 aditif dibuat dari BPR dengan nilai kalor <5500 kkal/kg, selain itu proses hidrogenasi didesain menjadi dua tahap. Pada awalnya akan dilakukan
hydrogenasi solvent (pelarut) (reaksi 1) yang diikuti proses pemisahan pelarut yang
terhidrogenasi dengan katalis. Selanjutnya pelarut yang telah terhidrogenasi dipakai untuk menghidrogenasi batubara (reaksi 2). Rangkaian proses tersebut diilustrasikan seperti pada reaksi 1 dan reaksi 2 di bawah ini. Dengan membuat tahapan proses tersebut (katalis tidak bercampur batubara) maka katalis dapat dipakai kembali dan aditif yang dihasilkan mempunyai kadar abu dan belerang rendah.
Gambar 1.1 Ilustrasi rekasi hidrogenasi pelarut (1) dan reaksi hidrogenasi batubara (2)
Permasalahan yang dihadapi pada hidrogenasi BPR adalah konsumsi hidrogen yang tinggi karena kandungan oksigen pada BPR yang tinggi. Untuk itu pada tahun anggaran 2012 dilakukan proses treatment pada BPR sebelum proses hidrogenasi (pre-treatment). Teknologi hydrothermal dewatering (HTD) menjadi alternatif proses pre-treatment karena HTD mampu menghasilkan batubara kering dengan kandungan oksigen rendah. Road map kegiatan pembuatan aditif dari batubara Indonesia terlihat pada Gambar 1.2.
Goal Penguasaan sistem pembuatan bahan baku kokas metalurgi berbasis batubara non coking dengan bantuan aditif 2010 2011 2012 2013
Uji coba pembuatan bahan pengikat dari batubara bituminous
Penguasaan teknologi pembuatan bhn pengikat yg paling efektif dari batubara bituminous
Penguasaan sistem pembuatan kokas metalurgi dari batubara non coking dengan bantuan aditif Penguasaan teknologi
pembuatan aditif dari BPR (lignit) untuk kokas metalurgi
1.2 Ruang Lingkup
Pada kegiatan tahun anggaran 2010 penelitian menggunakan batubara dari 3 (tiga) lokasi yakni PT. Tanito Harum (Kaltim), PD. Baramarta (Kalsel) dan PT. Air Laya (Sumsel). Hasil penelitian menunjukkan bahwa ke tiga batubara tersebut yang non caking dapat diubah menjadi caking setelah dihidrogenasi pada tekanan 30 bar dengan menggunakan katalis laterit. Untuk tahun anggaran 2011 jenis batubara lebih divariasikan agar pengaruh karakteristik batubara seperti kadar abu, peringkat dan kadar air batubara terhadap pembentukan Artificial Caking Coal (ACC)/SRC dapat diketahui. Batubara yang digunakan diambil dari PT. Bukit Asam, Unit Pertambangan Ombilin (UPO, Sumatera Barat) dan PT. Marunda Grahamineral (MGM, Kalimantan Tengah). Pelarut yang digunakan adalah tar berasal dari PT. Jun Shin, Medan (Sumatera Utara) dan PT. Sango, Semarang (Jawa Tengah). Selain katalis laterit juga digunakan katalis NiMo.
Anggaran tahun 2012 penelitian pembuatan aditif dari batubara dilanjutkan dengan penambahanan lokasi asal batubara yakni batubara Riau, Jambi, Pendopo dan Muara Wahau. Ruang lingkup kegiatan optimasi proses hidrogenasi batubara untuk pembuatan bahan pengikat adalah sebagai berikut:
a. Pengambilan sampel batubara b. Pretreatment batubara
c. Percobaan hidrogenasi beberapa jenis batubara dengan beberapa variabel percobaan (tekanan dan penambahan katalis)
d. Pengujian sifat kimia dan sifat fisika aditif e. Pengujian daya ikat aditif
d. Evaluasi hasil percobaan
1.3 Tujuan
Menemukan metoda pembuatan aditif untuk kokas yang paling efisien dengan bahan baku batubara BPR Indonesia. Salah satu metodanya adalah mengoptimalisasi proses hidrogenasi batubara. BPR ini murah tapi cukup banyak mengkonsumsi hidrogen sehingga memerlukan pre-treatment sebelum hidrogenasi.
1.4 Sasaran
Menentukan proses pre-treatment yang paling baik dengan parameter konsumsi oksigen paling rendah (0%) dan kualitas aditifnya paling baik dengan nisbi H/C <0,70. Sasaran tersebut akan dicapai dengan cara menguji:
Pengaruh beberapa cara pre-treatment batubara terhadap kandungan oksigen dalam batubara
Pengaruh beberapa cara pre-treatment terhadap karakteristik proses (suhu dan tekanan) pembuatan aditif dan kualitas aditif.
1.5 Lokasi/Tempat Pelaksanaan Kegiatan
Untuk tahun 2012 contoh batubara diambil dari beberapa lokasi di Sumatera Selatan (Riau). Secara administratif lokasi pengambilan contoh termasuk kecamatan Kampar Kiri dan Kampar Kiri Hulu, Kabupaten Kampar Propinsi Riau. Secara geografis terletak antara 0o00!00!! lintang selatan dan 100o52!30!! – 101o07!30!! Bujur timur (Gambar 1.3).
Untuk membandingkan hasil yang diperoleh dan menambah variabel digunakan BPR dari Jambi yang diambil oleh Tim pembuatan Coal Briquette Dried (CDB), batubara Pendopo sisa dari kegiatan pencairan batubara dan batubara Muara Wahau (Kaltim) diperoleh dari PT. Bhakti Energi Perkasa. Survey kebutuhan kokas dilakukan di daerah Jawa Timur.
II. TINJAUAN PUSTAKA Proses hydrothermal
Prosedur hydrothermal treatment dilakukan dengan memanaskan batubara pada suhu 320 – 4000C dengan penambahan air di dalam autoclave dalam kondisi vakum udara. Menurut Timpe, dkk. (2001), proses hydrothermal tidak hanya mengurangi kadar air batubara tetapi juga mengurangi kadar sulfur batubara tersebut. Selanjutnya prosedur ini dianggap sebagai salah satu proses upgrading batubara terutama untuk BPR.
Hydrotreating atau disebut juga hydroprocessing adalah proses penambahan hidrogen
kepada senyawa hidrokarbon tak jenuh dan proses menghilangkan heteroatom dari senyawa hidrokarbon tersebut dengan bantuan katalis. Hydrotreating umumnya dilakukan bila proses-proses selanjutnya sangat sensitif terhadap pengotor dari jenis hetero-atom seperti sulfur, nitrogen, oksigen, dan logam. Selain kondisi operasi (suhu dan tekanan), komposisi dari minyak yang akan diolah (tar) dan jenis katalis sangat berpengaruh pada keberhasilan proses hydrotreating.
Batubara adalah suatu molekul besar (macro molecule) bermatriks polimer yang tersusun dari kluster-kluster senyawa aromatik yang berikatan satu dengan lainnya melalui suatu jembatan (bridge). Jembatan ini umumnya dalam bentuk senyawa alifatik tetapi unsur lainnya seperti oksigen dan belerang juga terdapat pada senyawa penyusun jembatan tersebut. Jembatan yang mengandung oksigen misalnya adalah eter yang mempunyai ikatan lemah. Kekuatan ikatan antar kluster aromatik tersebut bervariasi karena jumlah, jenis dan komposisi jembatan yang menghubungkan kluster aromatik tersebut juga bermacam-macam jenisnya.
Kenaikan suhu menyebabkan ikatan (jembatan) yang menghubungkan kluster senyawa aromatik terputus menghasilkan fragment yang lepas dari makromolekul batubara. Jembatan yang mempunyai ikatan lemah akan patah terlebih dulu. Fragment yang berukuran besar dinamakan metaplast. Metaplast dapat meninggalkan batubara atau bergabung kembali dengan makromolekul batubara membentuk arang batubara melalui reaksi cross-linking. Metaplast yang cukup mempunyai hidrogen dan mempunyai berat molekul besar membentuk produk cair yang dinamakan tar. Metaplast yang menguap adalah fragment yang mempunyai berat molekul rendah. Gugus fungsi dan senyawa alifatik dilepaskan dari batubara sebagai gas ringan seperti oksida (CO2, CO, H2O), dan hidrokarbon ringan (C1-C4) (Hambly, 1998). Produk reaksi hydroprocessing dipengaruhi oleh kecepatan pemanasan, suhu, ukuran partikel, jenis batubara, tekanan proses dan berbagai faktor lainnya. Batubara bituminus lebih banyak menghasilkan tar dibanding BPR sementara itu BPT lebih sedikit menghasilkan tar dan gas.
Penambahan air pada proses hydrothermal berfungsi untuk mencegah terjadinya evaporasi (Sakaguci, dkk., 2008). Upgrading dan dewatering batubara yang mengunakan proses thermal evaporasi biasanya akan menyebabkan produk hasil proses menjadi
hydrophilic sehingga mudah untuk kembali menyerap air permukaan baik karena adanya
hujan ataupun karena kelembaban yang tinggi. Proses thermal non evaporasi (hydrothermal) tidak hanya dapat mengurangi kadar air di dalam batubara , tetapi juga dapat dapat merubah struktur dan komposisi kimia dari batubara tersebut. Sakaguci, dkk. (2008) menyatakan bahwa hydrothermal treatment brown coal yang dilakukan pada suhu di atas 1500C akan mulai terjadi perubahan komposisi dari group fungsional oksigen dan akan menghasilkan batubara yang memiliki karbon tinggi serta oksigen rendah. Perubahan group fuctional oksigen hydrophilic mengakibatkan perubahan sifat dari permukaan batubara menjadi hydropobic sehingga menghambat penyerapan air. Proses
Hydrothermal menyebabkan struktur pori-pori batubara menjadi rusak, selanjutnya akan
tertutup kembali oleh tar yang keluar selama proses. Penyumbatan pori-pori inilah yang juga menyebabkan batubara hasil proses sulit untuk menyerap air kembali.
Beberapa penelitian dengan menggunakan proses hydrothermal telah dilakukan untuk merubah sifat batubara baik sifat fisik ataupun kimianya. Baker, dkk. (1986) melakukan
percobaan memberikan proses hydrothermal terlebih dahulu pada BPR sebelum batubara tersebut menjadi water fuel slurries. Percobaan ini menghasilkan pengendapan solid yang lebih stabil dibandingkan tanpa proses hydrothermal dengan tidak ditambah aditif. Pada percobaan yang dilakukan oleh Baker, dkk. (1986), kenaikan suhu di atas 2300C pada proses hydrothermal, karbosilat yang terdapat pada struktur batubara akan terdekomposisi dan membentuk karbon dioksida. Ini akan menaikan kalori batubara. Evolusi dari karbondioksida juga akan mengeluarkan air dari pori-pori batubara. Pada percobaan ini, dengan kenaikan suhu di atas 2300C kandungan air turun 100%, demikian pula dengan oksigen turun 3 - 5% dan zat terbangnya turun 5 - 10%.
Proses ini dikontrol oleh temperatur reaksi, tekanan dan waktu reaksi. Setiap batubara memiliki kondisi optimum percobaan yang berbeda-beda. BPR terdiri atas sejumlah oksigen dalam bentuk asam karbosilat dan garam karbosilat yang menyebabkan nilai kalor batubara rendah dan kadar air yang tinggi. Molekul asam karbosilat memiliki ikatan polar yang dapat membentuk ikatan hidrogen dengan molekul lainya terutama air. Ikatan ini akan terurai dengan kenaikan suhu di atas 1500C, karbondioksida yang terbentuk akan membantu proses dewatering dengan mengeluarkan air dari pori-pori batubara. Proses evolusi dari karbondioksida akan mengurangi kandungan oksigen dari batubara dan meningkatkan kandungan karbon.
Hydrothermal treatment juga efektif terhadap upgrading dan dewatering gambut. Dari
hasil penelitian yang dilakukan oleh Mursito, dkk. (2010) terhadap gambut yang berasal dari Pontianak, menunjukan bahwa dari proses hydrothermal yang dilakukan dengan menggunakan suhu 150 - 3800C, karbon pada gambut meningkat dari 37,6 menjadi 65,9 wt%. Zat terbang menurun dari 62,4 menjadi 34,1 wt%. Abu relatif stabil selama proses tersebut dan sulfur juga relatif rendah, hanya 0,1wt%. Selain itu pada proses hydrothermal ini terjadi proses pembatubaraan, dimana gambut yang telah mengalami proses
hydrothermal mengalami perubahan menjadi peringkat lignit - subbituminus.
Timpe, dkk. (2001), dalam penelitiannya menyatakan bahwa air pada proses hydrothermal pada kondisi supercritical dapat berfungsi sebagai pelarut, pereaksi dan pentransfer energi untuk mengurangi sulfur dan unsur runutan yang terkandung di dalam batubara.
Kadar sulfur berkurang hingga 50% pada supercritical conditions antara lain suhu 374 ºC dan tekanan 221 bar (3200 psig). Demikian juga dengan beberapa trace element seperti As, Hg dan Se dapat dihilangkan atau dikurangi melalui proses hydrothermal.
Pemanfaatan tar batubara
Karena batubara mempunyai struktur molekul yang komplek, tar yang dihasilkan dari pirolisis batubara mengandung berbagai macam senyawa. Hasil analisa tar dengan GC-MS menunjukkan bahwa tar batubara mengandung 127 jenis senyawa hidrokarbon yang terdiri atas 33 jenis senyawa hidrokarbon alifatik, 37 jenis senyawa hidrokarbon aromatik, 10 jenis naftalena, 13 jenis fenol, 12 jenis asam ester dan 22 macam senyawa yang bersifat basa (alkalina) (Jiang, et.al., 2007). Komponen tar berdasarkan titik didihnya dapat dikelompokkan menjadi empat fraksi yaitu fraksi dengan titik didih < 110oC, 110-210 oC, 210-240 oC dan 240-370 oC.
Fraksi dengan titik didih kurang dari 110oC terdiri atas sebagian besar air dan sisanya adalah cairan ammonia. Fraksi dengan titik didih 110-210oC dinamakan fraksi minyak ringan yakni benzena, toluena dan xylena. Fraksi ke tiga yaitu fraksi dengan titik didih 210-240 oC terdiri atas minyak karbolik dan naftalena. Fraksi ke empat (240-370 oC) dinamakan minyak creosote yang mengandung sebagian besar antrasena, phenantrena dan lain-lain. Di atas 370oC didapatkan residu yang dapat diekstrak untuk menghasilkan
pitch.
Penelitian konversi tar menjadi produk lain yang lebih berharga telah dilakukan sejak puluhan tahun yang lalu. Strohm et. al. (2002) telah meneliti penggunaan komponen tar batubara untuk bahan bakar pesawat jet yang berkecepatan melebihi kecepatan suara. Suhu mesin pesawat jenis ini sangat tinggi sehingga menyebabkan bahan bakar jenis parafin dari minyak bumi tidak cocok karena membentuk karbon padat (coking). Salah satu solusinya adalah mengganti bahan bakar jet tersebut dari jenis naftena yang diekstrak dari batubara. Hasil penelitian menunjukkan bahan bakar jenis naftena lebih tahan terhadap suhu tinggi (sampai dengan 771oC) dibandingkan bahan bakar mesin jet yang berasal dari minyak bumi atau jenis paraffin (Clifford, 2008).
Pada era sebelum dan sampai perang dunia kedua, produk sampingan dari industri karbonisasi batubara yaitu tar dan bahan bakar gas merupakan bahan baku utama industri bahan kimia organik. Setelah perang dunia kedua, bahan baku industri kimia mulai beralih ke bahan-bahan yang berasal dari industri pengolahan minyak bumi dan gas alam karena ditemukannya cadangan minyak bumi dan gas alam yang melimpah pada saat itu. Tetapi meningkatnya harga minyak akhir-akhir ini dan adanya keinginan untuk swasembada bahan baku industri petrokimia telah menyebabkan keinginan kembali untuk memanfaatkan tar batubara antara lain adalah untuk bahan baku pembuatan bahan bakar mesin jet, untuk campuran minyak solar hasil sintesa low
temperature fischer tropsch (Schieke, 2010) dan untuk bahan baku pembuatan syngas. Bila
cadangan minyak bumi semakin menipis dan harga minyak bumi semakin naik diperkirakan dalam dekade mendatang konversi batubara menjadi bahan baku industri petrokimia secara ekonomi layak dilakukan.
Katalis untuk proses hydrotreating
Katalis untuk proses hydrotreating minyak bumi yang sudah sangat maju saat ini sebenarnya pada awalnya dikembangkan untuk hidrogenasi batubara. Pada tahun 1910, Bergius mengembangkan proses hidrogenasi batubara untuk menghasilkan minyak. Bergius mengamati bahwa mineral besi membuat reaksi hidrogenasi berjalan lebih cepat. Katalis komersial pertama untuk proses hidrogenasi batubara adalah campuran dari MoO3 (53,5%), ZnO (30%), dan MgO (16,5%). Katalis ini digunakan di pabrik pencairan batubara Leuna selama bertahun-tahun mulai dari tahun 1926. Analisa terhadap katalis menunjukkan bahwa MoO3 selalu berubah menjadi senyawa sulfida dan berdasarkan hal tersebut metal sulfide dipatenkan sebagai katalis untuk menghilangkan belerang dalam minyak batubara. Pada tahun 1941 diketahui bahwa katalis NiMo/Al2O3 kurang aktif dibanding katalis CoMo/Al2O3 tetapi lebih tahan terhadap pengaruh hetero-atom.
Katalis hydrotreating minyak bumi telah berkembang pesat sehingga kandungan hetero-atom dalam minyak bumi dapat diturunkan sedemikian rendah untuk memenuhi standar lingkungan yang semakin lama semakin ketat. Berbeda dengan perkembangan
hydrotreating minyak bumi, pengembangan hydrotreating minyak batubara masih
konsumsi hidrogen. Deaktivasi katalis adalah penurunan aktivitas dan selektivitas katalis selama pemakaian. Secara umum ada 3 macam penyebab terjadinya deaktivasi katalis, yaitu:
a. Peracunan
Peracunan katalis terjadi oleh adanya adsorpsi unsur atau senyawa tertentu yang menyebabkan active site berubah keaktifannya menjadi semakin lemah. Mekanisme deaktivasi katalis tidak sama untuk setiap kasus. Jenis elemen/senyawa tertentu berpotensi meracuni katalis tertentu pada kondisi tertentu. Katalis NiMo/Al2O3 misalnya mempunyai fasa aktif berupa MoS2 sehingga katalis ini menjadi tidak aktif bila belerangnya hilang. Mekanisme seperti ini terjadi pada proses hydrotreating dari
thiophene. Mekanisme sebaliknya terjadi pada proses deaktivasi katalis untuk hydrogenasi
etilena yaitu belerang terserap pada permukaan katalis metal membentuk ikatan kuat dengan metal sehingga menghambat interaksi gas hidrogen dan etilena dengan katalis metal tersebut (Bartholomew, 2001).
Peracunan pada katalis logam didasarkan pada sifat struktur elektron dari racun dalam fasa gas dan elektron dari katalis dalam fasa padat. Peracunan terjadi karena racun diserap oleh situs aktif katalis membentuk kompleks yang teradsorpsi secara kimia. Racun yang efektif pada proses deaktivasi katalis adalah racun yang mengandung unsur N, P, As, Sb, O, S, Se Te dan molekul yang mengandung ikatan rangkap, misalnya CO. Logam berat (Hg, Pb, Bi, Sn, Zs, Cd, Cu) juga dapat menurunkan aktivitas katalis. Kebanyakan proses peracunan katalis adalah proses irreversible (tidak dapat balik), sehingga katalis yang telah teracuni harus diganti atau diregenerasi bila memungkinkan.
b. Pencemaran
Tipe proses pencemaran katalis yang paling umum dalam industri kilang minyak adalah pembentukan kokas (endapan karbon). Kokas terbentuk selama reaksi katalisis, dan bukan merupakan pengotor yang sudah ada dalam umpan. Pada hydrotreating minyak batubara, sumber pembentukan kokas adalah asfalten. Senyawa ini mempunyai ukuran yang relatif besar sehingga dapat menutupi bukaan (cavity) yang menutup akses ke pori-pori (Maity,
et.al., 2003). Untuk menghindari pembentukan kokas fraksi dengan titik didih tinggi harus
c. Sintering
Sintering adalah proses merapatnya partikel-partikel padatan sehingga membentuk massa yang lebih padat (dense) karena pengaruh panas. Sintering yang terjadi pada katalis dapat terjadi pada katalis metal. Adanya sintering menyebabkan struktur pori roboh (collapse) sehingga luas permukaan katalis berkurang yang berakibat pada penurunan aktifitas. Sintering umumnya terjadi pada suhu > 500oC yang dapat dipercepat oleh adanya uap air dalam sistem (Bartholomew, 2001).
Pembuatan kokas
Kokas yang dipakai untuk proses peleburan bijih besi dalam blast furnace mempunyai persyaratan yang sangat ketat sehingga hanya dapat dibuat dengan menggunakan batubara atau campuran beberapa batubara dengan komposisi tertentu. Gambar 2.1 adalah contoh komposisi blending batubara untuk pembuatan kokas di Jepang pada tahun 1970 s/d 1978. Dalam kurun waktu tersebut Jepang mengurangi prime coking coal dari Amerika yang mahal dan menggantinya dengan prime coking coal dari Australia dan Kanada. Komposisi dalam blending batubara tetap sama yaitu sekitar 50% prime coking
coal, 20% medium coking coal dan 30% weakly coking coal dan non-coking coal.
Gambar 2.1. Contoh komposisi blending batubara untuk pembuatan kokas di Jepang
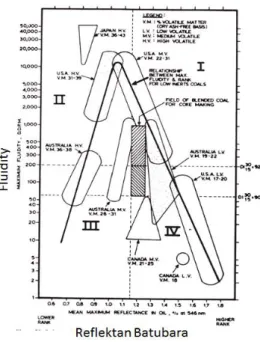
Berdasarkan nilai reflektan dan fluidity, batubara yang di blending mempunyai reflektan antara 0,7 dan 1,8 dan fluidity antara 40 dan 50.000 ddpm. Untuk bahan baku kokas, batubara dengan reflektan dan fluidity tersebut dicampur sehingga mempunyai reflektan rata-rata sebesar 1,2 dan fluidity antara 50 -1000 ddpm (Gambar 2.2). Nilai reflektan batubara sangat penting untuk pembuatan kokas karena hanya batubara dengan reflektan tertentu saja yang dapat melepas hidrogen untuk menstabilkan radikal bebas yang terbentuk pada saat karbonisasi (Gambar 2.3). Salah satu fungsi bahan imbuh/aditif dalam pembuatan kokas adalah memberi tambahan hidrogen pada campuran batubara yang akan dikarbonisasi.
Gambar 2.2. Hubungan antara reflektan vitrinit beberapa jenis batubara dengan fluiditas
Gambar 2.3. Hubungan antara reflektan dan kemampuan donor hidrogen dari batubara
III. PROGRAM KEGIATAN 3.1 Studi pustaka
Sebelum kegiatan penelitian dilakukan studi pustaka yang diperoleh baik dari internet maupun dari perpustakaan.
3.2 Contoh batubara dan pelarut yang digunakan
Kegiatan ini merupakan penelitian lanjutan skala laboratorium memanfaatkan batubara Indonesia untuk pembuatan aditif. Kegiatan penelitian terdiri atas rangkaian proses mulai dari pengambilan contoh batubara, penggerusan, karakteristik batubara, hidrogenasi,
hydrothermal dan destilasi. Untuk tahun 2012 dilakukan pengambilan contoh batubara
Kampar Kiri, Pekanbaru Riau. Selain batubara Kampar Kiri (Riau), digunakan BPR yang lain (Jambi, Pendopo dan Wahau).
3.3 Penelitian di laboratorium Kegiatan ini meliputi:
Persiapan Penelitian
Pembuatan pelarut (destilasi tar batubara)
Preparasi dan analisis batubara
- Pengecilan ukuran batubara -200 mesh - Analisis kimia
Preparasi katalis besi laterit
Penelitian
a. Pre-treament batubara
- Pre-treatment dengan cara hydrothermal
b. Analisis batubara hasil hydrothermal
c. Hidrogenasi batubara terhadap masing-masing batubara hasil pre-treatment d. Analisis hasil hidrogenasi
e. Uji daya ikat aditif
3.4 Koordinasi
Koordinasi dilakukan dengan Puslitbang yang ada di lingkungan Kementrian Energi dan Sumber Daya Mineral dan perusahan-perusahan yang ada kaitannya dengan kegiatan penelitian. Tujuan koordinasi ini adalah supaya ada sinergi dengan kementerian lainnya dan mencegah adanya penelitian yang sama dengan instansi lain dan menjalin kerjasama penelitian. Sosialisasi pada perusahaan yang potensial sebagai pengguna kokas yaitu Aneka Tambang dan Krakatau Steel juga dilakukan.
IV. METODOLOGI 4.1 Bahan percobaan
Bahan yang digunakan dalam kegiatan ini adalah batubara peringkat rendah (Kampar Kiri, Jambi, Wahau dan Pendopo), bijih besi laterit Kalsel berukuran -325 mesh, sulfur teknis
powder, pelarut fraksi cair 250-350oC (hasil distilasi tar) sebagai produk samping gasifikasi batubara terhidrogenasi, gas nitrogen dan hidrogen HP.
4.2 Alat percobaan
Alat yang digunakan adalah otoklaf kapasitas 500 cc (Gambar 4.1) dengan pengaduk bergoyang. Dalam percobaan ini digunakan juga alat bantu seperti neraca teknis, pompa vakum, corong pemisah, cawan krusibel, oven pengering, desikator, furnace dan alat bantu lainnya.
Gambar 4.1 Peralatan otoklaf 500cc 4.3 Prosedur hidrogenasi
Contoh batubara ditambah katalis dan/tanpa sulfur dicampur dengan pelarut tar fraksi cair 250-350oC (hasil distilasi tar), perbandingan batubara dan pelarut 4:6. Selanjutnya dimasukkan dalam otoklaf kapasitas 500 ml untuk dilakukan proses
hidrogenasi. Kondisi proses dengan variasi tekanan gas hidrogen 10; 20; 30; 40; dan 50 bar, jumlah sulfur yang ditambahkan masing-masing 2,7 gram dan tanpa sulfur, sedang suhu proses 400oC selama 60 menit.
Reaktor didinginkan, produk proses hidrogenasi dikeluarkan dan dilarutkan dengan normal heksan sebanyak 250 ml sambil diaduk sampai rata. Kemudian dilakukan proses penyaringan menggunakan kertas saring yang dimasukkan dalam corong Buchner dan dihubungkan dengan labu yang terhubung dengan pompa vakum.
Residu yang tertinggal di atas kertas saring dibiarkan pada suhu kamar sampai kering
Selanjutnya dilakukan analisis proksimat, ultimat dan CSN/FSI. Uji aditif, dikarbonisasi kemudian dianalisis karakteristiknya
4.4 Prosedur hydrothermal
Batubara dan air dengan perbandingan nisbah 1:3 dimasukkan ke dalam otoklaf 5 L, diaduk perlahan hingga merata.
Otoklaf ditutup rapat hingga tidak ada kebocoran, kemudian di alirkan gas N2 hingga 30 bar (Po
N2 30 bar),
Panel kontrol otoklaf dinyalakan, suhu reaktor (TD), suhu pemanas (TL) dan putaran pengadukan dimatikan (rpm = 0)
Pemanas dan sampel dipanaskan dengan kondisi suhu dalam reaktor dibuat stabil 350oC, tekanan 30 bar, waktu reaksi selama 30 menit
Suhu di turunkan sampai 150oC selanjutnya kran output dibuka sampai tekanan dalam reaktor sama dengan tekanan udara luar dan otoklaf dimatikan
Reaktor didinginkan, contoh dikeluarkan dan dimasukkan ke dalam pan, biarkan di suhu kamar.
Setelah contoh kering, dimasukkan dalam plastik.
Contoh yang sudah kering di analisis dan sebagian lagi untuk proses hidrogenasi. Contoh kering hasil proses hydrothermal dicampur dengan pelarut tar fraksi cair
250-350oC (hasil distilasi tar) perbandingan batubara dan pelarut (4:6) dimasukkan dalam otoklaf kapasitas 500 ml untuk dilakukan proses hidrogenasi. Kondisi proses dengan variasi tekanan gas hidrogen 10; 20; 30; 40; dan 50 bar, jumlah sulfur yang ditambahkan masing-masing 2,7 gram dan tanpa sulfur, sedang suhu proses 400oC selama 60 menit. Setelah proses selesai otoklaf dimatikan.
V. HASIL DAN PEMBAHASAN 5.1 Pengambilan contoh batubara
Lokasi pengambilan contoh Propinsi Riau
Secara umum jalan menuju lokasi sudah mengalami pengerasan sehingga mudah dilalui. Lokasi dapat dicapai dari Pekanbaru ke arah selatan sampai Kecamatan Lipat Kain yang berjarak sekitar 74 km dan berbelok ke arah N 270oW melalui jalan aspal dan sebagian tanah sepanjang 33 km untuk mencapai Desa Muara Silaya dan dilanjutkan dengan menggunakan sepeda motor sejauh 5 km untuk mengambil contoh di daerah Durian Tumbang. Gambar 5.1 jalan menuju lokasi yang tidak bisa dilalui kendaraan roda 4. Gambar 5.2 lokasi pengambilan contoh di Desa Muara Selaya.
Geologi umum Stratigrafi
Daerah penyelidikan termasuk dalam Peta Geologi Lembar Solok. Berdasarkan Kerangka Tektonik Cekungan Sedimen Tersier Indonesia Bagian Barat. Peta Geologi Lembar Solok merupakan bagian dari Cekungan Sumatera Tengah. Di dalam Cekungan Sumatera Tengah terdapat beberapa sub cekungan. Daerah penelitian termasuk ke dalam Cekungan ”Intra Montane” (Sub cekungan dari Cekungan Sumatera Tengah) yang dibatasi oleh batuan Pra Tersier sebagai batuan dasar.
Sedimentasi Cekungan Sumatera Tengah dimulai pada Paleogen, yang dicirikan oleh batulempung, serpih karbonan, batupasir halus dan batulanau yang diendapkan pada lingkungan ”fluvio”-”lacustrine paludal”, disebut sebagai Formasi Pematang. Selanjutnya pada Awal Miosen terjadi fase transgresi yang dicirikan oleh batupasir berbutir sedang-kasar, serpih batulanau, batubara dan gamping yang diendapkan dalam lingkungan ”fluvial channel” hingga laut terbuka, disebut sebagai Kelompok Sihapas dan Formasi Telisa.
Fase regresi terjadi pada Miosen Tengah-Plio Plistosen, dicirikan oleh serpih berwarna abu-abu kehijau-hijauan dan batupasir yang disebut Formasi Petani, diendapkan dalam lingkungan payau (”brackish”).
Gambar 5.1 Jalan menuju lokasi yang rusak berat
Gambar 5.2 Lokasi sekitar pengambilan batubara di daerah ke Muara Selaya, Durian Tumbang
Struktur Geologi
Pola tektonik Cekungan Sumatera Tengah dicirikan oleh struktur-struktur ”horst” dan ”graben” atau sesar bongkah dan sesar geser. Sistim sesar bongkah berarah barat laut-tenggara membentuk deretan ”horst” & ”graben” yang mengendalikan pola pengendapan batuan-batuan berumur Paleogen. Peristiwa tektonik yang mempengaruhi pola pengendapan dan pola struktur di Cekungan Sumatera Tengah terjadi pada Akhir Kapur, Miosen Tengah dan Plio-Plistosen.
Endapan Batubara
Merujuk pada Peta Geologi Lembar Solok Sumatera maka formasi yang dianggap sebagai formasi pembawa batubara di daerah penelitian adalah Anggota Bawah Formasi Telisa yang berumur miosen awal. Formasi ini ditemukan melampar di tengah daerah penelitian menutupi sekitar 30% dari keseluruhan luas daerah. Dari data para penyelidik terdahulu pada formasi ini ditemukan adanya lapisan batubara dengan ketebalan antara 2,50 m – 10,00 m. Penyelidikan batubara yang telah di lakukan umumnya dilakukan di daerah Tangko yang terletak di sebelah selatan daerah penelitian. Sedangkan Anggota Bawah Formasi Telisa di daerah penelitian sendiri belum pernah diteliti penyebaran dan sumber daya batubaranya.
Potensi Endapan Batubara
Dari hasil pengamatan data singkapan dan korelasi data di daerah pengambilan contoh, kemudian data dikelompokan menurut kedudukannya (arah jurus dan kemiringannya) dapat dihitung sumber daya batubara. Dengan melihat pada kerapatan data di daerah penelitian dibandingkan luas daerah pelamparan batubara serta dengan memperhitungkan kompleksitas struktur geologi di daerah penelitian maka sumber daya batubara di daerah ini dapat dikelompokkan sebagai sumber daya tereka.
Dari semua hasil perhitungan sumber daya batubara dapat dilihat sebagai berikut (Dihitung per lapisan yang dibatasi oleh parameter-parameter geologi meliputi; Struktur geologi dan kemiringan lapisan batubara) jumlah sumber daya batubara sebanyak 3.140.800.11 ton (Tim Inventarisasi Batubara Daerah Kampar, 2006).
Prospek Pemanfaatan dan Pengembangan Batubara
Berdasarkan data hasil penelitian diketahui sumber daya batubara dengan jumlah yang cukup banyak dan potensial untuk dikembangkan yaitu 3.140.800,11 ton yang tersebar pada 4 lapisan batubara terutama di daerah sekitar Desa Muara Selaya dan Desa Lubuk Agung. Kendala pengembangan yang teramati di lapangan adalah sulitnya akses transportasi ke lokasi daerah penelitian terutama pada musim hujan semua akses jalan di daerah ini mengalami kerusakan yang berat. Selain akses transportasi kendala yang mungkin ditemukan di daerah ini adalah morfologi daerah karena batubara ditemukan umumnya merupakan perbukitan. Tujuan pengambilan contoh dari lokasi ini adalah untuk memanfaatkan batubara dari lokasi tersebut karena contoh batubara dari lokasi lain di propinsi Riau seperti batubara Peranap telah sering diambil contohnya untuk kegiatan penelitian.
5.2 Pelarut tar gasifikasi
Pelarut yang digunakan dalam pembuatan aditif adalah tar hasil gasifikasi dari Palimanan. Tar batubara tersebut dipreparasi dulu sebelum digunakan dengan jalan dipisahkan residu dan minyak ringannya dengan cara destilasi. Tar fraksi menengah 250-350oC dihidrogenasi dengan bantuan katalis. Selanjutnya destilasi dilakukan lagi agar didapatkan hydrogenated solvent fraksi menengah yang tidak mengandung katalis sebagai bahan baku hidrogenasi batubara. Gambar 5.3 adalah tahapan preparasi pelarut tar batubara.
Gambar 5.3. Diagram alir preparasi pelarut 5.3 Hasil analisis batubara
Untuk mengetahui karakteristik batubara dalam keperluan percobaan pembuatan bahan aditif dari batubara dilakukan analisis proksimat, ultimat, nilai kalor, nilai muai bebas (FSI).
5.3.1 Hasil analisis proksimat, ultimat, nilai kalor dan nilai muai bebas (FSI) batubara Hasil analisis proksimat, ultimat, nilai kalor dan FSI batubara Kampar Kiri (Riau), Jambi, Wahau dan Pendopo dapat dilihat pada Tabel 5.1.
Analisis proksimat, ultimat, dan nilai kalor bertujuan untuk menentukan peringkat batubara dan pengaruhnya terhadap proses pembuatan bahan pengikat. Peringkat batubara ditentukan dari tahapan-tahapan yang telah dilalui batubara mulai dari sisa-sisa tumbuhan yang membusuk sampai pada tahap pembentukan antrasit. Beberapa parameter yang cukup penting dalam penentuan peringkat batubara adalah:
Preparasi pelarut
Tar batubara
Destilasi Minyak ringan dan residu
Pelarut, fraksi 250-350OC
Hidrogenasi Katalis
Hidrogen
Hydrogenatedsolvent
Destilasi Minyak ringan
Hydrogenated solvent,
Kandungan air dan energi spesifik (nilai kalor)
Parameter ini dapat menentukan derajat pembatubaraan. Untuk tingkat lignit dan sub-bituminus (peringkat rendah) akan sangat mudah kehilangan kandungan air pada tahap pembatubaraan sebagai akibat kenaikan pemadatan dan tekanan lapisan penutup. Seiring dengan menyusutnya kandungan air maka energi spesifik akan naik
Zat terbang dan kandungan karbon
Semakin tinggi peringkat batubaranya maka akan semakin tinggi pula kandungan karbonnya dan semakin kecil kandungan zat terbangnya.
Kandungan unsur-unsur kimia
Unsur kimia yang terdapat dalam batubara antara lain C, H, O, N dan S, Untuk mengetahui unsur kimia yang terdapat dalam batubara dapat ditentukan dengan menggunakan analisa ultimat. Selama proses pembatubaraan terjadi, melibatkan perubahan fisik dan perubahan kimiawi dan penghilangan gas-gas dengan cepat akan terbentuk kandungan karbon sebesar 78% untuk batubara sub-bituminus dan 95% untuk antrasit. Bisa dikatakan bahwa persentase karbon ini merupakan parameter yang tepat untuk batubara peringkat tinggi.
Reflektansi
Peringkat batubara bisa ditentukan dengan mengukur reflektansi vitrinitnya. Nilai reflektansi vitrinit sangat dipengaruhi oleh tingkat pembatubaraannya, dan oleh karena itu sering dipakai sebagai parameter peringkat batubara. Vitrinit ini dipilih untuk penentuan peringkat batubara. Beberapa alasan mengapa vitrinit dipakai dalam penentuan peringkat batubara, antara lain:
Selalu hadir dalam setiap batubara; mudah diidentifikasi di bawah mikroskop dan dicirikan oleh kenaikan reflektifitas selama proses pembatubaraan.
Tabel 5.1 Proksimat, ultimat dan nilai kalor batubara
Parameter Analisis Jambi Wahau Pendopo Kampar (Riau) Metode
Air lembab (% adb) 10,46 12,34 17,37 3,02 ASTM D.3302
Abu (% adb) 2,71 2,58 6,19 60,60 ASTM D.3174
Zat terbang (% adb) 45,08 48,36 41,54 13,14 ISO 562
Karbon padat (% adb) 41,75 36,72 34,90 23,24 ASTM D.3172
Karbon (% adb) 63,73 62,32 53,79 28,51 ASTM D.5373
Hidrogen (% adb) 5,50 5,80 6,65 1,87 ASTM D.5373
Nitrogen (% adb) 0,85 0,75 0.80 1,17 ASTM D.5373
Total sulfur (% adb) 0,08 0,15 0,29 0,80 ASTM D. 3176
Oksigen (% adb) 27,13 26,98 32,28 7,05 ASTM D.5865
Nilai kalor (kal/g, adb) 5.715 5.819 4.932 2.209 ASTM D.720
Nilai Muai Bebas (FSI) 0 0 0 0
Dari Tabel 5.1 terlihat kandungan oksigen dalam batubara Jambi, Wahau dan Pendopo relatif tinggi, hal ini merupakan karakter dari batubara peringkat rendah. Melalui proses hidrogenasi ini diharapkan kandungan oksigen nya akan menurun dan kandungan hidrogennya akan meningkat. Kandungan oksigen dalam batubara Kampar Kiri terlihat rendah dibandingkan dengan batubara Jambi, Wahau dan Pendopo hanya 7,05%. Untuk batubara Kampar Kiri ini ada kemungkinan bahwa batubara tersebut mengandung mineral yang lain karena kandungan abunya sangat tinggi yakni lebih dari 60% (adb). Kandungan abu ini sangat berpengaruh dalam pembuatan aditif. Maka dari itu batubara Kampar Kiri cenderung kurang cocok untuk di buat aditif karena kandungan abunya yang terlalu tinggi.
Untuk mengetahui klasifikasi batubara yang digunakan diperlukan data zat terbang, karbon padat dan nilai kalor dalam basis dried mineral matter free (dmmf), hasil analisis tercantum dalam Tabel 5.2.
Tabel 5.2 Hasil analisis zat terbang, karbon padat dan nilai kalor dalam moist mineral matter free (mmmf) untuk penentuan klasifikasi (ASTM)
Parameter Analisis Jambi Wahau Pendopo Kampar (Riau) Metode
Zat terbang (% mmmf) 57,69 56,72 54,60 25,64 D 388-05
Karbon padat (% mmmf)
42,31 43,28 45,40 74,36 D 388-05
Nilai kalor (kal/g,
Berdasarkan hasil analisis pada Tabel 5.2 batubara Jambi, Muara Wahau dan Pendopo diklasifikasikan menurut ASTM termasuk peringkat sub-bituminus B dengan kadar zat terbang > 31% (dmmf), karbon padat < 69% (dmmf) dan nilai kalor antara 9500 dan 11000 kal/g (dmmf). Ke tiga batubara tersebut mempunyai kandungan abu <10% (adb) dan total sulfur yang sangat rendah pada umumnya <1% (adb).
5.4 Hasil penelitian dan pembahasan
5.4.1 Hasil analisis dan pembahasan produk hidrogenasi batubara (tanpa sulfur) Kegiatan pertama dalam penelitian ini adalah melakukan hidrogenasi dengan katalis tanpa sulfur untuk melihat karakteristik batubara yang digunakan setelah dilakukan penambahan hidrogen. Dalam proses hidrogenasi ini batubara yang mempunyai gugusan hidroksil yang panjang akan diputus menjadi gugus-gugus yang kecil. Kondisi proses hidrogenasi dilakukan pada suhu 400ºC dengan penambahan katalis tanpa sulfur, tekanan hidrogen yang bervariasi mulai dari 10 bar sampai 50 bar. Hasil penelitian untuk proses hidrogenasi dengan katalis tanpa sulfur tercantum pada Tabel 5.3, 5.4 dan 5.5.
Tabel 5.3 Hasil percobaan hidrogenasi batubara Jambi dengan katalis laterit tanpa Sulfur (T=400ºC)
Parameter Analisis Batubara Jambi
0 bar 10 bar 20 bar 30 bar 40 bar 50 bar
Air lembab (% adb) 10,46 3,86 6,42 5,12 4,20 5,20
Abu (% adb) 2,71 7,56 7,62 7,16 8,22 8,61
Zat terbang (% adb) 45,08 42,26 39,82 43,58 39,57 43,70
Karbon padat (% adb) 41,75 46,32 46,14 44,14 48,01 42,49
Karbon (% adb) 63,73 82,70 82,00 81,87 80,97 80,88
Hidrogen (% adb) 5,50 5,29 5,29 5,48 5,34 5,35
Hidrogen * 4.34 4,86 4,58 4,91 4,87 4,77
Nitrogen (% adb) 0,85 1,22 1,28 1,20 1,24 1,31
Total sulfur (% adb) 0,08 0,37 0,38 0,36 0,42 0,45
Oksigen (% adb) 27,13 2,86 3,43 3,93 3,81 3,40
Oksigen * 17,83 0,00 0,00 0,00 0,08 0,00
H/C * 0,73 0.68 0,62 0,68 0,69 0,67
O/C * 0,19 0,00 0,00 0,00 0.00 0,00
Nilai kalor (kal/g, adb) 5.715 6.461 6.351 6.262 6.556 6.088
Nilai Muai Bebas (FSI) 0 1 1 1 1 1,5
Dari Tabel 5.3 terlihat karbon total meningkat signifikan dari 63,73 menjadi paling tinggi 82,70% pada tekanan 10 bar, sebaliknya oksigen menurun drastis dari 27,13 menjadi paling rendah 2,86% pada tekanan 10 bar. Parameter yang lain yang mengalami kenaikan adalah abu, karbon padat, nitrogen dan sulfur. Parameter yang mengalami penurunan air lembab dan zat terbang meskipun kenaikannya tidak terlalu tinggi.
Abu dalam batubara Jambi setelah proses hidrogenasi dengan bantuan katalis terlihat meningkat seiring dengan meningkatnya tekanan hidrogen, hal ini disebabkan pengaruh penambahan katalis. Sebagian katalis akan menjadi abu apabila dihidrogenasi, akibatnya abu hidrogenasi meningkat. Karbon total seperti terihat pada Tabel 5.3 naik signifikan dari semula 63,73 menjadi >80%. Melalui proses hidrogenasi, air dalam batubara akan turun dengan turunnya air lembab maka nilai kalor batubara tersebut akan naik. Hidrogen total relatif tetap, namun hidrogen terkoreksi mengalami kenaikan disebabkan air lembab mengalami penurunan, karena dalam perhitungan hidrogen terkoreksi itu air lembab sangat berpengaruh. Sebaliknya oksigen yang terkoreksi menurun tajam seiring dengan kenaikan tekanan hidrogen.
Tabel 5.4 Hasil percobaan hidrogenasi batubara Pendopo dengan katalis laterit tanpa Sulfur (T=400ºC) Parameter
Analisis
Batubara Pendopo
0 bar 10 bar 20 bar 30 bar 40 bar 50 bar
Air lembab (% adb) 17,37 4,13 4,99 3,91 3,29 4,03
Abu (% adb) 6,19 8,74 8,90 9,25 9,50 10,02
Zat terbang (% adb) 41,54 37,73 37,93 49,12 41,71 41,89
Karbon padat (% adb) 34,90 49,40 48,19 46,71 45,50 44,06
Karbon (% adb) 53,79 81,34 81,20 80,21 79,83 80,13
Hidrogen (% adb) 6,65 4,98 5,17 5,02 5,14 5,24
Hidrogen* 4,72 4,52 4,62 4,59 4,77 4,79
Nitrogen (% adb) 0,80 1,27 1,29 1,32 1,28 1,25
Total sulfur (% adb) 0,29 0,48 0,46 0,43 0,45 0,46
Oksigen (% adb) 32,28 3,19 2,98 3,77 3,80 2,90
Oksigen* 16,84 0,00 0,00 0,29 0,88 0,00
H/C * 0,87 0,64 0,65 0,66 0,69 0,69
O/C * 0,19 0,00 0,00 0,005 0,01 0,00
Nilai kalor (kal/g, adb) 4.932 6.648 6.519 6.436 6.359 6.206
Nilai Muai Bebas (FSI) 0 1 1 1 1 1,5
Sama seperti batubara Jambi, batubara Pendopo (Tabel 5.4) kandungan abu juga mengalami kenaikan seiring dengan naiknya tekanan hidrogen, sebaliknya air lembab mengalami penurunan dari 17,37 menjadi 3,29% setelah proses hidrogenasi pada tekanan 40 bar. Hidrogen total mengalami penurunan, kondisi seperti ini tidak sesuai dengan yang dikehendaki, kemungkinan besar pada saat hidrogenasi atom hidrogennya tidak masuk secara sempurna ke dalam batubara. Tapi dilihat dari hidrogen terkoreksi naik pada kondisi tekanan hidrogen 40 dan 50 bar. Oksigen terkoreksi mengalami penurunan secara drastis yang berarti proses hidrogenasi berjalan sempurna. Kenaikan nilai kalor terlihat tajam dari 4.932 menjadi paling tinggi 6.648 kal/g.
Tabel 5.5 Hasil percobaan hidrogenasi batubara Wahau dengan katalis laterit tanpa Sulfur (T=400ºC) Parameter
Analisis
Batubara Wahau
0 bar 10 bar 20 bar 30 bar 40 bar 50 bar
Air lembab (% adb) 12,34 4,01 3,57 2,74 3,47 3,12
Abu (% adb) 2,58 4,06 4,22 4,20 4,81 4,83
Zat terbang (% adb) 48,36 36,15 35,50 37,29 34,37 37,72
Karbon padat (% adb) 36,72 55,78 56,71 55,77 57,35 54,28
Karbon (% adb) 62,32 85,70 81,24 80,98 78,98 81,88
Hidrogen (% adb) 5,80 5,06 5,06 5,10 5,07 5,17
Hidrogen * 4,43 4,61 4,66 4,79 4,68 4,82
Nitrogen (% adb) 0,75 1,23 1,36 1,38 1,40 1,38
Total sulfur (% adb) 0,15 0,32 0,33 0,32 0,36 0,37
Oksigen (% adb) 26,98 3,63 7,79 8,02 9,38 6,37
Oksigen* 16,01 0,07 4,62 5,58 6,30 3,60
H/C * 0,75 0,62 0,66 0,69 0,69 0,68
O/C * 0,17 0,00 0,04 0,05 0,06 0,03
Nilai kalor (kal/g, adb) 5.819 7.285 7.367 7.327 7.401 7.179
Nilai Muai Bebas (FSI) 0 1 1 1 1 1
Catatan : adb = air dried basis; * = terkoreksi; FSI= Free Sweling Index
Pengaruh hidrogenasi dengan penambahan katalis terhadap batubara Wahau seperti yang terlihat pada Tabel 5.5 cenderung sama pengaruhnya terhadap batubara Jambi. Air lembab, zat terbang serta oksigen total dan terkoreksi mengalami penurunan. Karbon total, hidrogen terkoreksi, nitrogen total dan nilai kalor mengalami kenaikan.
5.4.2 Hasil analisis produk hidrogenasi batubara (ditambah sulfur)
Pengamatan selanjutnya dalam penelitian ini adalah pengaruh pemakaian katalis laterit dengan penambahan sulfur. Kondisi percobaan hidrogenasi sama yakni suhu 400ºC dan tekanan bervariasi (10, 20, 30, 40, dan 50 bar). Hasil penelitian ditampilkan pada Tabel 5.6, 5.7 dan 5.8.
Tabel 5.6 Hasil percobaan hidrogenasi batubara Jambi dengan katalis laterit ditambah sulfur (T=400ºC) Parameter
Analisis
Batubara Jambi
0 bar 10 bar 20 bar 30 bar 40 bar 50 bar
Air lembab (% adb) 10,46 5,37 6,41 4,55 2,83 4,08
Abu (% adb) 2,71 7,36 7,23 9,04 9,39 9,13
Zat terbang (% adb) 45,08 41,77 43,02 45,03 52,42 60,92
Karbon padat (% adb) 41,75 45,50 43,34 41,38 35,36 25,87
Karbon (% adb) 63,73 81,72 82,20 75,29 73,91 75,9
Hidrogen (% adb) 5,50 4,21 5,39 5,49 5,80 6,72
Hidrogen * 4,34 3,61 4,68 4,98 5,49 6,27
Nitrogen (% adb) 0,85 1,11 1,35 0,94 0,95 0,87
Total sulfur (% adb) 0,08 0,32 0,39 3,14 3,11 2,16
Oksigen (% adb) 27,13 2,12 3,33 6,1 6,84 5,22
Oksigen * 17,83 -2,65 -2,37 2,06 4,32 1,59
H/C * 0,73 0,50 0,64 0,76 0,86 0,95
O/C * 0,19 0,00 0,00 0,02 0,04 0,02
Nilai kalor (kal/g, adb) 5.715 6.334 6.432 6.562 6.656 6.559
Nilai Muai Bebas (FSI) 0 1 1 1 1 3,5
Catatan : adb = air dried basis; * = terkoreksi; FSI= Free Sweling Index
Tabel 5.7 Hasil percobaan hidrogenasi batubara Pendopo dengan katalis laterit ditambah sulfur (T=400ºC) Parameter
Analisis
Batubara Pendopo
0 bar 10 bar 20 bar 30 bar 40 bar 50 bar
Air lembab (% adb) 17,37 3,38 3,33 3,05 3,72 2,63
Abu (% adb) 6,19 10,26 10,69 11,70 12,35 12,23
Zat terbang (% adb) 41,54 41,36 40,44 40,12 40,87 46,51
Karbon padat (% adb) 34,90 45,00 45,54 45,13 43,06 38,63
Karbon (% adb) 53,79 77,68 73,45 74,61 76,22 72,17
Hidrogen (% adb) 6,65 5,07 5,00 4,91 4,96 5,36
Hidrogen* 4,72 4,69 4,63 4,57 4,55 5.07
Nitrogen (% adb) 0,80 1,20 1,17 1,23 1,30 1,22
Oksigen (% adb) 32,28 3,45 7,12 4,74 2,17 5,93
Oksigen* 16,84 0,45 4,16 2,03 -1,14 3,59
H/C * 0,87 0,70 0,73 0,71 0,69 0,82
O/C * 0,19 0,01 0,04 0,02 0,00 0,04
Nilai kalor (kal/g, adb) 4.932 6.294 6.323 6.27 6.067 5.775
Nilai Muai Bebas (FSI) 0 1 1 1 2 1
Catatan : adb = air dried basis; * = terkoreksi; FSI= Free Sweling Index
Tabel 5.8 Hasil percobaan hidrogenasi batubara Wahau dengan katalis laterit ditambah sulfur (T=400ºC) Parameter
Analisis
Batubara Wahau
0 bar 10 bar 20 bar 30 bar 40 bar 50 bar
Air lembab (% adb) 12,34 3,37 3,89 4,70 5,74 6,43
Abu (% adb) 2,58 6,20 6,61 6,54 6,62 4,90
Zat terbang (% adb) 48,36 35,84 37,98 40,98 37,23 40,85
Karbon padat (% adb) 36,72 54,59 51,52 47,78 50,41 47,82
Karbon (% adb) 62,32 78,83 75,79 76,85 74,20 79,15
Hidrogen (% adb) 5,80 4,97 5,14 5,38 5,20 5,42
Hidrogen * 4,43 4,60 4,71 4,86 4,56 4,71
Nitrogen (% adb) 0,75 1,34 1,33 1,37 1,32 1,41
Total sulfur (% adb) 0,15 2,10 2,02 2,17 2,26 1,58
Oksigen (% adb) 26,98 6,65 9,11 7,69 10,40 7,54
Oksigen* 16,01 3,65 5,65 3,51 5,30 1,82
H/C * 0,75 0,68 0,74 0,76 0,69 0,67
O/C * 0,17 0,04 0,06 0,04 0,06 0,02
Nilai kalor (kal/g, adb) 5.819 7.285 7.367 7.327 7.401 7.179
Nilai Muai Bebas (FSI) 0 1 1 1 1 1,5
Catatan : adb = air dried basis; * = terkoreksi; FSI= Free Sweling Index
Tabel 5.6, 5.7, dan 5.8 menampilkan analisis hasil percobaan hidrogenasi untuk batubara Pendopo, Jambi dan Wahau menggunakan katalis laterit ditambah sulfur. Dari tabel tersebut terlihat tekanan reaksi berpengaruh terhadap semua parameter batubara. Pada umumnya parameter yang dianalisa mengalami kenaikan, bila dibandingkan dengan hasil dari percobaan tanpa sulfur seperti yang tertera pada Tabel 5.3, 5.4 dan 5.5. Contohnya, abu pada percobaan menggunakan katalis ditambah sulfur kenaikannya lebih tinggi dibandingkan dengan tanpa sulfur, karena laterit ini adalah merupakan mineral anorganik menghasilkan abu setelah proses. Sulfur sebagian keluar menjadi H2S sebagian lagi
menjadi pirit dan bercampur dengan abu batubara dan katalis. Tiga parameter yakni air lembab, zat terbang dan oksigen mengalami penurunan.
5.4.3 Pengaruh proses hidrogenasi terhadap peringkat batubara
Proses hidrogenasi ini pada penelitian tahun 2011 telah dilakukan terhadap batubara yang berkalori tinggi yakni batubara Tanito Harum, Baramarta dan Air Laya. Untuk membandingkan pengaruh proses hidrogenasi terhadap peringkat batubara dapat dilihat pada Tabel 5.9.
Tabel 5.9. Pengaruh proses hidrogenasi terhadap peringkat batubara pada suhu 400ºC dan tekanan 30 bar
Parameter analisa Tanito Harum Baramarta Air Laya Jambi Wahau Pendopo
Proksimat
Air lembab (% adb) Abu (% adb) Zat terbang (% adb) Karbon padat (% adb) 0,42 10,38 39,94 49,26 0,40 14,48 37,92 47,20 0,35 13,86 32,26 53,53 5,12 7,16 43,58 44,14 2,74 4,20 37,29 55,77 3,91 9,25 40,12 46,72 Ultimat Karbon (% adb) Hidrogen (% adb) Nitrogen (% adb) Total sulfur (% adb) Oksigen (% adb) 81,05 5,13 1,89 2,62 trace 74,56 5,10 1,36 1,80 2,70 75,60 4,74 1,26 2,78 1,76 81,87 5,48 1,20 0,36 3,93 80,98 5,10 1,38 0,32 8,02 80,21 5,02 1,32 0,43 3,77 Nilai kalor (kal/g,
adb)
Nilai Muai Bebas (FSI)
7923 5,5 7480 4 7936 5 6262 1 7917 1 6436 1
Dilihat dari data nilai kalor batubara Tanito Harum, Baramarta dan Air Laya >6.000 kal/g ke tiga batubara tersebut termasuk batubara kalori tinggi, sedangkan batubara Jambi, Wahau dan Pendopo yang berkalori <6.000 kal/g termasuk batubara berkalori sedang. Setelah dihidrogenasi pada suhu 400ºC tekanan 30 bar dengan penambahan katalis nilai kalor ke enam batubara tersebut menjadi >6.000 kal/g. Hal ini menunjukkan bahwa proses hidrogenasi batubara dapat meningkatkan nilai kalor baik untuk batubara
berkalori tinggi maupun batubara berkalori sedang. Untuk menaikkan nilai muai bebas batubara kalori sedang perlu dicari kondisi proses yang terbaik.
5.4.4 Hasil analisis dan pembahasan produk hidrogenasi setelah proses hydrothermal
Proses hydrothermal dilakukan terhadap batubara Jambi, Pendopo dan Wahau pada suhu 350⁰C, dengan tekanan nitrogen 30 bar serta waktu reaksi 30 menit. Produk batubara hasil proses hydrothermal selanjutnya dihidrogenasi pada suhu 400ºC, tekanan bervariasi (10, 20, 30, 40, dan 50 bar) dengan katalis laterit tanpa sulfur. Hasil penelitian ditampilkan pada Tabel 5.10, 5.11 dan 5.12.
Tabel 5.10 Hasil analisis proksimat, ultimat, nilai kalor dan FSI batubara Jambi setelah proses hydrothermal dan hidrogenasi dengan katalis tanpa sulfur (T=400ºC)
Parameter Analisis
Batubara Jambi
0 bar Hydrothermal 10 bar 20 bar 30 bar 40 bar 50 bar
Air lembab (% adb) 10,46 5,66 5,17 5,99 5,66 4,28 6,15
Abu (% adb) 2,71 3,28 6,69 6,90 7,52 8,44 8,08
Zat terbang (% adb) 45,08 42,11 41,03 43,88 45,18 46,19 52,56
Karbon padat (% adb) 41,75 48,95 47,11 43,23 41,61 41,09 33,21
Karbon (% adb) 63,73 66,60 80,10 80,30 79,31 78,27 77,67
Hidrogen (% adb) 5,50 5,21 5,42 5,76 5,81 5,64 6,30
Hidrogen * 4,34 4,58 4,85 5,09 5,18 5,16 5,62
Nitrogen (% adb) 0,85 0,67 1,81 1,30 1,88 1,34 1,30
Total sulfur (% adb) 0,08 0,16 2,00 2,28 2,41 2,56 2,21
Oksigen (% adb) 27,13 24,08 3,98 3,46 3,07 3,75 4,44
Oksigen * 17,83 19,05 0,00 0,00 0,00 0,00 0,00
H/C * 0,73 0,78 0,69 0,72 0,74 0,76 0,81
O/C* 0,19 0,20 0,00 0,00 0,00 0,00 0,00
Nilai kalor (kal/g, adb) 5.715 6.730 8.345 8.279 8.371 8.246 8.250
Nilai Muai Bebas (FSI) 0 0 1 1 1 1 1
Catatan : adb = air dried basis; * = terkoreksi; FSI= Free Sweling Index
Tabel 5.10 memaparkan hasil analisis setelah pre-treatment dengan proses hydrothermal terhadap batubara Jambi pada tekanan hidrogen yang bervariasi. Dari Tabel 5.10 terlihat bahwa dengan penambahan air kemudian di panaskan pada suhu 350⁰C dapat
menurunkan kandungan air dari 10,46 menjadi 5,66% dan menaikkan nilai kalor dari 5.715 menjadi 6.730 kal/g. Selanjutnya karbon total naik sebaliknya hidrogen, nitrogen dan oksigen menurun setelah proses hydrothermal. Sebaliknya hidrogen dan oksigen terkoreksinya menjadi naik dengan proses hydrothermal karena pengaruh dari penambahan air.
Setelah proses hydrothermal batubara tersebut di hidrogenasi dengan variabel tekanan yang menghasilkan nilai kalor yang lebih tinggi dibandingkan dengan nilai kalor hasil proses hydrothermal menjadi rata-rata > 8.000 kal/g. Abu dan zat terbang meningkat dengan meningkatnya tekanan hidrogen. Hidrogen terkoreksi naik terus sesudah proses
hydrothermal dan hidrogenasi sedangkan oksigen terkoreksi turun drastis sesudah proses
hidrogenasi.
Tabel 5.11 Hasil analisis proksimat, ultimat, nilai kalor dan FSI batubara Pendopo setelah proses hydrothermal dan hidrogensi dengan katalis tanpa sulfur (T=400ºC)
Parameter Analisis
Batubara Pendopo
0 bar Hydrothermal 10 bar 20 bar 30 bar 40 bar 50 bar
Air lembab (% adb) 17,37 3,75 3,69 3,74 6,27 4,58 5,25
Abu (% adb) 6,19 2,46 4,70 5,35 6,01 5,30 3,93
Zat terbang (% adb) 41,54 36,95 38,37 40,32 42,14 45,54 46,38
Karbon padat (% adb) 34,90 56,84 53,24 50,59 45,58 44,58 44,44
Karbon (% adb) 53,79 71,08 82,24 81,76 80,09 80,42 83,04
Hidrogen (% adb) 6,65 4,71 5,37 5,52 5,77 5,98 6,16
Hidrogen * 4,71 4,29 4,96 5,10 5,07 5,47 5,58
Nitrogen (% adb) 0,80 0,69 1,25 1,27 1,29 1,25 1,77
Total sulfur (% adb) 0,29 0,25 1,58 1,77 1,74 1,75 1,45
Oksigen (% adb) 32,28 20,81 4,86 4,33 5,10 5,30 3,65
Oksigen * 16,84 17,48 1,58 1,01 0,00 1,23 0,00
H/C * 0,87 0,70 0,70 0,72 0,71 0,78 0,76
O/C * 0,19 0,18 0,01 0,01 0,00 0,01 0,00
Nilai kalor (kal/g, adb) 4.932 7.426 8.759 8.843 8.912 8.993 8.879
Nilai Muai Bebas (FSI) 0 1 1 1 1 1 1
Catatan : adb = air dried basis; * = terkoreksi; FSI= Free Sweling Index
Pengaruh hydrothermal sebelum hidrogenasi terlihat sangat positip terhadap kenaikan nilai kalor untuk batubara Pendopo, kenaikan hampir 4.000 kal/g (200%) dari nilai kalor
batubara asal 4.932 kal/g menjadi 8.993 kal/g (adb) nilai kalor yang tertinggi pada tekanan hidrogen 40 bar. Air lembab menurun signifikan dari 17,37 menjadi yang terendah dari hasil hidrogenasi pada tekanan 10 bar yakni 3,69%. Hidrogen total dan hidrogen terkoreksi terlihat turun setelah hydrothermal, kemudian mengalami kenaikan setelah proses hidrogenasi. Oksigen total turun setelah proses hydrothermal dan hidrogenasi, oksigen terkoreksi mengalami kenaikan setelah hydrothermal karena pengaruh penambahan air dan kemudian menurun setelah proses hidrogenasi seiring dengan naiknya tekanan hidrogen karena pengaruh penambahan hidrogen.
Tabel 5.12 Hasil analisis proksimat, ultimat, nilai kalor dan FSI batubara Wahau setelah proses hydrothermal dan hidrogenasi dengan katalis tanpa sulfur (T=400ºC)
Parameter Analisis
Batubara Wahau
0 bar Hydrothermal 10 bar 20 bar 30 bar 40 bar 50 bar
Air lembab (% adb) 12,34 4,81 2,71 3,78 2,45 6,08 5,54
Abu (% adb) 2,58 9,69 9,99 9,31 10,84 11.13 10,82
Zat terbang (% adb) 48,36 41,72 43,40 43,65 47,94 45,19 53,44
Karbon padat (% adb) 36,72 43,78 43,90 43,26 38,77 37,60 30,20 Karbon (% adb) 62,32 63,58 75,39 75,90 74,98 74,36 72,98 Hidrogen (% adb) 5,80 4,95 5,53 5,68 5,62 5,74 6,09 Hidrogen * 4,43 4,42 5,23 5,26 5,35 5,06 5,47 Nitrogen (% adb) 0,75 0,61 0,81 0,77 1,24 1,24 1,68
Total sulfur (% adb) 0,15 0,26 2,38 2,12 2,43 2,49 2,41
Oksigen (% adb) 26,98 20,91 5,90 6,22 4,89 5,04 6,02
Oksigen * 14,64 16,10 3,19 2,44 2,44 0,00 0,48
H/C * 0,75 0,79 0,81 0,80 0,83 0,77 0,85
O/C * 0,15 0,18 0,03 0,02 0,02 0,00 0,00
Nilai kalor (kal/g, adb)
5.819 6.166 8.136 8.056 8.145 8.243 8.156
Nilai Muai Bebas (FSI)
0 0 1 0 1 1 1
Catatan : adb = air dried basis; * = terkoreksi;FSI= Free Sweling Index
Tabel 5.12 adalah hasil analisis proksimat, ultimat dan FSI batubara Wahau yang telah mengalami proses hydrothermal dan hidrogenasi. Dari tabel di atas terlihat kondisinya cenderung sama dengan kondisi batubara Jambi dan Pendopo. Air lembab menurun dari 12,34 menjadi yang terendah dari hasil hidrogenasi pada tekanan 30 bar yakni 2,45%. Turunnya air lembab mengakibatkan nilai kalor naik dari 5.819 sampai paling tinggi 8.243