ANALISIS SISTEM KANBAN DI PT. TOYOTA
MOTOR MANUFACTURING INDONESIA
DALAM MENGHILANGKAN MUDA
Ida Merlina
Universitas Bina Nusantara, Jl. Kemanggisan Ilir III no. 45, (62-21) 5327630, idamerlina@yahoo.co.jp Elisa Carolina Marion, S.S
ABSTRAK
In this day of age, the development of the Japanese industry has grown rapidly in Asia, including Indonesia. Toyota is an industry which specializes in automotive which holds a big part in the changing Japanese industry after the second World War. With the creation of the Toyota Production System or more known as the Just-In-Time Production System which is a system designed to get quality, cost and time management in the best possible way by eliminating any sort of waste. One of the most important roles to achieve just-in-time is kanban. The goal of the research is to analize how the kanban system could eliminate waste because in the lini production there are seven types of waste. The research method used is the study case of PT. Toyota Motor Manufacturing Indonesia which is the writer going to the field to understand the case and with descriptive analyitical which is finding facts with the right interpretation so it will go smoothly. The result found was the kanban system could eliminate muda wait, muda over-production and muda inventory. So, the conclusion is the kanban system could eliminate three types of waste.
Dewasa ini perkembangan industri Jepang telah bertumbuh pesat di negara Asia, salah satunya ialah Indonesia. Toyota merupakan perusahaan yang bergerak di bidang automotive yang memegang peranan besar bagi perubahan industri Jepang setelah berakhirnya Perang Dunia II. Dengan dibentuknya Sistem Produksi Toyota atau lebih dikenal dengan sebutan Sistem Produksi Just-In-Time adalah sistem produksi yang dirancang untuk mendapatkan kualitas, biaya, dan waktu penyerahan yang sebaik mungkin dengan menghilangkan semua jenis pemborosan. Salah satu peranan terpenting dalam mencapai just-in-time yaitu kanban. Tujuan dari penelitian ialah untuk menganalisis bagaimana sistem kanban dapat menghilangkan jenis pemborosan (muda), karena pada lini produksi terdapat tujuh jenis pemborosan (muda). Metode penelitian dilakukan dengan cara melakukan studi kasus di PT. Toyota Motor Manufacturing Indonesia yaitu penulis terjun langsung ke lapangan untuk memahami kasus tersebut dan dengan deskriptif analitis yaitu menemukan fakta dengan interpretasi yang tepat sehingga analisis dapat berjalan dengan lancar. Hasil yang didapat adalah penerapan sistem kanban dapat menghilangkan muda wait, muda over-production, dan muda inventory. Maka, simpulannya adalah sistem kanban dapat menghilangkan tiga jenis pemborosan (muda).
Kata Kunci: analisis, sistem, kanban, muda, toyota.
Pendahuluan
Jepang adalah negara yang selalu berusaha memperbaharui ciptaan dan meningkatkan mutu produksi. Terbukti dengan pembentukan-pembentukan sistem kerja yang diterapkan dan dipakai oleh perusahaan
Jepang. Salah satunya dalam bidang industri. Ternyata perubahaan dalam dunia industri di Jepang terjadi setelah berakhirnya Perang Dunia II, khususnya Toyota Motor Corporation (TMC). Teknik yang disebut dengan Sistem Produksi Toyota atau disebut juga dengan Sistem Produksi Just-In-Time yang dikembangkan oleh Toyota Motor Corporation, lahir dalam upaya mengejar ketinggalan dalam industri otomotif dari negara-negara barat yang sudah maju. Apa yang dimaksud dengan sistem produksi
just-in-time adalah sistem produksi yang dirancang untuk mendapatkan kualitas, biaya, dan waktu penyerahan
yang sebaik mungkin, dengan menghapuskan semua jenis pemborosan yang terdapat di dalam proses internal sehingga mampu menyerahkan produk sesuai dengan kehendak konsumen secara tepat waktu (Imai, 1997). Dengan meningkatkan produktivitas dan mengurangi biaya berlebih tersebut dan untuk mencapai tujuan ini maka perusahaan mengurangi berbagai fungsi yang tidak perlu di pabrik dengan pendekatan dan menyelidiki dalam setiap operasional dan merancang metode-metode untuk terciptanya solusi dari semua kendala tersebut. Salah satu solusinya adalah kanban. Kanban menjadi bagian terpenting dalam bidang perdagangan Jepang pada abad ke-17. Di mana kanban menggambarkan kayu atau logam yang mewakili sebuah merek dagang. Kanban ( 看板 ) jika dilihat dalam bentuk baku atau dalam kamus bahasa Jepangnya yaitu 看 (kan) berasal dari kanji 看る (miru) yang berarti melihat dan 板
(ban) berasal dari kanji 板 (ita) yang berarti papan. Namun, jika kedua kanji tersebut digabungkan, dalam
bahasa Jepang, kanban berarti papan isyarat, yang dicantumkan pada produk atau komponen dalam jumlah tertentu di jalur produksi, juga merupakan instruksi untuk penyerahan barang tertentu dalam jumlah tertentu. Bila komponen sudah digunakan semua di jalur produksi, kanban dikembalikan ke tempat asalnya semula, di mana di sini diperlukan sebagai perintah untuk produksi barang tersebut (Imai, 1997). Saat ini Toyota berhasil memperluas produksinya di luar Jepang. Toyota melakukan bisnis di seluruh dunia dengan 50 perusahaan manufaktur di luar negeri di 27 negara dan wilayah. Kendaraan Toyota yang dijual di lebih dari 160 negara dan wilayah. Dengan membangun pabrik-pabrik di beberapa negara, salah satunya yaitu Indonesia. Alasan inilah membuat penulis tertarik untuk menganalisis penerapan sistem kanban pada salah satu pabrik Toyota di Indonesia yaitu PT. Toyota Motor Manufacturing Indonesia yang telah menerapkan sistem kanban pada pabrik tersebut. Sehingga, rumusan masalahnya adalah penulis ingin membahas penerapan sistem kanban guna menghilangkan muda di PT. Toyota Motor Manufacturing Indonesia. Dengan tujuan menganalisis bagaimana penerapan sistem
kanban pada perusahaan atau pabrik Jepang yang berada di Indonesia dapat menghilangkan jenis-jenis
pemborosan (muda).
Metode Penelitian
Penulis akan melakukan pendekatan dengan kualitatif, yaitu penelitian yang tidak berdasarkan pengukuran tetapi berdasarkan tingkat pemahaman terhadap masalah. Menurut Semiawan (2010) mengemukakan bahwa metode kualitatif adalah mencari pengertian yang mendalam tentang suatu gejala, fakta atau realita. Metode penelitian yang dipakai yaitu metode studi kasus dan deskriptif analitis. Menurut Semiawan (2010, hal.49) studi kasus atau ‘case-study’, adalah bagian dari metode kualitatif yang hendak mendalami suatu kasus tertentu secara lebih mendalam dengan melibatkan pengumpulan beraneka sumber informasi. Sehingga, penulis akan terjun langsung ke PT. Toyota Motor Manufacturing Indonesia guna mengumpulkan informasi dengan melihat langsung serta diberikan informasi dari pekerja yang bekerja di tempat tersebut. Bahkan definisi metode studi kasus menurut Patton dalam Semiawan (2010, hal.49) menambahkan bahwa studi kasus adalah studi tentang kekhususan dan komplektsitas suatu kasus tunggal dan berusaha untuk mengerti kasus tersebut dalam konteks, situasi dan waktu tertentu. Sedangkan penelitian deskriptif analitis menurut Nazir (2005, hal.89) mengemukakan bahwa penelitian deskriptif adalah studi untuk menemukan fakta dengan interpretasi yang tepat. Studi analitis, analisis ditujukan untuk menguji hipotesis-hipotesis dan mengadakan interpretasi yang lebih dalam tentang hubungan-hubungan. Analisis dikerjakan berdasarkan data ex post facto.
Hasil dan Bahasan
Terdapat dua lini produksi di PT. Toyota Motor Manufacturing Indonesia, yaitu machining line dan
Indonesia. Diantaranya adalah intra process kanban, inter process kanban, supplier kanban dan signal
kanban. Intra process kanban dan inter process kanban digunakan pada machining line, sedangkan supplier kanban dan signal kanban digunakan pada assembly line. Seperti yang dikemukakan oleh nara
sumber di Toyota tersebut, mengatakan bahwa kanban-kanban tersebut adalah sebuah alat yang berguna sebagai pengendali suatu produksi dan sebagai informasi yang memudahkan pekerja menjalankan pekerjaannya dari proses ke proses dengan tujuannya yaitu Just-In-Time (JIT). (Usman Setyawan – Section Head PPC Engine PT.TMMIN, 2013).
Machining Line
Pada proses di machining line, kanban yang digunakan adalah intra process kanban dan inter process
kanban. Pada proses ini, pekerja memproses part yang akan dikirimkan kepada konsumen dan part-part yang menjadi stok part-part yang akan digunakan pada proses selanjutnya yaitu assembly line.
Intra Process Kanban
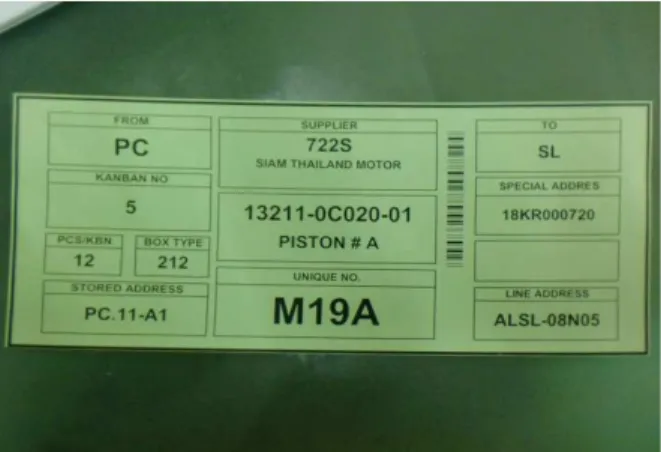
Intra process kanban atau lebih dikenal di sini dengan sebutan internal part kanban adalah kanban yang
berisikan tentang informasi part yang akan dirakit. Memiliki fungsi sebagai informasi part pada
machining line. Di mana dijelaskan pada kanban, siapa pemasoknya (supplier) yang telah mengirimkan part tersebut, jenis, dan jumlah part yang terdapat pada box. Dan sebagai visualisasi karena Setelah
menggunakan part yang terdapat pada box tersebut maka intra process kanban harus diletakkan pada
central kanban part, yang berguna untuk memvisualisasikan kepada pekerja logistik bahwa part tersebut
telah digunakan dan siap untuk diorder kembali.
Gambar 1 Intra Process Kanban (Sumber: PT.TMMIN, 2013)
Intra process kanban digunakan sebagai informasi siapa pemasoknya (supplier) yang telah mengirimkan part tersebut, jenis, dan jumlah part yang terdapat pada box, maka dari itu kanban ini memerankan
sebagai tampilan informasi. Dengan fungsi ini, sesuai dengan apa yang telah dikemukakan oleh Matsui dan Ishikawa (2010, hal.142) bahwa kanban adalah tampilan informasi. Dengan adanya peranan kanban ini maka pekerja dapat mengetahui secara praktis dengan cara hanya membaca informasi pada kanban. Jika tidak terdapat intra process kanban pada tiap-tiap box, pekerja akan mengalami kebingungan dalam mencari part yang ingin digunakannya. Sehingga memungkinkan munculnya pemborosan pada waktu karena pekerja di proses selanjutnya harus menunggu part tersebut. Hal ini juga dijelaskan oleh Tera
Prudent (2012, hal.2) yang mengemukakan bahwa muda wait (menunggu) adalah “pemborosan waktu,
biasanya menunggu mesin selesai bekerja, bahan-bahan tidak terkirim tepat waktu, dan lain-lain”. Kemudian dengan menaruh intra process kanban pada central kanban part maka adanya visualisasikan kepada para pekerja logistik bahwa part tersebut telah digunakan dan siap untuk diorder kembali. Hal ini sesuai dengan hal yang telah dikemukakan oleh Matsui dan Ishikawa (2010, hal.142), bahwa peran
terciptanya muda over-production di mana telah dijelaskan oleh Tera Prudent (2012, hal.2) bahwa muda
over-production adalah “pemborosan karena produksi yang berlebihan, jika stok berlebihan, maka
dibutuhkan tempat ekstra untuk menyimpannya, dan hal itu membuat pengecekan stok dan kualitasnya menjadi lebih sulit”. Dengan menghilangkan muda over-production tidak dibutuhkannya tempat penyimpanan untuk meletakkan produksi-produksi yang berlebih dari kegiatan proses produksi yang berlebih tersebut. Hal ini juga sesuai dengan Tera Prudent (2012, hal.2) yang telah mengemukakan bahwa muda inventory adalah “pemborosan dari sisa stok barang yang dikarenakan oleh pengiriman yang tidak tepat waktu, lelet, waktu proses yang lama dan produksi yang berlebihan”. Maka dari analisis di atas dapat disimpulkan intra process kanban berguna untuk menghapuskan muda wait, muda over-production dan muda inventory.
Inter Process Kanban
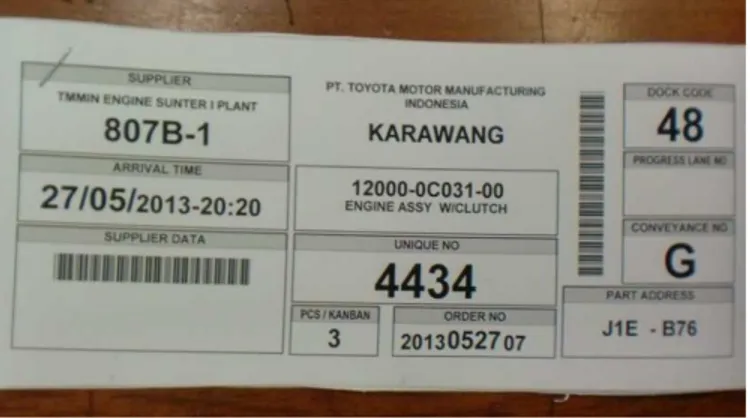
Inter process kanban atau lebih dikenal dengan stock machining kanban adalah kanban yang digunakan
untuk mengontrol part yang akan digunakan dalam assembly line (assyline). Apabila part machining dipakai atau digunakan, maka kanban akan diindikasikan untuk produksi agar stoknya terpenuhi kembali. Memiliki fungsi sebagai informasi jenis part dan jumlah part yang tersedia pada box. Di mana part-part tersebut akan diproduksi pada saat perakitan mesin (assembly line). Satu kanban memiliki kuota 12 part dan kuota part pada tiap-tiap kanban berbeda-beda tergantung jenis part-nya. Dan sebagai visualisasi Jika part pada box tersebut dipakai atau digunakan, maka kanban tetap harus diambil untuk diindikasikan sebagai perintah kerja. Walaupun part yang diambil tidaklah semua kanban tetap harus dibawa pada proses sebelumnya (machining line), agar stock tersebut dapat terpenuhi kembali. Sehingga inter process
kanban menvisualisasikan kepada pekerja di machining line, bahwa stock telah di ambil.
Gambar 2 Inter Process Kanban (Sumber: PT.TMMIN, 2013)
Jika di lihat dari fungsi pada inter process kanban (stock machining kanban), maka para pekerja dapat mengetahui informasi jenis part dan jumlah part yang yang terdapat pada box tersebut dengan hanya melihat kanban. Sehingga kanban diperankan sebagai tampilan informasi produksi. Hal ini sesuai dengan pernyataan yang dikemukakan oleh Matsui dan Ishikawa (2010, hal.142) bahwa peran kanban adalah tampilan informasi produksi. Jika tidak terdapat inter process kanban pada tiap-tiap box, pekerja akan mengalami kebingungan dalam mencari part yang ingin digunakannya. Sehingga memungkinkan munculnya pemborosan pada waktu karena pekerja di proses selanjutnya harus menunggu part tersebut. Hal ini juga dijelaskan oleh Tera Prudent (2012, hal.2) yang mengemukakan bahwa muda wait (menunggu) adalah “pemborosan waktu, biasanya menunggu mesin selesai bekerja, bahan-bahan tidak terkirim tepat waktu, dan lain-lain”. Kemudian, kanban ini juga memerankan peran sebagai visualisasi. Jika part telah digunakan, maka kanban tersebut diambil kemudian dibawa kepada proses sebelumnya untuk digunakan sebagai perintah kerja agar memproses part itu kembali. Peran ini cocok seperti yang telah dikemukakan oleh Matsui dan Ishikawa (2010, hal.142), bahwa peran kanban adalah pengelolaan secara visual. Dengan peran-peran dari inter process kanban tersebut, dapat dianalisis bahwa kanban dapat menghilangkan muda (pemborosan). Yaitu, pekerja hanya bekerja atau memproduksi part melalui
kanban. Jika tidak ada kanban maka pekerja tidak akan memproduksi. Jika pekerja hanya memproduksi part sesuai kanban maka tidak adanya kelebihan produk yang diproduksi. Maka muda (pemborosan) yang
dapat dihilangkan dari analisis ini yaitu menghilangkan muda over-production. Di mana dijelaskan oleh
Tera Prudent (2012, hal.2) bahwa muda over-production adalah “pemborosan karena produksi yang
berlebihan, jika stok berlebihan, maka dibutuhkan tempat ekstra untuk menyimpannya, dan hal itu membuat pengecekan stok dan kualitasnya menjadi lebih sulit”. Jika pekerja memproduksi tidak sesuai intruksi yang diberikan melalui kanban, maka selain menimbulkan muda over-produksi juga menimbulkan muda inventory. Hal ini dikarenakan dibutuhkannya tempat penyimpanan untuk meletakkan produksi-produksi yang berlebih dari kegiatan proses produksi yang berlebih tersebut. Hal ini juga dikemukakan oleh Tera Prudent (2012, hal.2) yang menjelaskan bahwa muda inventory adalah “pemborosan dari sisa stok barang yang dikarenakan oleh pengiriman yang tidak tepat waktu, lelet, waktu proses yang lama dan produksi yang berlebihan”. Maka dari analisis di atas dapat disimpulkan inter
process kanban berguna untuk menghapuskan muda wait, muda over-production dan muda inventory.
Assembly Line
Pada proses di assembly line, kanban yang digunakan adalah supplier kanban dan signal kanban. Pada proses ini, pekerja memproses mesin yang akan dibuat sesuai dengan permintaan konsumen saja dengan menggunakan part yang telah di stok terlebih dahulu yaitu part yang dibuat pada proses sebelumnya yaitu
machining line.
Supplier Kanban
Supplier kanban atau dikenal dengan sebutan electronic kanban (e-kanban). Electronic kanban (e-kanban)
adalah kanban yang dikirim oleh costumer melalui suatu format file yang dapat di-download pada suatu sistem, kemudian di print. Penggunaan e-kanban ini sangat efisien jika dibandingkan dengan costumer harus mengirimkan melalui orang. Jika menggunakan orang sebagai pengantar kanban maka kemungkinan human error dapat terjadi, misalnya lupa atau ada kanban yang tercecer atau terjatuh, sehingga tidak sampai di PT. Toyota Motor Manufacturing Indonesia. Begitu pun juga cara e-kanban dipakai PT. Toyota Motor Manufacturing Indonesia pada saat mengorder barang ke supplier. Fungsi
Supplier Kanban yaitu sebagai informasi pemesanan. Memiliki fungsi sebagai orderan baik dari customer
ke Toyota maupun Toyota ke supplier. Di mana pada kanban berisi informasi pemesanan yang berisikan jenis barang, jumlah barang, dan jam yang harus sampai pada customer atau sebaliknya.
Gambar 3 Supplier Kanban (Sumber: PT.TMMIN, 2013)
Supplier kanban (e-kanban) pada gambar di atas, kanban menjelaskan jenis barang yaitu pada unique number tertulis code jenis barangnya, kemudian jumlah barang yaitu satu kanban mewakili jumlah barang
sebanyak tiga, dan informasi kapan penerimaan barang tersebut pada sisi kiri kanban yaitu tanggal 27 Mei 2013 pk 20.20. Hal ini sesuai dengan apa yang telah dikemukakan oleh Matsui dan Ishikawa (2010, hal.142) bahwa kanban sebagai tampilan informasi. Bahkan dengan pemesanan ini maka pekerja dapat
mematokkan atau menyesuaikan produksi sesuai dengan pemesanan yang berisikan jenis barang, jumlah barang, dan jam yang harus sampai pada customer atau sebaliknya. Hal ini sesuai dengan peranan yang dikemukakan oleh Matsui dan Ishikawa (2010, hal.142) bahwa kanban adalah alat penyesuaian. Di mana dengan kanban ini, pekerja dapat mengetahui seberapa banyak signal kanban atau produksi yang dikeluarkan untuk memenuhi pemesanan tersebut. Dengan penyesuaian seperti ini, maka produksi dapat memproduksi sesuai dengan jenis yang diinginkan, dengan jumlah yang diinginkan, pada waktu yang diinginkan juga. Sehingga tidak menimbulkan muda over-production. Di mana muda over-production menurut Tera Prudent (2012, hal.2) adalah “pemborosan karena produksi yang berlebihan, jika stok berlebihan, maka dibutuhkan tempat ekstra untuk menyimpannya, dan hal itu membuat pengecekan stok dan kualitasnya menjadi lebih sulit”. Dengan menghilangkan muda over-production maka tidak menimbulkan muda inventory, yaitu Tera Prudent (2012, hal.2) mengemukakan muda inventory adalah “Pemborosan dari sisa stok barang yang dikarenakan oleh pengiriman yang tidak tepat waktu, lelet, waktu proses yang lama dan produksi yang berlebihan”. Maka dari analisis di atas dapat disimpulkan supplier
kanban berguna untuk menghapuskan muda over-production dan muda inventory.
Signal Kanban
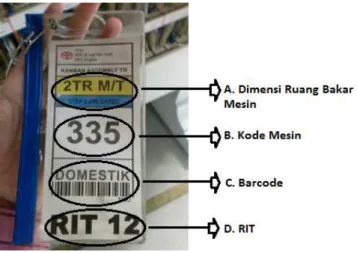
Signal kanban adalah sebuah kanban yang digunakan di proses yang memproduksi jenis produk yang
banyak di dalam satu line. Signal kanban lebih dikenal dengan sebutan kanban produksi. Signal kanban yang digunakan memiliki tempat berwujud bungkusan berupa plastik dan memiliki ring besi sehingga dapat memudahkan penaruhan kanban pada barang-barang produksi. Signal kanban memiliki dua tipe warna, yaitu warna biru dan merah. Memiliki fungsi sebagai informasi, di mana pada kanban memberikan informasi mesin yang akan dirakit pada assembly line. Informasi mesin tersebut berupa jenis dimensi ruang bakar mesin, kode mesin,ditujukan kepada siapa mesin itu dibuat, dan informasi pengangkutan. Dan sebagai visualisasi karena signal kanban diberikan warna yang berbeda, agar memudahkan pekerja dalam melihat pesanan. Dengan melihat warna saja para pekerja dapat langsung mengetahui maksud pesanan itu ditujukan.
A. Signal Kanban Warna Biru (Signal Kanban Domestik)
Signal kanban atau kanban produksi yang memiliki bungkusan berwarna biru adalah kanban produksi
yang digunakan untuk memproduksikan pesanan dari dalam negeri.
Gambar 4 Signal Kanban Domestik (Sumber: PT.TMMIN, 2013)
Keterangan gambar :
a. Dimensi Ruang Bakar Mesin
1TR diartikan sebagai mesin yang memiliki dimensi ruang bakar 2000cc. Sedangkan, 2TR diartikan sebagai mesin yang memiliki dimensi ruang bakar 2700cc.
b. Kode Mesin
Pada dimensi ruang bakar mesin 2000cc ditulis pada kanban dengan awalan 2. Sedangkan, pada dimensi ruang bakar mesin 2700cc ditulis pada kanban dengan kode awalan 3.
c. Barcode
Barcode ini akan di scan setelah produksi telah selesai diproduksi. Berguna sebagai informasi kepada
bagian administrasi bahwa produksi sudah selesai dan siap untuk dikirim. d. RIT
Di PT.Toyota Motor Manufacturing Indonesia, Sunter plant 1, memiliki 12 kali pengangkutan untuk produk domestik. RIT tidak memiliki kata kepanjangan namun mengartikan proses pengiriman menggunakan truk (pengangkutan). 1 RIT diartikan sebagai 1 truk (pengangkutan).
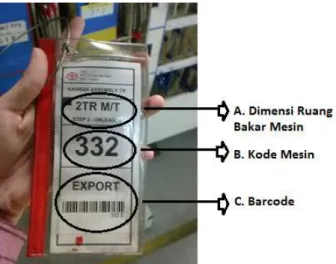
B. Signal Kanban Warna Merah (Signal Kanban Ekspor)
Signal kanban atau kanban produksi yang memiliki bungkusan berwarna merah adalah kanban produksi
yang digunakan untuk memproduksikan pesanan dari luar negeri.
Gambar 5 Signal Kanban Ekspor (Sumber: PT. TMMIN, 2013)
Keterangan gambar :
a. Dimensi Ruang Bakar Mesin
1TR diartikan sebagai mesin yang memiliki dimensi ruang bakar 2000cc. Sedangkan, 2TR diartikan sebagai mesin yang memiliki dimensi ruang bakar 2700cc.
b. Kode Mesin
Pada dimensi ruang bakar mesin 2000cc ditulis pada kanban dengan awalan 2. Sedangkan, pada dimensi ruang bakar mesin 2700cc ditulis pada kanban dengan kode awalan 3.
c. Barcode
Barcode ini akan di scan setelah produksi telah selesai diproduksi. Berguna sebagai informasi kepada
bagian administrasi bahwa produksi sudah selesai dan siap untuk dikirim.
Pada signal kanban ekspor tidak memiliki RIT karena untuk pengiriman ekspor dilakukan sehari saja.
Signal kanban memiliki informasi jenis dimensi ruang bakar mesin, kode mesin,ditujukan kepada siapa
mesin itu dibuat, dan informasi pengangkutan produk yang akan diproses. Dengan adanya informasi ini berguna untuk memudahkan pekerja dalam memproduksi produk tersebut. Hal ini sesuai dengan hal yang dikemukakan oleh Matsui dan Ishikawa (2010, hal.142), bahwa peran kanban adalah tampilan informasi produksi. Jika tidak ada kanban maka perakitan tidak akan berjalan karena pekerja sesuai dengan kanban yang diterima. Signal kanban dengan warna yang berbeda pun mempraktiskan para pekerja dalam mengerjakan produksi, yaitu menvisualisasikan pesanan dari konsumen dengan hanya melihat warna
kanban saja kanban berwarna biru digunakan untuk domestik dan kanban berwarna merah digunakan
hal.142), bahwa peran kanban adalah pengelolaan secara visual. Dengan adanya kedua peranan signal
kanban tersebut, maka signal kanban dapat berguna untuk menghilangkan muda over-production karena
pekerja tidak mengandalkan prediksi dalam membuat produk tetapi menggunakan signal kanban sebagai acuan para pekerja. Hal ini sesuai dengan hal yang telah dikemukakan oleh Tera Prudent (2012, hal.2) bahwa muda over-production adalah “pemborosan karena produksi yang berlebihan, jika stok berlebihan, maka dibutuhkan tempat ekstra untuk menyimpannya, dan hal itu membuat pengecekan stok dan kualitasnya menjadi lebih sulit”. Dengan menghilangkan muda over-production maka tidak menimbulkan
muda inventory, yaitu Tera Prudent (2012, hal.2) mengemukakan muda inventory adalah “pemborosan
dari sisa stok barang yang dikarenakan oleh pengiriman yang tidak tepat waktu, lelet, waktu proses yang lama dan produksi yang berlebihan”. Maka dari analisis di atas dapat disimpulkan signal kanban berguna untuk menghapuskan muda over-production dan muda inventory.
Simpulan dan Saran
Terdapat tujuh jenis muda (pemborosan) yang dapat terjadi pada lini produksi. Tetapi dalam penelitian ini, penulis menemukan kanban dapat menghilangkan tiga jenis muda (pemborosan) yaitu muda wait, muda
over-production, dan muda inventory. Muda wait dapat dihilangkan pada penggunaan intra process kanban dan inter process kanban pada Machining Line. Karena intra process kanban dan inter process kanban berguna sebagai informasi yang diletakkan pada box yang bertujuan untuk memudahkan pekerja
dalam mengetahui informasi box tanpa perlu mengecek satu persatu karena dapat memakan waktu dan membuat pekerja di proses selanjutnya harus menunggu. Muda over-production dapat dihilangkan pada penggunaan intra process kanban dan inter process kanban pada Machining Line. Karena keempat
kanban tersebut berguna sebagai visualisasi kepada pekerja untuk membuat produksi. Sehingga
memungkinkan para pekerja agar tidak memproduksi produk secara berlebihan. Serta penggunaan
supplier kanban dan signal kanban pada Assembly Line. Karena supplier kanban (e-kanban) berguna
sebagai informasi pesanan sehingga pekerja dapat menyesuaikan jumlah produk yang akan diproduksi. Kemudian dari penyesuaian tersebut pekerja memberikan signal kanban yang berisikan informasi produk yang ingin diproduksi kepada pekerja di Assembly Line, maka signal kanban juga berguna sebagai visualisasi karena jika tidak terdapat signal kanban maka pekerja di Assembly Line tidak akan memproduksi. Peranan ini lah memungkinkan tidak adanya produksi berlebih. Muda inventory dapat dihilangkan pada penggunaan intra process kanban, inter process kanban, supplier (e-kanban), dan
signal kanban. Karena keempat jenis kanban ini berguna sebagai visualisasi pekerja dalam memproduksi,
jika tidak terdapat indikasi untuk memulai dibuatnya produksi tersebut maka dapat menimbulkan muda
over-production sehingga dibutuhkan tempat berlebih untuk meletakkan produk yang berlebihan ini.
Saran penulis yaitu dalam memperlancar terciptanya produk just-in-time, Toyota tidak hanya menggunakan sistem kanban. Namun, terdapat sistem-sistem lain yang dengan harmonis digabungkan dapat bersama-sama terciptanya produk just-in-time tersebut. Maka penulis menyarankan agar peneliti selanjutnya dapat dengan kreatif dan lebih spesifik lagi membahas sistem-sistem lainnya, misalnya
heijunka.
Referensi
Matsui, J & Ishikawa, H. (2010). Zukainyuumon Bijinesu Koujoukanri No Kaizenshuhou Ga Yoku
Wakaru Hon. Japan: Shuuwa Shisutemu.
Tera Prudent. (2012). Waste Reduction by Muda, Mura and Muri. Diunduh dari http://www.tera-tps.com.au/Pdf/MUDA.pdf, diakses tanggal 08 Mei 2013
Riwayat Hidup
Ida Merlina lahir di kota Singkawang pada 19 Desember 1991. Penulis menamatkan pendidikan S1 di Bina Nusantara University dalam bidang sastra jepang pada 2013.