APLIKASI FUZZY LINEAR PROGRAMMING UNTUK MENGOPTIMALKAN
PRODUKSI LAMPU
(Studi Kasus di PT. “Sinar Terang Abadi”)
Nama Mahasiswa : Bagus Suryo Adi Utomo
NRP : 1203 109 001
Jurusan : Matematika
Dosen Pembimbing : Drs. I Gst Ngr Rai Usadha, M.Si
Abstrak
Fuzzy Linear Programming adalah metode Linear Programming yang diaplikasikan dalam
lingkungan fuzzy. Dalam penilitian tugas akhir ini metode Fuzzy Linear Programming akan diaplikasikan pada PT. Surya Jaya Abadi. Perusahaan tersebut memproduksi lampu dimana dalam proses produksinya terdapat kendala-kendala seperti kapasitas mesin dan keterbatasan waktu. Untuk itu dibuat suatu model agar hasil produksi perusahaan optimal dengan tetap memperhatikan kendala produksi.
Pada tugas akhir ini, penulis memanfaatkan software TORA dan Lindo untuk menyelesaikan model yang dibentuk dari Fuzzy Linear rogramming. Penerapan Fuzzy Linear Programming pada penelitian ini didapatkan hasil total produk yang baik sebesar 2033237 unit produk dengan nilai lamda sebesar 𝜆 = 0.897. Hasil ini lebih optimal jika dibandingkan dengan Linear Programming biasa yang hanya menghasilkan produk sebesar 2029269 unit produk dan perusahaan dapat memenuhi semua type lampu yang diorder.
Keywords:
Fuzzy linear programming; linear programming; fuzzy.
I. PENDAHULUAN
Saat ini merupakan jaman dimana setiap perusahaan dituntut untuk dapat bergerak dengan cepat, efektif, dan efisien. Penilaian keberhasilan suatu perusahaan dapat dilihat dari kualitas dan kuantitas produk yang dihasilkan oleh perusahaan tersebut. Apabila suatu perusahaan mampu membuat suatu produk yang baik dan dapat memenuhi order permintaan maka perusahaan tersebut dapat dikatakan berhasil. Oleh karena itu setiap
perusahaan selalu diperlukan suatu
pengoptimalan dalam menghasilkan produk yang baik untuk dapat dipasarkan, dimana
dalam hal produksi tersebut harus
memperhatikan sumber daya yang tersedia seperti kapasitas mesin dan waktu
.
PT. Sinar Jaya Abadi merupakan
perusahaan yang memproduksi lampu terutama
Incandescent Lamp. Perusahaan ini bersifat job order dimana perusahaan akan mempoduksi lampu sesuai dengan pesanan dari konsumen. Pada perusahaan ini memiliki satu line produksi yang mampu memproduksi berbagai macam type produk dengan waktu kerja 24 jam perhari dan kapasitas mesin yang terbatas untuk semua produk tersebut.
Ada beberapa kendala yang harus
dipertimbangkan untuk mendapatkan hasil
yang optimal, kendala-kendala tersebut
diantaranya kapasitas mesin, waktu untuk produksi dan jumlah produk yang diorder. Selain itu masalah yang ada dalam produksi
seringkali tidak dapat dipecahkan dan
dimodelkan secara pasti dan jelas. Diperlukan adanya suatu range toleransi agar produksi dapat berjalan dengan baik dimana penentuan tersebut ditentukan pula oleh faktor manusia dengan subyektivitasnya dalam memandang suatu permasalahan.
2 TINJAUAN PUSTAKA
2.1 Studi Dari Penelitian Sebelumnya
Peneliti sebelumnya (Ramadhani,2008) menggunakan metode linear programming untuk mencari nilai optimal dari suatu model
matematis. Penulis menggunakan linear
programming untuk meminimalisasi pemutusan hubungan kerja. Pada tugas akhir kali ini akan dibahas penggunaan metode
Fuzzy Linear Programming untuk
menyelesaikan permasalahan dalam
mengoptimalkan produksi pada perusahaan lampu.
3000 sedang 1 1500 0 2.2 Himpunan Fuzzy
Himpunan fuzzy atau fuzzy set adalah sebuah himpunan yang didalamnya terdapat elemen yang mempunyai derajat keanggotaan yang berbeda-beda. Ide ini bertolak belakang dengan himpunan, karena keanggotaan dari himpunan tidak akan menjadi anggota kecuali jika keanggotaannya penuh pada himpunan ini.
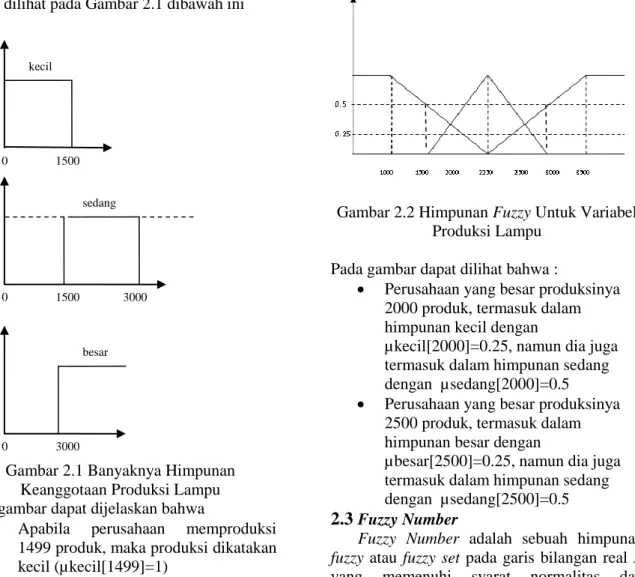
Pada himpunan tegas (crips), nilai keanggotaan suatu item x dalam himpunan A, yang ditulis dengan µA(x), memiliki dua kemungkinan. Untuk memperjelas perbedaan antara himpunan fuzzy dan himpunan tegas (crips) akan diberi contoh sebagai berikut. Misalkan variable produsi yang akan dibagi menjadi 3 kategori yaitu kecil dengan produksi < 1500 produk, sedang dengan produk antara 1500 sampai 3000 dan besar dengan produksi > 3000 produk. Adapun nilai keanggotaan secara grafis himpunan kecil, sedang dan besar dapat dilihat pada Gambar 2.1 dibawah ini
Gambar 2.1 Banyaknya Himpunan Keanggotaan Produksi Lampu Dari gambar dapat dijelaskan bahwa
Apabila perusahaan memproduksi
1499 produk, maka produksi dikatakan kecil (µkecil[1499]=1)
Apabila perusahaan memproduksi
1500 produk, maka produksi dikatakan tidak kecil (µkecil[1500]=0)
Apabila perusahaan memproduksi
1500 produk, maka produkai dikatakan sedang (µsedang[1500]=1)
Apabila perusahaan memproduksi
1499 produk, maka produksi dikatakan tidak sedang (µsedang[1499]=0) Dari sini bisa dikatakan bahwa pemakaian himpunan tegas (crips) untuk menyatakan jumlah produksi sangat tidak adil, ada
perubahan kecil saja pada satu nilai
mengakibatkan perbedaan kategori yang cukup signifikan. Himpunan fuzzy digunakan untuk mengatasi hal tersebut. Dimana perusahaan dapat masuk dalam 2 himpunan yang berbeda yaitu kecil, sedang, besar dsb. Seberapa besar eksistensinya dalam himpunan tersebut dapat dilihat pada nilai keanggotaannya.
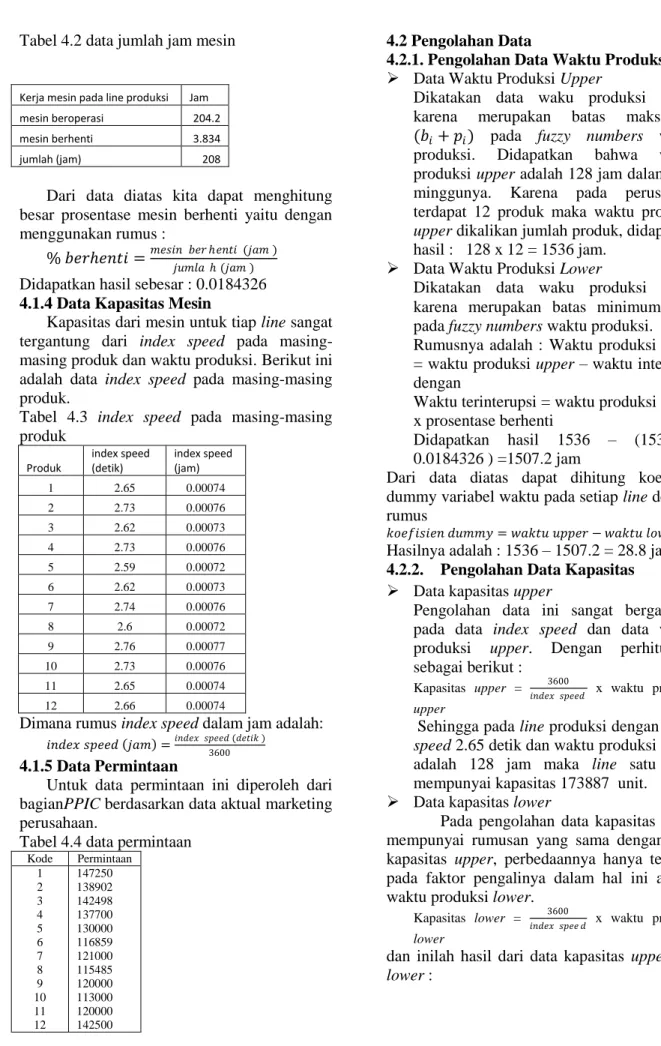
Gambar 2.2 Himpunan Fuzzy Untuk Variabel Produksi Lampu
Pada gambar dapat dilihat bahwa :
Perusahaan yang besar produksinya 2000 produk, termasuk dalam himpunan kecil dengan
µkecil[2000]=0.25, namun dia juga termasuk dalam himpunan sedang dengan µsedang[2000]=0.5
Perusahaan yang besar produksinya 2500 produk, termasuk dalam himpunan besar dengan
µbesar[2500]=0.25, namun dia juga termasuk dalam himpunan sedang dengan µsedang[2500]=0.5
2.3
Fuzzy NumberFuzzy Number adalah sebuah himpunan fuzzy atau fuzzy set pada garis bilangan real R
yang memenuhi syarat normalitas dan
konveksitas. Jadi fuzzy number dikatakan
besar 1 3000 0 kecil 1 1500 0
sebagai tipe paling dasar dari fuzzy set. Fuzzy
set A dikatakan simetri jika fungsi
keanggotaannya simetriterhadap suatu titik x =
c. Jadi untuk setiap 𝑥 ∈ 𝑋
𝜇𝐴 𝑐 + 𝑥 = 𝜇𝐴 𝑐 − 𝑥
Sedangkan untuk menggambarkan fuzzy
number dari bentuk trapezoidal dapat ditentukan oleh parameter yaitu bi dan bi+pi.
Sehingga dapat dibentuk suatu fungsi
keanggotaan dengan rumus persamaan garis sebagai berikut : i i i i i i i i i i i i i p b t p b t b p t p b b t p b b t b , 0 , , 1 ) , , ( ~ i
b
= batas minimum yang terjadii
p
= pertambahan yang terjadi
i ip
b
batas maksimum yang sangatjarang terjadi.
2.4 Linier Programming
Linear programming merupakan suatu
teknik perencanaan yang bersifat analitis yang
analisis – analisisnya memakai model
matematika, dengan tujuan menemukan
beberapa kombinasi alternatif pemecahan masalah. Kemudian dipilih mana yang terbaik diantaranya dalam rangka menyusun strategi dan langkah – langkah kebijakan lebih lanjut tentang alokasi sumber daya dan dana yang terbatas guna mencapai tujuan atau sasaran yang diinginkan secara optimal.
Model baku linear programming dapat dirumuskan sebagai berikut : (Nasendi, B.D & Anwar Affendi, 1985)
Optimumkan (maksimumkan atau
minimumkan) 𝑍 = 𝑛𝑗 =1𝐶𝑗𝑋𝑗, 𝑢𝑛𝑡𝑢𝑘 𝑗 = 1,2, … , 𝑛 dengan syarat-ikatan : 𝑎𝑖𝑗𝑋𝑗 𝑛 𝑗 =1 ≤ 𝑎𝑡𝑎𝑢 ≥ 𝑏𝑖 𝑢𝑛𝑡𝑢𝑘 𝑖 = 1,2, … , 𝑚 𝑑𝑎𝑛 𝑋𝑗 ≥ 0 Dimana :
𝐶𝑗 = Parameter yang dijadikan criteria
optimisasi, atau koefisien peubah
pengambilan keputusan dalam
fungsi tujuan.
𝑋𝑗 = Peubah pengambilan keputusan
atau kegiatan (yang ingin dicari / yang tidak diketahui)
𝑎𝑖𝑗 = Koefisien teknologi peubah
pengambilan keputusan (kegiatan
yang bersangkutan) dalam kendala ke-i
2.5 Fuzzy Linear Programming
fuzzy linear programming adalah metode linear programming dengan menggunakan
pertimbangan cara brpikir manusia dalam membedakan informasi secara kualitatif.
Dengan menggunakan fuzzy linear
programming maka kondisi yang muncul
akibat subyektifitas dan intuisi yang dominan dapat diselesaikan, bukan hanya menggunakan asumsi kepastian seperti pada linear
programming. Secara umum model tersebut
dapat dituliskan sebagai berikut :
Max(Min)
1 2 1 1~
n i n j ij ijx
c
dengan kendala 𝑎 𝑖𝑗𝑥𝑖𝑗 𝑛2 𝑗 =1 ≤, =, ≥ 𝑏 𝑖 𝑖 = 1,2, … , 𝑛 𝑥𝑖𝑗 ≥ 0 ij ij ij b ca~ ,~ ,~ : adalah fuzzy number
ij
x : adalah variabel keputusan
Dalam kasus ini bilangan fuzzy 𝑏 𝑖 𝑖 = 1,2,…,𝑛 berbentuk trapezoidal. Bentuk Fuzzy Number Trapezoidal adalah sebagai berikut :
𝑏 𝑖 𝑡 =
1 ,
𝑡 ≤ 𝑏𝑖 𝑏𝑖+ 𝑝𝑖− 𝑡 𝑝𝑖,
𝑏𝑖 < 𝑡 < 𝑏𝑖+ 𝑝𝑖0 ,
𝑡 ≥ 𝑏1+ 𝑝𝑖dengan : 𝑏𝑖 : batas minimum yang terjadi.
𝑏𝑖+ 𝑝𝑖:batas maksimum yang sangat
jarang terjadi
𝑝𝑖 : pertambahan yang terjadi.
2.5.1 Model Lower
Pada tahap ini dibentuklah suatu model untuk mendapatkan nilai dari fungsi obyektif
lower dengan menggunakan batasan bawah
dari nilai pada fuzzy number.
𝑀𝑎𝑥 𝑀𝑖𝑛
1 2 1 1~
n i n j ij ijx
c
t 1 0 bi bi+pi𝑠. 𝑡. 𝑛𝑗 =12 𝑎𝑖𝑗𝑥𝑖𝑗 ≤ 𝑏𝑖 (𝑖 = 1,2, … . . , 𝑛1)
𝑥𝑖𝑗 ≥ 0 (𝑗 = 1,2, … . . , 𝑛2)
2.5.2 Model Upper
Pada tahap ini dibentuklah suatu model untuk mendapatkan nilai dari fungsi obyektif
upper dengan menggunakan batasan bawah
dari nilai pada fuzzy number.
𝑀𝑎𝑥 𝑀𝑖𝑛
1 2 1 1~
n i n j ij ijx
c
𝑠. 𝑡. 𝑛𝑗 =12 𝑎𝑖𝑗𝑥𝑖𝑗 ≤ 𝑏𝑖 (𝑖 = 1,2, … . . , 𝑛1) 𝑥𝑖𝑗 ≥ 0 (𝑗 = 1,2, … . . , 𝑛2) 2.5.3 Proses FuzzyfikasiProses ini dilakukan untuk mendapatkan nilai lower dan nilai upper dari inisialisasi awal variabel keputusan dan batasan. Untuk menghitung nilai lower dan upper dapat diselesaikan dengan metode simpleks.
2.5.4. Proses Defuzzyfikasi
Proses ini dilakukan setelah nilai upper dan lower didapatkan. Untuk melakukan proses deffuzyfikasi digunakan aturan Zadeh’s dan Bellman. Proses deffuzyfikasi kemudian
akan membentuk suatu bentuk linier
programming yang baru dan untuk menyelesaikannya digunakan metode 2 fase. Metode 2 Fase
Fase 1:Menyelesaikan linear programming
yang fungsi tujuannya adalah
meminimumkan variabel artificial
pada model.
Fase 2: Dengan menggunakan hasil pada fase 1 kita mengganti fungsi tujuan dengan
masalah yang aslidan hilangkan
variabel artificial.
2.5.5. Tingkat Pencapaian Optimal
Sedangkan pada tahap model ini
diselasaikan dengan mencari nilai-nilai optimal dengan adanya hasil yang telah diperoleh pada model lower dan model upper. Fuzzy set dari nilai-nilai optimal didefinisikan sebagai berikut : 𝐺 𝑥 = 1 , 𝑛𝑗 =12 𝑐𝑖𝑗𝑥𝑖𝑗≥ 𝑧𝑢 𝑛1 𝑖=1 𝑐𝑖𝑗𝑥𝑖𝑗−𝑧1 𝑛 2 𝑗 =1 𝑛 1 𝑖=1 𝑧𝑢−𝑧𝑙 , 𝑧1≤ 𝑐𝑖𝑗𝑥𝑖𝑗≤ 𝑧𝑢 𝑛2 𝑗 =1 𝑛1 𝑖=1 0 , 𝑛𝑗 =12 𝑐𝑖𝑗𝑥𝑖𝑗 ≥ 𝑧𝑢 𝑛1 𝑖=1
2.6. Penentuan Waktu Kelonggaran Mesin
Dalam lantai produksi akan sulit untuk menjumpai lantai produksi yang ideal seperti halnya kerja mesin yang selalu berjalan terus menerus. Pada kenyataannya pasti ada waktu tertentu dimana mesin mengalami kekosongan bahan baku sehingga hasil yang diperoleh juga akan berkurang.
3. METODE PENELITIAN
1. Studi Pendahuluan. 2. Pengumpulan Data. 3. Pengolahan Data.
4. Pembentukan Variabel Keputusan. 5. Pembentukan Model.
6. Analisa Hasil.
7. Gambaran Umum Perusahaan.
4.
HASIL DAN PEMBAHASAN
4.1. Pengumpulan Data 4.1.1. Kondisi Lantai Produksi
Setelah melakukan pengamatan dan
interview, terutama mengenai waktu produksi
yang terjadi di lantai produksi maka
didapatkan suatu pola sebagai berikut :
Waktu produksi ideal yang diinginkan.
Waktu antara.
Waktu produksi.
Dari pola waktu produksi yang telah didapatkan tersebut maka dapat digambarkan didalam fuzzy numbers berbentuk trapezoidal.
4.1.2. Data Type Produk Yang Dipoduksi
Berikut ini adalah data type produk yang diproduksi
Tabel 4.1 Data Type Produk dan Line Produksinya
Kode Type produk 1 2 3 4 5 6 7 8 9 10 11 12 PS47C 5 watt 230 volt MG50F 60 watt 230 volt MG50F 40 watt 230 volt MG50F 25 watt 230 volt G40C 5 watt 230 volt G40C 5 watt 220 volt PS60F 40 watt 220 volt PS60C 25 watt 60 volt PS60F 100 watt 220 volt G40F 5 watt 220 volt PS60F 60 watt 220 volt PS60C 100 watt 230 volt
4.1.3. Data Waktu Produksi
Data waktu produksi diperlukan untuk memberikan nilai 𝑏𝑖 dan 𝑏𝑖− 𝑝𝑖 pada fuzzy number waktu produksi pada line produksi.
Perhitungan data waktu produksi dapat dilihat pada pengolahan data waktu produksi.
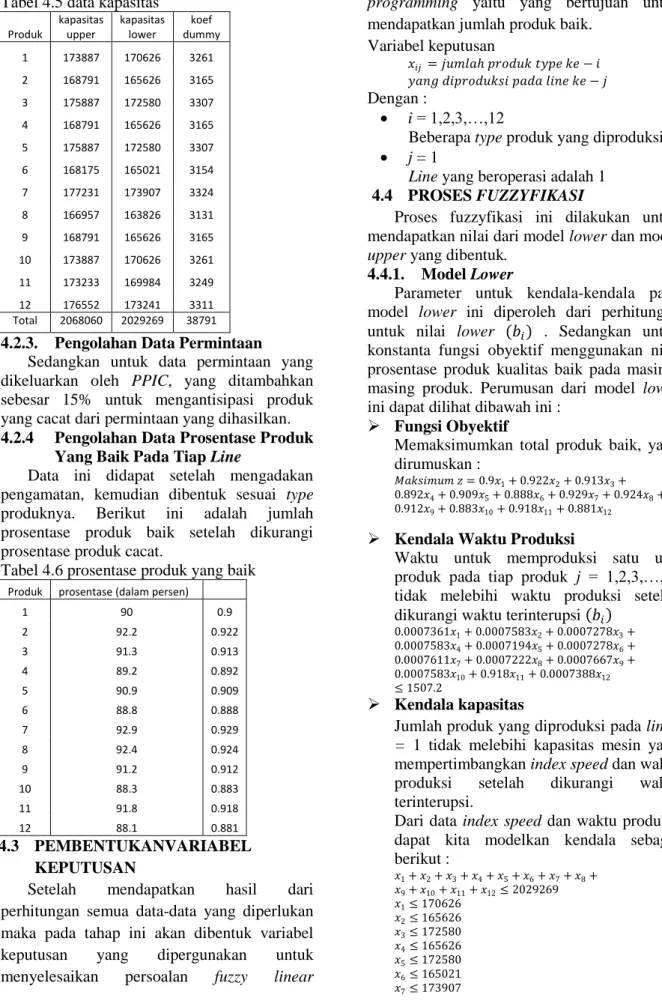
Tabel 4.2 data jumlah jam mesin
Dari data diatas kita dapat menghitung besar prosentase mesin berhenti yaitu dengan menggunakan rumus :
% 𝑏𝑒𝑟𝑒𝑛𝑡𝑖 =𝑚𝑒𝑠𝑖𝑛 𝑏𝑒𝑟 𝑒𝑛𝑡𝑖 (𝑗𝑎𝑚 )
𝑗𝑢𝑚𝑙𝑎 (𝑗𝑎𝑚 )
Didapatkan hasil sebesar : 0.0184326
4.1.4 Data Kapasitas Mesin
Kapasitas dari mesin untuk tiap line sangat tergantung dari index speed pada masing-masing produk dan waktu produksi. Berikut ini adalah data index speed pada masing-masing produk.
Tabel 4.3 index speed pada masing-masing produk Produk index speed (detik) index speed (jam) 1 2.65 0.00074 2 2.73 0.00076 3 2.62 0.00073 4 2.73 0.00076 5 2.59 0.00072 6 2.62 0.00073 7 2.74 0.00076 8 2.6 0.00072 9 2.76 0.00077 10 2.73 0.00076 11 2.65 0.00074 12 2.66 0.00074
Dimana rumus index speed dalam jam adalah: 𝑖𝑛𝑑𝑒𝑥 𝑠𝑝𝑒𝑒𝑑 𝑗𝑎𝑚 =𝑖𝑛𝑑𝑒𝑥 𝑠𝑝𝑒𝑒𝑑 (𝑑𝑒𝑡𝑖𝑘 )
3600
4.1.5 Data Permintaan
Untuk data permintaan ini diperoleh dari bagianPPIC berdasarkan data aktual marketing perusahaan.
Tabel 4.4 data permintaan
Kode Permintaan 1 2 3 4 5 6 7 8 9 10 11 12 147250 138902 142498 137700 130000 116859 121000 115485 120000 113000 120000 142500 4.2 Pengolahan Data
4.2.1. Pengolahan Data Waktu Produksi
Data Waktu Produksi Upper
Dikatakan data waku produksi upper
karena merupakan batas maksimum
(𝑏𝑖+ 𝑝𝑖) pada fuzzy numbers waktu
produksi. Didapatkan bahwa waktu
produksi upper adalah 128 jam dalam satu minggunya. Karena pada perusahaan terdapat 12 produk maka waktu produksi
upper dikalikan jumlah produk, didapatkan
hasil : 128 x 12 = 1536 jam. Data Waktu Produksi Lower
Dikatakan data waku produksi lower karena merupakan batas minimum (𝑏𝑖)
pada fuzzy numbers waktu produksi. Rumusnya adalah : Waktu produksi lower = waktu produksi upper – waktu interupsi, dengan
Waktu terinterupsi = waktu produksi upper x prosentase berhenti
Didapatkan hasil 1536 – (1536 x 0.0184326 ) =1507.2 jam
Dari data diatas dapat dihitung koefisien dummy variabel waktu pada setiap line dengan rumus
𝑘𝑜𝑒𝑓𝑖𝑠𝑖𝑒𝑛 𝑑𝑢𝑚𝑚𝑦 = 𝑤𝑎𝑘𝑡𝑢 𝑢𝑝𝑝𝑒𝑟 − 𝑤𝑎𝑘𝑡𝑢 𝑙𝑜𝑤𝑒𝑟 Hasilnya adalah : 1536 – 1507.2 = 28.8 jam.
4.2.2. Pengolahan Data Kapasitas
Data kapasitas upper
Pengolahan data ini sangat bergantung pada data index speed dan data waktu produksi upper. Dengan perhitungan sebagai berikut :
Kapasitas upper = 3600
𝑖𝑛𝑑𝑒𝑥 𝑠𝑝𝑒𝑒𝑑 x waktu produksi
upper
Sehingga pada line produksi dengan index
speed 2.65 detik dan waktu produksi upper
adalah 128 jam maka line satu akan mempunyai kapasitas 173887 unit.
Data kapasitas lower
Pada pengolahan data kapasitas lower mempunyai rumusan yang sama dengan data kapasitas upper, perbedaannya hanya terletak pada faktor pengalinya dalam hal ini adalah waktu produksi lower.
Kapasitas lower = 3600
𝑖𝑛𝑑𝑒𝑥 𝑠𝑝𝑒𝑒 𝑑 x waktu produksi
lower
dan inilah hasil dari data kapasitas upper dan
lower : Kerja mesin pada line produksi Jam
mesin beroperasi 204.2
mesin berhenti 3.834
Tabel 4.5 data kapasitas Produk kapasitas upper kapasitas lower koef dummy 1 173887 170626 3261 2 168791 165626 3165 3 175887 172580 3307 4 168791 165626 3165 5 175887 172580 3307 6 168175 165021 3154 7 177231 173907 3324 8 166957 163826 3131 9 168791 165626 3165 10 173887 170626 3261 11 173233 169984 3249 12 176552 173241 3311 Total 2068060 2029269 38791
4.2.3. Pengolahan Data Permintaan
Sedangkan untuk data permintaan yang dikeluarkan oleh PPIC, yang ditambahkan sebesar 15% untuk mengantisipasi produk yang cacat dari permintaan yang dihasilkan.
4.2.4 Pengolahan Data Prosentase Produk
Yang Baik Pada Tiap Line
Data ini didapat setelah mengadakan pengamatan, kemudian dibentuk sesuai type
produknya. Berikut ini adalah jumlah
prosentase produk baik setelah dikurangi prosentase produk cacat.
Tabel 4.6 prosentase produk yang baik
Produk prosentase (dalam persen)
1 90 0.9 2 92.2 0.922 3 91.3 0.913 4 89.2 0.892 5 90.9 0.909 6 88.8 0.888 7 92.9 0.929 8 92.4 0.924 9 91.2 0.912 10 88.3 0.883 11 91.8 0.918 12 88.1 0.881 4.3 PEMBENTUKANVARIABEL KEPUTUSAN
Setelah mendapatkan hasil dari
perhitungan semua data-data yang diperlukan maka pada tahap ini akan dibentuk variabel
keputusan yang dipergunakan untuk
menyelesaikan persoalan fuzzy linear
programming yaitu yang bertujuan untuk
mendapatkan jumlah produk baik. Variabel keputusan
𝑥𝑖𝑗 = 𝑗𝑢𝑚𝑙𝑎 𝑝𝑟𝑜𝑑𝑢𝑘 𝑡𝑦𝑝𝑒 𝑘𝑒 − 𝑖
𝑦𝑎𝑛𝑔 𝑑𝑖𝑝𝑟𝑜𝑑𝑢𝑘𝑠𝑖 𝑝𝑎𝑑𝑎 𝑙𝑖𝑛𝑒 𝑘𝑒 − 𝑗 Dengan :
i = 1,2,3,…,12
Beberapa type produk yang diproduksi.
j = 1
Line yang beroperasi adalah 1
4.4 PROSES FUZZYFIKASI
Proses fuzzyfikasi ini dilakukan untuk mendapatkan nilai dari model lower dan model
upper yang dibentuk.
4.4.1. Model Lower
Parameter untuk kendala-kendala pada model lower ini diperoleh dari perhitungan untuk nilai lower (𝑏𝑖) . Sedangkan untuk
konstanta fungsi obyektif menggunakan nilai prosentase produk kualitas baik pada masing-masing produk. Perumusan dari model lower ini dapat dilihat dibawah ini :
Fungsi Obyektif
Memaksimumkan total produk baik, yang dirumuskan :
𝑀𝑎𝑘𝑠𝑖𝑚𝑢𝑚 𝑧 = 0.9𝑥1+ 0.922𝑥2+ 0.913𝑥3+ 0.892𝑥4+ 0.909𝑥5+ 0.888𝑥6+ 0.929𝑥7+ 0.924𝑥8+ 0.912𝑥9+ 0.883𝑥10+ 0.918𝑥11+ 0.881𝑥12
Kendala Waktu Produksi
Waktu untuk memproduksi satu unit produk pada tiap produk j = 1,2,3,…,12 tidak melebihi waktu produksi setelah dikurangi waktu terinterupsi 𝑏𝑖
0.0007361𝑥1+ 0.0007583𝑥2+ 0.0007278𝑥3+ 0.0007583𝑥4+ 0.0007194𝑥5+ 0.0007278𝑥6+ 0.0007611𝑥7+ 0.0007222𝑥8+ 0.0007667𝑥9+ 0.0007583𝑥10+ 0.918𝑥11+ 0.0007388𝑥12 ≤ 1507.2 Kendala kapasitas
Jumlah produk yang diproduksi pada line j
= 1 tidak melebihi kapasitas mesin yang
mempertimbangkan index speed dan waktu
produksi setelah dikurangi waktu
terinterupsi.
Dari data index speed dan waktu produksi dapat kita modelkan kendala sebagai berikut : 𝑥1+ 𝑥2+ 𝑥3+ 𝑥4+ 𝑥5+ 𝑥6+ 𝑥7+ 𝑥8+ 𝑥9+ 𝑥10+ 𝑥11+ 𝑥12≤ 2029269 𝑥1≤ 170626 𝑥2≤ 165626 𝑥3≤ 172580 𝑥4≤ 165626 𝑥5≤ 172580 𝑥6≤ 165021 𝑥7≤ 173907
𝑥8≤ 163826 𝑥9≤ 165626 𝑥10≤ 170626 𝑥11≤ 169984 𝑥12≤ 173241 Kendala Permintaan
Jumlah tiap produk I = 1,2,3,…,12 diproduksi paling minimal memenuhi data permintaan dari masing-masing type produk, bagi keseluruhan line j =1. Dari data permintaan dapat kita modelkan ke dalam bentuk : 𝑥1+ 𝑥2+ 𝑥3+ 𝑥4+ 𝑥5+ 𝑥6+ 𝑥7+ 𝑥8+ 𝑥9+ 𝑥10+ 𝑥11+ 𝑥12≤ 1792950 𝑥1≤ 169337 𝑥2≤ 159737 𝑥3≤ 163872 𝑥4≤ 158355 𝑥5≤ 149500 𝑥6≤ 134387 𝑥7≤ 138150 𝑥8≤ 132807 𝑥9≤ 138000 𝑥10≤ 146950 𝑥11≤ 138000 𝑥12≤ 163875
Dari masing masing model yang dibentuk, dapat kita susun menjadi sebuah model lower sebagai berikut : 𝑀𝑎𝑘𝑠𝑖𝑚𝑢𝑚 𝑧 = 0.9𝑥1+ 0.922𝑥2+ 0.913𝑥3+ 0.892𝑥4+ 0.909𝑥5+ 0.888𝑥6+ 0.929𝑥7+ 0.924𝑥8+ 0.912𝑥9+ 0.883𝑥10+ 0.918𝑥11+ 0.881𝑥12 dengan batasan : 0.0007361𝑥1+ 0.0007583𝑥2+ 0.0007278𝑥3+ 0.0007583𝑥4+ 0.0007194𝑥5+ 0.0007278𝑥6+ 0.0007611𝑥7+ 0.0007222𝑥8+ 0.0007667𝑥9+ 0.0007583𝑥10+ 0.918𝑥11+ 0.0007388𝑥12≤ 1507.2 𝑥1+ 𝑥2+ 𝑥3+ 𝑥4+ 𝑥5+ 𝑥6+ 𝑥7+ 𝑥8+ 𝑥9+ 𝑥10+ 𝑥11+ 𝑥12≤ 2029269 𝑥1≤ 170626 𝑥2≤ 165626 𝑥3≤ 172580 𝑥4≤ 165626 𝑥5≤ 172580 𝑥6≤ 165021 𝑥7≤ 173907 𝑥8≤ 163826 𝑥9≤ 165626 𝑥10≤ 170626 𝑥11≤ 169984 𝑥12≤ 173241 𝑥1+ 𝑥2+ 𝑥3+ 𝑥4+ 𝑥5+ 𝑥6+ 𝑥7+ 𝑥8+ 𝑥9+ 𝑥10+ 𝑥11+ 𝑥12≤ 1792950 𝑥1≤ 169337 𝑥2≤ 159737 𝑥3≤ 163872 𝑥4≤ 158355 𝑥5≤ 149500 𝑥6≤ 134387 𝑥7≤ 138150 𝑥8≤ 132807 𝑥9≤ 138000 𝑥10≤ 146950 𝑥11≤ 138000 𝑥12≤ 163875
model yang dibentuk ini diselesaikan dengan metode simplek. Dari model ini kita
dapat mengetahui nilai
𝑥1, 𝑥2, 𝑥3, 𝑥4, 𝑥5, 𝑥6, 𝑥7, 𝑥8, 𝑥9, 𝑥10, 𝑥11,𝑥12 dan
nilai z.
4.4.2. Model Upper
Seperti halnya model lower, model
upper ini diperoleh dari semua perhitungan
untuk nilai upper (𝑏𝑖+ 𝑝𝑖) yang akan
dipergunakan sebagai nilai konstanta pada fungsi kendala yang dibangun, dengan menggunakan model yang hampir sama dengan model lower.
Fungsi Obyektif
Memaksimumkan total produk baik, yang dirumuskan :
𝑀𝑎𝑘𝑠𝑖𝑚𝑢𝑚 𝑧 = 0.9𝑥1+ 0.922𝑥2+ 0.913𝑥3+ 0.892𝑥4+ 0.909𝑥5+ 0.888𝑥6+ 0.929𝑥7+ 0.924𝑥8+ 0.912𝑥9+ 0.883𝑥10+ 0.918𝑥11+ 0.881𝑥12
Kendala Waktu Produksi
Waktu untuk memproduksi satu unit produk pada line j = 1 tidak melebihi waktu produksi ideal 𝑏𝑖+𝑝𝑖
0.0007361𝑥1+ 0.0007583𝑥2+ 0.0007278𝑥3+ 0.0007583𝑥4+ 0.0007194𝑥5+ 0.0007278𝑥6+ 0.0007611𝑥7+ 0.0007222𝑥8+ 0.0007667𝑥9+ 0.0007583𝑥10+ 0.918𝑥11+ 0.0007388𝑥12 ≤ 1536 Kendala kapasitas
Jumlah produk yang diproduksi pada line j
= 1 tidak melebihi kapasitas mesin yang
mempertimbangkan index speed dan waktu produksi ideal. Dari data index speed dan waktu produksi dapat kita modelkan kendala sebagai berikut :
𝑥1+ 𝑥2+ 𝑥3+ 𝑥4+ 𝑥5+ 𝑥6+ 𝑥7+ 𝑥8+ 𝑥9+ 𝑥10+ 𝑥11+ 𝑥12≤ 2068060 𝑥1≤ 173887 𝑥2≤ 168791 𝑥3≤ 175878 𝑥4≤ 168791 𝑥5≤ 175887 𝑥6≤ 168175 𝑥7≤ 177231 𝑥8≤ 166957 𝑥9≤ 168791 𝑥10≤ 173887 𝑥11≤ 173233 𝑥12≤ 176552 Kendala Permintaan
Jumlah tiap produk I = 1,2,3,…,12 diproduksi paling minimal memenuhi data permintaan dari masing-masing type produk, bagi keseluruhan line j =1. Dari data permintaan dapat kita modelkan ke dalam bentuk :
𝑥1+ 𝑥2+ 𝑥3+ 𝑥4+ 𝑥5+ 𝑥6+ 𝑥7+ 𝑥8+ 𝑥9+ 𝑥10+ 𝑥11+ 𝑥12≤ 1792950
𝑥1≤ 169337 𝑥2≤ 159737 𝑥3≤ 163872 𝑥4≤ 158355 𝑥5≤ 149500 𝑥6≤ 134387 𝑥7≤ 138150 𝑥8≤ 132807 𝑥9≤ 138000 𝑥10≤ 146950 𝑥11≤ 138000 𝑥12≤ 163875
Dari masing masing model yang dibentuk, dapat kita susun menjadi sebuah model upper sebagai berikut : 𝑀𝑎𝑘𝑠𝑖𝑚𝑢𝑚 𝑧 = 0.9𝑥1+ 0.922𝑥2+ 0.913𝑥3+ 0.892𝑥4+ 0.909𝑥5+ 0.888𝑥6+ 0.929𝑥7+ 0.924𝑥8+ 0.912𝑥9+ 0.883𝑥10+ 0.918𝑥11+ 0.881𝑥12 dengan batasan : 0.0007361𝑥1+ 0.0007583𝑥2+ 0.0007278𝑥3+ 0.0007583𝑥4+ 0.0007194𝑥5+ 0.0007278𝑥6+ 0.0007611𝑥7+ 0.0007222𝑥8+ 0.0007667𝑥9+ 0.0007583𝑥10+ 0.918𝑥11+ 0.0007388𝑥12 ≤ 1536 𝑥1+ 𝑥2+ 𝑥3+ 𝑥4+ 𝑥5+ 𝑥6+ 𝑥7+ 𝑥8+ 𝑥9+ 𝑥10+ 𝑥11+ 𝑥12≤ 2068060 𝑥1≤ 173887 𝑥2≤ 168791 𝑥3≤ 175878 𝑥4≤ 168791 𝑥5≤ 175887 𝑥6≤ 168175 𝑥7≤ 177231 𝑥8≤ 166957 𝑥9≤ 168791 𝑥10≤ 173887 𝑥11≤ 173233 𝑥12≤ 176552 𝑥1+ 𝑥2+ 𝑥3+ 𝑥4+ 𝑥5+ 𝑥6+ 𝑥7+ 𝑥8+ 𝑥9+ 𝑥10+ 𝑥11+ 𝑥12≤ 1792950 𝑥1≤ 169337 𝑥2≤ 159737 𝑥3≤ 163872 𝑥4≤ 158355 𝑥5≤ 149500 𝑥6≤ 134387 𝑥7≤ 138150 𝑥8≤ 132807 𝑥9≤ 138000 𝑥10≤ 146950 𝑥11≤ 138000 𝑥12≤ 163875
sama seperti halnya model lower, model ini diselesaikan dengan menggunakan metode simplek.
4.5 PROSES DEFUZZYFIKASI
Setelah kita memperoleh nilai dari model
lower dan model upper kita melakukan proses deffuzyfikasi. Proses ini membentuk suatu linear programming yang baru yaitu model
tingkat pencapaian optimal.
Fungsi Obyektif
Memaksimumkan tingkat pencapaian
optimal yang dirumuskan sesuai dengan
𝑀𝑎𝑘𝑠𝑖𝑚𝑢𝑚 𝜆
Kendala Hasil Rumusan Kendala ini merupakan rumusan dari
−35141𝜆 + 0.9𝑥1+ 0.922𝑥2+ 0.913𝑥3+ 0.892𝑥4+ 0.909𝑥5+ 0.888𝑥6+ 0.929𝑥7+ 0.924𝑥8+ 0.912𝑥9+ 0.883𝑥10+ 0.918𝑥11+
0.881𝑥12≥ 1838302
Kendala Waktu produksi
Waktu untuk memproduksi satu unit produk pada line j = 1 tidak melebihi dari waktu ideal (𝑏𝑖+ 𝑝𝑖) 28.8𝜆 + 0.0007361𝑥1+ 0.0007583𝑥2+ 0.0007278𝑥3+ 0.0007583𝑥4+ 0.0007194𝑥5+ 0.0007278𝑥6+ 0.0007611𝑥7+ 0.0007222𝑥8+ 0.0007667𝑥9+ 0.0007583𝑥10+ 0.918𝑥11+ 0.0007388𝑥12≤ 1536 Kendala kapasitas
Jumlah produk yang diproduksi pada line
j = 1 tidak melebihi kapasitas mesin yang
mempertimbangkan index speed dan waktu ideal. 3879𝜆 + 𝑥1+ 𝑥2+ 𝑥3+ 𝑥4+ 𝑥5+ 𝑥6+ 𝑥7+ 𝑥8+ 𝑥9+ 𝑥10+ 𝑥11+ 𝑥12≤ 2068060 𝑥1≤ 173887 𝑥2≤ 168791 𝑥3≤ 175878 𝑥4≤ 168791 𝑥5≤ 175887 𝑥6≤ 168175 𝑥7≤ 177231 𝑥8≤ 166957 𝑥9≤ 168791 𝑥10≤ 173887 𝑥11≤ 173233 𝑥12≤ 176552 Kendala Permintaan
Untuk kendala permintaan pada model ini berbentuk sama dengan kendala permintaan model lower dan upper.
Pada tahap pembentukan model tingkat pencapaian optimal didapatkan fungsi obyektif, kendala hasil rumusan, kendala waktu produksi, kendala kapasitas dan kendala permintaan. Dari masing masing model yang dibentuk, dapat kita susun menjadi sebuah model 𝑀𝑎𝑘𝑠𝑖𝑚𝑢𝑚 𝜆 dengan batasan : −35141𝜆 + 0.9𝑥1+ 0.922𝑥2+ 0.913𝑥3+ 0.892𝑥4+ 0.909𝑥5+ 0.888𝑥6+ 0.929𝑥7+ 0.924𝑥8+ 0.912𝑥9+ 0.883𝑥10+ 0.918𝑥11+ 0.881𝑥12≥ 1838302 0.0007361𝑥1+ 0.0007583𝑥2+ 0.0007278𝑥3+ 0.0007583𝑥4+ 0.0007194𝑥5+ 0.0007278𝑥6+ 0.0007611𝑥7+ 0.0007222𝑥8+ 0.0007667𝑥9+ 0.0007583𝑥10+ 0.918𝑥11+ 0.0007388𝑥12≤ 1536 𝑥1+ 𝑥2+ 𝑥3+ 𝑥4+ 𝑥5+ 𝑥6+ 𝑥7+ 𝑥8+ 𝑥9+ 𝑥10+ 𝑥11+ 𝑥12≤ 2068060 𝑥1≤ 173887 𝑥2≤ 168791 𝑥3≤ 175878 𝑥4≤ 168791
𝑥5≤ 175887 𝑥6≤ 168175 𝑥7≤ 177231 𝑥8≤ 166957 𝑥9≤ 168791 𝑥10≤ 173887 𝑥11≤ 173233 𝑥12≤ 176552 𝑥1+ 𝑥2+ 𝑥3+ 𝑥4+ 𝑥5+ 𝑥6+ 𝑥7+ 𝑥8+ 𝑥9+ 𝑥10+ 𝑥11+ 𝑥12≤ 1792950 𝑥1≤ 169337 𝑥2≤ 159737 𝑥3≤ 163872 𝑥4≤ 158355 𝑥5≤ 149500 𝑥6≤ 134387 𝑥7≤ 138150 𝑥8≤ 132807 𝑥9≤ 138000 𝑥10≤ 146950 𝑥11≤ 138000 𝑥12≤ 163875
model yang dibentuk ini diselesaikan dengan menggunakan metode 2 fase, sehingga didapatkan nilai 𝑥1, 𝑥2, 𝑥3, 𝑥4, 𝑥5, 𝑥6, 𝑥7, 𝑥8, 𝑥9,
𝑥10, 𝑥11,𝑥12 , 𝜆 dan nilai z.
V. KESIMPULAN DAN SARAN 5.1 Kesimpulan
Dari hasil penelitian ini dapat disimpulkan bahwa dengan menggunakan metode fuzzy
linear programming mampu mengoptimalkan
jumlah produk yang baik yang diproduksi bila dibandingkan dengan menggunakan linear
programming biasa. Dari perhitungan didapat
dengan menggunakan linear progamming biasa didapatkan hasil z = 1838302, sedangkan dengan metode fuzzy linear programming didapatkan z = 2033237 dengan nilai 𝜆 = 0.879 dan semua permintaan terhadap
type-type lampu dapat dipenuhi.
5.2 Saran
Pada penelitian ini digunakan saat proses
deffuzyfikasi digunakan metode 2 fase, untuk
penelitian selanjutnya penulis menyarankan penggunaan metode Big M untuk mendapatkan solusi pembanding.
VI. DAFTAR PUSTAKA
1. Dimyati, Tjutju. 1994. Operation
Research Model-Model Pengambilan
Keputusan, Bandung: P.T Sinar Baru Alensindo.
2. Klir, George J. Bo Yuan. 1995. Fuzzy Set and Fuzzy Logic, Theory and Aplication. Prentice Hall.
3. Kusumadewi S. Purnomo H. 2004. Aplikasi Logika Fuzzy Untuk Pendukung Keputusan. Yogyakarta: Graha Ilmu.
4. Lyonnet, Patrick. 1991. Maintenance Planing Methods and Mathematics. Chapman Hall.
5. Nasendi, B.D & Anwar Affendi, 1985,
Program Linear dan Variasinya.
PT.Gramedia, Jakarta
6. Ramadhani, N. T. 2008. Analisis
Perencanaan Tenaga Kerja di
Perusahaan Redrying Tembakau dengan
Pendekatan Linear Programming.
Surabaya: Tugas Akhir Program Sarjana, Institut Teknologi Sepuluh Nopember Surabaya.