Tugas Akhir 6
Universitas Mercubuana
BAB II
LANDASAN TEORI
2.1 Latar Belakang
Secara umum lean berarti menghilangkan pemborosan, pemborosan dapat terjadi di semua proses sepanjang aliran bahan dalam proses, value stream. Perusahaan yang lean berarti perusahaan yang fokus untuk mengeliminasi waktu dan material yang terbuang dari setiap langkah dalam proses produksi (dari barang mentah hingga produk jadi). Hasilnya adalah proses yang cepat dan fleksibel yang memberikan pelanggan apa yang mereka inginkan pada waktunya dengan kualitas tertinggi dan harga yang terjangkau.
Mutu menjadi sangat penting bagi suatu produk. Sejarah mencatat, hanya produk yang berkualitas baik yang pada akhirnya dapat bertahan, diminati konsumen, dan meraih sukses di pasar.Sebaliknya, produk dengan kualitas rendah akan tidak mampu bertahan dan secara cepat atau perlahan
Tugas Akhir 7
Universitas Mercubuana
akan hilang dari “peredaran” (ditinggalkan konsumen). Perusahaan dengan tingkat cacat (defect) produk yang tinggi jelas akan mengalami kerugian besar dan tentu akan selalu berusaha untuk dapat mencapai kualitas proses yang sempurna tanpa adanya barang/produk yang rusak (zero defect).
2.2 Jenis Jenis Pemborosan
Dalam Toyota Way Fieldbook, Jeffrey K. Liker mengidentifikasikan delapan jenis aktivitas utama yang tidak memiliki nilai tambah dalam bisnis atau proses manufaktur :
1. Produksi berlebih (over production).
Memproduksi sesuatu lebih awal atau dalam jumlah lebih besar dari pada yang dibutuhkan pelanggan. Pelanggan disini mempunyai makna lebih luas, proses berikutnya dari suatu proses adalah pelanggan dari proses sebelumnya.
2. Waktu (menunggu).
Pekerja hanya mengamati mesin otomatis yang berjalan, atau menunggu tahap selanjutnya dari proses, atau menunggu alat, pasokan, komponen, dan sebagainya; atau menganggur karena kehabisan material, keterlambatan proses, kerusakan mesin dan bottleneck (sumbatan) kapasitas.
3. Transportasi atau pengangkutan yang tidak perlu.
Memindahkan barang dalam proses (work in process/WIP) dari satu tempat ke tempat lain dalam suatu proses, bahkan jika dalam jarak dekat.
Tugas Akhir 8
Universitas Mercubuana
4. Pemrosesan secara berlebih atau pemrosesasn secara keliru.
Melakukan langkah yang tidak perlu untuk memproses komponen. Pemrosesan yang tidak efisien karena alat rancangan produk yang buruk, menyebabkan gerakan yang tidak perlu dan menghasilkan barang cacat. Pemborosan terjadi ketika membuat membuat produk yang memiliki kualitas yang lebih tinggi dari pada yang diperlukan.
5. Persediaan berlebih.
Bahan baku barang dalam proses, atau barang jadi yang berlebih menyebabkan Lead time yang panjang, barang kadaluarsa, barang rusak, peningkatan biaya transportasi dan penyimpanan. Persediaan berlebih juga menyembunyikan masalah ketidak seimbangan produksi, keterlambatan pengiriman dari pemasok, produk cacat, waktu setup yang lebih lama. 6. Gerakan yang tidak perlu.
Setiap gerakan yang dilakukan yang dilakukan karyawan selama melakukan pekerjaan mereka yang bukan merupakan gerakan yang memberi nilai tambah pada komponen, seperti meraih, mencari, menumpuk komponen, alat dan lain-lain.
7. Produk cacat.
Produksi komponen cacat atau yang memerlukan perbaikan. Perbaikan atau pengerjaan ulang, barang rongsokan, memproduksi barang pengganti, dan inspeksi berarti penanganan, waktu dan upaya yang sia-sia.
Tugas Akhir 9
Universitas Mercubuana
Hilangnya waktu, ide, ketrampilan, peningkatan, dan kesempatan belajar karena tidak melibatkan atau mendengarkan karyawan Anda.
2.3 Defect dan Inspeksi
Produk cacat. Produksi komponen cacat atau yang memerlukan perbaikan. Perbaikan atau pengerjaan ulang, barang rongsokan, memproduksi barang pengganti, dan inspeksi berarti penanganan, waktu dan upaya yang sia-sia. Zero Defect sangat penting selain terbut diatas juga untuk menjaga kepuasan dan kesetiaan konsumen kepada produk kita, jika konsumen senang dan puas terhadap produk yang dibeli tentunya setiap produsen akan berharap konsumen akan melakukan pembelian ulang, jadi kesenangan dan kepuasan konsumen akan mendatangkan lebih banyak penjualan dan keuntungan bagi produsen. Satu yang harus dipahami bahwa selalu ada biaya yang dihasilakn dari proses yang gagal. Biaya dari defect yang timbul sangat besar, semakin lama defect tersebut baru diketahui maka biaya yang timbul akan semakin besar. Akan timbul pertanyaan “ Apakah biaya akan tinggi untuk menciptakan proses yang lebih baik ? jawabannya, tidak”, karena dari proses yang lebih baik akan menurunkan biaya biaya antara lain :
1. Rework : pengerjaan ulang
2. Scrap : penghancuran, pembuangan barang rusak 3. Warranty cost : biaya garansi, termasuk tuntutan hukum 4. Inspection cost : biaya inspeksi
Tugas Akhir 10
Universitas Mercubuana
Berikut ilustrasi bahwa menemukan kesalahan pada sumbernya dapat menekan biaya.
Gambar 2.1 Menemukan defect pada sumbernya dapat menekan biaya.
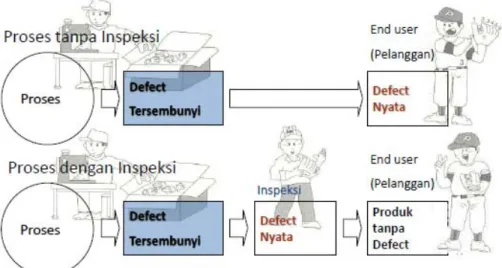
Selain itu inspeksi pada proses juga dapat menekan biaya, operator adalah inspektor bagi prosesnya sendiri, karena proses tanpa inspeksi akan membuat defect yang tersembunyi yang kemudian defect tersebut baru diketahui setelah produk tiba ke pelanggan, hingga akhirnya akan menimbulkan biaya biaya yang lain. Inspeksi dilakukan pada saat material diterima, kemudian pada proses operasi dengan tingkat biaya pengoperasian yang tinggi, pada proses dengan tingkat potensi terjadinya kerusakan yang tinggi, pada proses operasi yang tidak mungkin barang/produk gagal dikembalikan atau dikerjakan ulang, pada tempat yang menghasilkan persediaan dan ditempat dimana tanggung jawab mutu berpindah tangan.
Tugas Akhir 11
Universitas Mercubuana
Gambar 2.2 Ilustrasi defect dan inspeksi
Ada 3 jenis atau tipe inspeksi atau disebut Teknik-Teknik Inspeksi :
1. Judgment Inspection; yaitu suatu metode inspeksi dengan cara memeriksa komponen atau produk, pada suatu stasiun proses. Pada tipe ini inspektor hanya bertugas judgment produk yang diperiksa “OK” atau “NG”, ( menemukan defect tetapi tidak menguranginya ). 2. Informative Inspection; teknik inspeksi ini sedikit lebih baik atau
sebagai tindak lanjut dari pada metode sebelumnya, karena hasil judgment / defect yang ditemukan diinformasikan kepada proses sebelumnya atau proses pembuat masalah dengan ekspektasi defect yang sama tidak terjadi lagi, dengan langkah ini jumlah defect yang timbul akan berkurang. Ada bermacam teknik informasi, yang paling umum di manufaktur teknik ini disebut “Andon” , sebuah tanda peringatan informasi berupa lampu, bunyi bunyian sirine untuk
Tugas Akhir 12
Universitas Mercubuana
memberikan informasi telah terjadi kondisi tidak wajar. Andon dalam bahasa Jepang berarti lentera, dalam andon metode yang ditekankan adalah metode visual untuk penyaluran informasi secara cepat, praktek ini disebut manajemen berdasarkan penampakan atau visual control. 3. Source Inspection; adalah teknik inspeksi yang jauh lebih baik dari dua
teknik diatas, teknik ini tidak hanya menemukan dan mengurangi defect yang timbul tetapi teknik ini berupaya menghilangkan defect dengan cara menangkap serta memperbaiki pada sumber penyebabnya. Pada teknik inspeksi tipe ini inspeksi dimasukkan kedalam pekerjaan sedemikian rupa demi meminimalkan pemborosan dan memaksimalkan nilai. Setiap operator mempunyai tiga tanggung jawab berkenaan dengan kualitas :
a. Periksa pekerjaan yang masuk untuk memastikan bebas dari cacat.
b. Pastikan pekerjaannya sendiri bebas dari cacat
c. Jangan pernah secara sadar meneruskan produk cacat ke operasi berikutnya.
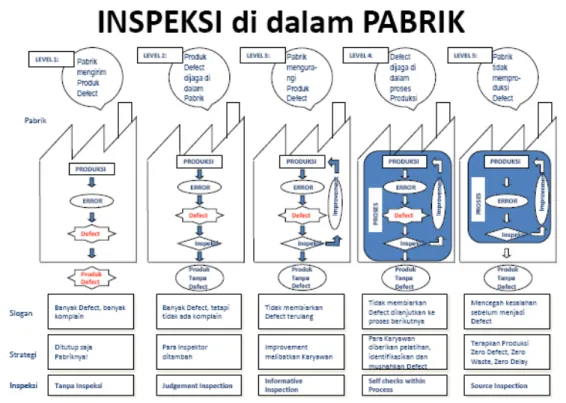
Di bawah ini adalah gambar 5 level manufaktur dalam menerapkan inspeksi di dalam pabrik :
Tugas Akhir 13
Universitas Mercubuana
Gambar 2.3 Level inspeksi di dalam manufaktur
2.4 Pokayoke dan Defect 2.4.1. Sejarah Pokayoke
Pada awalnya kira-kira tahun 1963 digunakan alat untuk mencegah terjadinya kecelakaan kerja dengan nama bakayoke, yang artinya baka (bodoh) dan yokeru (mencegah), mencegah kebodohan, tetapi bukan semata alat untuk mencegah kebodohan para pekerja, kemudian diubah menjadi Poka-Yoke (Mistake-Proofing). Mencegah Kesalahan atau arti sebenarnya dalam bahasa Indonesia adalah menjamin sistem yang Anti Salah, jika terjadi kesalahan sejak dini kesalahan tersebut dapat diperbaiki dengan mudah dan cepat. Konsep Poka-Yoke ini telah lama diterapkan dalam berbagai bentuknya, diciptakan di Jepang oleh
Tugas Akhir 14
Universitas Mercubuana
seorang Insinyur bernama Shigeo Shingo dengan idenya sebuah alat untuk mencapai Zero Defect dan mengeliminasi Inspeksi Mutu.
Gambar 2.4. Shigeo Shingo pencetus ide pokayoke
Saat ini pokayoke dianggap solusi terbaik untuk membangun kualitas didalam proses “No matter how good you are at finding defects, no matter how thoroughly you follow up with corrective action, improving your defect inspection and feedback process will not prevent defects from happening in the first place.”
To prevent defects you must look at the process to determine what condition
leads to the defect, then control that condition.
Jika kesalahan dapat diketahui pada saat terjadi, defect dapat dicegah (Grout and Down). Lebih lanjut, pokayoke seringkali adalah hal yang mudah, low cost, metode perbaikan yang berkelanjutan pada proses yang biasa, yang mempunyai kemungkinan kesalahan yang lazim. Oleh karena itu manajer harus berusaha untuk mengidentifikasi dan mengimplementasikan pokayoke untuk menghindari kesalahan dan juga mencegah defect (Henricks, 1996)
Tugas Akhir 15
Universitas Mercubuana
2.4.2. Jenis dan Karakteristik Pokayoke
Shigeo Shingo memperkenalkan 3 metode Poka-Yoke:
1. Metode Kontak, mengidentifikasi apakah ada kontak antara alat dan produk.
2. Metode Nilai-Tetap, memastikan apakah sejumlah tertentu gerakan telah dilakukan.
3. Metode Tahap-Gerak, memastikan apakah sejumlah langkah proses tertentu telah dilakukan.
Pola pikir yang menyatakan bahwa kesalahan manusia adalah hal yang biasa atau manusiawi harus dikikis, yang harus diingat ”Membuat kesalahan adalah manusiawi tapi intelegensi juga manusiawi, untuk itu harus tetap semangat untuk terus berpikir dan berupaya mengembangkan ide untuk mencegah kesalahan terjadi”. Hal-hal yang dapat dilakukan untuk mencegah error atau kesalahan pada proses antara lain adalah :
1. Membuat kesalahan menjadi lebih sulit terjadi
2. Membuat agar bisa dilakukan pengulangan aktivitas sebelumnya dapat dilakukan “undo” atau membuat menjadi lebih sulit untuk aktivitas yang tidak bisa diulangi
3. Membuat error mudah dideteksi
4. Membuat kesalahan menjadi tindakan yang benar. Pada dasarnya pokayoke dibedakan dua jenis yaitu :
1. Prevention device : tidak mungkin membuat error / kesalahan 2. Detection device : error atau kesalahan dapat dideteksi oleh operator
Tugas Akhir 16
Universitas Mercubuana
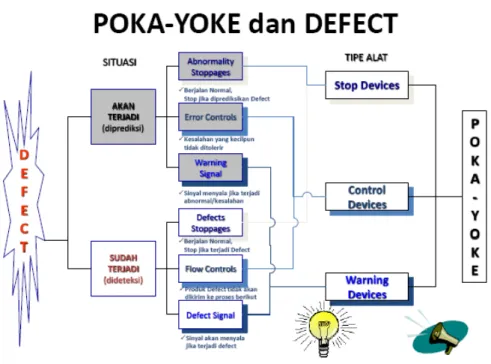
Untuk mempermudah dalam pemahaman tentang terjadinya defect, situasi dan tipe alat pokayoke yang digunakan, dapat dilihat pada chart dibawah.
Gambar 2.5. Kondisi defect dan alat yang digunakan
Setiap orang seharusnya dapat mempraktekkan Poka-Yoke di area kerja masing-masing, karena prinsip-prinsip dasar dari Poka-Yoke sesuai dengan karakteristik dari perangkat Poka-Yoke, dimana sebuah perangkat Poka-Yoke haruslah memiliki karakteristik sebagai berikut:
1) Dapat digunakan oleh semua orang/karyawan 2) Mudah dipasang
3) Tidak memerlukan perhatian terus-menerus dari operator 4) Murah, kurang dari USD 50
Tugas Akhir 17
Universitas Mercubuana
5) Dapat memberikan umpan-balik dan/atau tindakan
korektif/pencegahan secara cepat.
Poka-Yoke berfungsi optimal saat ia mencegah terjadinya kesalahan, bukan pada penemuan adanya kesalahan. Karena kelalaian operator biasanya terjadi akibat letih, ragu-ragu atau bosan/jenuh. Keberadaan Poka-Yoke menjadi sangat berarti karena solusi mencegah terjadinya kelalaian tersebut sama sekali tidak memerlukan perhatian penuh dari operator bahkan saat si operator sedang tidak fokus dengan apa yang dikerjakannya.
Kemajuan teknologi dan sistem informasi banyak mempengaruhi dalam penerapan system pokayoke yang digunakan. Sejak komputer pertama kali (UNIVAC I) dipasarkan secara luas dipasang di US Bureu pada tahun 1951, kemudian General Electric (GE) tahun 1954. Kemudian muncul microcomputer pada tahun 1980–an, diciptakan bukan hanya untuk perusahaan kecil, tetapi juga pemakai individu. Personal computer (PC) buatan IBM dilegitimasi sebagai sebuah lompatan dalam perkembangan komputer berukuran kecil. Komputer dan komunikasi saling bergandengan, komunikasi antar komputer terus berkembang, sistem komunikasi telah berubah, meninggalkan transmisi sederhana menggunakan kabel (cooper wire) ke dunia gelombang radio tanpa kabel (wireless). Dimana perkembangan teknologi komputer ini turut mempengaruhi type pokayoke yang digunakan sebagai tool untuk meningkatkan kualitas.
2.4.3 Defect
Secara umum kegagalan dalam proses yang terjadi adalah disebabkan karena faktor manusia, ada dua hal yang mendasar kegagalan karena faktor manusia :
Tugas Akhir 18
Universitas Mercubuana
#1 : Kesalahan menyebabkan Cacat
Ketika cacat terjadi di jalur perakitan, hal ini adalah sumber terjadinya kesalahan. Sistem bisa saja dirancang sedemikan rupa sehingga kejadian cacat yang muncul adalah merupakan bagian dari penyimpangan yang biasa terjadi atau disebabkan oleh hal khusus. Atau, kesalahan adalah penyebab cacat. Contohnya adalah sebagai berikut: menempatkan komponen yang salah pada rangkaian sirkuit adalah sebuah cacat. Kesalahan yang menghasilkan cacat mungkin timbul dari operator yang salah mengambil komponen atau kesalahan mungkin timbul dari “komponen yang salah” dirakit pada “tempat yang benar” atau dapat dimungkinkan dari gambar/spesifikasi menyebutkan komponen yang salah.
#2 : Berbuat salah adalah manusiawi
Pernahkan Anda terdorong untuk bekerja dan tidak mengingatnya? Melupakan hari ulang tahun anggota keluarga atau hari ulang tahun Anda sendiri? Pulang ke rumah dari tempat kerja berniat berhenti pada toko makanan tetapi secara tiba-tiba Anda mendapati diri Anda tidak melakukannya? Hal ini terjadi pada karyawan juga! Para karyawan menyelesaikan shift-nya dan/atau pembangunan dari item spesifik dan tidak ingat apa yang telah dikerjakannya. Contoh yang lain : setelah merakit panel hijau sepanjang pagi, para pekerja meletakkan komponen hijau pada panel merah di siang harinya.
Tugas Akhir 19
Universitas Mercubuana
Terdapat dua pilihan untuk menghindari kesalahan dan kegagalan proses operasi yaitu :
Pilihan #1 : Bekerja lebih waspada
Tuntutan agar lebih waspada dengan mendesak karyawan untuk bekerja lebih berhati-hati. Jika pada bagan kendali Anda tertulis “Pekerja harus taat pada prosedur yang benar dan diberi peringatan disiplin”, inilah yang Anda lakukan. Sistem insentif untuk mendorong kinerja bebas kesalahan adalah usaha umpan balik yang positif untuk menuntut kewaspadaan lebih ketat.
Pilihan #2 : Bekerja dengan alat bantu Anti Salah
Pada dasarnya, Poka-Yoke adalah metode mengembangkan alat, teknik dan proses yang mencegah atau mendeteksi kesalahan sebelum kesalahan tersebut menjadi cacat. Fokusnya adalah pada pencegahan/deteksi sebelum kesalahan berlanjut ke proses berikutnya dan berubah menjadi cacat. Prioritas pertama adalah mencegah kesalahan. Tetapi, bila hal ini tidak memungkinkan, paling tidak Anda dapat mendeteksi kesalahan sebelum kesalahan tersebut berlanjut ke proses berikutnya dan kesalahan tersebut dilihat sebagai cacat bagi pelanggan atau pelanggan dari proses berikutnya. Seperti tujuan utama sejarah terlahirnya pokayoke yang dalam bahasa Jepang disebut juga yokeru yang berarti “menghindari” dan poka yang berarti “kesalahan (diakibatkan kelalaian dan/atau ketidaksengajaan)”. Konsep Poka-Yoke yang pada awalnya ditemukan oleh Shigeo Shingo, seorang insinyur di Matsushita manufacturing, dan merupakan bagian dari Toyota Production System. Poka-Yoke awalnya disebut sebagai Baka-Yoke, namun karena artinya
Tugas Akhir 20
Universitas Mercubuana
kurang pantas, yaitu “menghindari ketololan”, maka kemudian diubah menjadi Poka-Yoke. Secara umum, Poka-Yoke didefinisikan sebagai suatu konsep manajemen mutu guna menghindari kesalahan akibat kelalaian dengan cara memberikan batasan-batasan dalam pengoperasian suatu alat atau produk. Jadi, tujuan utama dari penerapan konsep Poka-Yoke ini adalah untuk mencapai keadaan bebas-cacat (Zero-defect). Poka-Yoke sendiri lebih dipandang suatu konsep ketimbang sebuah prosedur, karenanya penerapannya dimulai dari apa yang karyawan pikir dapat mereka lakukan untuk mencegah kesalahan di area kerja mereka, dan bukan sebagai langkah demi-langkah bagaimana melakukan suatu pekerjaan.
2.5 Membangun kualitas pada sumbernya
Sementara pokayoke atau anti salah dapat membatasi jumlah cacat produksi, pemikiran lanjut juga harus dikembangkan pada kemampuan proses. Pada prakteknya kita dapat mengartikan kemampuan proses sebagai ”kemampuan yang ditentukan oleh tingkat tebaran parameter kualitas produk”. Parameter kualitas harus selalu dipantau salah satunya dengan peta kontrol kualitas. Kemudian tebaran dari data yang dikumpulkan perlu dianalisis untuk menentukan penyebab utamanya. Biasanya, manusia, mesin, metode dan material (4M) atau penyebab lain yang lebih rinci agar diketahui penyebab terjadinya tebaran. Pada dasarnya setiap defect sumber penyebabnya adalah manusia.
Tugas Akhir 21
Universitas Mercubuana
Gambar 2.6. 4M + 1L dalam kegiatan produksi
Sikap dan cara berfikir untuk menemu-kenali penyebab masalah 4M + 1I harus di tanamkan ke diri kita dalam usaha untuk membangun kualitas pada prosesnya.
1. Jangan menyerah sebelum bertindak. Sangat fatal dan salah jika sikap kita dengan mengatakan ” Ya, tidak ada yang dapat diperbuat terhadap sebuah kesalahan, manusia membuat kesalahan”. Selama kita menerima dengan pasrah kondisi ini, maka kita tidak akan berbuat apa-apa untuk memperbaikinya.
2. Setiap defect sumbernya adalah manusia. Sangatlah mudah bagi kita untuk menyalahkan pada sarana kerja ; ”Materialnya buruk,” atau”Mesinnya rusak”. Jika kita berhenti bertanya ”Mengapa”, seperti contoh : ”Mengapa material buruk terkirim hingga kesini?” atau ”Mengapa mesinya rusak”?
Tugas Akhir 22
Universitas Mercubuana
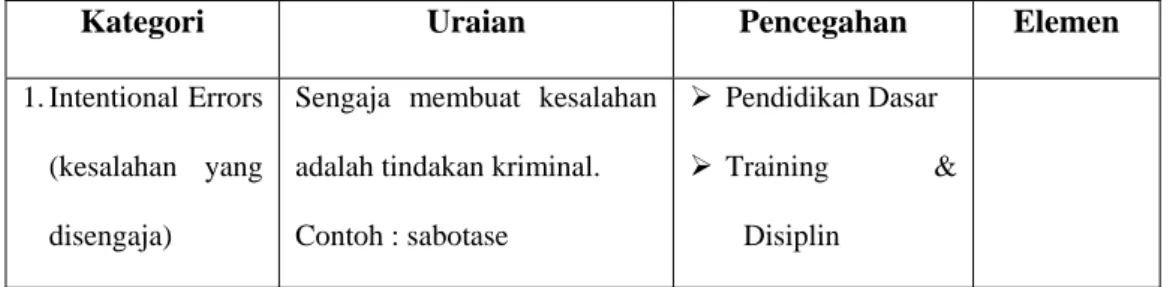
Ubahlah pernyataan atau pendapat bahwa kesalahan tak dapat dihindarkan, bahwa setiap orang selalu membuat kesalahan. Kita cenderung menerima kesalahan sebagai hal biasa, dan menyalahkan orang yang membuat kesalahan. Dengan sikap seperti ini, kita mungkin saja melupakan/membiarkan defect yang terjadi dalam produksi. Akhirnya defect ini terdeteksi hanya pada saat Inspeksi terakhir atau, yang lebih parah, terdeteksi oleh pelanggan. Ubahlah pendapat diatas dengan keyakinan bahwa kesalahan dapat dihilangkan, setiap kesalahan yang terjadi dapat dikurangi atau bahkan dihilangkan. Orang membuat kesalahan lebih sedikit, bila didukung oleh pelatihan yang sesuai dan syatem produksi yang didasarkan pada prinsip bahwa kesalahan selalu dapat dicegah. Berikut di bawah tabel 10 kesalahan karena faktor manusia (human error) dan contoh pencegahannya.
Tabel 2.1 Sepuluh human error
Kategori Uraian Pencegahan Elemen 1. Intentional Errors
(kesalahan yang disengaja)
Sengaja membuat kesalahan adalah tindakan kriminal. Contoh : sabotase
Pendidikan Dasar
Training & Disiplin
Tugas Akhir 23 Universitas Mercubuana 2. Hasty Errors (kesalahan karena kesalah pahaman dan tergesa gesa) Kesalahan karena ketidaksabaran dan kesalahpahaman.
Contoh: salah menginjak pedal rem pada mobil bertransmisi otomatis, disangka adalah pedal kopling Planning meetings Pre-Operation confirmation Standard operasi Informasi Metode 3. Careless Errors (kesalahan karena lupa atau ceroboh)
Kesalahan yang disebabkan karena tidak konsentrasi, kelalaian dan kelupaan.
Contoh : lupa menutup pintu bahan bakar. Planning Meetings Hati-hati dalam pengoperasian Informasi Metode 4. Casual Errors (kesalahan mengidentifikasi)
Kesalahan dalam mengenali situasi karena terlalu cepat berlalu atau terlalu jauh untuk dapat dilihat dengan jelas. Contoh : salah mengenali pecahan uang Rp. 10.000,- dengan Rp. 5.000,- Planning Meetings Hati-hati dalam pengoperasian Informasi Metode 5. Amateurish Errors (kesalahan karena tidak terbiasa)
Kesalahan tidak profesional timbul ketika mengerjakan pekerjaan yang tidak biasa. Contoh : salah menyanyikan lirik lagu karaoke.
Pelatihan yang mendalam Standard Operasi Informasi Metode Material 6. Compulsive Errors (keinginan
Kesalahan yang disebabkan oleh dorongan mengabaikan
Pendidikan Dasar
Training & Metode Informasi
Tugas Akhir 24
Universitas Mercubuana
membuat kesalahan)
peraturan atau standard Contoh : menyeberangi jalan meskipun ada tanda larangan, didorong oleh “karena semua orang lain juga melakukannya” Disiplin Kebiasaan bekerja 7. Thoughtless (kesalahan karena tidak terpikirkan)
Kesalahan yang sering disebabkan karena kurang perhatian/pemikiran, dan biasanya akan terdengar orang berkata “Saya tidak tahu mengapa itu terjadi”. Contoh : menyebrang jalan tanpa melihat tanda karena tidak memperhatikan tanda tersebut. Hati-hati dalam pengoperasian Metode Mesin 8. Timing Errors (kesalahan tempo yang lambat)
Kesalahan karena tindakan yang lambat disebabkan oleh terjadinya penundaan didalam pengambilan keputusan atau respon.
Contoh : terlambat menginjak rem kendaraan bagi pemula.
Tranining yang mendalam Standard Operasi Metode Mesin 9. Irresponsible Errors (kesalahan karena tidak adanya standard)
Kesalahan yang disebabkan oleh kurangnya instruksi kerja yang benar dan prosedur standard, sehingga semuanya terserah pada
Standard Operasi Instruksi Kerja
Metode Informasi
Tugas Akhir 25 Universitas Mercubuana operator yang mengerjakannya. Contoh : membiarkan pekerjaan pengukuran diberikan kepada
masing-masing operator.
10. Out-of the Blue Errors (tiba-tiba)
Kesalahan yang timbul ketika mesin bekerja tidak seperti yang diharapkan.
Contoh : mesin yang tidak berfungsi tanpa peringatan
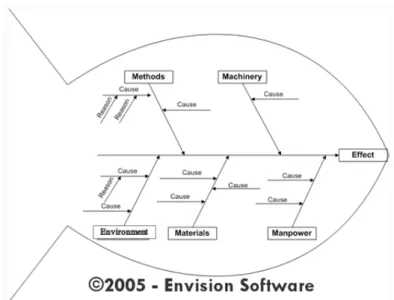
Total Productive Maintenance Standard Operasi Mesin Metode 2.6 Fishbone Diagram
Diagram Fishbone ( diagram tulang ikan ) diciptakan oleh Dr. Kouru Ishikawa, oleh karena itu sering juga disebut diagram Ishikawa. Fishbone diagram adalah suatu digram yang menggambarkan permasalahan utama yang dibahas dengan menyebutkan penyebab penyebab apa saja yang menyebabkan terjadinya permasalahan utama. Permasalahan utama ditulis pada ujung diagram garis horisontal yang dianggap sebagai garis utama.
Penyebab utama dari permasalahan ditulis pada garis secara langsung menuju garis horisontal, kemudian setiap penyebab utama dianalisa. Diagram fishbone menggambarkan/memprediksi penyebab penyebab utama yang mungkin
terjadi, biasanya terdiri dari 5 kategori yaitu : Man, Material, Machine, Method dan Environment, atau sering disebut 4M+1E.
Tugas Akhir 26
Universitas Mercubuana
Gambar 2.7. Contoh Diagram Fishbone
2.7 Tujuh Langkah Pengembangan Pokayoke
Untuk menerapkan atau mengimplementasikan pokayoke PQM Consultants mendeskripsikan dalam 7 langkah menggunakan lembar yang berisi tujuh langkah yang ditempuh untuk mengembangkan pokayoke. (form : lampiran), tujuh langkah itu adalah :
1. Identifikasikan defect yang terjadi; telaah dan kenali defect yang terjadi bila mungkin gambarkan data defect dan presentasi kerusakan yang terjadi, atau prediksi defect yang mungkin terjadi dengan merujuk pada proses sequence.
Tugas Akhir 27
Universitas Mercubuana
Gambar 2.8. Contoh grafik untuk identifikasi defect
2. Jabarkan dan jelaskan dimana defect terjadi; jelaskan dimana defect terjadi gambarkan posisinya, untuk mempermudah gunakan alat bantu flowchart proses, layout, gambar atau foto lokasi.
Tugas Akhir 28
Universitas Mercubuana
3. Gunakan rincian standard yang ada; urutan prosedur kerja yang sudah distandarisasi berupa, instruksi kerja (IK), atau work intruction (WI), atau standard operating procedure (SOP). Hal ini untuk penyeragaman dalam melakukan pekerjaan sehingga menghasilkan produk yang sesuai dengan standard yang ditetapkan.
Gambar 2.10. Contoh pengukuran sudut jarum dengan skala di kertas (skala dikertas sebagai standard ukuran)
4. Identifikasi perbedaan yang terjadi antara standard yang tertulis dengan kenyataan yang terjadi; melakukan analisa job karyawan, pengamatan crosscheck pekerjaan operator apakah sudah melakukan pekerjaan sesuai standard (SOP/WI), kesesuaian urutan kerja operator dengan standard yang ada.
Tugas Akhir 29
Universitas Mercubuana
Gambar 2.11. Contoh identifikasi kesesuaian kerja dengan standard
5. Identifikasi kondisi dimana masalah terjadi; hal ini adalah upaya untuk mencari akar penyebab masalah, untuk mencegah timbulnya solusi semu gunakan metode 5 kali mengapa (5W), hal ini untuk menghindari jebakan ”mengobati” gejala, dan menggali akar penyebab yang sebenarnya, dan juga merangsang anggota tim melakukan perbaikan optimal. Berikut dibawah aktivitas analisa penyebab :
> Mencari akar permasalahan dengan brainstorming. > Menggali semua kemungkinan penyebab.
> Membuktikan adanya keterkaitan hubungan sebab akibat antara penyebab dengan akibat.
Manfaat dari hal diatas antara lain :
> Menunjukkan akar masalah untuk diperbaiki agar masalah yang sama tidak muncul kembali.
>Membuktikan (memverifikasi) : - adanya sebab tersebut atau
Tugas Akhir 30
Universitas Mercubuana
Gambar 2.12. Contoh penggunaan metode 5W untuk mencari akar masalah.
6. Identifikasi tipe pokayoke yang mampu menghilangkan defect; gunakan proses berpikir kreatif, dan lihat referensi yang ada.
Gambar 2.13. Contoh alat bantu jig untuk mempermudah pengukuran.
7. Penerapan pokayoke; setelah penerapan lakukan hal hal berikut : 1. Mencatat kesulitan yang terjadi
2. Membandingkan hasil sebelum & sesudah penerapan 3. Mencatat data hasil perbaikan, foto, grafik, gambar
Tugas Akhir 31
Universitas Mercubuana