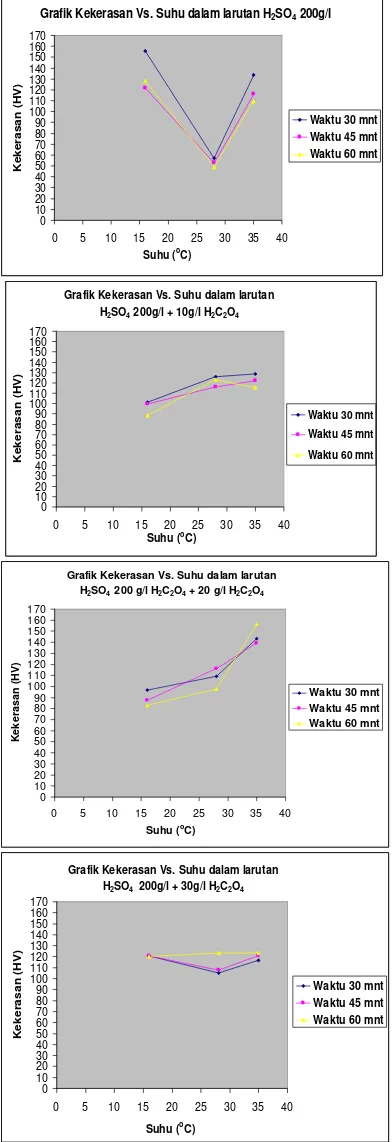
Pengaruh Temperatur Dan Waktu Proses Anodisasi Puley Aluminium Dalam Larutan H2so4 Encer Dan Campuran Larutan (H2so4+H2c2o4) Encer
Teks penuh
Gambar

Dokumen terkait
bahwa ada hubungan motivasi dengan frekuensi ke Posyandu Laraslestari II pada Lansia di Dusun Karang Tengah Sleman Yogyakarta diperoleh nilai 0,704 yang berarti
Berdasarkan hasil persepsi karyawan terhadap budaya organisasi dilihat dari persepsi karyawan terhadap kepemimpinan, persepsi karyawan terhadap norma dan praktek manajemen,
Berdasarkan hasil penelitian didapatkan kesiapsiagaan tenaga kesehatan yang paling banyak tidak siap sebanyak 60 orang (95,7%) dan kesiapsiagaan yang siap
1.5.2 Sistem Kepariwisataan Keterkaitan Antropologi Pariwisata yang ada dalam penelitian ini yaitu tentang hubungan Hosts dan Guest serta usaha pendukung yang saling mempengaruhi
Pada mata kuliah ini mahasiswa berlatih melakukan prosedur senam hamil, keterampilan antenatal care, KIE persiapan menjadi orang tua, pemerikasan obstetri normal,
Hipotesis dalam penelitian ini yang menyatakan bahwa ada hubungan negatif antara Intensitas Ibadah Shalat dengan Perilaku Agresif, diterima. Semakin tinggi Intensitas Ibadah
Karyawan akan merasa puas bekerja jika memiliki persepsi selisih antara kondisi yang diinginkan dan kekurangan dapat dipenuhi sesuai kondisi aktual (kenyataan), karyawan akan
Semakin pendek ICP, menunjukkan bahwa perusahaan dapat mengelola inventory dengan baik sehingga tidak membebani perusahaan dan perusahaan dapat menggunakan dananya
