ISSN : 2540-8389
ANALISIS POTENSI BAHAYA KERJA MENGGUNAKAN METODE HAZARD IDENTIFICATION RISK ASSESMENT AND RISK CONTROL
(HIRARC) DI PT SUMBER MAS INDAH PLYWOOD
Novita Lisdawanti1*, Elly Ismiyah2 & Eftha Dhartikasari3
1Mahasiswa Prodi Teknik Industri Universitas Muhammadiyah Gresik
2,3 Dosen Prodi Teknik Industri Universitas Muhammadiyah Gresik
Jl. Sumatera No.101, Randuagung, Kec. Kebomas, Kabupaten Gresik, Jawa Timur 61121 E-mail : [email protected]1*, [email protected]2 & [email protected]3
ABSTRACT
The era of industrial globalization 4.0 implements a computerized production system automatically so that not many workers will operate production machines. Every business activity must have a risk of work accidents. PT. Sumber Mas Indah Plywood is one of the successful companies characterized by export-oriented product income in 5 major countries. With the level of demand that has spread to various countries, the company must always improve the quality of the products produced. The higher the level of productivity of a company, the greater the danger or risk of work that will be posed. The purpose of this study is to conduct an analysis process consisting of hazard identification, risk assessment and risk control using hirarc method. The results showed that there are 3 work stations. In rotary stations there are 4 work activities, at dryer station there are 3 work activities and at repair stations there are 1 work activities. The results of the identification of potential hazards using hirarc method identified there are 10 potential hazards, where there is 1 potential danger including extreme risk level, 6 potential hazards including high risk level, 2 potential hazards including moderate risk level and 1 potential hazard included low risk level.
Keywords : Occupational Accidents, Risk Control, Occupational Hazards, Wood Industr, HIRARC
PENDAHULUAN
Era globalisasi industri 4.0 menerapkan sistem produksi yang terkomputerisasi secara otomatis sehingga tidak banyak pekerja yang akan mengoperasikan mesin produksi. Namun tidak menutup kemungkinan bahwa dengan semakin berkembangnya teknologi saat ini akan menurunkan angka kecelekaan kerja. Setiap berlangsungnya kegiatan usaha pasti mempunyai risiko terjadinya kecelakaan kerja. Dimana hampir tidak ada tempat keja yang terbebas dari adanya sumber bahaya.
Besar kecilnya tingkat risiko kecelakaan kerja yang terjadi tergantung dari jenis sektor industri, teknologi serta upaya pengendalian yang dilakukan. Secara garis besar terjadinya kecelakaan kerja disebabkan oleh dua faktor, yaitu faktor tindakan manusia yang tidak aman (unsafe action), seperti kesalahan penggunaan alat pelindung diri, kurang berpengalaman dan faktor kedua adalah kondisi lingkungan kerja yang tidak aman (unsafe condition), seperti tidak ada rambu-rambu K3, peralatan yang tidak layak (Alfaret, 2021).
Kecelakaan kerja (accident) adalah suatu insiden yang memiliki risiko ringan hingga fatal yang dapat terjadi pada saat bekerja, dalam perjalanan berangkat dan pulang kerja. Kecelakaan kerja dapat didefinisikan sebagai insiden yang tidak direncanakan dan tidak diharapkan terjadi, dimana dampaknya akan menganggu jalannya proses produksi (Triwati, 2021). Kecelakaan kerja dapat mengakibatkan kerugian baik secara material bahkan sampai menimbulkan cidera bagi tenaga kerja dan merusak lingkungan (Tarwaka, 2014). Kecelakaan kerja dapat dicegah dengan mengupayakan identifikasi karakteristik kecelakaan agar upaya pencegahan dan penanggulangannya dapat dipilih dengan pendekatan yang paling tepat (Sumakmur, 2014).
Keselamatan dan kesehatan kerja merupakan kondisi dari suatu pekerjaan yang aman dan sehat
ISSN : 2540-8389
bagi pekerja di tempat kerja sehingga setiap perusahaan dalam melakukan aktivitas produksi harus bisa meminimalisir terjadinya kondisi yang menjadi sumber bahaya dengan baik (HM, 2021).Menurut International Labour Organization (ILO) pada tahun 2018, lebih dari 1,8 juta kematian akibat kerja terjadi setiap tahunnya di kawasan Asia dan Pasifik. Bahkan dua pertiga kematian akibat kerja di dunia terjadi di Asia. Angka kecelakaan kerja menunjukkan tren yang meningkat. Setiap tahun ada 2,78 juta pekerja yang meninggal karena kecelakaan di tempat kerja.
Lebih dari 374 juta orang mengalami cedera atau jatuh sakit setiap tahunnya akibat kecelakaan di tempat kerja. Dampaknya pada ekonomi dunia karena hilangnya hari kerja mendekati 4% dari Gross Domestic Product (GDP) global (ILO, 2018). Berdasarkan data dari BPJS Ketenagakerjaan diketahui bahwa sejak tahun 2017 sampai dengan tahun 2019 terjadi peningkatan jumlah kecelakaan kerja yang signifikan. Tahun 2017 telah terjadi kecelakaan kerja sebanyak 104.327 kasus. Pada tahun 2018 jumlah kecelakaan meningkat sebesar 4,6% dan pada tahun 2019 meningkat lagi sebesar 6,5%. Hasil menunjukan bahwa peningkatan jumlah kecelakaan menjadi lebih tinggi dari tahun sebelumnya (BPS, 2019).
PT. Sumber Mas Indah Plywood adalah perusahaan swasta yang berlokasi di Jl. Kapten Darmo Sugondo No. 99, Ds. Karang Kering, Kecamatan Kebomas, Kabupaten Gresik. Perusahaan tersebut bergerak dibidang produksi pengolahan kayu lapis dengan standar kualitas tinggi yang didukung oleh sumber daya manusia yang kompeten di bidangnya yang berjumlah kurang lebih 1700 personil serta mesin-mesin yang berteknologi tinggi guna memperoleh produk yang berkualitas serta menjaga efisiensi dan efektifitas kerja. Adapun produk yang dihasilkan oleh industri ini yaitu Overlay Plywood, Laminated Board, Lumber Core, Bare Core, LVL, LVB, Scarf Jointed Plywood dan Floor Base Panel.
PT. Sumber Mas Indah Plywood dapat dinilai sebagai perusahaan yang sukses ditandai dengan penghasilan produk yang berorientasi ekspor dengan kapasitas produksi lebih dari 7.000 m3/bulan dengan customer dari negara jepang, belanda, amerika serikat, hongkong, dan sebagainya.
Dimana dengan adanya tingkat permintaan yang sudah menyebar ke berbagai negara tersebut maka perusahaan harus selalu memperbaiki kualitas produk yang dihasilkan. Semakin tinggi tingkat produktivitas suatu perusahaan maka akan semakin besar bahaya atau risiko kerja yang akan ditimbulkan (Koreawan & Basuki, 2019). Sehingga tidak menutup kemungkinan perusahaan tersebut seringkali menghadapi masalah dalam menjalankan kegiatan operasional. Hal ini dikarenakan adanya interaksi antara manusia dengan peralatan teknologi maju yang tidak semua kegiatan dinilai akan selalu dapat berjalan dengan lancar. Maka dari itu peran kinerja sumber daya manusia di perusahaan tersebut tidak bisa terlepas dari bahaya kecelakaan kerja. Dampak dari kecelakaan kerja yaitu pekerja akan mengalami cidera ringan, berat hingga kematian dalam kurun waktu tertentu.
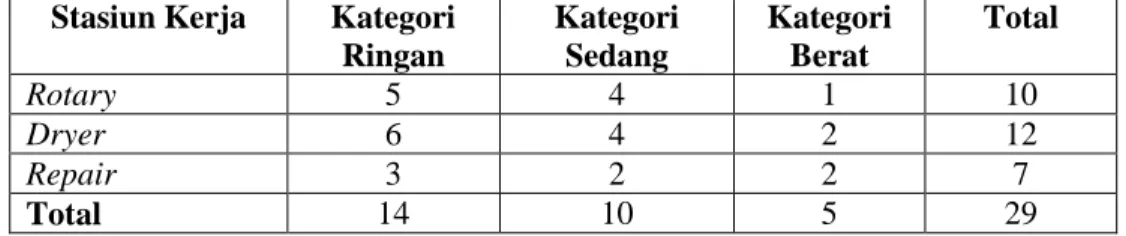
Berdasarkan hasil observasi yang dilakukan penulis di PT Sumber Indah Polywood diperoleh informasi bahwa di perusahaan tersebut tingkat kecelakaan kerja masih cukup tinggi baik itu jenis kecelakaan ringan maupun kecelakaan berat. Data laporan di PT Sumber Indah Polywood pada periode Januari hingga Desember 2020 setidaknya tercatat sudah terjadi kecelakaan sebanyak 29 kali dengan jenis kecelakaan ringan, kecelakaan sedang dan kecelakaan berat. Dampak dari kecelakaan kerja menimbulkan kerugian tambahan biaya untuk pekerja yang terluka, memperbaiki produk yang cacat dan waktu pengerjaan yang hilang akibat kecelakaan kerja yang terjadi. Berikut rincian data kasus kecelekaan kerja yang terjadi di PT Sumber Indah Polywood.
Tabel 1. Jenis Kecelakaan Kerja Periode Januari Hingga Desember 2020 Stasiun Kerja Kategori
Ringan
Kategori Sedang
Kategori Berat
Total
Rotary 5 4 1 10
Dryer 6 4 2 12
Repair 3 2 2 7
Total 14 10 5 29
Sumber : Data History PT Sumber Indah Polywood
Berdasarkan hasil obervasi lebih lanjut dan wawancara dengan sejumlah karyawan maupun supervisor didapatkan informasi bahwa penyebab kecelakaan yang terjadi diperusahaan tersebut
ISSN : 2540-8389
disebabkan oleh beberapa faktor diantarannya adalah pekerja tidak menggunakan alat pelindung diri saat bekerja, peralatan kerja yang tidak aman dan lingkungan kerja yang kurang nyaman seperti banyak serbuk dan serutan kayu yang jatuh hingga beterbangan. Dari banyaknya kasus kecelakaan kerja yang terjadi juga disebabkan oleh kurangnya perhatian dari pihak perusahaan dan kesadaran dari pekerja mengenai keselamatan dan kesehatan kerja. Adapun dari kecelakaan kerja yang terjadi di PT Sumber Indah Polywood berdampak terhadap kesehatan pekerja seperti tangan berdarah, mata merah, kaki keseleo dan kehilangan kesadaran. Akibat dari kecelakaan tersebut 2 pekerja mengalami cidera sedang, 18 cidera ringan, dan 9 cidera ringan. Seiring dengan banyaknya kasus kecelakaan kerja yang terjadi di PT Sumber Indah Polywood dapat di indikasi bahwa penerapan keselamatan dan kesehatan kerja masih belum baik sehingga perlu dilakukan analisis guna mengetahui faktor-faktor yang menimbulkan risiko kecelakaan kerja dapat terjadi.Adapun terdapat penelitian yang dilakukan oleh (Hartanto, 2018) untuk mengurangi tingkat kecelakaan kerja dengan metode HIRARC. Hasil penelitian ini dapat mengendalikan risiko kejadian terjadinya kecelakaan kerja (Hartanto, 2018). Dari hasil penelitian tersebut juga menyatakan bahwa Metode HIRARC ini selain mengendalikan risiko kecelakaan namun juga diperoleh informasi faktor yang detail penyebab kecelakaan sehingga dapat dikendalikan lebih maksimal. Menurut (Mayadilanuari, 2020) penerapan dari metode HIRARC memiliki beberapa keungulan yaitu karena pendekatan dalam menyelesaikan masalah mudah dipahami dan dapat diterapkan pada pekerjaan atau proses atau prosedur kerja yang berubah-ubah, dimana hasil dari analisis tersebut dapat digunakan untuk melatih pekerja baru dan dijadikan bahan audit perusahaan.
Sesuai penjelasan latar belakang permasalahan dan kondisi di PT Sumber Indah Polywood, untuk mengetahui faktor-faktor yang menimbulkan risiko kecelakaan kerja terjadi dan menilai penerapan K3 dengan baik maka peneliti melakukan suatu penelitian dengan penedekatan metode HIRARC. Metode Hazard Identification Risk Assessment and Risk Control (HIRARC) merupakan rangkaian proses identifikasi bahaya dalam aktivitas rutin dan non rutin untuk pencegahan, pengurangan dan pengendalian potensi terjadinya kecelakaan kerja secara tepat dan aman (Sari et al., 2017; Smarandana et al., 2021). Identifikasi bahaya, penilaian risiko dan pengendaliannya merupakan bagian dari sistem manajemen risiko yang merupakan dasar dari Sistem Manajemen Kesehatan dan Keselamatan Kerja (SMK3) (Ramadhan, 2017). Tujuan dari penelitian ini adalah untuk melakukan suatu proses analisis yang terdiri dari identifikasi bahaya (hazard identification), penilaian risiko (risk assessment) dan pengendalian risiko menggunakan metode HIRARC, dimana dari hasil analisis tersebut digunakan untuk melakukan mitigasi risiko serta mengurangi tingkat kecelakaan kerja di PT Sumber Indah Plywood.
Keselamatan dan Kesehatan Kerja
Keselamatan dan kesehatan kerja (K3) didefinisikan sebagai suatu usaha untuk perlindungan bagi tenaga kerja dalam melakukan aktivitas pekerjaan sehingga terjamin kesehatan dan keselamatan dan untuk mencapai zero accident (Giananta et al., 2020). Usaha perlindungan terhadap pekerja dilakukan terhadap beberapa aspek seperti fisik pekerja, finance, mental dan kondisi sosisal pekerja di perusahaan industri maupun jasa (HM, 2021). Berdasarkan undang- undang ketenagakerjaan No.13 Tahun 2003 pasal 87 menyatakan bahwa setiap perusahaan wajib menerapkan sistem manajemen keselamatan dan kesehatan kerja yang terintegrasi dengan baik dengan sistem manajemen dari perusahaan (Afredo & Tarigan, 2021).
Hazard Identification Risk Assesment And Risk Control (HIRARC)
Metode HIRARC merupakan salah satu persyaratan dalam penerapan Sistem Manajemen Kesehatan dan Keselamatan Kerja (SMK3) (Giananta et al., 2020). Metode ini didefinisikan sebagai proses untuk mengidentifikasi dan evaluasi terhadap potensi bahaya di tempat kerja dengan metode yang ada yang berrtujuan untuk mengurangi hingga menghilangkan bahaya yangteridentifikasi (Ramdan & Supriyadi, 2017). Metode HIRARC membagi prosesnya menjadi 3 tahap yaitu mengidentifikasi jenis bahaya, melakukan penilaian risiko dan menentukan pengendalian dari risiko tersebut (Ghika Smarandana et al., 2021).
ISSN : 2540-8389
Identifikasi Bahaya (Hazard Identification)Bahaya adalah suatu potensi penyebab terjadinya insiden yang berakibat pada kerugian (ILO, 2018). Identifikasi bahaya didefinisikan sebagai suatu proses mengetahui adanya bahaya dalam suatu aktivitas kerja sehingga penyebab dan dampaknya dapat diatasi dengan baik (Hartanto, 2018). Sumber bahay dapat dibagi menjadi 5 faktor bagian yaitu man, methode, material, machine dan environment (Giananta et al., 2020).
Penilaian Risiko (Risk Assesment)
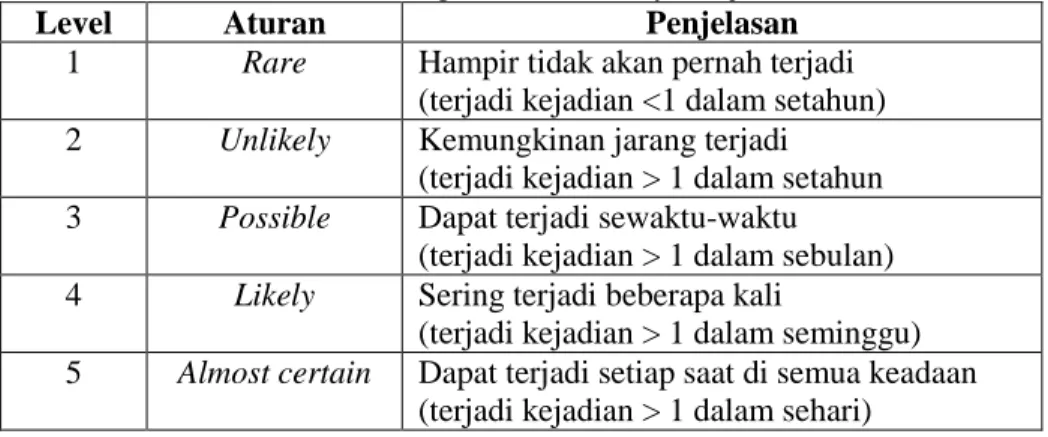
Penilaian risiko didefinisikan sebagai suatu proses penilaian untuk menentukan prioritas pengendalian terhadap potensi tingkat risiko kecelakaan kerja (Alfaret, 2021). Risk assessment memiliki tujuan untuk melakukan kontrol terhadap risiko dari proses, operasi dan aktivitas yang dilakukan pekerja berada pada tingkat yang dapat diterima (Koreawan & Basuki, 2019). Adapun risk assesment diukur berdasarkan nilai likelihood menunjukkan seberapa mungkin munculnya kejadian dan nilai consequency menunjukkan dampak yang ditimbulkan. Adapun keterangan skala penilaian likelihood dan consequency mengikuti standar (Australia Standard, 2004) yang ada pada tabel berikut ini.
Tabel 2. Skala Ukur Kemungkinan Munculnya Kejadian (Likelihood)
Level Aturan Penjelasan
1 Rare Hampir tidak akan pernah terjadi (terjadi kejadian <1 dalam setahun) 2 Unlikely Kemungkinan jarang terjadi
(terjadi kejadian > 1 dalam setahun 3 Possible Dapat terjadi sewaktu-waktu
(terjadi kejadian > 1 dalam sebulan) 4 Likely Sering terjadi beberapa kali
(terjadi kejadian > 1 dalam seminggu) 5 Almost certain Dapat terjadi setiap saat di semua keadaan
(terjadi kejadian > 1 dalam sehari) Sumber : (Australia Standard, 2004)
Tabel 3. Skala Ukur Dampak Yang Ditimbulkan (Consequency)
Level Aturan Penjelasan
1 Insignificant Tidak ada cidera
(kerugian dibawah $100)
2 Minor Membutuhkan perawatan P3K/cidera ringan (kerugian antara $100 - $1.000)
3 Moderate Membutuhkan perawatan medis/cidera sedang (kerugian antara $1.000 - $10.000)
4 Major Membutuhkan pengobatan medis/cidera berat (kerugian antara $10.000 - $50.000)
5 Catastrophic Menimbulkan korban jiwa/cidera fatal (kerugian diatas $50.000)
Sumber : (Australia Standard, 2004)
Setelah diketahui nilai dari likelihood dan consequency maka hasil nilai tersebut digunakan untuk menentukan risk rating yangada dalam tabel risiko (risk matrix) (Afredo & Tarigan, 2021).
Untuk mengklasifikasikan level dari tingkat risiko bahaya dapat menggunakan risk matrix yang mengikuti standar (Australia Standard, 2004) yang ada pada tabel berikut ini.
Tabel 4. Risk Matrix
Likelihood Consequency
Insignificant Minor Moderate Major Catastrophic
Almost certain H H E E E
ISSN : 2540-8389
Likely M H H E E
Possible L M H E E
Unlikely L L M H E
Rare L L M H H
Sumber : (Australia Standard, 2004) Keterangan simbol :
E = extreme risk H = high risk M = moderate risk L = low risk
Pengendalian Risiko (Risk Control)
Pengendalian risiko merupakan cara mengatasi potensi bahaya yang terjadi di tempat kerja dengan menentukan skala prioritas terlebih dahulu dalam pemilihan pengendalian atau yang disebut hirarki pengendalian risiko (Siska, 2018). Hirarki pengendalian risiko merupakan tindakan untuk mengurangi risiko kecelakaan kerja melalui tahapan eliminasi, substitusi, engineering control, administrative control dan alat pelindung diri (Alfatiyah, 2017).
METODE PENELITIAN
Jenis penelitian ini menggunakan studi kuantitatif dengan pendekatan deskriptif yang ditujukan untuk memperoleh informasi lebih dengan adanya penerapan metode HIRARC. Pada penelitian ini fokus menggambarkan penerapan dalam proses mengidentifikasi risiko, penilaian risiko dan pengendalian risiko yang bertujuan untuk upaya meminimalisir angka kecelakaan kerja di PT Sumber Indah Polywood.
Lokasi Penelitian
Penelitian dilakukan di PT Sumber Indah Polywood yang merupakan perusahaan swasta dengan kepemilikan bisnis keluarga yang berdiri sejak tahun 1976 dengan luas lahan 219.842 m2 atau 21,98 Ha bertempat Jl. Kapten Darmo Sugondo No. 99, Ds. Karang Kering, Kecamatan Kebomas, Kabupaten Gresik.
Jenis dan Sumber Data
Data yang dibutuhkan dalam penelitian ini terdiri dari dua jenis data, yaitu: data primer dan data sekunder. Untuk data sekunder diperlukan utruk mendukung kevalidan data yang digunakan dalam penelitian ini. Adapun untuk data primer didapatkan dari pengamatan secara langsung di tempat kerja dan penyebaran kuesioner dengan menggunakan skala likert yag disebarkan kepada karyawan di perusahaan tersebut. Skala ini digunakan untuk mengukur variabel penelitian mengenai kondisi yang ada termasuk dalam kategori mulai dari sangat kurang, kurang, cukup, bagus, sangat bagus. Adapun kategori skala likert seperti tabel dibawah ini:
Tabel 5. Skala Likert
Kategori Skor
Sangat Kurang 1
Kurang 2
Cukup 3
Bagus 4
Sangat Bagus 5
Subyek Penelitian
Subyek dalam peneliti yang dilakukan di PT Sumber Indah Polywood meliputi karyawan di lapangan dan supervisor. Jumlah populasi yang ada sebanyak 1700 karyawan. Namun dalam
ISSN : 2540-8389
sampel penelitian ini sebanyak 28 karyawan dan 2 orang supervisor sehingga total sampel penelitian yaitu 30 orang karyawan.Rancangan Kegiatan
Adapun tahapan penelitian yang dilakukan oleh penulis sebagai berikut : Langkah 1 : Studi lapangan di PT Sumber Indah Polywood
Langkah 2 : Pengumpulan data history kecelakaan kerja
Langkah 3 : Wawancara dengan karyawan dan supervisor terkait proses pekerjaan dan kecelakaan kerja yang sering terjadi
Langkah 4 : Penyebaran kuisioner untuk mendapatkan nilai likelihood dan consequency Langkah 5 : Mengklasifikasikan potensi bahaya menggunakan skala risiko
Langkah 6 : Analisis potensi bahaya
Langkah 7 : Memberikan usulan kebijakan aturan tindakan yang harus dilakukan untuk mengurangi potensi bahaya
HASIL DAN PEMBAHASAN
Analisis yang dilakukan pada sub bab ini didapatkan dari hasil observasi, wawancara dan penyebaran kuisioner terhadap sampel penelitian yang sudah ditentukan oleh penulis. Hasil yang didapatkan berupa rincian aktivitas kerja, faktor bahaya yang ada di PT Sumber Indah Plywood.
Adapun hasil identifikasi bahaya potensi bahaya hasil sebagai berikut : Hazard Identification (Identifikasi Bahaya)
Hasil analisis tahap identifikasi masalah tentang potensi bahaya kerja di PT Sumber Indah Plywood diperoleh data sebagai berikut.
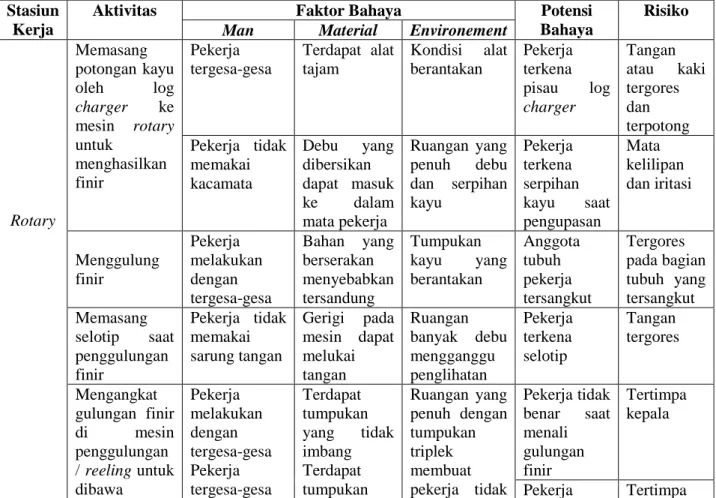
Tabel 6. Identifikasi Bahaya Di PT Sumber Indah Plywood Stasiun
Kerja
Aktivitas Faktor Bahaya Potensi
Bahaya
Risiko Man Material Environement
Rotary
Memasang potongan kayu oleh log charger ke mesin rotary untuk
menghasilkan finir
Pekerja tergesa-gesa
Terdapat alat tajam
Kondisi alat berantakan
Pekerja terkena pisau log charger
Tangan atau kaki tergores dan terpotong Pekerja tidak
memakai kacamata
Debu yang dibersikan dapat masuk ke dalam mata pekerja
Ruangan yang penuh debu dan serpihan kayu
Pekerja terkena serpihan kayu saat pengupasan
Mata kelilipan dan iritasi
Menggulung finir
Pekerja melakukan dengan tergesa-gesa
Bahan yang berserakan menyebabkan tersandung
Tumpukan kayu yang berantakan
Anggota tubuh pekerja tersangkut
Tergores pada bagian tubuh yang tersangkut Memasang
selotip saat penggulungan finir
Pekerja tidak memakai sarung tangan
Gerigi pada mesin dapat melukai tangan
Ruangan banyak debu mengganggu penglihatan
Pekerja terkena selotip
Tangan tergores
Mengangkat gulungan finir di mesin penggulungan / reeling untuk dibawa
Pekerja melakukan dengan tergesa-gesa Pekerja tergesa-gesa
Terdapat tumpukan yang tidak imbang Terdapat tumpukan
Ruangan yang penuh dengan tumpukan triplek membuat pekerja tidak
Pekerja tidak benar saat menali gulungan finir
Tertimpa kepala
Pekerja Tertimpa
ISSN : 2540-8389
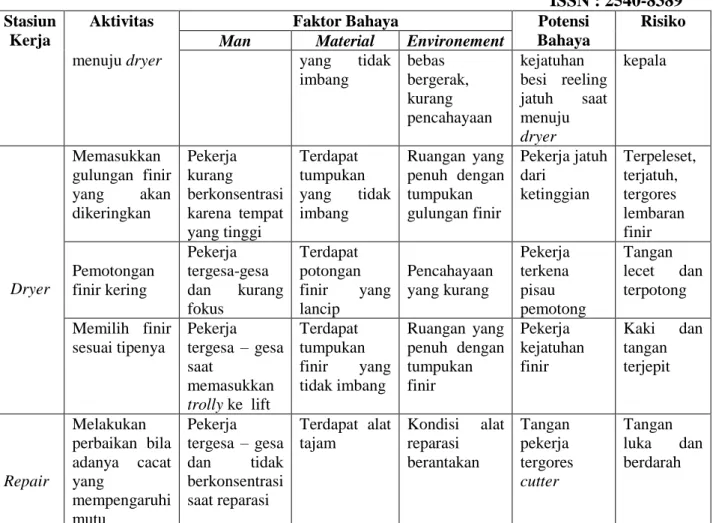
StasiunKerja
Aktivitas Faktor Bahaya Potensi
Bahaya
Risiko Man Material Environement
menuju dryer yang tidak
imbang
bebas bergerak, kurang pencahayaan
kejatuhan besi reeling jatuh saat menuju dryer
kepala
Dryer
Memasukkan gulungan finir yang akan dikeringkan
Pekerja kurang berkonsentrasi karena tempat yang tinggi
Terdapat tumpukan yang tidak imbang
Ruangan yang penuh dengan tumpukan gulungan finir
Pekerja jatuh dari
ketinggian
Terpeleset, terjatuh, tergores lembaran finir Pemotongan
finir kering
Pekerja tergesa-gesa dan kurang fokus
Terdapat potongan finir yang lancip
Pencahayaan yang kurang
Pekerja terkena pisau pemotong
Tangan lecet dan terpotong Memilih finir
sesuai tipenya
Pekerja tergesa – gesa saat
memasukkan trolly ke lift
Terdapat tumpukan finir yang tidak imbang
Ruangan yang penuh dengan tumpukan finir
Pekerja kejatuhan finir
Kaki dan tangan terjepit
Repair
Melakukan perbaikan bila adanya cacat yang
mempengaruhi mutu
Pekerja tergesa – gesa dan tidak berkonsentrasi saat reparasi
Terdapat alat tajam
Kondisi alat reparasi berantakan
Tangan pekerja tergores cutter
Tangan luka dan berdarah
Sumber : Hasil observasi dan wawancara (2021)
Berdasarkan penjelasan di Tabel 1 didapatkan hasil identifikasi bahaya di PT Sumber Indah Plywood di 3 stasiun kerja yaitu rotary, dryer dan repair. Pada stasiun rotary di identifikasi terdapat 3 aktivitas kerja, pada stasiun stasiun dryer di identifikasi terdapat 3 aktivitas kerja dan pada stasiun repair terdapat 5 aktivitas kerja. Dari beberapa aktivitas kerja yang ada ditentukan berdasarkan 3 faktor bahaya yaitu manusia, material dan lingkungan.
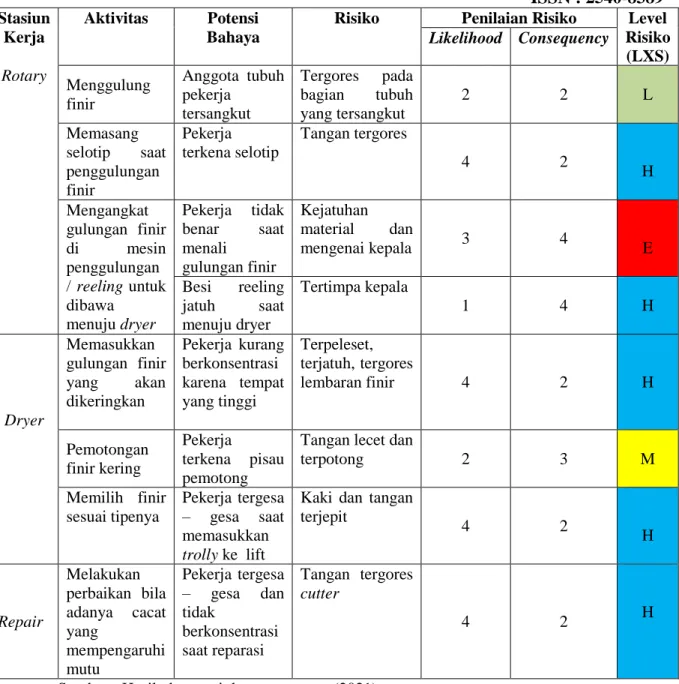
Risk Assesment (Penilaian Risiko)
Risk asessment ini bertujuan untuk memberikan penilaian terhadap risiko kecelakaan kerja yang dapat terjadi dan akibat yang ditimbulkan. Pengisian nilai likelihood dan consewuency diperoleh dengan cara penyebaran kuisioner kepada karyawan yang menjadi sampel penelitian yaitu sejumlah 30 orang yang dipilih secara acak dari 3 jenis stasiun. Adapun hasil peenlitian sebagai berikut.
Tabel 7. Identifikasi Bahaya Di PT Sumber Indah Plywood Stasiun
Kerja
Aktivitas Potensi Bahaya
Risiko Penilaian Risiko Level Risiko (LXS) Likelihood Consequency
Memasang potongan kayu oleh log charger ke mesin rotary untuk
menghasilkan finir
Pekerja
terkena pisau log charger
Tangan atau kaki tergores dan terpotong
2 3 M
Pekerja terkena
serpihan kayu saat
pengupasan
Mata kelilipan dan iritasi
4 2 H
ISSN : 2540-8389
StasiunKerja
Aktivitas Potensi Bahaya
Risiko Penilaian Risiko Level Risiko (LXS) Likelihood Consequency
Rotary
Menggulung finir
Anggota tubuh pekerja
tersangkut
Tergores pada bagian tubuh yang tersangkut
2 2 L
Memasang selotip saat penggulungan finir
Pekerja terkena selotip
Tangan tergores
4 2
H Mengangkat
gulungan finir di mesin penggulungan / reeling untuk dibawa
menuju dryer
Pekerja tidak benar saat menali
gulungan finir
Kejatuhan material dan
mengenai kepala 3 4
E Besi reeling
jatuh saat menuju dryer
Tertimpa kepala
1 4 H
Dryer
Memasukkan gulungan finir yang akan dikeringkan
Pekerja kurang berkonsentrasi karena tempat yang tinggi
Terpeleset, terjatuh, tergores
lembaran finir 4 2 H
Pemotongan finir kering
Pekerja
terkena pisau pemotong
Tangan lecet dan
terpotong 2 3 M
Memilih finir sesuai tipenya
Pekerja tergesa – gesa saat memasukkan trolly ke lift
Kaki dan tangan terjepit
4 2
H
Repair
Melakukan perbaikan bila adanya cacat yang
mempengaruhi mutu
Pekerja tergesa – gesa dan tidak
berkonsentrasi saat reparasi
Tangan tergores cutter
4 2 H
Sumber : Hasil observasi dan wawancara (2021)
Dari penilaian risiko yang ada di Tabel 7 maka dapat dideskripsikan sebagai berikut tingkat potensi bahaya kerja di PT Sumber Indah Polywood.
Table 8. Deskripsi Kriteria Tingkat Potensi Bahaya
No Kriteria Frekuensi Persentase (%)
1 Extreme Risk 1 10 %
2 High Risk 6 60 %
3 Moderate Risk 2 20 %
4 Low Risk 1 10 %
Jumlah 10 100 %
Sumber : Data Diolah (2021)
Berdasarkan penjelasan yang ada pada Tabel 7 dan data pada Tabel 8 diketahui bahwa terdapat 10 potensi bahaya yang ada di 3 stasiun kerja di PT Sumber Indah Plywood. Dari beberapa potensi bahaya tersebut telah ditetapkan level skornya. Adapun terdapat 1 potensi bahaya yang termasuk dalam kategori level risiko extreme yaitu pada aktivitas Mengangkat gulungan finir di mesin penggulungan / reeling untuk dibawa menuju dryer di stasiun kerja rotary dengan risiko
ISSN : 2540-8389
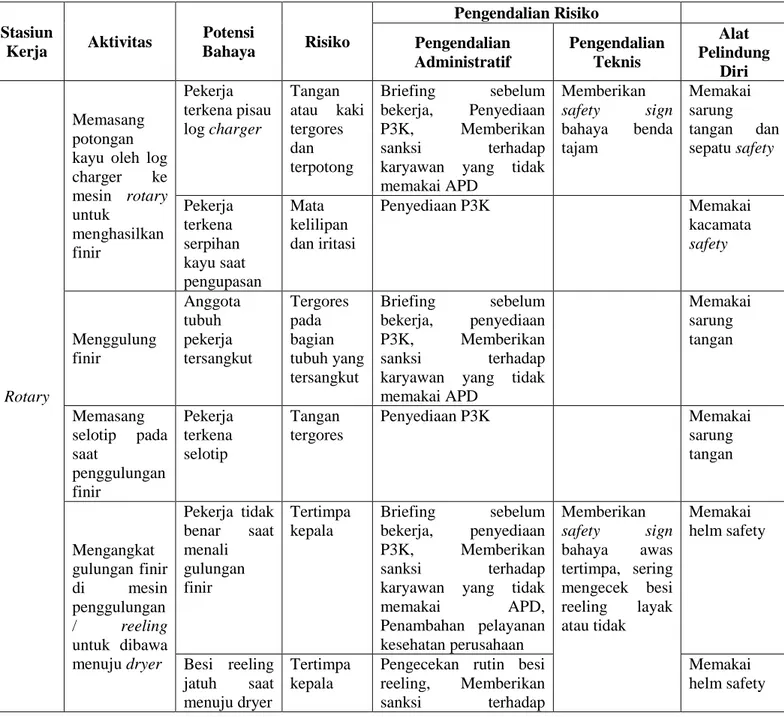
yaitu Kejatuhan material dan mengenai kepala. Terdapat 6 potensi bahaya yang termasuk dalam kategori level risiko high, 2 potensi bahaya termasuk dalam kategori level risiko moderate dan 1 potensi bahaya termasuk dalam kategori level risiko low. Adapun untuk aktivitas kerja yang memiliki potensi bahaya dengan kategori level risiko extreme dan high harus segera dilakukan suatu pengendalian risiko sehingga tingkat kecelakaan kerja dapat diminimalisir dengan baik.Risk Control (Pengendalian Risiko)
Risk control ini bertujuan untuk mengurangi, meminimalisir serta menghilangkan risiko yang ditimbulkan dari kecelakaan kerja. Potensi bahaya kerja yang ada di PT Sumber Indah Plywood perlu dilakukan identifikasi lebih lanjut terlebih aktivitas kerja yang memiliki kategori level tinggi agar bahaya tersebut dapat diketahui penyebab dari potensi bahaya kerja tersebut.
Bahaya potensi kerja harus diidentifikasi secara keseluruhan agar tingkat kecelakaan kerja berkurang bahkan tidak ada sehingga pengendalian resiko harus tetap dilakukan pada semua potensi bahaya kerja yang ada. Adapun hasil dari pengendalian risiko ini dapat dijadikan suatu rekomendasi terhadap perusahaan.
Tabel 9 Risk Control Stasiun
Kerja Aktivitas Potensi
Bahaya Risiko
Pengendalian Risiko Pengendalian
Administratif
Pengendalian Teknis
Alat Pelindung
Diri
Rotary
Memasang potongan kayu oleh log charger ke mesin rotary untuk
menghasilkan finir
Pekerja terkena pisau log charger
Tangan atau kaki tergores dan terpotong
Briefing sebelum bekerja, Penyediaan P3K, Memberikan sanksi terhadap karyawan yang tidak memakai APD
Memberikan safety sign bahaya benda tajam
Memakai sarung tangan dan sepatu safety
Pekerja terkena serpihan kayu saat pengupasan
Mata kelilipan dan iritasi
Penyediaan P3K Memakai
kacamata safety
Menggulung finir
Anggota tubuh pekerja tersangkut
Tergores pada bagian tubuh yang tersangkut
Briefing sebelum bekerja, penyediaan P3K, Memberikan sanksi terhadap karyawan yang tidak memakai APD
Memakai sarung tangan
Memasang selotip pada saat
penggulungan finir
Pekerja terkena selotip
Tangan tergores
Penyediaan P3K Memakai
sarung tangan
Mengangkat gulungan finir di mesin penggulungan / reeling untuk dibawa menuju dryer
Pekerja tidak benar saat menali gulungan finir
Tertimpa kepala
Briefing sebelum bekerja, penyediaan P3K, Memberikan sanksi terhadap karyawan yang tidak
memakai APD,
Penambahan pelayanan kesehatan perusahaan
Memberikan safety sign bahaya awas tertimpa, sering mengecek besi reeling layak atau tidak
Memakai helm safety
Besi reeling jatuh saat menuju dryer
Tertimpa kepala
Pengecekan rutin besi reeling, Memberikan sanksi terhadap
Memakai helm safety
ISSN : 2540-8389
karyawan yang tidakmemakai APD
Dryer
Memasukkan gulungan finir yang akan dikeringkan
Pekerja kurang berkonsentra si karena tempat yang tinggi
Terpeleset, terjatuh, tergores lembaran finir
Briefing sebelum bekerja, penyediaan P3K, memberikan sanksi terhadap karyawan yang tidak memakai APD
Memberikan safety sign bahaya
ketinggian
Memakai sarung tangan, sepatu safety
Pemotongan finir kering
Pekerja terkena pisau pemotong
Tangan lecet dan terpotong
Penyediaan P3K, memberi sanksi terhadap karyawan yang tidak memakai APD
Memberikan safety sign bahaya benda tajam
Memakai sarung tangan Memilih finir
sesuai tipenya
Pekerja tergesa – gesa saat memasukkan trolly
kedalam lift tempat trolly
Kaki dan tangan terjepit
Briefing sebelum bekerja, penyediaan P3K, memberikan sanksi terhadap karyawan yang tidak memakai APD
Memberikan safety sign bahaya terjepit
Memakai sarung tangan, memakai pelindung kepala dan pelindung pakaian
Repair
Melakukan perbaikan bila dijumpai adanya cacat yang
mempengaruh i mutu
Pekerja tergesa – gesa dan tidak
konsentrasi saat reparasi
Tangan tergores cutter
Briefing sebelum bekerja, penyediaan P3K, memberikan sanksi terhadap karyawan yang tidak memakai APD
Memakai sarung tangan, memakai pelindung kepala dan pelindung pakaian Sumber : Hasil observasi dan wawancara (2021)
KESIMPULAN
Berdasarkan hasil penelitian yang telah dilakukan oleh penulis dapat ditarik kesimpulan bahwa di PT Sumber Indah Plywood terdapat 3 stasiun kerja dalam melakukan suatu produksi kayu yaitu rotary, dryer dan repair. Adapun pada stasiun rotary terdapat 4 aktivitas kerja, pada stasiun dryer terdapat 3 aktivitas kerja dan pada stasiun repair terdapat 1 aktivitas kerja. Dari beberapa aktivitas kerja yang ada ditentukan berdasarkan 3 faktor bahaya yaitu manusia, material dan lingkungan. Hasil dari identifikasi potensi bahaya menggunakan metode HIRARC teridentifikasi terdapat 10 potensi bahaya, dimana terdapat 1 potensi bahaya yang termasuk dalam kategori level risiko extreme, 6 potensi bahaya yang termasuk dalam kategori level risiko high, 2 potensi bahaya termasuk dalam kategori level risiko moderate dan 1 potensi bahaya termasuk dalam kategori level risiko low.
Terdapat beberapa saran yang dapat dijadikan bahan pertimbangan bagi perusahaan sehingga dapat mengurangi tingkat kecelakaan kerja yang tinggi yaitu pada aktivitas kerja Mengangkat gulungan finir di mesin penggulungan / reeling untuk dibawa menuju dryer di stasiun kerja rotary dengan potensi bahaya yaitu pekerja tidak benar saat menali gulungan finir sehingga pekerja kejatuhan material dan mengenai kepala yang memiliki level risiko tertinggi, maka sebaiknya dilakukan pengawasan terhadap kinerja pekerja dan selalu melakukan pengecekan rutin terhadap seluruh mesin yang ada agar tidak terjadi kecelakaan kerja pada area tersebut. Saran untuk penelitian selanjutnya yaitu perlu dilakukan penelitian dengan metode yang berbeda misalnya dengan metode Fault Tree Analysis (FTA), pengembangan instrumen yang ada dan menambah jumlah informan yang diwawancarai sehingga hasil penelitian lanjutan dapat lebih terperinci.
ISSN : 2540-8389 DAFTAR PUSTAKA
Afredo, L. W., & Tarigan, U. P. P. B. (2021). Analisis Resiko Kecelakaan Kerja di CV. Jati Jepara Furniture dengan Metode HIRARC (Hazard Identification Risk Assessment and Risk Control). JURITI PRIMA (Junal Ilmiah Teknik Industri Prima), 4(2), 30–37.
Alfaret, D. (2021). Analisis Resiko Keselamatan Kerja Dengan Metode Hirarc ( Hazard Identification , Risk Assessment , And Risk Control ) di Tambang Bawah Tanah PT . Nusa Alam Lestari , Desa Salak , Kecamatan Talawi , Kota. Jurnal Bina Tambang, 6(4), 1–12.
Alfatiyah, R. (2017). Analisis Manajemen Risiko Keselamatan dan Kesehatan Kerja dengan Menggunakan Metode HIRARC pada Pekerja Seksi Casting. Jurnal Mesin Teknologi (SINTEK Jurnal), 11(2), 88–101.
Australia Standard. (2004). Standard Australia Licence 2004. As/Nzs 4360:2004, 52.
http://www.epsonet.eu/mediapool/72/723588/data/2017/AS_NZS_4360- 1999_Risk_management.pdf
BPS. (2019). Badan Penyelenggara Jaminan Sosial Ketenagakerjaan. BPS.
Ghika Smarandana, Ade Momon, & Jauhari Arifin. (2021). Penilaian Risiko K3 pada Proses Pabrikasi Menggunakan Metode Hazard Identification, Risk Assessment and Risk Control (HIRARC). Jurnal INTECH Teknik Industri Universitas Serang Raya, 7(1), 56–62.
https://doi.org/10.30656/intech.v7i1.2709
Giananta, P., Hutabarat, J., & Soemanto. (2020). Analisa Potensi Bahaya Dan Perbaikan Sistem Keselamatan dan Kesehatan Kerja Menggunakan Metode HIRARC Di PT. Boma Bisma Indra. Jurnal Valtech (Jurnal Mahasiswa Teknik Industri), 3(2), 106–110.
Hartanto. (2018). Hazard Identification Berdasarkan OHSAS 18001:2007 di Universitas X. Tirta, 6(2), 357–362.
HM, G. B. (2021). Analisis Risiko K3 Dengan Pendekatan HIRARC ( Hazard Identification , Risk Assesment And Risk Control ) Pada Bagian Finishing di PT Symgreen. Seminar Nasional Sains Dan Teknologi Terapan IX 2021, ISSN 2685-6875, 420–426.
ILO. (2018). Keselamatan dan Kesehatan Kerja: “Manajemen dan Implementasi K3 di Tempat Kerja. BSI standart publikasi.
Koreawan, O. A., & Basuki, M. (2019). Identifikasi Bahaya Bekerja Dengan Pendekatan Hazard Identification, Risk Assessment And Risk Control (Hirarc) di Pt Prima Alloy Steel Universal.
Seminar Nasional Inovasi Dan Aplikasi Teknologi Di Industri, 5(1), 161–165.
https://ejournal.itn.ac.id/index.php/seniati/article/view/2213
Mayadilanuari, A. M. (2020). Penggunaan HIRARC dalam Identifikasi Bahaya dan Penilaian Risiko pada Pekerjaan Bongkar Muat. Higeia Journal of Public Health Research and
Development, 4(2), 504–512.
https://journal.unnes.ac.id/sju/index.php/higeia/article/view/30908/15901
Ramadhan. (2017). Analisis Kesehatan dan Keselamatan Kerja (K3) Menggunakan Metode Hazard Identification Risk Assessment and Risk Control (HIRARC). Prosiding Seminar Nasional Riset Terapan.
Ramdan, F., & Supriyadi. (2017). Identifikasi Bahaya Dan Penilaian Risiko Pada Divisi Boiler Menggunakan Metode Hazard Identification Risk Assessment and Risk Control (Hirarc).
Journal of Industrial Hygiene and Occupational Health, 1(2), 161–178.
https://doi.org/10.21111/jihoh.v1i1.752
Sari, R. ., Syahputri, K., RIZKIA, L., & Siregar, I. (2017). Identification of Potential Hazard using Hazard Identification and Risk Assessment.
Siska, M. (2018). Analisis 5s dan Hirarc Pada Stasiun Kerja Rotary, Dryer dan Veneer Compouser di PT. Asia Forestama Raya Pekanbaru. Jurnal Teknik Industri: Jurnal Hasil Penelitian Dan Karya Ilmiah Dalam Bidang Teknik Industri, 4(1), 21. https://doi.org/10.24014/jti.v4i1.6144 Smarandana, G., Momon, A., & Arifin, J. (2021). Penilaian Risiko K3 Pada Proses Pabrikasi
Menggunakan Metode Hazard Identification, Risk Assessment And Risk Control (HIRARC).
Jurnal INTECH Teknik Industri Universitas Serang Raya, 7(1).
Sumakmur. (2014). Keselamatan Kerja dan Pencegahan Kecelakaan. Toko Gunung Agung.
Tarwaka. (2014). Keselamatan dan Kesehatan Kerja: “Manajemen dan Implementasi K3 di Tempat Kerja. Harapan Press.
ISSN : 2540-8389
Triwati, I. (2021). Manajemen Risiko di PT. Maruki Internasional Indonesia Makassar (HIRARC).Dewantara J. Tech, 02(01), 35–41.