BAB III METODOLOGI PENELITI
3.1 Diagram Alir Penelitian
Melakukan Uji Impact Melakukan Uji Impact Melakukan Uji Impact
Analisa Dan Pembahasaan
Kesimpulaan
Selesai
Persiapan Bahan Stainless Steel 316
Pemotongan Bahan Stainless steel 316
Pemotongan sudut kampuh 60°
Pengelasaan SMAW
Las 70 A Las 80 A Las 90 A
Pembuntukan spesimen UJI
Quencing Oli dan Air Quencing Oli dan Air
Pembuntukan spesimen UJI
Pembuntukan spesimen UJI Quencing Oli dan Air
START
Metode Penelitian
Metode penelitian adalah cara dalam penelitian agar dapat melakukan penelitian dan hasil untuk dapat dipertanggung jawabkan secara ilmiah. Penelitian ini menggunakan metode eksperimen agar dapat mencari sebab dan akibat faktor- faktor yang berpengaruh. Eksperimen dilakukan di Laboratorium Teknik Mesin Universitas Muhammadiyah Malang dengan kondisi dan peralataan yang ada, memperoleh data hasil pengelasaan SMAW terhadap harga Impact pada hasil sambungan las pada material stainless steel 316.
3.2 Jenis Penelitian
Penelitian yang digunakan adalah metode eksperimental, metode eksperimental (true experiment research) ialah suatu tindakaan percobaan yang menggunakan kajian literatur dan berbagai sumber jurnal yang terkait, digunakaan untuk menambah pengetahuan dan informasi yang diperluhkaan pada eksperimen atau percobaan tersebut.
3.3 Waktu dan Tempat Penelitian
Penelitian dilakuakan mulai bulan Febuari 2021. Pelaksanaannya adalah sebagai berikut:
1. Mesin las SMAW di bengkel sumber rejeki JL joyo sari no 48 .
2. Proses pengelasaan dilakukan di bengkel sumber rejeki JL joyo sari no 48.
3. Pembuatan bentuk spesimen sudut kampuh V di bengkel sumber rejeki JL joyo sari no 48.
3.4 Variabel Penelitian
Variabel penelitian merupakan obyek yang menjadi perhatian pada penelitian, variabel meliputi kuantitatif, variabel kuantitif adalah variabel yang terkait dengan angka dan jumlah. Penelitian ini berhubungan dengan variasi arus pengerasaan 70A, 80A, 90A. Variabel penelitian yang digunakaan untuk penelitian ini adalah:
3.5.1 Variabel bebas
Variabel bebas adalah variabel yang dapat di variasikaan dengan keinginan peneliti dan berpengaruh pada hasil penelitian :
1. Variasi 1: Penggunaan arus 70 ampere dengan pendinginan air.
2. Variasi 2: Penggunaan arus 70 ampere dengan pendinginan oli.
3. Variasi 3: Penggunaan arus 80 ampere dengan pendinginan air.
4. Variasi 4: Penggunaan arus 80 ampere dengan pendinginan oli.
5. Variasi 5: Penggunaan arus 90 ampere dengan pendinginan air.
6. Variasi 6: Penggunaan arus 90 ampere dengan pendinginan oli.
3.5.2 Variabel terikat
Variabel terikat adalah variabel yang tidak boleh mengalami perubahan dalam penelitian dan bersifat tetap yaitu Pengujian yang dilakukaan (Uji Impact).
3.5.3 Variabel terikontrol
Variabel terkontrol adalah variabel yang besarnya di tentukan dan nilainya tetap sama pada pengujian. Variabel terkontrol pada penelitian ini adalah:
1. Pengelasaan SMAW (Shield Metal Arc Welding).
2. Elektroda (NSN 308) diameter (2,5mm).
3. Kampuh V 60°.
3.5 Alat dan Bahan Peneltian
3.6.1 Persiapaan Alat
Alat yang disiapkan dalam penelitian ini:
1. Mesin las SMAW (Shield Metaal Arc Welding).
Gambar 3.1 Mesin las SMAW (Shield Metaal Arc Welding)
2. Mesin Frais
Gambar 3.2 Mesin Frais
3. Mesin Uji Impact (charpy)
Gambar 3.3 Mesin Uji Impact (charpy)
4. Jangka sorong
Gambar 3.4 Jangka sorong.
3.6.2 Persiapaan Bahan
Bahan yang disiapkan dalam penelitian ini
1. Stainless steel 316 dengan diameter panjang minimal 60mm lebar 10mm, dam ketebalaan 10mm.
Gambar 3.5 Stainless steel 316
2. Elektroda type NSN 316 dengan diameter 2,6mm.
Gambar 3.6 Elektroda type NSN 316
3. Evalube 2T Pro Synthetic LS
Gambar 3.7 Oli Evalube 2T
3.6 Langkah Kerja Penelitian
1.7.1 Pembentukaan Spesimen Stainless Steel 316
Pembentukaan spesimen uji dengan cara pemotongan sebagian material stainless steel menggunakan alat potong mesin hidrolis, untuk meminimalisir panas yang berpengaruh terhadap struktur mikro pada material.
1.7.2 Pembuataan Kampuh V
Pembuatan udut kampuh V dengan mengunakan mesin frais, untuk material dibutuhkan dengan panjang 60mm, lebar 10mm, ketebalaan 10mm. dan jumlah sebanyak 18 buah. Sebelum proses pengefraisan pada material pastikan material
yang dipasang pada ragum dalam keadaan kuat. Tahap selanjutnya atur mata pisau pengefraisan sudut 60°, saat proses pengfraisan dilakukaan yang harus diperhatikaan saat proses pengefraisan ialah mata pisau harus center dan lurus, agar hasil seperti yang diinginkan dengan sudut 60°.
1.7.3 Proses Pengelasaan
Proses pengelasaan menggunakaan las SMAW, langkah-langkah yang dilakukan pada proses pengelasaan adalah sebagai berikut :
1. Mempersiapkan mesin las SMAW (Shield Metal Arc Welding) dengan pemasangan polaritas.
2. Mempersiapkan spesimen uji yang akan dilas.
3. Pengelasaan mengunkan posisi 1G (mendatar).
4. Kampuh menggunkan jenis kampuh V tunggal, sengan sudut 60°.
5. Mempersiapkan elektroda khusus untuk material stainless steel 316 dengan diameter elektroda 2,5mm. Kabel penjepit negatif (-) mesin las di tempatkan dimaterial dasar kemudian kabel penjepit positif (+) dipasang elektroda, hidupkan mesin las. Proses pengelasaan dilakukan dengan cara menggoreskan elektroda pada permukaan benda kerja arahkan ujung elektroda ke benda kerja dengan sudut elektroda kurang lebih 70 derajat terhadap permukaan benda kerja. Turunkan ujung elektroda yang akan dinyalakan sehingga mencapai 30 mm di atas permukaan benda kerja.
6. Setelah pengelasaan selesai, dilakukan quencing dengan variasi pendingin yang berupa oli dan air.
1.7.4 Pembentukan takikkan
Pembentukaan takikkan menggunakaan mesin frais dengan langkah- langkah seperti berikut :
1. Mempersiapkan mesin frais.
2. Mempersiapkan spesimen uji yang akan di buat takikkan.
3. Menaruh spesime uji pada ragum yag ada di mesin frais
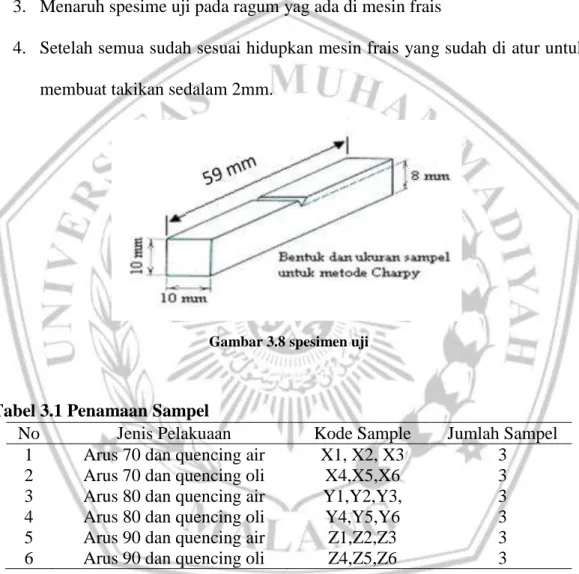
4. Setelah semua sudah sesuai hidupkan mesin frais yang sudah di atur untuk membuat takikan sedalam 2mm.
Gambar 3.8 spesimen uji
Tabel 3.1 Penamaan Sampel
No Jenis Pelakuaan Kode Sample Jumlah Sampel 1 Arus 70 dan quencing air X1, X2, X3 3
2 Arus 70 dan quencing oli X4,X5,X6 3
3 Arus 80 dan quencing air Y1,Y2,Y3, 3
4 Arus 80 dan quencing oli Y4,Y5,Y6 3
5 Arus 90 dan quencing air Z1,Z2,Z3 3
6 Arus 90 dan quencing oli Z4,Z5,Z6 3
3.7 Pelaksaan Pengujian Mekanik
Tempat dilaksanakanya pengujian dilakukan dilabratorium Universitas Muhammadiyah Malang.
3.8 Pengujian Impact
Pengujian Impact bertujuan untuk mendapatkan ketanguhaan akibat beban kejut pada spesimen uji, yang dilakukaan dengan menggunakan alat Impact jenis charpy. Sebelum pengujian sampel harus dikelompokaan berdasarkaan variabel yang telah ditentukaan pada penelitiaan ini. Tahap selnjutnya spesimen akan diletakaan dengan posisi mendatar, posisi takikkan yang dibuat harus membelakangi pendulum, posisi pendulum di atur sampai α = 90°. Pendulum dilepaskan pada sudut 90° sampai mengenai spesimen uji. Kemudian catat hasil dari perubhaannjarum pada alat uji Impact.
Prosedur pengujian ketangguhan Impact mepunyai langkah-langkah sebagai berikut :
1. Memastikaan mesin uji Impact dalam keadaan normal.
2. Mempersiapkan spesimen uji yang sudah dibuatkaan takikkan, sesuai dengan ukuran yang seharusnya.
3. Melakukaan pengjian satu persatu spesimen uji, dan mencatatnya.
4. Pengujian dengan langkah sebgai berikut :
Jarum skala yang berwarna merah atau penunjuk harga Impact pada posisi nol
Diletkan spesimen uji dan takikkan membelakangi pendulum.
Melakukan penarikaan pendulum membentuk α = 90°
Melepaskaan pendulum hingga menganai spesimen uji.
Melakukan penngeremaan dengan cara menarik tuas rem pada mesinn Impact
Membaca energi yang diserap spesimen uji agar mendapatkan hasil uji Impact.
Mengambil foto atau dokumentasi.
Mengulangi pengujian hingga semua spesimen selesai.
3.9 Data Pengujian Uji Impact
Tabel 3.2 Data Pengujian Impact
No A
(mm)
b (mm)
A (mm2)
E (joule)
HI (Joule/mm2)
Rata- rata HI 1
2
3.10 Analisa Data
Analisa data setelah mendapatkan data melalui penelitian sengan cara mengelolah data yanng telah terkumpul. Data pengujian akan dihitung sehingga memperoleh data yang bersifat kuantitatif, data yangerupa angka. Dengan hasil yang didapat kita dapat membandingkaan hasil sehingga dapat mengetahui PENGARUH VARIASI ARUS DAN QUENCHING LAS SMAW TERHADAP HARGA IMPACT PADA MATERIAL STAINLESS STEEL 316.