STUDI TENTANG KUALITAS HASIL REPAIR WELDING PADA CAST WHEELS ALUMINIUM DENGAN METODE
PENGELASAN OKSI ASETILIN, TIG DAN MIG TERHADAP SIFAT FISIS DAN MEKANIS
Kusmanto, Budi Harjanto, &Suharno
Prodi. Pendidikan Teknik Mesin, Jurusan Pendidikan Teknik dan Kejuruan, FKIP, UNS Kampus UNS Pabelan, Jl. Ahmad Yani 200, Surakarta, Tlp/Fax 0271 718419
email : ku_est12@yahoo.co.id
ABSTRACT
The purposes of this research are: (1) To determine the effectchemical composition and microstructure of arearepairweldingresultswithoxyacetylene, TIGandMIG weld methodon aluminium castwheels. (2) To determine thehardnessand impact toughnessathigh of arearepairweldingresultswithoxyacetylene, TIGandMIG weld methodon aluminium castwheels.
The research has donein the laboratory ofINLASTEKSurakarta. Type of this research is descriptive qualitative uses experimental methods.The Object in this research used arealuminium castwheels. Techniques of data analysis in this research using descriptive data analysis that is directly observed experimental results are then analyzed and summing up the results of the research. As an input parameter in analyzing the data include:the testing of chemical composition, microstructure, hardnessandimpact.
From the research, we can conclude that the chemical compositionon aluminium castwheelsincludingalloyAluminum Silicon, because the element Si alloyisthe largest, ie7.38%Si. The highesthardness number ofoxyacetyleneweldingresultsby54.80BHNinthe weld areaand38.69BHNinthe HAZ. The lowesthardness number ofMIGweldingresultsby44.18BHNinthe weld areaand TIG welding results by 38.69BHNinthe HAZ. The highestimpact number ofresults TIG welding with impact number average0.114joules /mm². The lowestimpact number ofresultsoxy-acetylene welding with impact number average0.085joules/mm².
Keywords: Lasoxy-acetylene, TIG, MIG, aluminium castwheels, physical and mechanicalproperties.
ABSTRAK
Tujuan penelitian ini adalah: (1) Mengetahui pengaruh komposisi kimia dan struktur mikro daerah las hasil repair welding dengan metode pengelasan oksi asetilin, TIG dan MIG pada cast wheels aluminium. (2) Mengetahui kekerasan dan kekuatan impak paling tinggi pada hasil repair welding dengan metode pengelasan oksi asetilin, TIG dan MIG pada cast wheels aluminium.
Penelitian ini dilakukan di laboratorium INLASTEK Surakarta. Jenis penelitian ini deskriptif kualitatif dengan menggunakan metode eksperimen. Penelitian ini menggunakan bahan dari cast wheels aluminium. Teknik Analisa data dalam penelitian ini menggunakan analisis data deskriptif yaitu mengamati secara langsung hasil eksperimen kemudian dianalisis dan menyimpulkan hasil penelitian. Sebagai parameter input pada penganalisisan data meliputi: pengujian komposisi kimia, struktur mikro, kekerasan dan impak.
Nilai kekerasan tertinggi yaitu hasil pengelasan oksi asetilin sebesar 54,80 BHN pada daerah lasan dan 38,69 BHN pada daerah HAZ. Nilai kekerasan terendah pada hasil pengelasan MIG yaitu 44,18 BHN pada daerah lassan dan hasil las TIG yaitu 30,47 BHN pada daerah HAZ. Nilai kekuatan impak tertinggi yaitu hasil pengelasan TIG dengan harga impak rata-ratanya 0,114 joule/mm². Harga impak terendah yaitu hasil pengelasan oksi asetilin dengan harga impak rata-rata 0,085 joule/mm².
Kata kunci: Las Oksi asetilin, TIG, MIG, cast wheels aluminum, sifat fisis dan mekanis.
A.PENDAHULUAN
Perkembangan dunia industri otomotif saat ini banyak menggunakan material aluminium sebagai bahan utama dalam
proses produksi komponen-komponen
otomotif salah satunya adalah velg. Velg merupakan salah satu komponen penyusun dari kendaraan bermotor roda empat yang berfungsi sebagai roda dan penambah nilai keindahan pada kendaraan roda empat. Pada umumnya velg dapat dibagi menjadi dua yaitu velg aluminium dan velgbesi. Untuk angkutan umum dan komersial yang memerlukan velg dengan kekuatan tinggi dan kualitas penampilan yang rendah, besi merupakan bahan logam yang paling efisien dan efektif.
Velg pada mobil merupakan bagian yang sangat vital yaitu sebagai penumpu ban roda pada mobil. Ketika mobil melaju cepat benturan yang keras dapat saja terjadi akibat roda melintasi lubang di jalan. Akibat benturan yang berulang-ulang, velg dapat mengalami retak pada bagian tertentu. Jika dibiarkan lama-lama
retak ini akan menjalar hingga
menyebabkan pecah pada velg. Akibatnya kecelakaan fatal dapat terjadi ketika mobil melaju dengan kencang. Untuk mencegah hal ini perlu penggantian velg jika kondisinya sudah cukup parah. Namun jika memungkinkan, retak yang terjadi dapat dilakukan pengelasan ulang atau repair welding untuk menghemat biaya.
Menurut cara kerjanya proses pengelasan ada beberapa macam yaitu las lumer atau cair, las tekan, dan pematrian.
Las cair atau lumer adalah pengelasan dimana sambungan dipanaskan sampai mencair dengan sumber panas dari busur listrik dan semburan api gas yang terbakar, seperti las TIG, MIG, Oksi asitelin dan lainya. Las tekan adalah cara pengelasan dimana sambungan dipanaskan kemudian ditekan sehingga menjadi satu kesatuan, termasuk jenis ini adalah las titik dan las roda atau rol. Pematrian adalah cara pengelasan dimana sambungan diikat dan disatukan dengan paduan logam yang mempunyai titik cair rendah, dan pada pematrian logam induk tidak ikut mencair. Penggunaan las pada velg aluminium
memungkinkan sejauh kekuatan
sambungan las tersebut mendekati
kekuatan velg utuh. Ada beberapa jenis pengelasan untuk proses pengelasan pada
aluminium yaitu proses pengelasan
menggunakan las oksi asetilin, las TIG dan las MIG. Las oksi asetilin (Las Oxy-Acetylene) menggunakan nyalagas asetilin untuk melekatkan aluminium. Las MIG ( Metal Inert Gas ) menggunakan elektroda gulungan (filler metal) yang sama dengan logam dasarnya (base metal) dan menggunakan gas pelindung ( inert gas ) untuk melekatkan aluminium.
Las TIG (Tungsten Inert Gas) menggunakan busur dengan pelindung gas
mulia (gas argon) untuk melekatkan logam aluminium. Penggunaan las Oksi asitelin, TIG dan MIG dapat digunakan dalam pengelasan berbahan aluminium bila syarat dan metode terpenuhi. Dari perbedaan proses pengelasan untuk menyambung aluminium perlu dikaji kualitas hasil pengelasan yang paling optimal.
Penelitian dilaksanakan dan mengarah pada tujuan yang sebenarnya, maka rumusan masalah pada penelitian ini sebagai berikut :
1. Mengetahui pengaruh komposisi kimia daerah las hasil repair welding dengan metode pengelasan oksi asetilin, TIG dan MIG pada cast wheels aluminium. 2. Mengetahui pengaruh struktur mikro
hasil repair welding dengan metode pengelasan oksi asetilin, TIG dan MIG pada cast wheels aluminium.
3. Mengetahui kekerasan paling tinggi pada hasil repair welding dengan metode pengelasan oksi asetilin, TIG dan MIG pada cast wheels aluminium. 4. Mengetahui ketangguhan paling tinggi
pada hasil repair welding dengan metode pengelasan oksi asetilin, TIG dan MIG pada cast wheels aluminium.
B.DASAR TEORI Aluminium
terdapat di kerak bumi, kira-kira mencapai 8,07% hingga 8,23% dari seluruh massa padat dari kerak bumi dalam keadaan bersenyawa dengan unsur lain seperti besi, silikon, dan oksigen. Lambang aluminium ialah Al, nomer atomnya 13 dan termasuk logam golongan utama (IIIA) bersama magnesium dan platina yang bersifat amfoter dan ringan.
Aluminium merupakan logam ringan yang mempunyai sifat yang ringan, ketahanan korosi yang baik serta hantaran listrik dan panas yang baik, mudah dibentuk baik melalui proses pembentukan maupun permesinan, dan sifat-sifat yang baik lainnya sebagai sifat logam.
Pengelasan
Menurut Duetch Industrie Normen (DIN) las adalah ikatan metalurgi pada sambungan logam atau paduan logam yang dilaksanakan dalam keadaan lumer atau cair. Las merupakan sambungan setempat dan untuk mendaptkan keadaan lumer atau mencair dipergunakan energy panas. Pengelasan adalah proses penyambungan dua buah logam atau lebih menjadi satu dengan menggunakan proses pemanasan setempat dengan atau tanpa penekanan.
Las Oksi Asetilin
Las oksi asetilin adalah proses
pengelasan secara manual dengan
memanaskan permukaan yang akan dilas atau disambung sampai mencair dengan
percampuran 2 jenis gas sebagai
pembentuk nyala api dan sumber panas dengan atau tanpa logam pengisi, dimana proses penyambungan tanpa penekanan. Dalam proses las oksi asetilin, gas yang digunakan adalah campuran dari gas oksigen (O2) dengan gas asetilin (C2H2) sebagai gas bahan bakar. Oksigen berasal dari udara dengan proses hidrolisis atau pencairan udara dimana udara sendiri mengandung oksigen (21%), nitrogen (78%), argon (0,9%), neon, hydrogen, karbon dioksida, dan unsur lain yang membentuk gas.
Las TIG
Pengelasan TIG adalah proses
pengelasan dimana busur listrik terjadi di antara elektroda yang tidak terumpan, dengan menggunakan gas mulia sebagai pelindung dari pengaruh udara luar terhadap logam yang dilas. Sebagai gas pelindung biasanya dipakai Helium (He), Argon (Ar), atau campuran keduanya. Elektroda yang digunakan terbuat dari Wolfram murni atau paduan antara wolfram dan torium. Elektroda tungsten murni (99,5%) atau EWP menggandung arus lebih rendah dibandingkan dengan elektroda paduan tungsten, digunakan
khusus untuk pengelasan paduan
aluminium dan paduan magnesium.
panas yang dihasilkan oleh busur listrik antara elektroda dengan logam induk.
Las MIG
Pengelasan MIG adalah proses
pengelasan dimana busur listrik terjadi antara kawat pengisi sebagai elektroda
gulungan diumpankan secara terus
menerus dengan logam induk dan
menggunakan gas pelindung. Elektroda tersebut berupa gulungan kawat yang gerakannya diatur oleh motor listrik dan gas pelindung yang digunakan gas argon dan helium sebagai pelindung busur dan logam yang mencair dari pengaruh atmosfir. Sumber arus proses pengelasan MIG menggunakan arus searah (DC) dan elektroda menggunkan kawat positif.
Las MIG biasanya dilaksanakan secara otomatik atau semi-otomatik dengan arus searah polaritas balik dan menggunakan kawat elektroda berdiameter antara 1,2 sampai 2,4mm dengan pengumpanan tarik atau tarik-dorong.
Kualitas Hasil Pengelasan
Di dalam pengelasan, tujuan dari pengujian adalah untuk menjamin kualitas mutu hasil pengelasan dan kepercayaan tehadap kontruksi las. Penilaian kualitas hasil pengelasan dapat diketahui dengan cara memberikan gaya atau beban pada hasil lasan tersebut. Gaya atau beban yang diberikan dapat berupa pengujian berupa sifat-sifat sambungan las tersebut:
kekuatan, keuletan, ketangguhan,
ketahanan korosi, penampakan, kebebasan
bocoran, kesambungan dan
lain-lain(kehausan, cat)
C.METODE PENELITIAN
Jenis Penelitian ini merupakan
penelitian diskriptif kualitatif dengan metode penelitian eksperimen, yang berusaha mengkaji hasil penelitian yang paling mendekati cast wheels utuh dari kelompok eksperimen.
Skema Metode Penelitian
Gambar 1. Skema Metode Penelitian
Pada penelitian menggunakan bahan yang akan digunakan adalah cast wheels
berbahan aluminium.Las OAW
asetilin 0,5 kg/cm2, nyala api karburasi, kecepatan pengelasan 8-10 cm/menit,
minimum panjang manik-manik per
elektroda 80 mm. Las TIG menggunakan ER 5356, filler 1,6 mm, kuata arus root 90-100 A dan fill/cap 90-100-150 A, Voltage 17-25 V, Arus AC, gas flow 12 L/menit, gas pelindung argon. Las MIG menggunakan ER 5356, filler 0,8 mm, kuata arus root 90-100 A dan fill/cap 90-100-150 A, Voltage 17-25 V, Arus DC+, gas flow 12 L/menit, gas pelindung argon. Kampuh yang digunakan jenis kampuh V terbuka, jarak celah plat 1
mm. tinggi akar 1 mm dan sudut kampuh 45
derajat. Arah pengelasan kekanan dan
Posisi pengelasan dibawah tangan posisi datar.
Dimensi benda kerja
Gambar 2. Benda Uji Kekerasan
Gambar 3. Benda Uji Impak
D.HASIL PENELITIAN DAN
PEMBAHASAN Uji Komposisi
Dari pelaksanaan pengujian komposisi kimia yang telah dilaksanakan, didapat data-data seperti pada tabel berikut ini:
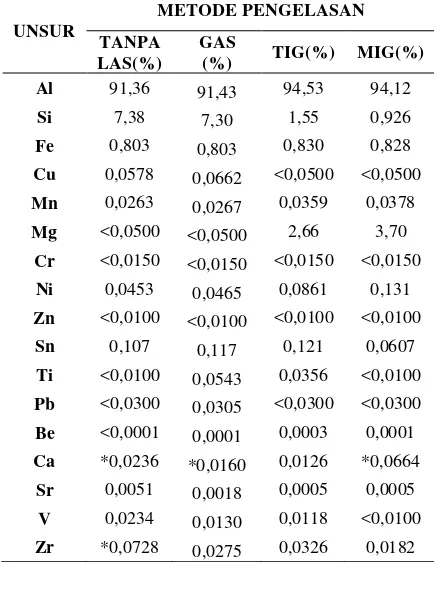
Table 1. Hasil pengujian komposisi kimia Raw Materials, hasil pengelasan Oksi asetilin, TIG dan MIG
UNSUR
METODE PENGELASAN
TANPA LAS(%)
GAS
(%) TIG(%) MIG(%) Al 91,36 91,43 94,53 94,12
Si 7,38 7,30 1,55 0,926
Fe 0,803 0,803 0,830 0,828
Cu 0,0578 0,0662 <0,0500 <0,0500
Mn 0,0263 0,0267 0,0359 0,0378
Mg <0,0500 <0,0500 2,66 3,70
Cr <0,0150 <0,0150 <0,0150 <0,0150
Ni 0,0453 0,0465 0,0861 0,131
Zn <0,0100 <0,0100 <0,0100 <0,0100
Sn 0,107 0,117 0,121 0,0607
Ti <0,0100 0,0543 0,0356 <0,0100
Pb <0,0300 0,0305 <0,0300 <0,0300
Be <0,0001 0,0001 0,0003 0,0001
Ca *0,0236 *0,0160 0,0126 *0,0664
Sr 0,0051 0,0018 0,0005 0,0005
V 0,0234 0,0130 0,0118 <0,0100
Zr *0,0728 0,0275 0,0326 0,0182
Berdasarkan hasil dari pengujian komposisi pada raw materialsdapat disimpulkan raw materials dikelompokkan
kedalam paduan aluminium A445.2
memiliki paduan Al-Si karena unsur Si merupakan paduan terbesar. mempunyai komposisi kimia 91.36% Al, 7.38% Si, 0.803%Fe, 0,0578% Cu, 0,0263% Mn,
Pada hasil pengelasan menggunakan las oksi asetilin, TIG dan MIG dengan menggunakan elektroda ER 5356 memiliki komposisi yang berbeda dari komposisi
raw materials.Unsur komposisi kimia setiap spesimen mempengaruhi sifat mekanik yaitu tingginnya nilai Si menyebabkan paduan alumunium tersebut bisa diperlakukan panas untuk menaikkan kekerasannya.
Uji Kekerasan
Dari pelaksanaan pengujian komposisi
kimia yang telah dilaksanakan
menggunakan Hardness Brinnel
menggunakan alat Electronical Brinnel Hardness Tester HB-3000C menggunakan indentor D: 2,5 mm dengan beban 62,5 kg, dengan hasil diameter bekas penekanan (d). Pengujian kekerasan menghasilkan data darispesimenraw materials dan spesimen hasil pengelasan oksi asetilin, TIG dan MIG., didapat data-data seperti pada tabel berikut ini:
Tabel 2. HasilUjiKekerasanRaw Materials
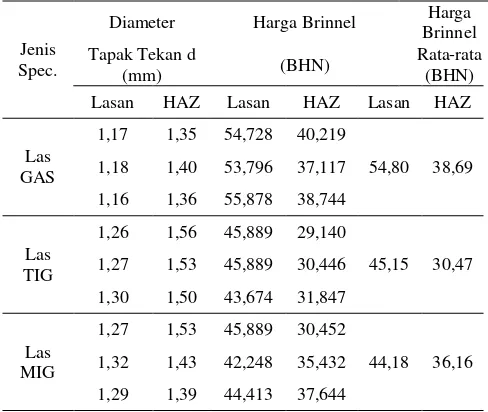
Tabel 3. Hasil Uji Kekerasan spesimen Las GAS, TIG dan MIG.
Jenis Spec.
Diameter Harga Brinnel Harga Brinnel Tapak Tekan d
(mm) (BHN)
Rata-rata (BHN) Lasan HAZ Lasan HAZ Lasan HAZ
Las GAS
1,17 1,35 54,728 40,219
54,80 38,69 1,18 1,40 53,796 37,117
1,16 1,36 55,878 38,744
Las TIG
1,26 1,56 45,889 29,140
45,15 30,47 1,27 1,53 45,889 30,446
1,30 1,50 43,674 31,847
Las MIG
1,27 1,53 45,889 30,452
44,18 36,16 1,32 1,43 42,248 35,432
1,29 1,39 44,413 37,644
Jika digambarkan pada histogram
hasilnya akan tampak seperti pada gambar 4.
Gambar 4. Histogram Hasil Uji Kekerasan
Dari histogram hasil uji kekerasan brinnel pada gambar 4. tampak jelas perbedaaan nilai kekerasan rata-rata pada tiap spesimen. Spesimen dengan harga kekerasan tertinggi pada daerah Lasan yaitu : spesimen hasil pengelasan dari oksi asetilin : 54,80 BHN. Spesimen dengan harga kekerasan terendah pada daerah Jenis
Spec.
No Diameter Harga Brinnel
Harga Brinnel
Spec.
Tapak Tekan d
(mm)
(BHN)
Rata-rata (BHN)
raw materials
1 1,16 55,878
57,58 2 1,13 58,976
3 1,14 57,903
57.58 54.8 57.58
38.69 45.15
30.47 44.18
36.16
0 20 40 60 80
Lasan HAZ
Hasil UJi Kekerasan (BHN)
Lasan yaitu: spesimen hasil pengelasan dari MIG: 44,18 BHN. Spesimen dengan harga kekerasan tertinggi pada daerah HAZ yaitu : spesimen hasil pengelasan dari oksi asetilin : 38,69 BHN. Spesimen dengan harga kekerasan terendah pada daerah HAZ dari yaitu : spesimen hasil pengelasan dari TIG : 30,47 BHN.
Perbedaan harga kekerasan ini tak lepas dari pengaruh komposisi kimia lihat pada table 1. Pada logam hasil pengelasan dengan kandungan Si lebih besar dapat
meningkatkan kekerasannya. Hasil
pengelasan oksi asetilin mempunyai kandungan 7,30% Si dan kekerasan 54,80 BHN. Selain itu harga kekerasan juga dipengaruhi oleh besarnya butiran yang terbentuk setelah proses pendinginan. Semakin kecil butir dan tersebar merata maka harga kekerasannya semakin tinggi.
Uji Impak
Pengujian impak ini menggunakan metode Charpy, dengan panjang lengan 0,83 m, berat pendulum 9,5 kg, sudut awal
(α) : 90 º dan luas spesimen : 80 mm². bentuk dan ukuran specimen mengunakan standar ASTM E 23. Hasil pengujian impak seperti terlihat pada tabel 4.
Tabel. 4. Hasil Uji Impak Spesimen Aluminium
Jenis Spec.
No. Sudut Usaha
Harga Impak
Harga Impak
Spec β ( ᵒ ) (J)
(J/mm²)
rata-2 (J/mm²)
Tanpa Las
1 83 9,6 0,12
0,12
2 83 9,6 0,12
3 83 8,2 0,12
Las GAS
1 86 5,5 0,0687
0,085
2 84 8,2 0,1025
3 85 6,9 0,0862
Las TIG
1 83 9,6 0,12
0,114
2 84 8,2 0,1025
4 83 9,6 0,12
Las MIG
1 85 6,9 0,0862
0,102
2 84 8,2 0,1025
3 83 9,6 0,12
Jika digambarkan dalam histogram hasilnya akan tampak seperti pada gambar 5berikut :
Gambar 5. Histogram Perbandingan Harga Impak Rata-rata
Dari histogram hasil pengujian impak tampak jelas perbedaaan harga impak rata-rata pada tiap spesimen. Spesimen dengan harga impak tertinggi pada specimen hasil pengelasan TIG yaitu : 0,114 J/mm² dan specimen dengan harga impak terendah pada specimen hasil pengelasan GAS yaitu : 0,085 J/mm². Harga impak hasil pengelasan MIG rata-rata 0,102 J/mm².
0 0.05 0.1 0.15
TANPA LAS
LAS GAS LAS TIG LAS MIG
Hasil Uji Impak (J/mm²)
Hasil rata-rata uji impak pada raw materials yaitu: 0,12 J/mm² lebih tinggi dibandingkan hasil las TIG yaitu: 0,114 J/mm².
Perbedaan harga impak ini tak lepas dari pengaruh oleh besar butiran yang terbentuk setelah proses pendinginan. Semakin kecil butir yang ada maka harga impak semakin tinggi (lebih tangguh), namun jika butir yang terbentuk besar maka ketangguhan dan kekuatan impaknya akan menurun.
E.SIMPULAN
Berdasarkan hasil penelitian dan análisis data dengan mengacu pada
perumusan masalah, maka dapat
disimpulkan sebagai berikut:
1. Dari hasil pengujian komposisi kimia pada cast wheels aluminium di temukan ada dua usur yang dominan berupa aluminium (Al) = 91,36% dan silikon (Si) = 7,38%. Sehingga dari unsur yang ada material ini termasuk logam aluminium paduan silikon AlSi. Unsur
komposisi kimia setiap spesimen
mempengaruhi sifat mekanik yaitu tingginnya nilai Si menyebabkan
paduan alumunium tersebut bisa
diperlakukan panas untuk menaikkan kekerasannya.
2. Pada struktur mikro pada logam induk butiran Si berbentuk seperti jarum dan tersebar merata pada permukaan Al.
Pada daerah lasan struktur mikro pada hasil pengelasan oksi asetilin terlihat sisa-sisa hasil pembakaran. Hasil las TIG dan MIG butiran-butiran terlihat lebih kecil dan tersebar merata pada permukaan Al. Pada daerah batas daerah lassan dan HAZ butiran-butiran pada daerah lasan lebih kecil dan pada daerah HAZ butirannya terlihat lebih besar.
3. Nilai kekerasan tertinggi daerah lassan terdapat pada spesimen hasil pengelasan oksi asetilin sebesar 54,80 BHN dan kekerasan hasil pengelasan TIG sebesar 45,15 BHN dan hasil pengelasan MIG sebesar 44,18 BHN. Pada daerah HAZ kekerasan tertinggi terdapat pada spesimen hasil pengelasan oksi asetilin
sebesar 38,69 BHN dan hasil
pengelasan TIG sebesar 30,47 BHN dan hasil pengelasan MIG sebesar 38,16 BHN. Nilai kekerasan hasil pengelasan oksi asetilin yang paling mendekati hasil kekerasan raw materials sebesar 59,59 BHN. Dari hasil uji komposisi
kimia hasil pengelasan dengan
kandungan Si lebih besar dapat
besar dan tersusun tidak teratur maka harga kekerasannya akan menurun. 4. Nilai kekuatan impak tertinggi terdapat
pada specimen hasil pengelasan TIG yaitu nilai rata-ratanya 0,114 joule/mm². Hasil pengelasan oksi asetilin sebesar
rata-rata 0.085 joule/mm² dan
pengelasan MIG rata-rata sebesar 0,102 joule/mm². Nilai harga impak pada raw materials lebih tinggi dari hasil las TIG yaitu 0,12 J/mm². Perbedaan harga impak ini tidak lepas dari pengaruh besarnya butiran yang terbentuk setelah proses pendinginan. Semakin kecil butiran dan tersebar merata maka harga impak semakin tinggi (lebih tangguh).
F. DAFTAR PUSTAKA
Aljufri. (2008). Pengaruh Variasi Sudut Kampuh V Tunggal Dan Kuat Arus Pada Sambungan Logam Aluminium-Mg 5083 Terhadap Kekuatan Tarik
Hasil Pengelasan TIG. Thesis,
Pascasarjana Universitas Sumatera Utara.
Ambiyar., Arwizet., Erizon, N.,
Purwantono., Pinat, T. (2008). Teknik Pembentukan Pelat Jilid 3. Jakarta:
Direktorat Pembinaan Sekolah
Menengah Kejuruan, Direktoral
Jenderal Manajemen Pendidikan Dasar dan Menengah, Departemen Pendidikan Nasional.
Arikunto, S. (2010). Prosedur Penelitian Suatu Pendekatan Praktek. Jakarta: Rineka Cipta.
Azwar, S. (2011). Metode Penelitian. Yogyakarta: Pustaka Pelajar.
Daryanto. (2012). Teknik Las. Bandung: Alfabeta.
Kumar, S. (2010). Experimental
Investigations On pulsed TIG Welding Of Aluminium Plate. Lecturer, Beant College of Engg. & Technology Gurdaspur, INDIA
Moleong, LJ. (2010). Metodologi
Penelitian Kualitatif. Bandung: PT Remaja Rosdakarya.
Ninien, S., Ponimin. (2011). Analisa Pengaruh Penggunaan Variasi Besar
Arus Pada Las TIG Terhadap
Perubahan Struktur Mikro. MeTriK Polban, 5 (1), 18-23.
Subana, M., Sudrajat. (2009). Dasar-dasar Penelitian Ilmiah. Bandung: Pustaka Setia.
Sugiyono. (2007). Metode Penelitian Kuantitatif Kualitatif R&D. Bandung: Alfabeta.
Suheni., Syamsuri. (2007). Pengaruh Perubahan Arus Las TIG Terhadap Kekuatan Impak Pada Material yang Berbeda. SAINTEK, 11 (1), 79-89. Sunaryo, H. (2008a). Teknik Pengelasan
Kapal Jilid 1. Jakarta: Direktorat
Pembinaan Sekolah Menengah
Kejuruan, Direktoral Jenderal
Manajemen Pendidikan Dasar dan
Menengah, Departemen Pendidikan
Nasional.
Sunaryo, H. (2008b). Teknik Pengelasan Kapal Jilid 1. Jakarta: Direktorat
Pembinaan Sekolah Menengah
Kejuruan, Direktoral Jenderal
Manajemen Pendidikan Dasar dan
Menengah, Departemen Pendidikan
Nasional.
Suratman, M. (2011). Teknik Mengelas Asetilin, Brazing, dan Las Busur Listrik. Bandung: Pustaka Grafika. Widharto, S. (2007). Menuju Juru Las
Tingkat Dunia. Jakarta : PT Pradnya Paramita.
Wibowo, H. (2011). Pengujian Las Merusak (DT). Fakultas Teknik : Universitas Negari Yogyakarta