4. PENGOLAHAN DAN ANALISIS DATA
4.1 Gambaran Umum Perusahaan
PT ETA Indonesia merupakan suatu industri PMA milik Jerman yang memproduksi MCB (Mini Circuit Breaker). PT ETA berproduksi selama lima hari dalam satu minggu dengan jam kerja dari pukul 07.30 sampai 16.30 termasuk jam istirahat selama 1 jam.
PT ETA memproduksi tiga macam tipe MCB yaitu tipe 1160, 1658, dan 8340. Di mana masing-masing tipe terdiri dari berbagai macam produk yang berbeda amperenya. Untuk tipe 1160 dan 1658 hanya diproduksi di ETA Indonesia sedangkan untuk tipe 8340 diproduksi di negara lain. Ada empat segmen produksi yang ada di PT ETA yaitu segmen produksi 1160, 1168, 8340, dan plastik. Pada Tugas Akhir ini dipilih segmen produksi plastik karena segmen produksi plastik memproduksi komponen rakitan untuk ketiga segmen yang lain.
Oleh karena itu, penanganan perawatan diutamakan pada segmen produksi plastik.
4.1.1 Filosofi dan Tujuan Perusahaan
Filosofi dan tujuan perusahaan adalah sebagai berikut, ”Produk ETA memberikan kontribusi vital untuk keselamatan operasi peralatan serta sebaik pelayanan perlindungan pada kehidupan manusia. Pencapaian keselamatan dan kehandalan dengan standar tertinggi adalah bagian yang mendasar dari budaya perusahaan kami.
Tantangan persaingan yang dihadapi hari ini adalah meningkatkan baik secara lokal dan produsen-produsen di seluruh dunia. Kualitas produk, waktu pengiriman yang cepat, pelayanan kelas utama dan penetapan harga dengan biaya yang efektif akan menjadi pembeda yang akan meyakinkan sudut kompetitif kami di dalam cepatnya pergerakan pasar global baik sekarang maupun yang akan datang.
PT ETA mempunyai tujuan yang ingin dicapai yaitu, melalui komitmen sebagai rezim “ZERO DEFECT”, PT ETA akan menjaga dan bahkan meningkatkan memimpin pasar yang berbasis kualitas yang telah dibangun pada
semua sektor industri yang dilayani.” (Company Philosophy PT ETA Indonesia, 2007)
4.1.2 Key Strategies PT ETA
Strategi utama PT ETA yaitu, ”Tanggung jawab untuk mencapai dan menjaga standar kualitas dilakukan oleh semua komponen karyawan di dalam perusahaan. Perusahaan akan menjamin lingkungan kerja, program training, dan pengembangan yang selaras dengan tujuan perusahaan seperti halnya individu yang akan dilengkapi kecakapannya untuk mengambil alih tanggung jawab dan kewajiban mereka yang berhubungan dengan kualitas. Manajemen akan mengarahkan sebagai contoh, mendukung sistem kualitas yang terdokumentasi yang mencerminkan kekayaan dari kumpulan pengalaman anggota perusahaan.
Tujuan perusahaan yang terutama adalah mencapai kepuasan pelanggan, kriteria yang dibangun dengan dialog bersama konsumen. PT ETA mengenali bahwa konsumen adalah semua yang menerima produk dan servis, baik sebagai perusahaan yang membeli produk, kolega atau departemen lain. Perusahaan juga menjadi yang akurat dalam mendefinisikan permintaan yang diset untuk supplier PT ETA.
Kualitas yang sempurna dicapai dengan desain yang sempurna, komponen yang berkualitas serta proses yang optimal. Komponen, produk, dan proses adalah bahan untuk tinjauan serta perbaikan yang berkelanjutan.
Perusahaan meletakkan perhatian pada penghindaran kerusakan di atas pengerjaan ulang dan aktifitas memperbaiki. Setiap ketidaksesuaian akan diinvestigasi dan digunakan sebagai kesempatan untuk mengidentifikasi kelemahan. Pengambilan tindakan perbaikan yang cepat serta permanen dengan disiplin akan diambil dengan tepat dan solusi yang sukses akan didistribusikan pada bagian yang relevan.
Kualitas mutu akan dapat diukur untuk menjamin kesuksesan yang berkelanjutan dalam hal kepuasan pelanggan secara keseluruhan, kesesuaian dengan standar internasional dan peningkatan efektifitas organisasi.” (Key Strategies PT ETA Indonesia, 2007)
4.2 Mesin Mould di Segmen produksi Plastik dan Proses Produksinya Terdapat tiga mesin mould di segmen produksi plastik yaitu mesin mould jenis Arburg Allrounder 370 C, Arburg Allrounder 221 U dan Allrounder 221 KS 350-100. Umur ketiga mesin ini 12 tahun. Ketiga mesin ini bekerja dengan tenaga penggerak hidrolik dan mempunyai komponen pemanas (heater) yang disebut duze. Mesin Arburg ini dijalankan secara otomatis.
Proses moulding yang terjadi diawali dengan termoplastik dalam bentuk butiran atau bubuk ditampung dalam sebuah hopper kemudian turun ke dalam barrel secara otomatis (karena gaya gravitasi) kemudian dilelehkan oleh pemanas yang terdapat di dinding barrel dan oleh gesekan akibat perputaran sekrup injeksi.
Plastik yang sudah meleleh diinjeksikan oleh sekrup injeksi (yang juga berfungsi sebagai plunger) melalui nozzle ke dalam cetakan yang didinginkan oleh air.
Produk yang sudah dingin dan mengeras dikeluarkan dari cetakan oleh pendorong hidrolik yang tertanam dalam rumah cetakan (mould), selanjutnya turun secara otomatis karena gaya gravitasi. Pada saat proses pendinginan produk secara bersamaan di dalam barrel terjadi proses pelelehan plastik sehingga begitu produk dikeluarkan dari cetakan dan cetakan menutup, plastik leleh bisa langsung diinjeksikan kembali ke cetakan.
Ketiga mesin injection moulding tersebut memiliki empat bagian yang mempunyai peran fungsi utama, yaitu:
a. Control system yaitu komponen mesin yang berfungsi untuk mengontrol proses yang terjadi. Contohnya SELOGICA control system yaitu sistem processing modular dan grafik.
b. Machine base and hydraulic system yaitu komponen mesin dan sistem hidrolis sebagai tenaga penggerak mesin.
c. Clamping unit yaitu bagian dari mesin injeksi yang berfungsi untuk mencekam mould pada saat penginjeksian material ke dalam cetakan sekaligus menyediakan mekanisme pengeluaran produk dari mould. Mould adalah bagian dari mesin injection molding dimana plastik leleh dicetak dan didinginkan d. Injection unit yaitu komponen mesin bagian dari mesin injection molding yang
berfungsi untuk melelehkan material plastik, terdiri dari hopper, barrel dan screw.
4.3 Pengolahan Data Selang Kerusakan
Perhitungan selang penggantian komponen dilakukan pada kerusakan komponen yang sering mengalami penggantian yaitu komponen:
a. Pen insert diganti waktu pen patah.
b. Selang hidrolik. Penggantian selang hidrolik dilakukan ketika selang bocor atau pecah.
c. Duze. Duze diganti jika duze sudah aus.
d. Screw diganti waktu sudah aus.
e. Kompresor. Penggantian dilakukan jika kompresor rusak.
f. Heater mould. Penggantian heater mould dilakukan ketika heater sudah aus.
g. Seal. Penggantian seal dilakukan jika seal mengalami aus dan mengakibatkan kebocoran.
h. Relay. Penggantian relay dilakukan ketika relay aus.
Komponen-komponen di atas adalah komponen kritis dari ketiga mesin injection moulding yang ada di segmen produksi plastik PT ETA. Data selang waktu antar kerusakan tiap-tiap mesin tersebut dapat dilihat pada Lampiran 1.
4.3.1 Analisis Pola Distribusi Waktu antar Kerusakan Ketiga Mesin
Analisis distribusi pola selang waktu antar kerusakan dilakukan untuk melihat apakah semua mesin memiliki pola distribusi selang waktu antar kerusakan yang sama sehingga jadwal preventive maintenance yang optimal dapat berlaku untuk semua mesin pada segmen produksi plastik. Pada pengujian ini dilakukan perbandingan waktu kerusakan dari ketiga mesin tersebut. Pola distribusi selang waktu antar kerusakan masing-masing komponen ketiga mesin tersebut dapat dilihat pada Lampiran 2 sampai Lampiran 9. Pada Lampiran 2 sampai Lampiran 9, dapat dilihat bahwa pada semua tabel nilai frekuensi tertinggi berada dalam selang waktu yang sama dan data tersebar dari nilai pada range yang sama. Ini berarti data waktu antar kerusakan tiap-tiap komponen ketiga mesin tersebut mempunyai pola distribusi yang sama.
4.3.2 Pemilihan Satu Mesin Sebagai Objek Percontohan
Setelah diketahui bahwa pola distribusi selang waktu antar kerusakan mesin yang satu sama dengan yang lain, maka dipilih satu mesin sebagai objek percontohan yaitu mesin Arburg 370 C. Pemilihan dilakukan dengan berkonsultasi dengan Facility and Change Manager mesin mana yang sebaiknya dipilih untuk menjadi objek percontohan.
4.3.3 Analisis Distribusi Statistik Data Waktu Antar Kerusakan Mesin Arburg 370 C
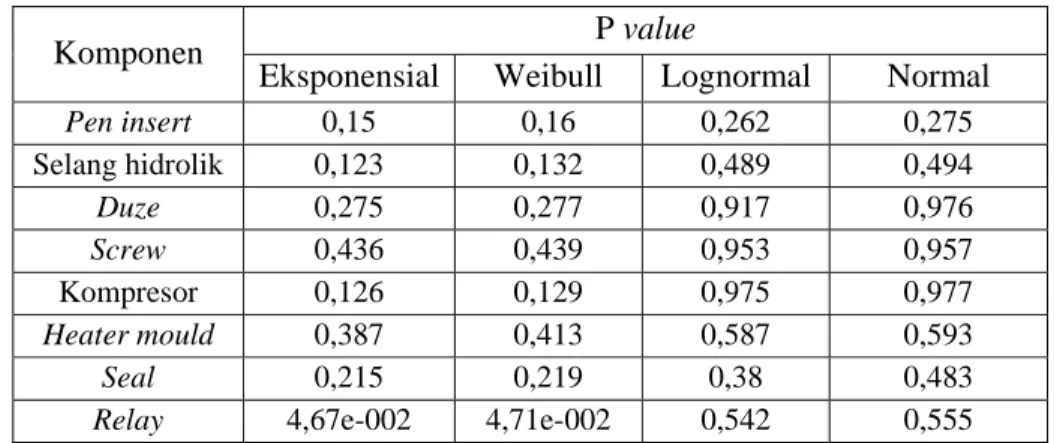
Setelah dipilih mesin Arburg 370 C sebagai objek percontohan, dilakukan pengumpulan data selang waktu kerusakan masing-masing komponen kritis dari mesin Arburg 370 C. Lalu dilakukan uji distribusi statistik untuk tiap komponen tersebut. Uji statistik ini dilakukan untuk mengetahui distribusi manakah yang paling cocok dengan bantuan software Statfit. P-value dan distribusi untuk masing-masing komponen dapat dilihat pada tabel di bawah ini.
Tabel 4.1. Uji Distribusi Statistik Data Selang Waktu Kerusakan
Komponen P value
Eksponensial Weibull Lognormal Normal Pen insert 0,15 0,16 0,262 0,275 Selang hidrolik 0,123 0,132 0,489 0,494
Duze 0,275 0,277 0,917 0,976 Screw 0,436 0,439 0,953 0,957 Kompresor 0,126 0,129 0,975 0,977 Heater mould 0,387 0,413 0,587 0,593
Seal 0,215 0,219 0,38 0,483 Relay 4,67e-002 4,71e-002 0,542 0,555
Uji distribusi statistik yang dilakukan yaitu dengan melihat P value terbesar. Distribusi yang memiliki P value terbesar adalah distribusi yang paling cocok. Dari tabel di atas dapat dilihat bahwa P value terbesar pada semua komponen adalah P value distribusi normal. Jadi data waktu antar kerusakan semua komponen pada mesin Arburg 370 C tersebut berdistribusi normal.
4.3.4 Penentuan Parameter Distribusi
Parameter distribusi yang digunakan untuk kerusakan yang berdistribusi normal adalah mean dan standard deviasi. Nilai mean dan standard deviasi masing- masing komponen dapat dilihat pada nilai yang tertera pada grafik plot distribusi normal data waktu selang kerusakan masing-masing komponen (Lampiran 10).
Berikut ini adalah tabel mean dan standard deviasi masing-masing komponen.
Tabel 4.2. Mean dan Standard Deviasi Masing-masing Komponen Komponen Mean
(jam)
Standard Deviasi (jam)
Pen insert 1326,91 16,5609 Selang hidrolik 627,7 16,9926
Duze 3045,48 24,7163 Screw 1426 14,2294 Kompresor 1715,05 18,7405 Heater mould 1825,88 17,4364
Seal 1398,55 14,7772 Relay 2418,54 17,0370
4.3.5 Penentuan Mean Time To Failure (MTTF)
MTTF untuk kerusakan yang berdistribusi normal adalah sama dengan mean masing-masing komponen. MTTF untuk distribusi normal sama dengan nilai mean-nya. Berikut ini adalah tabel MTTF masing-masing komponen.
Tabel 4.3. MTTF masing-masing komponen Komponen MTTF
(jam) Pen insert 1327 Selang hidrolik 628
Duze 3046
Screw 1426
Kompresor 1716 Heater mould 1826
Seal 1399
Relay 2419
4.4 Pengolahan Data Biaya
4.4.1 Biaya Komponen Setiap Penggantian
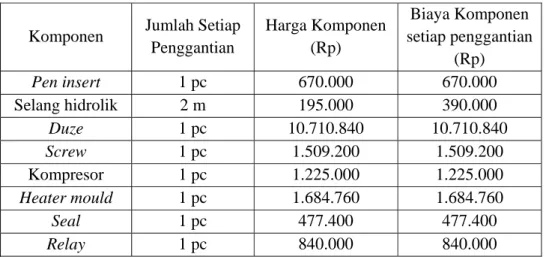
Biaya komponen setiap penggantian adalah biaya yang dikeluarkan untuk tiap komponen dalam satu kali perawatan yang dilakukan yaitu perkalian antara jumlah komponen yang diganti dengan harga komponen yang diganti saat dilakukannya perawatan. Di bawah ini adalah tabel biaya komponen.
Tabel 4.4. Biaya Komponen
Komponen Jumlah Setiap Penggantian
Harga Komponen (Rp)
Biaya Komponen setiap penggantian
(Rp)
Pen insert 1 pc 670.000 670.000
Selang hidrolik 2 m 195.000 390.000
Duze 1 pc 10.710.840 10.710.840
Screw 1 pc 1.509.200 1.509.200
Kompresor 1 pc 1.225.000 1.225.000
Heater mould 1 pc 1.684.760 1.684.760
Seal 1 pc 477.400 477.400
Relay 1 pc 840.000 840.000
4.4.2 Biaya Kehilangan Produksi
Biaya kehilangan produksi adalah biaya yang timbul karena adanya waktu produksi yang terbuang akibat kegiatan perawatan atau perbaikan yang dilakukan pada saat produksi berjalan. Perhitungan biaya kehilangan produksi ini didasarkan pada jumlah unit yang terbuang selama perawatan dilakukan.
Perhitungan biaya kehilangan produksi ini dengan mengalikan waktu perawatan dengan kerugian produksi. Kerugian produksi sama dengan potential profit yang hilang ditambah biaya tenaga kerja per jam. Potential profit dihitung dari laba per unit dikali output per jam. Laba per unit yaitu = Rp. 2120,00 dan output per jamnya yaitu 150 unit. Jadi potential profit yang hilang per jamnya adalah Rp 318.000,00. Biaya tenaga kerja per jamnya yaitu Rp. 5780,00. Biaya kehilangan produksi yang hilang sama dengan potensial profit yang hilang ditambah biaya tenaga kerja yaitu sebesar Rp. 323.780,00.
4.4.3 Perhitungan Biaya Failure Replacement
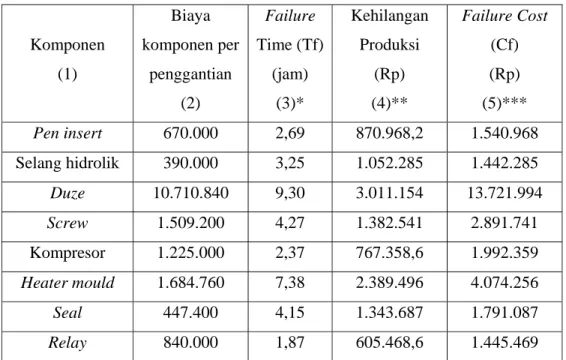
Biaya failure replacement adalah biaya yang dikeluarkan ketika mesin mengalami kerusakan. Berikut ini tabel biaya failure replacement.
Tabel 4.5. Biaya Failure Replacement
Komponen (1)
Biaya komponen per
penggantian (2)
Failure Time (Tf)
(jam) (3)*
Kehilangan Produksi
(Rp) (4)**
Failure Cost (Cf) (Rp) (5)***
Pen insert 670.000 2,69 870.968,2 1.540.968
Selang hidrolik 390.000 3,25 1.052.285 1.442.285
Duze 10.710.840 9,30 3.011.154 13.721.994
Screw 1.509.200 4,27 1.382.541 2.891.741
Kompresor 1.225.000 2,37 767.358,6 1.992.359 Heater mould 1.684.760 7,38 2.389.496 4.074.256
Seal 447.400 4,15 1.343.687 1.791.087
Relay 840.000 1,87 605.468,6 1.445.469
* (3) = nilai rata-rata dari data lama waktu perbaikan (Lampiran 4)
** (4) = (3) x Rp. 323.780,00
*** (5) = (2) + (4)
Failure Time dihitung dari nilai rata-rata data lama waktu perbaikan yang dapat dilihat pada Lampiran 11.
4.4.4 Perhitungan Biaya Preventive Replacement
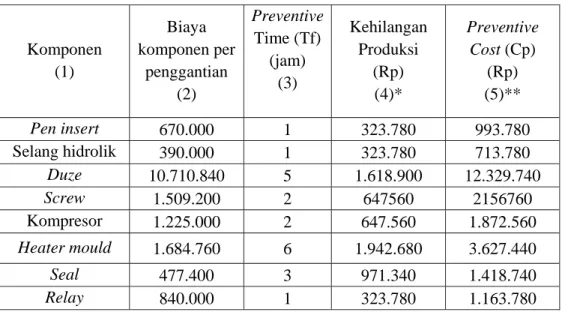
Biaya preventive maintenance adalah biaya yang dikeluarkan ketika mesin mengalami penggantian komponen sebelum terjadi kerusakan. Pada kondisi aktual, PT ETA masih belum menerapkan preventive maintenance untuk komponen-komponen tersebut sehingga penentuan waktu dilakukannya preventive maintenance diasumsikan oleh penulis dan berkonsultasi dengan Production Facility Manager. Berikut ini tabel biaya preventive replacement.
Tabel 4.6. Biaya preventive Replacement
Komponen (1)
Biaya komponen per
penggantian (2)
Preventive Time (Tf)
(jam) (3)
Kehilangan Produksi
(Rp) (4)*
Preventive Cost (Cp)
(Rp) (5)**
Pen insert 670.000 1 323.780 993.780
Selang hidrolik 390.000 1 323.780 713.780
Duze 10.710.840 5 1.618.900 12.329.740
Screw 1.509.200 2 647560 2156760
Kompresor 1.225.000 2 647.560 1.872.560
Heater mould 1.684.760 6 1.942.680 3.627.440
Seal 477.400 3 971.340 1.418.740
Relay 840.000 1 323.780 1.163.780
* (4) = (3) x Rp. 323.780,00
** (5) = (2) + (4)
4.4.5 Perhitungan Total Biaya Harapan Dalam Selang (0,tp)
PDF dari masing-masing komponen dihitung dengan rumus 2.2 yaitu:
Sedangkan CDF dari masing-masing komponen dihitung dengan rumus 2.3:
Perhitungan total biaya harapan (Tc(tp)) dengan menggunakan bantuan software Microsoft Excel dengan menggunakan rumus 2.20 yaitu:
Hasil perhitungan total biaya harapan setiap komponen dapat dilihat pada Lampiran 12 sampai dengan Lampiran 27.
4.4.6 Perhitungan Selang Penggantian yang Optimal Berdasarkan Biaya Harapan Paling Minimum
Total biaya yang paling minimum dari semua total biaya harapan yang ada dipilih untuk mencari selang waktu penggantian komponen yang optimal.
Range selang penggantian untuk komponen-komponen yang kritis diambil dari selang waktu sebelum MTTF hingga sesudah MTTF. Berikut ini tabel hasil perhitungan selang penggantian yang optimal dalam rangka meminimumkan total biaya harapan. Hasil perhitungan dapat dilihat pada Lampiran 12 sampai Lampiran 27.
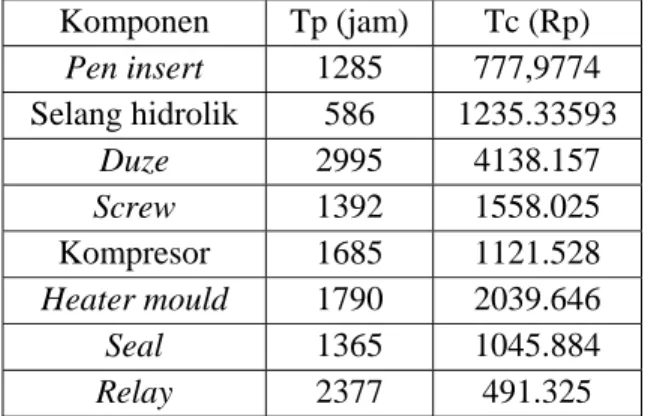
Tabel 4.7. Selang Penggantian Optimal Berdasarkan Biaya Paling Minimum Komponen Tp (jam) Tc (Rp)
Pen insert 1285 777,9774
Selang hidrolik 586 1235.33593
Duze 2995 4138.157
Screw 1392 1558.025
Kompresor 1685 1121.528 Heater mould 1790 2039.646
Seal 1365 1045.884
Relay 2377 491.325
4.4.7 Selang Waktu Penggantian Gabungan yang Optimal
Selang waktu penggantian gabungan merupakan selang waktu gabugan dari komponen-komponen yang mempunyai selang waktu penggantian optimal yang berdekatan sehingga tindakan preventive dapat dilakukan bersama-sama.
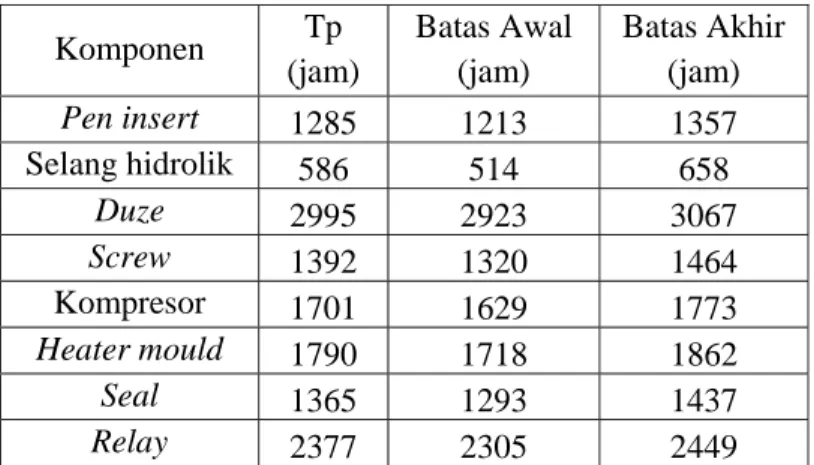
Toleransi yang diberikan untuk waktu preventive adalah 3 hari atau 72 jam dari waktu preventive sebelumnya. Hal ini bertujuan untuk dapat menentukan selang waktu penggantian gabungan yang optimal. Berikut ini adalah tabel hasil perhitungan toleransi waktu perawatan.
Tabel 4.8. Toleransi Waktu Perawatan Komponen Tp
(jam)
Batas Awal (jam)
Batas Akhir (jam)
Pen insert 1285 1213 1357
Selang hidrolik 586 514 658
Duze 2995 2923 3067
Screw 1392 1320 1464
Kompresor 1701 1629 1773
Heater mould 1790 1718 1862
Seal 1365 1293 1437
Relay 2377 2305 2449
Berdasarkan tabel di atas diketahui komponen pen insert, screw, dan seal mempunyai waktu penggantian yang berdekatan dan dapat digabungkan. Selain itu, selang waktu penggantian kompresor dan heater mould juga dapat digabungkan.
Dari selang waktu toleransi penggantian komponen gabungan kemudian dipilih total biaya harapan paling minimum. Hasil perhitungan total biaya harapan komponen gabungan dapat dilihat pada Lampiran 28 sampai 31. Sedangkan untuk selang waktu penggantian komponen gabungan yang optimal berdasarkan perhitungan di Lampiran 28 sampai 31 dapat dilihat pada tabel di bawah ini.
Tabel 4.9. Selang Penggantian Gabungan yang Optimal Berdasarkan Total Biaya Harapan Paling Minimum
Komponen Tp
(jam)
Total Tc Gabungan (Rp) pen insert, screw, dan seal 1299 3541,815.
kompresor dan heater mould 1790 3201,598.