KERUSAKAN PRODUK BAN DENGAN METODE FMEA
( FAILURE MODE AND EFFECT ANALYSIS )
DI PT. GAJAH TUNGGAL, Tbk
TANGERANG
PROPOSAL SKRIPSI
Diajukan Oleh : AGUNG ADITYA FAJERIN
0632010150
JURUSAN TEKNIK INDUSTRI
FAKULTAS TEKNOLOGI INDUSTRI
UNIVERSITAS PEMBANGUNAN NASIONAL ”VETERAN”
JAWA TIMUR
DAFTAR ISI
Halaman
KATA PENGANTAR ... i
DAFTAR ISI ... iii
DAFTAR TABEL ... vi
DAFTAR GAMBAR ... vii
BAB I PENDAHULUAN 1.1 Latar Belakang ... 1
1.2 Perumusan Masalah ... 3
1.3 Tujuan Penelitian ... 3
1.4 Batasan Penelitian ... 3
1.5 Sistematika Penulisan ... 4
BAB II TINJAUAN PUSTAKA 2.1 Pengertian Mutu ... 6
2.2 Pengendalian Mutu ... 11
2.2.1 Cara dan Derajat Yang Mempengaruhi Pengawasan Mutu ... 12
2.2.1.1.2 Cara – Cara Menjalankan Pengawasan Mutu... 12
2.2.1.1.3 Hal – Hal Yang Mempengaruhi derajat Pengawasan Mutu... 12
2.3 Alat dan Teknik Perbaikan Mutu ... 14
2.3.1 Flow Chart ... 14
2.3.2 Brainstorming ... 15
2.3.3 Affinity Diagram ... 15
2.3.4 Check Sheet ... 15
2.3.5 Pareto Chart ... 16
2.3.6 Cause and Effect Diagram ... 17
2.3.7 Histogram ... 18
2.3.8 Scatter Diagram ... 19
2.3.9 Stratifikasi ... 20
2.3.10 Control Chart ... 21
2.4 Pengertian Proses Produksi ... 22
2.5 Pengendalian Mutu Statistik ... 25
2.5.1 Pengendalian Mutu Proses Statistik Data Variabel ... 25
2.5.2 Pengendalian Mutu Proses Statistik Data Atribut ... 27
2.6 Failure Mode and Effect Analysis (FMEA) ... 29
BAB III METODE PENELITIAN 3.1 Lokasi dan Waktu Penelitian ... 34
3.2 Identifikasi dan definisi operasional Variable ... 34
3.2 Metode Pengumpulan data ... 38
3.3 Langkah – Langkah Pemecahan Masalah ... 39
3.3.1 Penjelasan Langkah – Langkah Pemecahan Masalah ... 41
BAB IV ANALISA DAN PEMBAHASAN
4.1 Pengumpulan Data ... 89
4.1.1 Deskripsi Spesifikasi Produk ... 89
4.1.2 Identifikasi Kesesuaian Produk Berdasarkan Kecacatan Produk Oleh Pengawas Produksi ... 90
4.2 Pengolahan Data ... 95
4.2.1 Define ... 96
4.2.1.1 Identifikasi Obyek Penelitian ... 96
4.2.2 Measure ... 97
4.2.2.1 Critical To Quality ( CTQ ) ... 97
4.2.3 Menentukan Defect Terbesar ... 98
4.2.4 Menentukan Karakteristik Kualitas ( CTQ ) ... 99
4.2.4.1 Proses Produksi Ban Bulan Januari 2010 .... 99
4.2.4.2 Proses Produksi Ban Bulan Febuari 2010 ... 100
4.2.4.3 Proses Produksi Ban Bulan Maret 2010 ... 101
4.2.4.4 Proses Produksi Ban Bulan April 2010 ... 102
4.2.5 Baseline Kinerja ... 103
4.2.5.1 Proses Produksi Ban Bulan Januari 2010 ... 103
4.2.5.2 Proses Produksi Ban Bulan Febuari 2010 ... 105
4.2.5.3 Proses Produksi Ban Bulan Maret 2010 ... 106
4.2.5.4 Proses Produksi Ban Bulan April 2010 ... 107
4.3 Analyse ... 109
4.3.1 Analisa Kapabilitas Proses ... 109
4.4 Analisa Defect Menggunakan Metode Fishbone Diagram .. 111
4.4.1 Fishbone Blown Side Wall dan Blown Tread ... 112
.4.4.1.1 Penjelasan Fishbone Blown Side Wall Dan Blown Tread ... 113
4.4.2 Fishbone Undercure ... 116
4.4.2.1 Penjelasan Fishbone Undercure ... 117
4.4.3 Fishbone Foreign Material ... 120
4.4.3.1 Penjelasan Fishbone Foreign Material ... 121
4.4.4 Fishbone Narrow Bead... 123
4.4.4.1 Penjelasan Fishbone Narrow Bead ... 124
4.5 Analisa Defect Menggunakan Metode Failure Mode And Effect Analysis ... 125
4.5.1 Nilai Severity ... 139
4.5.2 Nilai Occurance ... 149
4.5.3 Nilai Detection ... 155
4.5.4 Risk Priority Number ... 164
4.5.5 Risk Priority Number ... 171
4.5.5.1 RPN Defect Blown Side Wall ... 171
4.5.5.2 RPN Defect Undercure ... 172
4.5.5.3 RPN Defect Foreign Material ... 172
4.5.5.4 RPN Defect Blown Tread ... 173
4.5.5.5 RPN Defect Narrow Bead ... 174
4.5.6 Recommended Action ... 174
4.6 Improve ... 183
4.6.1 Menentukan Prioritas ... 184
4.6.1.1 Prioritas Perbaikan Defect Blown Side Wall
Dan Blown Tread ... 184
4.6.1.2 Prioritas Perbaikan Defect Undercure... 186
4.6.1.3 Prioritas Perbaikan
Defect Foreign Material ... 187
BAB V KESIMPULAN DAN SARAN
5.1 Kesimpulan ... 188
5.2 Saran………190
DAFTAR TABEL
Tabel 2.1 Definisi FMEA untuk Rating Occurrence ... 31
Tabel 2.2 Definisi FMEA untuk Rating Severity ... 31
Tabel 2.3 Definisi FMEA untuk Rating Detectability ... 32
Tabel 3.1 Syarat penandaan ban luar sepeda motor ... 41
Tabel 2.1 Definisi FMEA untuk Rating Occurrence ... 31
Tabel 2.2 Definisi FMEA untuk Rating Severity ... 31
Tabel 2.3 Definisi FMEA untuk Rating Detectability ... 32
Tabel 3.1 Syarat penandaan ban luar sepeda motor ... 41
Tabel 2.1 Definisi FMEA untuk Rating Occurrence ... 31
Tabel 2.2 Definisi FMEA untuk Rating Severity ... 31
Tabel 2.3 Definisi FMEA untuk Rating Detectability ... 32
Tabel 3.1 Syarat penandaan ban luar sepeda motor ... 41
DAFTAR GAMBAR
Gambar 2.1 Siklus Kualitas ... 8
Gambar 2.2 Check Sheet ... 16
Gambar 2.3 Pareto Chart ... 17
Gambar 2.4 Fish Bone Diagram ... 18
Gambar 2.5 Histogram ... 19
Gambar 2.6 Scatter Diagram ... 20
Gambar 2.7 Stratifikasi ... 20
Gambar 2.8 Control Chart ... 21
Gambar 2.9 Peta Pengendali Mutu Proses Statistik Data Variabel... 26
Gambar 2.10 Peta Pengendalian Mutu Proses Statistik Data Atribut ... 28
Gambar 2.11 Rating Umum Untuk FMEA ... 30
Gambar 3.1 Kerangka Metode Penelitian ... 38
DAFTAR TABEL
Tabel Halaman
2.1 Tabel Tally sheet ……….. 21
2.2 Tabel Check Sheet ……… 22
2.3 Stratifikasi………. ……… 25
2.4 Rating umum untuk FMEA ………..……… 35
2.5. Definisi FMEA Untuk Rating Occurrence ……….…………. 35
2.6. Definisi FMEA Untuk Rating Severity ……….. 36
2.7. Definisi FMEA Untuk Rating Detectability ………... 37
2.8. Syarat Penandaan Ban Luar Sepeda Motor………. 40
4.1 Total Produksi ………..………... 90
4.2. Data cacat ban luar sepeda motor ( IRC ) Januari – April 2010 ……….…………... 92
4.3. Ranking data Cacat ban luar sepeda motor ( IRC ) Januari – April 2010 ………... 93
4.4. Data proses dan Lima defect tingkatan teratas (Pcs)……… 97
4.5. Data Lima defect Yang Menempati Tingkatan Teratas.(Pcs)……….... 97
4.6 Data Prosentase defect ( Pcs )…...……….. 98
4.7. Data Scrap Proses Produksi (Pcs) ……….…………... 99
4.8. Data Scrap Proses Produksi Ban (Pcs) ………... 100
4.9. Data Scrap Proses Produksi Ban (Pcs) ………... 101
4.10. Data Scrap Proses Produksi Ban (Pcs) ………... 102
pada proses Produksi ban Bulan Januari 2010…...…….... 104
4.12. DPMO dan Sigma pada proses Produksi ban Bulan Febuari 2010 ……….…… 106
4.13. DPMO dan Sigma pada proses Produksi ban Bulan Maret 2010 ……….. 107
4.14. DPMO dan Sigma pada proses Produksi ban Bulan April 2010 ………... 108
4.15. Rekapan Nilai Kapabilitas Proses Produksi Ban …………. 110
4.16 Pembuatan Process Flow Chart dan Risk Assesment Tread Extruding…...………... 121
4.17. Pembuatan Process Flow Chart dan Risk Assesment Bias Cutting ……….…………... 129
4.18. Pembuatan Process Flow Chart dan Risk Assesment Bead Gromet ………... 131
4.19. Pembuatan Process Flow Chart dan Risk Assesment Tire Building ………... 135
4.20. Pembuatan Process Flow Chart dan Risk Assesment Tire Curing ………... 137
4.21 Nilai Severity Blown Side Wall …...………... 139
4.22. Nilai Severity Undercure ……….…………... 143
4.23. Nilai Severity Foreign Material ………... 144
4.24. Nilai Severity Blown Tread ………... 145
4.25. Nilai Severity Narrow Bead ………... 148
4.26 Nilai Occurance Blown Side Wall …...……… 149
4.27. Nilai Occurance Undercure ……….…………... 151
4.28. Nilai Occurance Foreign Material ………... 152
4.29. Nilai Occurance Blown Tread ………... 153
4.30. Nilai Occurance Narrow Bead ………... 155
4.31 Nilai Detection Blown Side Wall …...………. 156
4.32. Nilai Detection Undercure ……….…………... 159
4.33. Nilai Detection Foreign Material ………... 160
4.34. Nilai Detection Blown Tread ………... 161
4.35. Nilai Detection Narrow Bead ………... 164
4.36 Nilai Risk Priority Number Defect Blown Side Wall ….. 165
4.37. Nilai Risk Priority Number Defect Undercure ………... 167
4.38. Nilai Risk Priority Number Defect Foreign Material….. 168
4.39. Nilai Risk Priority Number Defect Blown Tread ……… 169
4.40. Nilai Risk Priority Number Defect Narrow Bead ……... 171
4.41 Recommended Action untuk Defect Blown SideWall…... 175
4.42. Recommended Action untuk Defect Undercure ……….. 178
4.43. Recommended Action untuk Defect Foreign Material ... 179
4.44. Recommended Action untuk Defect Blown Tread …….. 180
4.45. Recommended Action untuk Narrow Bead …... 183
4.46 Nilai RPN yang ≥ 100 …... 184
4.47. Prioritas Perbaikan Defect Blown Side Wall dan Blown Tread ………... 184
4.48. Prioritas Perbaikan Defect undercure ………. 186
DAFTAR GAMBAR
Gambar Halaman
2.1. Siklus Kualitas... ... 11
2.2. Contoh Pareto Diagram ... 23
2.3. Contoh Histogram……….…… ... 23
2.4. Contoh Fishbone diagram………. 25
2.5. Contoh Control Chart ..……… 26
2.6. Konstruksi Ban roda dua…... ………... 38
2.7. Penulisan Ukuran Ban Roda Dua...………... 41
2.8. Penulisan Cara Metrik... ……….... 41
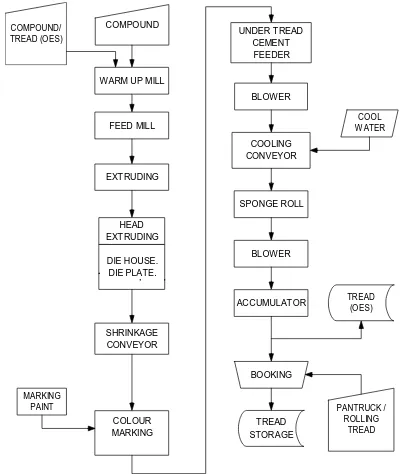
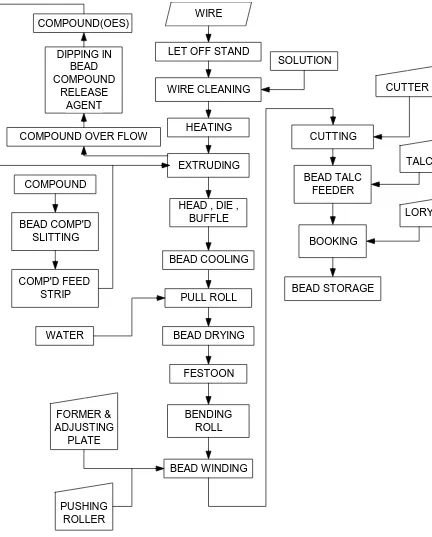
2.9. Proses Produksi Ban...…...………... 44
2.10. Flowchart proses Extruding...…...………... 45
2.11. Compound sheet...…. ………...……….... 46
2.12. Compound Tread OES...………...………..…. 47
2.13. Tread... ………...…..….. 49
2.14. Flowchart Proses Bias Cutting...…...……… 51
2.15. Ply...………....…….. 53
2.16. Flowchart Proses Bead Grommet... ...……… 56
2.17. Bead...…. ………....…... 60
2.18. Joint Over Lap...………. 60
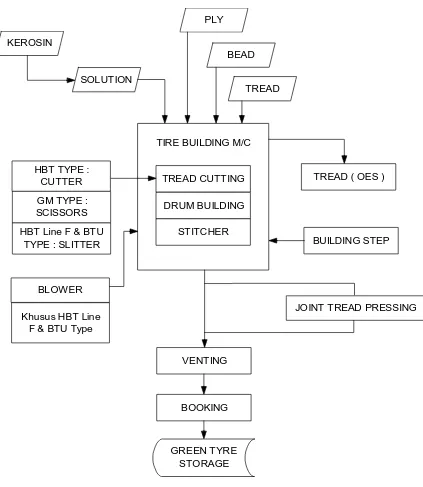
2.19. Flowchart Proses Building...…...……… 61
2.20. Roll Venting... ……….. 64
2.21. Green Tire...………. 64
xiv
2.23. Tire...………. 70
3.1. Kerangka Metode Penelitian...………. 85
4.1. Gambar Ban Luar sepada Motor...……... 90
4.2. Histogram Total Produksi Plant B, H, I ( Januari – April)... 91
4.3. Histogram Jumlah Produk Cacat Ban Luar sepeda Motor Bulan Januari - April 2010... 94
4.4. Diagram Pareto Jumlah Produk Cacat Ban Luar sepeda Motor Bulan Januari - April 2010... 95
4.5. Diagram Pareto Lima Deffect Urutan Teratas...… 96
4.6. Diagram Pareto Jenis Cacat (defect) ban... 99
4.7. Diagram Pareto (defect) jenis scrap pada proses produksi ban (Januari2010)...………... 100
4.8. Diagram Pareto (defect) jenis scrap pada proses produksi ban (Febuari2010)...………... 101
4.9. Diagram Pareto (defect) jenis scrap pada proses produksi ban (Maaret2010)...……... 102
4.10. Diagram Pareto (defect) jenis scrap pada proses produksi ban (April2010)... 103
4.11. Fishbone Diagram Deffect Blown Sside Wall dan Blown Tread... 112
4.12. Fishbone Deffect Undercure... 116
4.13 . Fishbone Deffect Foreign Material...…... 120
ANALISA DAMPAK KEGAGALAN PROSES PRODUKSI TERHADAP KERUSAKAN PRODUK BAN DENGAN METODE FMEA
( FAILURE MODE AND EFFECT ANALYSIS ) (Studi Kasus di PT. Gajah Tunggal, Tbk)
Agung Aditya Fajerin Jurusan Teknik Industri
FTI – UPN “Veteran” Jawa Timur
ABSTRAK
Kualitas merupakan rangkaian keseluruhan karakterstik dan keistimewaan dari suatu produk atau jasa dalam memuaskan sebagian atau
keseluruhan kebutuhan dari konsumen. Konsumen sebagai pemakai produk semakin kritis dalam memilih atau memakai produk oleh karena itu keadaan ini mengakibatkan peranan kualitas semakin penting.
Permasalahan yang terjadi di PT. Gajah Tunggal, Tbk ini adalah tingginya tingkat defect produk ban luar sepeda motor dengan merk IRC. meskipun perusahaan sudah menerapkan pengendalian yang terkendali. Akibat relatif tingginya tingkat defect ini sangat mempengaruhi ban IRC oleh karena itu perlu adanya pengendalian kontrol kualitas yang diintegrasikan dengan metode FMEA yang bertujuan sebagai solusi untuk mengatasi permasalahan perusahaan saat ini.
Tujuan dari penelitian ini adalah untuk mengidentifikasi faktor-faktor yang mempunyai pengaruh signifikan terhadap kualitas ban IRC sehingga nantinya secara optimal dapat diketahui faktor apa saja yang mengurangi kualitas ban IRC serta dapat menekan jumlah defect yang terjadi. Untuk pengendalian kualitas ban IRC digunakan metode FMEA dengan bantuan alat kontrol statistika Dengan pengukuran tingkat defect tersebut maka nantinya didapatkan baseline kinerja tingkat output yang menggambarkan tingkat DPMO serta Kapabilitas Sigma selama satu bulan.
Hasil penelitian, Dengan menggunakan metoda fish bone diagram dan PFMEA, didapatlah kemungkinan-kemungkinan penyebab dari kegagalan proses tersebut. Hal ini kemudian dijadikan dasar untuk menentukan langkah – langkah antisipasi dari kegagalan produksi tersebut.
BAB I PENDAHULUAN
1.1. Latar Belakang Masalah
Bangsa Indonesia pada masa sekarang ini tengah memasuki dunia
perindustrian. Sistem pasar bebas yang telah disetujui oleh beberapa negara sudah
dimulai, hal ini menyebabkan sistem perdagangan antar negara yang semula
dikenai oleh biaya yang tinggi sudah tiada lagi. Dengan semakin terbuka dan
bebasnya system perdagangan tersebut, membuat perusahaan – perusahaan yang
mempunyai modal besar, mutu baik, dan system yang baik dari berbagai negara
akan mulai memasuki dan merebut pasar perindustrian di negara kita.
PT. Gajah Tunggal Tbk. Khususnya Plant B, H, dan I sebagai salah satu
perusahaan yang bergerak di bidang industri manufaktur dengan salah satu produk
yang dihasilkan adalah ban sepeda motor baik ban luar maupun ban dalam sepeda
motor ( Motorcycle Tire and Tube ) yang berorientasi pada local maupun export .
Tire ( ban luar sepeda motor ) memiliki fungsi yang sangat penting untuk sepeda
motor.
Permasalahan PT Gajah Tunggal adalah Untuk menghasilkan produk
berkualitas tinggi dalam jumlah besar dan continue (mass production), Perusahaan
melakukan pengendalian kualitas dengan langkah awal berupa pengidentifikasian
kecacatan produk agar dapat mengurangi kesalahan proses seminimal mungkin.
Pada kenyataannya, dalam proses produksi, Tire masih terjadi kecacatan yang
cukup banyak Dengan tingkat kecacatan rata-rata antara 1% - 5% dalam satu
bulan produksi. Semua itu biasanya kurang mendapat perhatian serta
2
pengendalian, sehingga menurunkan kualitas produk dan tentu saja merugikan
perusahaan. Banyak industri yang melalaikan jumlah kecacatan produk terutama
perusahaan yang memproduksi barang. Mereka berpikir bahwa kecacatan yang
terjadi hanya kecil namun tidak sadar dari sedikitnya cacat yang terjadi akan
mengurangi kualitas dari produk yang dihasilkan. Di dalam memproduksi produk
tersebut pihak produksi adalah pihak yang mungkin terkait mengalami kesalahan
sehingga menimbulkan cacat. Sehingga dalam hal ini perlu suatu analisa tentang
kecacatan yang dapat mengurangi kesalahan-kesalahan seminimal mungkin.
FMEA ( Failure Mode Effect Analysis ) adalah sebuah teknik yang
memberikan sebuah metodologi untuk memudahkan peningkatan proses suatu
produk dengan meneliti setiap elemen dari komponen, produk atau proses
produksi agar tidak terjadi proses design ulang.
Penggunaan metode Failure Mode And Effect Analysis itu sendiri akan
dapat mengidentifikasi dan menganalisa cacat produk yang ada di PT. Gajah
Tunggal,Tbk Tangerang untuk menentukan faktor penyebab kecacatan dan
menganalisanya faktor kecacatan tersebut sehingga kualitas produk yang baik
akan didapatkan dan tujuan perusahaan dalam menghasilkan produk yang sesuai
permintaan konsumen akan tercapai dengan baik dan memuaskan.
1.2. Perumusan Masalah
Berdasarkan latar belakang tersebut diatas masalah yang dihadapi
“Berapa tingkat kecacatan dan faktor yang menjadi penyebab terjadinya
kecacatan produk pada proses produksi Tire di PT. Gajah Tunggal, Tbk.
Tangerang ?”
1.3. Batasan Masalah
Untuk mencapai tujuan yang dinginkan dalam penelitian maka perlu
dilakukan pembatasan masalah yang dihadapi, yaitu:
1. Pengamatan dan analisa dibatasi hanya pada urutan lima defect tire yang
terbesar . Penelitian dilakukan pada PT. Gajah Tunggal Tbk. Plant B, H, dan I
2. Data produksi yang digunakan diambil dari data selama bulan Januari – April
tahun 2010.
3. Tidak dilakukan analisa biaya
4. Dalam pembuatan tire diasumsikan sudah berjalan normal.
1.4. Asumsi
Dalam menyelesaikan penelitian untuk mencapai hasil yang diinginkan
digunakan asumsi-asumsi sebagai berikut:
1. Proses produksi tidak mengalami perubahan pada saat penelitian dilakukan.
2. Dalam pembuatan tire diasumsikan sudah berjalan normal.
1.5. Tujuan Penelitian
Tujuan penelitian yang dilakukan di PT. Gajah Tunggal. Tbk Tangerang
4
1. Mengaetahui tingkat kecacatan pada pembuatan tire di PT. Gajah Tunggal
Tbk. Khususnya Plant B, H, dan I .
2. Mengetahui faktor – faktor penyebab kecacatan pada pembuatan tire di PT.
gajah Tunggal, Tbk. Khususnya Plant B, H dan I
1.6. Manfaat Penelitian
Adapun manfaat yang dapat diperoleh dari penelitian ini adalah sebagai berikut:
1. Bagi Perusahaan
Dengan adanya penerapan metode Failure Mode And Effect Analysis (FMEA),
diharapakan pihak perusahaan dapat mengurangi jumlah defect (cacat) produk
yang dialami selama ini, serta bukti konsistensi perusahaan dalam penerapan
standard mutu produk untuk memuaskan keinginan konsumen.
2. Bagi Peneliti
Dapat menambah pengetahuan dan pengalaman dengan menerapkan
penggunaan metode Failure Mode And Effect Analysis (FMEA) dalam
permasalahan defect (cacat) yang ada di dalam proses produksi suatu
perusahaan.
3. Bagi Universitas
Memberikan referensi tambahan dan perbendaharaan perpustakaan agar
berguna di dalam mengembangkan ilmu pengetahuan dan juga berguna sebagai
1.7. Sistematika Penulisan
Sistematika penulisan laporan penelitian sesuai dengan sistematika
penulisan yang ditetapkan oleh pihak fakultas dalam memudahkan penelitian
adalah sebagai berikut :
BAB I
PENDAHULUAN
Bab ini meliputi latar belakang masalah, perumusan masalah,
pembatasan masalah, asumsi-asumsi, tujuan penelitian, manfaat
penelitian dan sistematika penulisan.
BAB II
TINJAUAN PUSTAKA
Bab ini berisi tentang studi kepustakaan yang berhubungan dengan
masalah yang diteliti dan dapat digunakan sebagai acuan teori dan
dasar dari pemecahan masalah yang dilakukan, yaitu dengan
menggunakan Metode Failure Mode and Effect analysis.
BAB III
METODE PENELITIAN
Bab ini dibahas tentang lokasi dan waktu penelitian, identifikasi
operasional variabel, metode pengumpulan data, pengolahan data
dan langkah – langkah pemecahan masalah.
BAB IV
HASIL DAN PEMBAHASAN
Bab ini berisi tentang data-data yang diperlukan dalam analisa
6
metode Failure Mode And Effect Analysis yang kemudian data
tersebut diolah dan analisa untuk mendapatkan hasil lebih lanjut.
BAB V
KESIMPULAN DAN SARAN
Bab ini berisi tentang kesimpulan yang diperoleh dari hasil
pengumpulan data dan pengolahan data, serta saran-saran sebagai
bahan pertimbangan perusahaan.
BAB II
TINJAUAN PUSTAKA
Dalam bab ini akan dibahas mengenai dasar-dasar teori yang akan
dijadikan sebagai acuan, prosedur dan langkah-langkah dalam melakukan
penelitian, sehingga permasalahan yang diangkat nantinya akan dapat
terselesaikan dengan baik.
2.1. Konsep dan Definisi Pengendalian Kualitas
Konsep yang dapat digunakan perusahaan untuk penekanan prinsip
manajemen kualitas salah satunya adalah melalui pendekatan proses produksi atau
operasional. Jasa akan tercapai dengan lebih efisisen bila nilai-nilai yang masuk
hubungan antara kegiatan dan prosesnya dikelola dengan baik sebagai suatu
sistem yang terpadu, proses tersebut merubah nilai-nilai yang masuk pada
organisasi atau perusahaan. Sistem kualitas dirancang untuk pengendalian dan
perbaikan nilai yang secara sederhana meliputi semua pekerjaan atau kegiatan
pada semua organisasi atau perusahaan yang terdiri dari berbagai proses kegiatan
dalam organisasi tersebut. ( Dorothea Wahyu, 2002 : 17 )
Menurut Assauri Sofyan, (1993 : 267). Mutu diartikan sebagai
faktor-faktor yang terdapat dalam suatu barang/hasil yang menyebabkan barang/hasil
tersebut sesuai dengan tujuan untuk apa barang/hasil itu dimaksudkan atau
digunakan.
8
J.M. Juran mengatakan mutu adalah kesesuaian dengan tujuan atau
manfaatnya. Menurut W. Edward Deming, mutu harus bertujuan memenuhi kebutuhan pelanggan sekarang dan masa akan datang. Crosby berpendapat bahwa mutu adalah kesesuaian dengan kebutuhan yang meliputi availability, delivery,
reliability, maintainability, dan cost effectiveness. Sedangkan menurut A.V. Feigenbaum, mutu merupakan keseluruhan gabungan karakteristik produk dan jasa yang meliputi marketing, engineering, manufacture, dan maintenance melalui
mana produk dan jasa dalam pemakaian akan sesuai denga harapan pelanggan.
Menurut perbendaharaan istilah ISO 84202 dan Standar Nasional Indonesia, mutu
adalah keseluruhan ciri dan karakteristik produk atau jasa yang kemampuannya
dapat memuaskan kebutuhan, baik yang dinyatakan secara tegas maupun tersamar
(Ariani, 1999 : 3).
Istilah mutu sangat penting bagi suatu organisasi atau perusahaan, karena
(Ariani, 1999 : 4) :
Mempengaruhi reputasi perusahaan
Penurunan biaya
Peningkatan pangsa pasar Pertanggung jawaban produk
Dampak internasional
Penampilan produk atau jasa Mutu yang dirasakan
Tingkatan mutu dapat dipengaruhi oleh beberapa faktor, antara lain
(Sofjan, 1993 : 269) :
Wujud luar
Biaya barang tersebut
Untuk mencapai salah satu tujuan perusahaan dalam menghasilkan produk
yang sesuai permintaan konsumen, maka diperlukan perencanaan yang sesuai
dengan tujuan tersebut. Suatu perencanaan harus didukung oleh pengawasan yang
baik dan benar dengan cara mengatur pengendalian kualitas mulai dari bahan baku
hingga produk jadi guna mencegah penyimpangan dari pelaksanaan produksi yang
telah direncanakan sebelumnya.
Pengendalian atau pengawasan kualitas yang kurang baik akan berpengaruh
pada kelangsungan hidup perusahaan. Adanya kerusakan terhadap salah satu
mesin akan mengakibatkan target produksi tidak tercapai sehingga penjualan
produk dapat menurun. Dengan adanya pengendalian kualitas yang efektif akan
menjamin kelancaran proses produksi, sehingga dihasilkan produk yang mampu
bersaing secara sehat di pasaran dengan biaya yang efisien dan kelangsungan
hidup perusahaan akan tetap berjalan.
Proses kelahiran produk dimulai ketika desainer menerima informasi yang
diinginkan, diperlukan dan diharapkan oleh konsumen dan menterjemahkannya ke
dalam bentuk spesifikasi produk yang mencakup gambar, dimensi, toleransi,
material, proses perkakas dan alat bantu. Operator menggunakan informasi dari
desainer untuk memberikan fungsi yang tepat untuk membuat produk atau
mengerjakannya pada proses permesinan. Dalam usaha memuaskan konsumen,
produk yang dipesan harus tiba dalam jumlah, waktu dan memberikan fungsi yang
10
sasaran kebutuhan konsumen adalah kualitas yang membangun keseimbangan
yang tepat antara biaya produk dan nilai yang diterima oleh konsumen.
Definisi kualitas adalah kepuasan konsumen terhadap produk yang
dibelinya. Berdasarkan pengertian tentang kualitas tersebut nampak bahwa
kualitas selalu berfokus pada pelanggan. Dengan demikian produk desain,
diproduksi untuk memenuhi keinginan pelanggan dapat dimanfaatkan dengan baik
serta diproduksi dengan baik dan benar.
Pengendalian kualitas tiap produk mempunyai sejumlah unsur yang
bersama-sama menggambarkan kecocokan penggunannya. Parameter-parameter
ini biasanya dinamakan ciri-ciri kualitas menurut Douglas C Montgomery, (1998 : 3), ada beberapa jenis:
1. Fisik; panjang, berat, voltage, kekentalan.
2. Indera; rasa, penampilan, warna.
3. Orientasi; waktu, keandalan (dapat dipercaya), dapatnya dipelihara,
dapatnya dirawat.
Pengendalian kualitas adalah aktivitas keteknikan dan manajemen, yang
dengan aktivitas itu kita ukur ciri-ciri kualitas produk, membandingkannya
dengan spesifikasi atau persyaratan dan mengambil tindakan penyehatan yang
sesuai apabila ada perbedaan antara penampilan yang sebenarnya dengan yang
standart.
Kegiatan pengendalian kualitas pada dasarnya merupakan kumpulan
aktivitas untuk mencapai kondisi yang memuaskan keinginan konsumen yang
konsumen. Kegiatan pengendalian kualitas antara lain akan meliputi hal-hal
berikut:
1. Perancangan kualitas pada saat merancang produk dan proses
pembuatannya.
2. Pengendalian dalam penggunaan berbagai sumber material yang dipakai
dalam proses produksi.
3. Pengamatan terhadap performansi produk.
4. Membandingkan performansi yang dihasilkan dengan standart yang berlaku.
5. Analisa tindakan korelasi dalam kaitannya dengan cacat-cacat yang
dijumpai pada produk yang dihasilkan.
Gambar 2.1 Siklus Kualitas
Dari pengertian pengertian diatas mutu adalah “Tolak ukur” yang
mengindikasikan nilai suatu produk yang mempengaruhi kepuasan dari
12
kebutuhan atau persyaratan pelanggan. Mutu tidak terjadi dengan sendirinya
melainkan harus dikelola, karena sistem mutu sebagai sarana yang mengatur
sumber daya untuk mencapai tujuan mutu dengan penetapan peraturan dimana
bila dilaksanakan dan dipelihara akan mencapai hasil yang maksimal.
Menurut David A. Garvin, dimensi mutu untuk industri manufaktur, yaitu
(Ariani, 1999 : 7):
Performance, yaitu kesesuaian produk dengan fungsi utama produk itu
sendiri atau karakteristik operasi suatu produk
Feature, yaitu ciri khas produk yang membedakan dari produk lain yang
merupakan karakteristik pelengkap dan mampu menimbulkan kesan yang
baik bagi pelanggan
Reliability, yaitu kepercayaan pelanggan terhadap produk karena
kehandalannya atau karena kemungkinan rusaknya rendah
Conformance, yaitu kesesuaian produk dengan syarat atau ukuran tertentu
atau sejauh mana karakteristik desain dan operasi memenuhi standar yang
telah ditetapkan
Durability, yaitu tingkat keawetan produk atau lama umur produk
Serviceability, yaitu kemudahan produk itu bila akan diperbaiki atau
kemudahan memperoleh komponen produk tersebut
Maksud dan tujuan Pengawasan mutu (Sofjan 1993 : 274) :
1. Agar barang hasil produksi dapat mencapai standar mutu yang telah
ditetapkan
3. Mengusahakan agar biaya desain dari produk dan proses dengan
menggunakan mutu produksi tertentu dapat menjadi sekecil mungkin.
4. Mengusahakan agar biaya produksi dapat menjadi serendah mungkin.
Kegiatan mutu sangat luas, karena semua sangat pengaruh terhadap mutu
harus dimasukan dan diperhatikan. Secara garis besar, pengawasan mutu dapat
dibedakan menjadi dua tingkatan yaitu :
1. Pengawasan selama pengolahan (Proses)
Banyak cara-cara pengawasan mutu yang berkenaan dengan proses yang
teratur. Contoh contoh atau sample yang diambil jarak waktu yang sama, dan
dilanjutkan pengecekan statistik untuk melihat apakah proses dimulai dengan baik
atau tidak apa bila terjadi kesalahan maka selanjutnya dinformasikan pada
pelaksana semula untuk penyesuaian kembali dan , cause dan effect diagram
potensi kegagalan mutu, control chart sebelum perbaikan potensi kegagalan
pengawasan harus sesuai urutan dan teratur.
2. Pengawasan atas barang hasil yang telah diselesaikan.
Walau telah diadakan pengawasan mutu dalam tingkat-tingkat proses,
teteapi tidak menjamin bahwa tidak ada hasil yang rusak atau kurang baik ataupun
tercampur dengan hasil yang baik. Untuk menjaga agar barang barang hasil yang
cukup baik atau yang paling sedikit rusaknya, tidak keluar atau lolos dari pabrik
sampai ke consumer/pembeli, maka perlu adanya pengawasan mutu atas barang
14
Dunia ini tampaknya menyusut karena kompetisi global berkembang dan
menyentak perusahaan yang kokoh satu demi satu. Konsumen yang memperoleh
informasi berada dalam posisi untuk meminta barang dan jasa yang bermutu
paling baik, yang ditawarkan oleh perusahaan global. Harga-harga yang rendah
dan tenggang waktu pengiriman yang pendek, dan fleksibilitas juga diminta.
Sebagai tambahan kadang konsumen mencari jasa yang baik, jujur dan membantu
dari pemberi jasa.
Tujuan dari mutu harus merupakan produk dan jasa yang dapat
memberikan kepuasan pelanggan.
2.2. Tujuan Pengendalian Kualitas
Tujuan pengendalian kualitas adalah untuk memberikan jaminan kualitas
yang sebaik-baiknya kepada konsumen sehingga didapatkan kepercayaan dari
konsumen. Secara terperinci dapat dikatakan bahwa tujuan dari pengendalian
kualitas adalah:
1. Agar barang atau produk hasil produksi dapat mencapai standard mutu yang
ditetapkan.
2. Mengusahakan agar biaya desain dari produk dan proses dengan
menggunakan mutu produksi tertentu dapat menjadi sekecil nungkin.
3. Mengusahakan agar biaya inspeksi dapat ditekan seminimal mungkin.
4. Mengusahakan agar biaya produksi dapat ditekan serendah mungkin.
Tujuan pokok pengendalian mutu statistik adalah untuk menyelidiki
dengan cepat terjadinya sebab-sebab terduga sehingga tindakan pembenahan dapat
Dengan adanya pengendalian kualitas maka perusahaan tersebut akan mempunyai
kemampuan dalam hal:
a. Meningkatkan produktivitas
Dengan adanya pengendalian kualitas maka akan mengurangi waktu yang
terbuang sehingga produktivitas akan bertambah.
b. Pencegahan cacat lebih besar
Dengan adanya pengendalian kualitas maka pegendalian proses akan
terpelihara dengan konsisten.
c. Mencegah penyesuaian proses yang tidak perlu
Pengendalian kualitas dapat mcmbedakan antara gangguan dasar dan variasi
terduga.
d. Memberikan informasi tentang proses.
Informasi tentang perubahan proses dan parameternya yang penting dapat
diketahui dengan adanya pengendalian kualitas.
2.3. Manfaat Pengendalian Kualitas.
Pengaturan pengendalian kualitas dalam suatu perusahaan merupakan bagian
yang sangat penting dalam menunjang kelangsungan suatu perusahaan. Manfaat yang
dapat diperoleh dalam manajemen pengendalian kualitas adalah:
1. Menambah tingkat efisiensi dan produktivitas kerja.
2. Mengurangi kehilangan-kehilangan dalam proses kerja yang dilakukan
seperti mengurangi atau menghilangkan waktu yang tidak reproduktif.
3. Menekan biaya dan save money.
16
5. Menambah reliabilitas produk yang dihasilkan menjaga moral pekerja
tetap tinggi.
6. Mengurangi klaim pelanggan.
7. Berorientasi pada kebutuhan konsumen.
2.4. Ruang Lingkup Pengendalian Kualitas
Ada 3 jenis kualitas dalam operasi bisnis manufaktur, yaitu:
1. Kualitas Design
Adalah derajat dimana kategori suatu produk akan mamapu memberikan
kepada konsumen dua atau lebih produk meskipun memiliki fungsi yang
sama bisa memberikan derajat kepuasan yang berbeda karena adanya
perbedaan kualitas dalam rangcangan.
2. Kualitas Kesesuaian
Berhubungan dengan spesifikasi dan standardisasi produk dan kriteria
standar kerja yang telah disepakati. Secara umum kualitas kesesuaian
mencakup 3 macam bentuk pengendalian, yaitu:
a. Pencegahan Cacat
Mencegah kerusakan atau cacat benar-benar terjadi.
b. Pencegahan
Melibatkan pemakaian dan penetapan metode pemeriksaan, pengujian dan
analisa statistik dengan menerapkan teknik pengawasan kualitas untuk
c. Analisa dan Tindakan Korektif
Menganalisa kesalahan yang terjadi dan melakukan koreksi terhadap
penyimpangan tersebut, kegiatan ini merupakan tanggung jawab bagian
quality control.
3. Kualitas Penampilan
Perbaikan dari kualitas design dan kualitas kesesuaian akan dapat
meningkatkan penampilan produk. Jika kualitas design rendah terhadap
kekurangan penyesuasian dalam spesifikasi, maka akan mempengaruhi
penampilan secara keseluruhan.
2.5. Alat dan Teknik Pengujian Kualitas
Teknik dan alat pengawasan kualitas dapat dilakukan dengan 3 (tiga) cara,
yaitu:
1. Inspeksi.
Dengan inspeksi akan diketahui sejauh mana suatu produk memiliki kualitas
seperti yang dikehendaki. Keterangan yang di dapat secara inspeksi akan
diteruskan ke bagian lain dan bagian tersebut akan memberikan kepastian
bahwa kegiatan pada bagian proses telah dilakukan dengan baik. Tetapi
apabila terjadi penyimpangan maka akan diberi peringatan, agar dilakukan
perbaikan dan kegiatan produksi selanjutnya dihentikan. Selanjutnya
diberikan cara-cara agar kesalahan yang sama tidak terulang kembali.
2. Pemberian Keterangan.
Kegiatan pemberian keterangan memerlukan kegiatan pencatatan,
18
diambil keputusan tentang tindakan yang dibutuhkan dan memberitahukan
jaminan peringatan, atau tindakan yang diperlukan.
3. Penyelidikan.
Kegiatan penyelidikan membutuhkan penganalisaan catatan tentang
pengawasan apabila diperlukan dilaksanakan suatu percobaan pada proses
atau dalam laboratorium.
2.6. Perangkat Pengendalian Kualitas
Beberapa perangkat yang digunakan dalam pengendalian kualitas, yaitu:
2.6.1 Lembar Periksa
Lembar periksa adalah suatu formulir dimana item-item yang akan
diperiksa telah dicetak dalam formulir itu, dengan maksud agar data-data dapat
dikumpulkan dengan mudah dan cepat.
Penggunaan lembar periksa bertujuan untuk:
1. Memudahkan proses pengumpulan data terutama untuk mengetahui
bagaimana masalah sering terjadi. Tujuan utama dari penggunaan lembar periksa
adalah membantu mentabulasikan banyaknya kejadian suatu masalah
tertentu atau penyebab tertentu.
2. Mengumpulkan data tentang jenis masalah yang sedang terjadi. Dalam
kaitan ini, lembar periksa akan membantu memilah-milah data ke dalam
kategori yang berbeda seperti penyebab-penyebab, masalah-masalah dan
3. Menyusun data secara otomatis, sehingga data tersebut dapat dipergunakan
dengan mudah.
4. Memisahkan antara opini dan fakta. Kita sering berfikir bahwa kita
mengetahui suatu masalah atau menganggap bahwa sesuatu penyebab itu
merupakan hal yang paling penting. Dalam kaitan ini lembar periksa akan
rnembantu membuktikan opini kita itu apakah benar atau salah.
Pada dasarnya lembar periksa dapat dibuat dengan menggunakan enam
langkah utama, sebagai berikut:
1. Menjelaskan tentang tujuan pengumpulan data. Dalam hal ini sangat baik
untuk memulai pengumpulan data (apakah dengan menggunakan lembar
periksa atau bukan) dengan mengajukan beberapa pertanyaan yang berkaitan
dengan hal-hal bcrikut:
a. Apa yang menjadi masalah utama
b. Mengapa data harus dikumpulkan
c. Siapa yang akan menggunakan informasi yang sedang dikumpulkan
dan informasi apa yang benar-benar dibutuhkan. Apakah informasi
itu perlu diperinci berdasarkan departemen, hari, bulan, shift, mesin,
dan lain-lain.
d. Siapa yang mengumpulkan data
2. Identifikasi apa atau atribut karakteristik kualitas yang sedang diukur?
Berkaitan dengan hal ini kita dapat mengikuti langkah-langkah spesifik,
20
a. Memulai memberikan judul dari lembar periksa itu.
Pemberian judul harus tegas dan memberitahukan kepada orang
tentang apa yang sedang dikaji.
b. Menuliskan hal-hal spesifik yang akan diukur pada lembar periksa
itu. Sebagai misal, apabila kita sedang mengukur keluhan pelanggan,
maka kategori yang mungkin dipertimbangkan adalah penyerahan
terlambat, karyawan tidak sopan, tagihan tidak benar, penyerahan
tidak sesuai pesanan, dan lain-lain.
3. Menentukan waktu atau tempat pengukuran. Dalam kaitan ini perlu
memutuskan apakah ingin mengumpulkan informasi berdasarkan waktu
(per menit, per jam, per hari, dan lain-lain).
4. Mulai mengumpulkan data untuk item yang sedang diukur. Dalam
kaitan ini, kita harus mencatat kejadian secara langsung pada lembar
periksa. Akurasi data harus diperhatikan dalam setiap kegiatan pengumpulan
data.
5. Menjumlahkan data yang telah dikumpulkan itu. Dalam hal ini kita
harus menjumlahkan banyaknya kejadian untuk setiap kategori yang sedang
diukur.
6. Memfokuskan untuk mengambil tindakan peningkatan atas penyebab
masalah yang sedang terjadi itu. Perlu diingat bahwa setiap tindakan
peningkatan harus diambil berdasarkan fakta dan bukan hanya
2.6.2 Data Numerik atau Kuatitatif
Alat-alat yang mengunakan data numerik untuk mengadakan perbaikan
kualitas pada penelitian ini antara lain sebagai berikut:
a. Check Sheet
Check sheet adalah alat yang sering digunakan untuk menghitung seberapa sering sesuatu hal terjadi dan sering digunakan dalam pengumpulan dan
pencatatan data. Data yang sudah terkumpul tersebut kemudian dimasukkan
ke dalam grafik, seperti pareto chart ataupun histogram untuk kemudian dilakukan analisis terhadapnya. Check sheet ini dapat digunakan sebagai alat bantu dalam tahap pelaksanaan (do) dalam plan-do-check-action cycle. Di sektor pelayanan atau jasa, check sheet ini dilakukan dengan mengumpulkan
pendapat pelanggan mengenai proses jasa pelayanan. Check sheet ini sering juga kita ganti dengan tally sheet. Pada tabel 2.1 dapat dilihat contoh penggunaan tally sheet pada jasa pelayanan bengkel, dan tabel 2.2 adalah
contoh penggunaan check sheet yang juga pada jasa pelayanan bengkel mobil Surya Agung Indah Motor.
Tabel 2.1 Tally Sheet
Kesalahan Jumlah kesalahan dalam 1 bulan
Kualitas perbaikan mobil
Pelayanan administrasi
Pelayanan mekanik
Peralatan kuno
///// ////
///
///// //
///// ///// ///// //
22
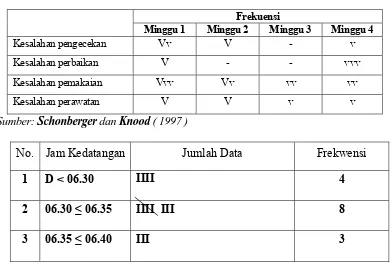
Tabel 2.2 Check Sheet
Frekuensi
Minggu 1 Minggu 2 Minggu 3 Minggu 4
Kesalahan pengecekan Vv V - v
Kesalahan perbaikan V - - vvv
Kesalahan pemakaian Vvv Vv vv vv
Kesalahan perawatan V V v v
Sumber: Schonberger dan Knood ( 1997 )
No. Jam Kedatangan Jumlah Data Frekwensi
1 D < 06.30 IIII 4
2 06.30 ≤ 06.35 IIII III 8
3 06.35 ≤ 06.40 III 3
b. Diagram Pareto
Diagram pareto merupakan grafik batang yang menunjukkan masalah berdasarkan urutan banyaknya kejadian. Masalah yang paling banyak terjadi
ditunjukkan oleh grafik batang pertama yang tertinggi serta ditempatkan pada
sisi paling kiri dan seterusnya sampai masalah yang paling sedikit terjadi
ditunjukkan oleh grafik batang yang terakhir yang terendah serta ditempatkan
pada sisi yang paling kanan.
ju
Percent 39.1 30.4 24.6
Kait Rusak
Gambar 2.2 Pareto Diagram
Sumber: Mitra ( 1993 )
0
Gumpil Pecah Retak Kait Rusak Jenis Cacat
c. Histogram
Histogram adalah alat yang digunakan untuk menunjukkan variasi data pengukuran dan variasi setiap proses. Berbeda dengan pareto chart yang
penyusunanya menurut urutan yang memiliki proporsi terbesar ke kiri
hingga proporsi terkecil, histogram ini penyusunannya tidak menggunakan
urutan apapun.
Contoh histogram dapat dilihat pada gambar 2.2
24
2.6.3 Diagram Sebab Akibat
Diagram sebab akibat adalah suatu diagram yang menunjukkan hubungan
antara sebab akibat. Berkaitan dengan pengendalian proses stastistical, diagram
sebab akibat dipergunakan untuk menunjukkan faktor-faktor penyebab (sebab) dan
karakteristik kualitas (akibat) yang sering disebut juga sebagai diagram tulang ikan
(fishbone diagram) karena bentuknya seperti kerangka ikan.
Pada dasarnya diagram sebab akibat dapat dipergunakan untuk
kebutuhan-kebutuhan sebagai berikut:
a. Membantu mengidentifikasi akar penyebab dari suatu masalah.
b. Membantu membangkitkan ide-ide untuk solusi suatu masalah
c. Membantu dalam penyelidikan atau pencarian fakta lebih lanjut.
Untuk mengetahui faktor-faktor penyebab suatu masalah yang sedang
dikaji kita dapat mengembangkan pertanyaan-pertanyaan sebagai berikut:
1. Apa penyebabnya?
2. Mengapa kondisi atau penyebab itu terjadi?
3. Bertanya “mengapa” beberapa kali (konsep five whys) sampai ditemukan penyebab yang cukup spesifik untuk diambil tindakan peningkatan.
Penyebab-penyebab spesifik itu yang dimasukkan atau dicatat ke dalam
Gambar 2.5 Contoh Diagram Tulang ikan (Sebab Akibat)
Sumber: Goetsch dan Davis ( 1995 )
2.6.4 Stratifikasi
Stratifikasi adalah menguraikan dan mengelompokkan data menjadi
unsur-unsur tunggal persoalan, sehingga menjadi lebih jelas. Kegunaannya untuk
menemukan persoalan, penyebab persoalan dan untuk menyiapkan Diagram
Pareto.
Tabel 2.3 Stratifikasi
2.6.6 Control Chart
Control Chart adalah grafik yang menyerupai run chart yang digunakan
untuk menentukan apakah suatu proses berada dalam keadaan in control atau out
of control. Control limit yang meliputi batas atas (upper control limit) dan batas
26
performansi yang diharapkan dari suatu proses, yang menunjukkan bahwa proses
tersebut konsisten. Dengan mengetahui kondisi proses, maka kita dapat
mengetahui sumber variasi proses, apakah merupakan common cause atau special
cause. Apabila merupakan special cause, kita dapat mengadakan perubahan tanpa
mengubah proses secara keseluruhan, teteapi bila merupakan common cause maka
kita tidak dapat mengadakan perubahan. dalam siklus PDCA, control chart
digunakan dalam tahap pelaksanaan (do) dan pengujian (check).
Gambar 2.5 Control Chart
2.7 Pengertian Proses Produksi
Menurut Assauri Sofyan (1993 : 37) menyatakan bahwa Kegiatan
produksi dan operasi merupakan kegiatan mentranformasikan masukan (input)
menjadi keluaran (output) yang berupa barang atau jasa. Usaha untuk memenuhi
ketepatan pengadaan barang dan nilai kualitas yang terjaga sesuai yang dijanjikan
dan peningkatan sistem produksi dalam rangka mencapai salah satu tujuan dari
perusahaan tersebut.
Produksi dan operasi adalah merupakan suatu sistem untuk menyediakan
barang-barang dan jasa-jasa yang dibutuhkan dan akan dikonsumsi oleh anggota
masyarakat (Sofjan, 1993 : 34).
Proses produksi selain dapat diartikan suatu proses tranformasi atau
perubahan dari input – proses - output, dapat juga dikatakan cara atau teknik
untuk menciptakan dan menambah fungsi dari barang dan jasa dengan
menggunakan sumber-sumber antara lain : tenaga kerja, bahan dan dana yang ada.
Ada tiga cara proses produksi untuk memperoleh hasil produksi yaitu :
1. Proses produksi yang kontinyu dimana peralatan produksi yang
digunakan diatur dengan memperhatikan urutan-urutan kegiatan
dalam menghasilkan produk, serta arus proses telah distandarisasi.
2. Proses produksi yang terputus-putus, dimana kegiatan produksi
dilakukan tidak standard. Dilakukan dengan keluwesan (flexible)
menurut berbagai produk dan ukuran.
3. Produksi yang bersifat proyek, dilakukan pada tempat dan waktu yang
berbeda.
Menurut Assauri Sofyan. (1993 : 30), empat macam fungsi dari produksi
antara lain :
28
2. Jasa-jasa (service) adalah suatu badan pengorganisasian untuk penetapan
teknik sehingga proses dapat dipergunakan secara efektif.
3. Perencanaan (planning) yang merupakan hubungan korelasi dan organisasi
dari kegiatan produksi untuk suatu dasar waktu tertentu.
4. Pengawasan (controlling) untuk menjamin bahwa maksud dan tujuan dari
pemakaian bahan dan pelaksanaannya.
Dari uraian diatas dapat diketahui bahwa dalam kegiatan produksi perlu
adanya usaha pengkoordinasian, agar kegiatan produksi yang dilakukan dapat
efektif dan efisiens seperti apa yang diharapkan. Untuk melakukan
pengkoordinasian ini yang terpenting bukan hanya pengawasan dan perencanaan
saja tetapi yang paling penting adalah kebijaksanaan produksi pengontrolan
(production policy). Karena tujuan dari kegiatan produksi adalah tujuan dari
perusahaan juga.
Menurut Assauri Sofyan (1980), tujuan dari perencanaan dan pengawasan
produksi adalah :
1. Untuk mengusahakan perusahaan dapat menguasai pasar yang luas.
2. Untuk mengusahakan perusahaan dapat berproduksi pada tingkat yang
efisien dan efektifitas yang tinggi.
3. Untuk bisa menggunakan modalnya secara optimal mungkin.
Hal tersebut diatas dimungkinkan apa bila perusahaan bisa menjual
lagi. Sehingga perusahaan akan mampu berproduksi dengan biaya yang rendah
dan dapat menentukan harga jual yang rendah sehingga mampu bersaing.
Menurut Assauri Sofyan (1999) tujuan perusahaan pada umumnya dalam
berproduksi dapat disimpulkan antara lain :
- Berproduksi dengan sukses.
- Berproduksi dengan ekonomis.
- Berproduksi dengan dapat menyelesaikan pembutan barang atau jasa tepat
pada waktunya dan juga arah tujuannya.
- Berproduksi dengan mengharapkan keuntungan.
Kegiatan pengendalian dan pengawasan yang dilakukan dalam
pelaksanaan fungsi produksi dan operasi adalah pengendalian operasionalnya,
pengendalian mutu, persediaan, dan pengawasan biaya. Dengan demikian kita
mengetahui usaha pengkoordianasian segala aktifitas yang menyangkut kegiatan
produksi menjadi tanggung jawab pimpinan produksi atau kepala pabrik, maka
seorang manajer produksi dapat melimpahkan wewenang atau otoritasnya kepada
kepala bagian perencanaan dan pengawasan produksi atau Production Planning
and Controling (P.P.C) dengan tugas dan kewajiban yang jelas sehingga apa yang
menjadi tanggung jawabnya dapat diselesaikan dengan sebaik-baiknya.
2.8 Pengendalian Mutu Statistik
Pengendalian mutu statistik dapat dibagi kedalam pengendalian mutu
proses, yaitu pengendalian mutu produk selama masih berada dalam proses dan
30
pengendali yang disebut Peta Pengendali Proses (Process Control Chart) atau
sering disingkat dengan control chart. Perusahaan yang menganut filosofi TQM
hanya melakukan pengendalian mutu selama masih berada dalam proses, sehingga
hanya digunakan Peta Pengendali Proses (Ariani, 1999 : 99)
Pengendalian mutu proses statistik adalah pengendalian mutu produk
selama masih ada dalam proses. Dalam mengadakan pengendalian mutu tersebut
dapat digambarkan batas atas (upper control limit) dan batas bawah (upper control
limit) beserta garis tengahnya (center line). Pengendalian mutu proses statistik
meliputi pengendalian mutu proses untuk data variabel dan pengendalian mutu
proses untuk data atribut.
2.8.1 Pengendalian Mutu Proses Statistik Data Variabel
Yang dimaksud dengan data variabel adalah data mengenai ketetapan
pengukuran produk yang masih berada dalam proses dengan standar yang telah
ditetapkan. Pengukuran ini meliputi pengukuran panjang, diameter, ketebalan,
lebar, dan sebagainya. Penyimpangan dari pengukuran yang diharapkan tetapi
masih ada di bawah batas atas (UCL) atau diatas batas bawah (LCL) masih
dianggap sebagai produk yang baik yang berarti dalam proses terdapat berbagai
variasi atau penyimpangan. Namun bila data pengukuran yang dihasilkan ada
diluar batas pengendalian, maka proses produksi tersebut dianggap berada diluar
batas pengendalian (out of control) yang berarti proses tersebut mengalami
kerusakan. Pengukuran yang ada pada center line adalah pengukuran yang
Pengukuran
Upper Control Limit
Centerline
Lower Upper Limit
Waktu
Gambar 2.9 Peta Pengendali Mutu Proses Statistik Data Variabel
Peta pengendali mutu proses statistik data variabel meliputi:
Peta pengendali rata-rata (mean chart atau X-chart) yang digunakan untuk
mengetahui penyimpangan pengukuran dari pengukuran rata-rata panjang,
lebar, tinggi, berat, diameter, dan sebagainya.
Peta pengendali range (R-chart) dan peta pengendali standar deviasi
(SD-chart) yaitu peta pengendali untuk mengetahui tingkat keakurasian
pemrosesan. R-chart lebih mudah diterapkan dari pada SD-chart, tetapi
SD-chart lebih tepat.
Peta Pengendali individu (Individual control chart) yaitu peta pengendali
yang digunakan apabila perusahaan hanya memproduksi satu unit dalam
setiap harinya.
Peta pengendali regresi/kecenderungan Itrend-chart) yaitu peta pengendali
untuk perusahaan yang mempunyai data yang bentuknya merupakan suatu
32
2.8.2 Pengendalian Mutu Proses Statistik Data Atribut
Yang dimaksud dengan data atribut adalah data mengenai ketepatan
pengukuran produk yang masih berada dalam proses dengan standar yang telah
ditetapkan. Pengukuran ini meliputi pengukuran cacat atau tidak, nyala atau
tidak, dan sebagainya. Penyimpangan dari pengukuran yang diharapkan tetapi
masih ada di bawah batas atas (UCL) atau di atas batas bawah (LCL) atau ada di
bawah batas bawah masih dianggap sebagai produk yang baik yang berarti dalam
proses terdapat berbagai variasi atau penyimpangan. Namun bila data pengukuran
yang dihasilkan ada diluar batas pengendalian yaitu yang ada diatas batas, maka
proses produksi tersebut dianggap berada diluar batas pengendalian (out of
control) yang berarti proses tersebut mengalami kerusakan. Data pengukuran yang
ada dibawah batas bawah (LCL) justru produk yang baik karena jumlah atau
proporsi produk cacatnya kecil. Bila data ada diluar batas pengendalian, perlu
diadakan revisi terhadap peta pengendalian tersebut sehingga data pengukuran
berada dalam batas pengendalian (in control).
Cacat
Upper Center Limit
Centerline
Lower Center Limit
Waktu
Peta pengendali mutu proses statistik data atribut meliputi :
P-chart atau np-chart, yaitu peta pengendali proses untuk mengetahui
proporsi produk cacat dalam suatu sampel. np-chart hanya digunakan
untuk banyaknya sampel yang sama dalam setiap kali observasi, sedang
p-chart dapat digunakan untuk banyaknya sampel sama maupun bervariasi
untuk setiap observasi.
C-chart atau U-chart, yaitu peta pengendali proses untuk mengetahui
banyaknya cacat dalam satu unit produk. C-chart hanya digunakan untuk banyaknya sampel yang sama untuk setiap kali observasi, sedang u-chart
digunakan untuk banyaknya sampel sama maupun bervariasi untuk setiap
kali observasi.
2.8.3 Failure Mode and Effect Analysis ( FMEA )
Failure Mode and Effect Analysis adalah suatu penaksiran elemen per
elemen secara sistematis untuk menyoroti akibat-akibat dari kegagalan komponen,
produk, proses atau system memenuhi keinginan dan spesifikasi konsumen,
termasuk keamanan. Hal ini ditandai dengan nilai yang tinggi atas elemen dari
komponen, produk, proses atau sistem yang memerlukan prioritas penanganan
untuk mengurangi kegagalan melalui desain ulang, perbaikan secara
terus-menerus, pendukung keamanan, tinjauan perancangan, dll. Hal itu dapat
dilaksanakan pada tahap perancangan dengan reliabilitas data menggunakan
pengetahuan tentang rata-rata tingkat kegagalan untuk komponen dan produk
34
Untuk dapat berkompetisi, sebuah organisasi harus terus meningkatkan
diri. FMEA adalah sebuah teknik yang memberikan sebuah metodologi untuk
memudahkan peningkatan proses. Dengan menggunakan metode FMEA,
organisasi dapat mengidentifikasi dan mengurangi keperluan dini dalam
pengembangan sebuah proses atau desain. Kualitas dalam memperoleh komponen
atau pelayanan dapat meningkat ketika organisasi bekerja dengan supplier mereka
untuk mengimplementasikan FMEA dalam organisasi mereka. Adapun
keuntungan dari penerapan FMEA meliputi :
Mengurangi ‘lead time’ dari perubahan Engineering Mengurangi metode ‘trial error’
Mengurangi rework, aktivitas redesign
Mengurangi reject rate dan biaya
Bagaimana Implementasi FMEA bekerja ?
Langkah – langkah dan konsep – konsep kunci adalah sebagai berikut :
Tentukan siapa pelanggannya
Buat list apa yang digrapkan dari desain, dan apa yang tidak diinginkan
untuk terjadi
Buat analisa resiko
Input dan tools yang digunakan Mulai, evaluasi dan perbaikan Revisi apabila terjadi masalah
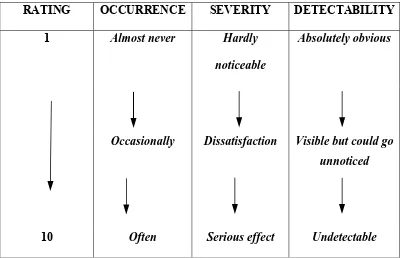
Rating occurrence, severity dan detectability dinyatakan dalam skala dari 1
RATING OCCURRENCE SEVERITY DETECTABILITY
1 Almost never Hardly
noticeable
Absolutely obvious
Occasionally Dissatisfaction Visible but could go unnoticed
10 Often Serious effect Undetectable
Tabel 2.4 Rating Umum Untuk FMEA
Untuk keterangan lebih lanjut tentang rating occurrence, severity dan detectability dapat dilihat pada tabel di bawah ini :
Tabel 2.3 Definisi FMEA untuk Rating Occurrence
Probability kegagalan Tingkat kegagalan Cpk Nilai
≥ 1 dalam 2 < 0.33 10 Sangat tinggi : kegagalan hampir tidak dapat dielakan
1 dalam 3 ≥ 0.33 9
1 dalam 8 0.51 8
Tinggi : Sama seperti diatas dimana kegagalan sering terjadi
1 dalam 20 0.67 7
1 dalam 80 0.83 6
1 dalam 400 1.00 5 Sedang : Kegagalan yang terjadi kadang kadang, tetapi tidak dalam porsi
yang besar/ major
1 dalam 2000 1.17 4
Rendah : hanya kegagalan tertentu yang terjadi 1 dalam 15000 1.33 3
Sangat rendah : kegagalan hampir bisa diindentifikasikan 1 dalam 150000 1.50 2
36
Tabel 2.4 Definisi FMEA untuk Rating Severity
Akibat Kriteria : Tingkat bahaya akibat dari kegagalan. Nilai
Bahaya tanpa adanya
peringatan
Dapat membahayakan mesin atau assembling operator. Nilai severity sangat
tinggi apabila kegagalan yang terjadi dapat membahayakan keselamatan
dalam pengoprasian kendaraan atau melanggar peraturan pemerintah.
Kegagalan yang terjadi tanpa adanya peringatan.
10
Bahaya tapi ada peringatan
sebelumnya
Dapat membahayakan mesin atau assembling operator. Nilai severity sangat
tinggi apabila kegagalan yang terjadi dapat membahayakan keselamatan
dalam pengoprasian kendaraan atau melanggar peraturan pemerintah.
Kegagalan yang terjadi didahului oleh peringatan.
9
Sangat tinggi
Sangat mengganggu produksi. 100% produk kemungkinan harus dibuang.
Kendaraan tidak berfungsi, kehilangan fungsi utamanya. Customer sangat
tidak puas.
8
Tinggi
Agak mengganggu produksi. Produk kemungkinan harus disortir dan
sebagian ( kurang dari 100%) dibuang. Kendaraan masih berfungsi tetapi
tingkat kenyamanannya berkurang. Customer tidak puas.
7
Sedang
Sedikit menggaggu produksi. Sebagai produk (kurang dari 100%) harus
dibuang tanpa harus disortir. Kendaran berfungsi tetapi beberapa faktor
kenyamanan tidak berfungsi.
6
Rendah
Agak mengganggu produksi. 100% produk harus kemungkinan harus
diperbaiki. Kendaraan / item berfungsi, tetapi tidak maksimal. Beberapa
Customer yang berpengalaman kurang puas
5
Sangat Rendah
Agak mengganggu produksi. Produk kemuingkinan harus disortir dan
sebagaian (kurang dari 100%) harus diperbaiki. Penampilan dan sehingga
kurang nyaman. Gangguan dirasakan oleh kebanyakan customer.
4
Kecil
Sedikit mengganggu produksi. sebagaian (kurang dari 100%) produk harus
diperbaiki dijalur produksi tetapi bukan ditempat pemasangan. Penampilan)
sehingga mengurangi kenyamanan. Gangguan dirasakan oleh rata - rata
Customer.
3
Sangat kecil
Sedikit mengganggu produksi. sebagaian (kurang dari 100%) produk harus
diperbaiki dijalur produksi dan tempat pemasangan. Penampilan sehingga
mengurangi kenyamanan. Gangguan dirasakan oleh Customer yang teliti.
2
Tabel 2.5 Definisi FMEA untuk Rating Detectability
Detection
Kreteria : Kemungkinan cacat komponen bisa dideteksi oleh proses control
yang ada, sebelum diproses lebih lanjut, atau sebelum part dikirim ke
Customer.
Nilai
Hampir tidak bisa dideteksi Tidak diketahui control yang dapat mendetksi 10
Sangat kecil Sangat kecil kemungkinan Kontrol yang dapat mendeteksi kegagalan 9
Kecil Kecil kemungkinan Kontrol yang ada dapat mendeteksi kegagalan 8
Sangat rendah Sangat rendah kemungkinan Kontrol yang ada dapat mendeteksi kegagalan 7
Rendah Rendah kemungkinan Kontrol yang ada dapat mendeteksi kegagalan 6
Sedang Sedang kemungkinan Kontrol yang ada dapat mendeteksi kegagalan 5
Agak besar Agak besar kemungkinan Kontrol yang ada dapat mendeteksi kegagalan 4
Besar Beasar kemungkinan Kontrol yang ada dapat mendeteksi kegagalan 3
Sangat besar Sangat Besar kemungkinan Kontrol yang ada dapat mendeteksi kegagalan 2
Hampir Hampir pasti kemungkinan Kontrol yang ada dapat mendeteksi kegagalan 1
Risk Priority Number (RPN) merupakan perkalian dari rating occurrence (O), severity (S) dan detectability (D) :
RPN = O x S x D
Angka ini seharusnya digunakan sebagai panduan untuk mengetahui
masalah yang paling serius, dengan indikasi angka yang paling tinggi memerlukan
38
2.9 Pengetahuan Ban Luar Roda Dua
Ban luar sepeda motor merupakan suatu komponen pokok pada suatu
kendaraan roda 2.
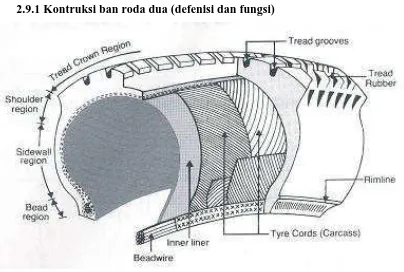
2.9.1 Kontruksi ban roda dua (defenisi dan fungsi)
Gambar 2.6 Kontruksi Ban Roda Dua
Tread :Lapisan karet yang bersentuhan langsung dengan permukaan
jalan. Tread berfungsi untuk melindungi carcass dari keausan yang
disebabkan oleh pemakaian dan kerusakan yang lain.
Carcass :Merupakan lapisan dari lembaran kain ban berlapis karet yang
merupakan pembentuk dari kontruksi ban. Karet yang melapisi kain ban,
tidak hanya melindungi dari kerusakan luar, tetapi juga mencegah kerusakan
yang ditimbulkan karena gesekan diantara kain ban.
Bead :Merupakan cincin dari kawat karbon tinggi, yang berlapis karet
pemasangan yang kokoh dari ban ke rim.
Tread Grooves :Struktur telapak pada Crown Region Area. Fungsinya
adalah untuk mengalirkan air yang berada diantara ban dan permukaan jalan
serta meminimalisir efek pertambahan panas dari ban, pada area crown.
Rim line :Garis melingkar pada bagian side wall sebagai penanda
pemasangan rim.
Inner Liner :Lapisan karet butyl yang melapisi keseluruhan bagian
dalam dari ban tubeless.
2.9.2 Klasifikasi Ban Luar
Klasifikasi ban luar dibagi berdasarkan dua kriteria, yaitu berdasarkan
jenis dan kontruksinya. Berdasarkan jenisnya ban luar terbagi atas “Bias Tire” &
“Radial Tire”.
Bias tire adalah ban yang struktur carcassnya disusun secara bersilangan
terhadap garis tengah telapak. Ada yang memakai peredam (breaker) dan ada
yang tidak. Ban radial adalah ban yang struktur carcassnya disusun 900 terhadap
garis tengah telapak dan memakai sabuk peredam jika diperlukan.
Berdasarkan kontruksinya ban dibagi atas “Tube Type” dan “Tubeless
Type”. Ban yang merupakan Tube type menggunakan ban dalam untuk menahan
tekanan angin pada ban, sedangkan Tubeless type tidak memerlukan ban dalam.
Bagian dalam dari ban type ini dilapisi dengan karet butyl sebagai lapisan kedap
udara yang fungsinya menyerupai ban dalam. Hal lain yang berbeda, pada bagian
bead terdapat desain khusus. Pemakaian ban tubeless ini haruslah pada rim khusus
40
Keuntungan menggunakan ban type tubeless adalah jika terjadi kebocoran,
tekanan angin ban hanya keluar sedikit demi sedikit sehingga kendaraan masih
dapat berjalan.
Tabel 2.7 Syarat penandaan ban luar sepeda motor
Identifikasi Cara penandaan
1. Nama perusahaan atau nama
produsen dan nama dagang
………..
2. Ukuran Sesuai lampiran atau JATMA, ETRTO,
TRA
3. Jenis benang carcass Nylon, Polyester, Fiberglass, Rayon
4. Jenis benang belt Nylon, Polyester, Fiberglass, Steel,
Kevlar, Rayon
5. Petunjuk keausan TWI atau segitiga
6. Negara pembuat Made in ………
7. Kode masa produksi 4 angka
8. Jenis pakai ban dalam Tube type atau tidak disebutkan
9. Jenis tanpa ban dalam Tubeless
10.Tanda SNI SNI
11.Kontruksi radial Radial
12.Ban reinforced Reinforced
2.9.3 Penulisan Ukuran Ban Roda Dua
Pada umumnya, penulisan ukuran ban roda dua, dilakukan dalam dua cara. Cara
yang paling umum digunakan adalah cara imperial, sedangkan penulisan cara
metrik adalah cara penulisan standard ISO.
Penulisan cara imperial :
Gambar 2.7 Penulisan Ukuran Ban Roda Dua
3.00 - 18 4PR
Lebar penampang Kontruksi Diameter pelek Ply Rating
Lebar penampang :Lebar penampang ban (dalam inchi)
Kontruksi _ : Symbol untuk kontruksi bias R : Symbol untuk kontruksi radial
Diameter pelek :Diameter pelek yang digunakan (dalam inchi)
Ply Rating :Angka indeks yang menyatakan tingkat kekuatan ban pada batas beban dan tekanan angin maksimum. Angka indeks selalu di
dinyatakan dengan angka genap.
Gambar 2.8 Penulisan Cara Metrik
100
/ 80
-
18
53
S
lebar
penampang
aspek rasio kontruksi Diameter
pelek
Indeks
beban
Symbol
42
Lebar penampang :Lebar penampang ban ( dalam millimeter)
Aspek Rasio :Perbandingan antara tinggi dan lebar penampang ban baru.
Diameter pelek :Diameter pelek yang dipergunakan (dalam inchi)
Indeks beban :Angka indeks yang menyatakan beban maksimum yang dapat ditanggung sebuah ban pada kondisi tertentu.
Symbol kecepatan :Symbol yang menyatakan tingkat kecepatan ban untuk
membawa beban sesuai dengan indeks bebannya.
2.9.4 Tanda Petunjuk Keausan (Tread Wear Indication)
Pola telapak atau pattern yang ada pada bagian tread pada ban, bertujuan
terutama untuk memberikan cengkraman (grip) pada kondisi jalan yang basah
atau licin.
Kemampuan cengkraman tersebut berkurang sebanding dengan bertambahnya
keausan tread akibat pemakaian.
TWI merupakan petunjuk untuk menentukan batas minimum keausan ban dalam
batas performance ban yang aman. Posisi dimana tanda TWI tersebut berada,
ditunjukkan dengan tanda segitiga pada kedua sisi sidewall dari ban. Untuk motor
Cycle terdapat 6 tanda, sedangkan untuk scooter terdapat 4 tanda pada sekeliling
lingkaran ban.
2.9.5 Penunjuk Arah Putaran
Pada saat pemasangan ban ke rim, pastikan bahwa pemasangannya telah
sesuai dengan arah penunjuk putaran, yang ditunjukkkan oleh arah tanda panah