PERENCANAAN KAPASITAS WAKTU PRODUKSI IMPELLER DENGAN METODE CAPACITY REQUIREMENT PLANNING (CRP) DI PT. AGRINDO - GRESIK.
Teks penuh
Gambar

Dokumen terkait
Dari hasil perhitungan yang telah dilakukan dengan menggunakan metode Rought Cut Capacity planning (RCCP), maka dapat diketahui rencana kapasitas produksi dari masing-masing
Metode Capacity Requirement Planning (CRP) menghasilkan perbandingan jumlah kebutuhan kapasitas dengan kapasitas yang tersedia selama 3 periode didapatkan hasil pada
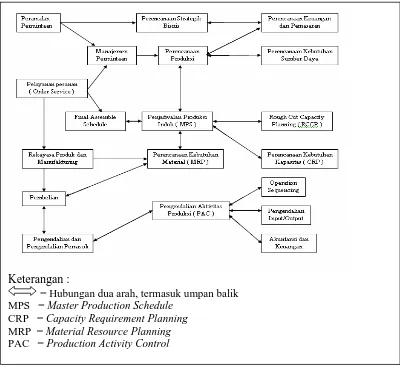
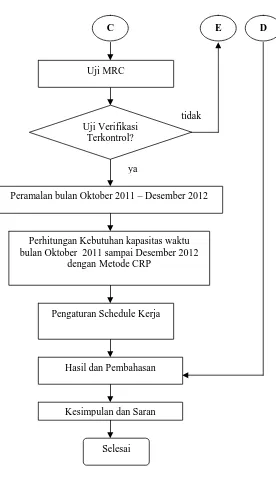
Yang ke empat adalah perencanaan kebutuhan kapasitas (Capacity Requirement Planning / CRP), yang digunakan dalam menghubungkan antara tahapan waktu data MRP dan data sistem
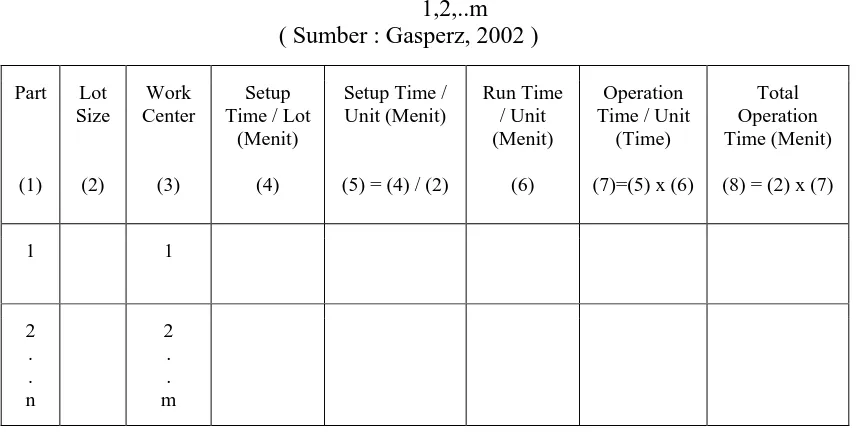
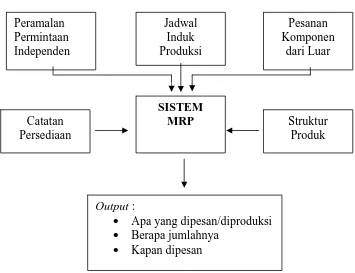
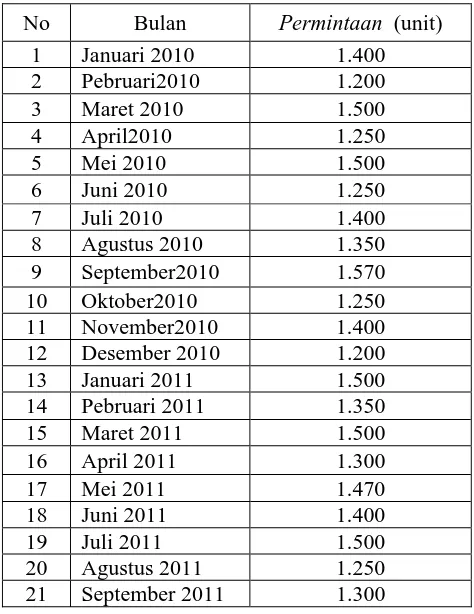
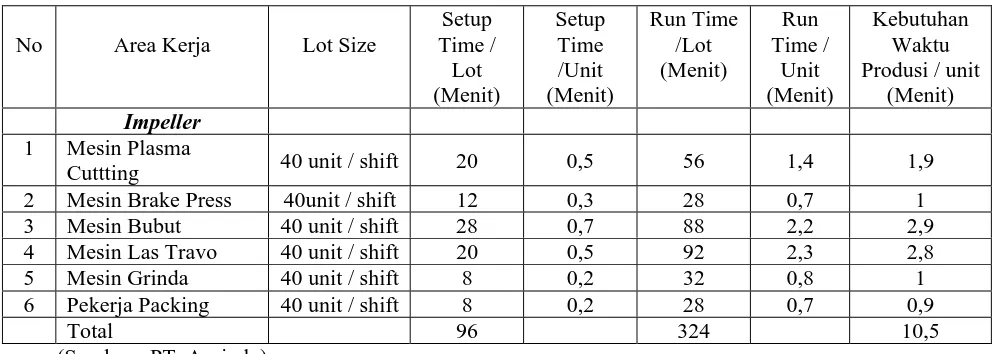
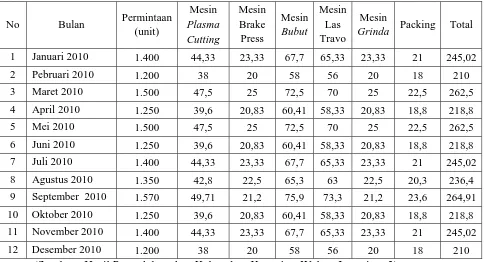
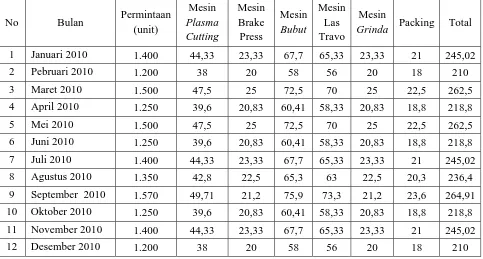
Bab ini berisi data – data yang diperlukan dalam analisa perencanaan kapasitas produksi dan pengolahannya dengan menggunakan metode Capacity Requirement Planning untuk
Dalam memenuhi permintaan pada bulan Desember 2011 – Desember 2012 dengan menggunakan jam kerja 8 jam/shift, ternyata perusahaan masih mengalami kekurangan kapasitas waktu
Dengan adanya tujuan tersebut, maka diperlukan metode Rough Cut Capacity Planning (RCCP) yang merupakan “analisis untuk menguji ketersediaan kapasitas fasilitas produksi
• Capacity Requirement Planning (CRP) adalah suatu metode yang bisa digunakan untuk merencanakan kebutuhan kapasitas produksi, yang merupakan fungsi untuk menentukan, mengukur,
Penggunaan Metode Capacity Requirement Planning CRP Dengan Aplikasi Pom for Windows Dalam Perhitungan Kapasitas Produksi Studi Kasus Industri Pengolahan Tahu Xyz.. Perencanaan dan
