Makalah Seminar Kerja Praktek
PROSES OTOMATISASI REAMING MENGGUNAKAN MESIN CNC
TYPE MV-40 PADA CYLINDER HEAD Catur Ardy Bayu P ( L2F008109)
Jurusan Teknik Elektro, Fakultas Teknik, Universitas Diponegoro, Jl. Prof. Sudharto, Tembalang, Semarang, Indonesia
Abstrak
Dalam usaha meningkatkan produktifitas, efisiensi, dan efektifitas dari sumber daya yang dimiliki, suatu perusahaan harus terus melakukan inovasi dalam proses produksinya. Pada era modern sekarang ini inovasi-inovasi yang dilakukan untuk meningkatkan kualitas dan kuantitas hasil produksi harus didukung oleh suatu teknologi yang memiliki kecepatan, akurasi dan keandalan yang tinggi serta kemudahan dalam pengoperasiannya. Di bidang industri, komputer telah dipergunakan untuk mengontrol mesin-mesin produksi dengan ketepatan tinggi (misalnya CNC, sebuah mesin serba guna dalam industri metal) sehingga dapat kita jumpai berbagai produk industri logam seperti PT. Kubota Indonesia yang bervariasi dan kita bayangkan sulit apabila dikerjakan secara manual.
CNC type MV-40 merupakan salah satu mesin yang digunakan oleh PT. Kubota Indonesia. Mesin ini digunakan untuk reaming lubang bagian cylinder head. Mesin ini memeliki banyak tool yang memiliki fungsi yang berbeda-beda. Dalam proses pengoperasiannya,gerakan tool dikontrol oleh komputer menggunakan bahasa numerik (perintah gerakan yang menggunakan angka dan huruf) dan dibantu beberapa komponen lainnya seperti panel listrik, panel control,spindle, solenoid valve, dan lainnya.
Kata kunci: CNC type MV-40, kontrol, komponen
1. Pendahuluan 1.1 Latar Belakang
Mesin CNC type MV-40 adalah salah satu mesin utama kegiatan produksi yang dimiliki oleh PT. Kubota Indonesia Departemen Produksi bagian Machining. Mesin ini berfungsi untuk melakukan reaming ( perluasan lubang ) pada material cylinder head dengan ketentuan koordinat posisi pergerakan meja mesin ( sumbu X dan Y ) dan pergerakan cutter (spindle mesin) sebagai sumbu Z dikendalikan oleh suatu program. Program tersebut berisi langkah-langkah perintah yang harus dijalankan oleh mesin CNC.
Mesin CNC type MV-40 akan bekerja secara otomatis dalam memproses lebar diameter pada cylinder head hingga diperoleh ukuran diameter yang sesuai standart. Dengan adanya mesin CNC type MV-40, akan memudahkan kerja dari operator dan juga menghemat waktu.
Mesin CNC type MV-40 yang digunakan pada perusahaan PT. Kubota Indonesia Departemen produksi adalah pabrikan dari negeri Jepang. Teknologi CNC buatan Mori Seiki Jepang ini menggunakan processor Fanuc MF-M6 yang terbukti handal digunakan untuk proses reaming.
1.2 Tujuan Kerja Praktek
Adapun tujuan dari pelaksanaan Kerja Praktek ini adalah :
1. Sebagai wujud pengaktualisasi dan studi perbandingan antara ilmu yang bersifat teori dengan ilmu aplikasi teknologi baru.
2. Memahami mengenai cara kerja mesin CNC type MV-40 PT. Kubota Indonesia.
3. Memperoleh penngetahuan tentang hal-hal yang berkaitan dengan industri yang ada pada PT. Kubota Indonesia seperti ketenagakerjaan, sistem perawatan dan perbaikan peralatan keteknologian dan sebagainya, terutama di bidang sistem kontrol.
1.3 Batasan Masalah
Dalam penulisan Laporan Kerja Praktek ini Pembahasan ditekankan pada:
1. Pembahasan mengenai proses kerja mesin CNC type MV-40 PT. Kubota Indonesia.
2. Tidak membahas Program CNC.
3. Hanya membahas penggunaan komponen secara umum.
2. Dasar Teori [4] [5] 2.1 Mesin CNC
Mesin CNC adalah mesin dimana pergerakan meja dan tool dikendalikan oleh suatu program (dengan menggunakan bahasa G-code). Dengan mesin CNC, akurasi dan kecepatan operasional mesin dapat diandalkan.
Dari segi jenisnya, mesin perkakas CNC dapat dibagi menjadi tiga jenis, antara lain:
a. Mesin CNC 2A yaitu mesin CNC 2 aksis, karena gerak pahatnya hanya pada arah dua sumbu koordinat (aksis) yaitu koordinat X, dan koordinat Z, atau dikenal dengan mesin bubut CNC.
b. Mesin CNC 3A, yaitu mesin CNC 3 aksis atau mesin yang memiliki gerakan sumbu utama kearah sumbu koordinat X, Y, dan Z, atau dikenaldengan mesin freis CNC.
c. Mesin CNC kombinasi, yaitu mesin CNC yang mampu mengerjakan pekerjaan bubut dan freis sekaligus, dapat pula dilengkapi dengan peralatan pengukuran sehingga dapat melakukan pengontrolan kualitas pembubutan/pengefraisan pada benda kerja yang dihasilkan.
Pada umumnya mesin CNC yang sering dijumpai adalah mesin CNC 2A (bubut) dan mesin CNC 3A (frais).
Pada makalah ini akan ditinjau satu jenis mesin CNC yaitu Mesin CNC type MV-40 yang merupakan jenis mesin CNC 3A yaitu mesin CNC yang memiliki gerakan sumbu utama kearah sumbu koordinat X, Y, dan Z.
Sebagai salah satu perusahaan besar, PT. Kubota Indonesia setiap harinya memproduksi ratusan spare part mesin diesel dan mempekerjakan banyak karyawan. Untuk meningkatkan hasil produksi dan efisiensi kerja, PT. Kubota Indonesia menggunakan banyak sekali peralatan serta mesin-mesin modern seperti pada perusahaan-perusahaan modern lainnya. Salah satunya adalah mesin Computer Numerical Control (CNC) type MV-40. 2.2 Keuntungan Mesin CNC
Secara umum keuntungan Mesin CNC adalah sebagai berikut :
• Kemampuan mengulang
Pada saat pembuatan benda kerja, mesin CNC ini mampu mengulangi membuat beberapa benda dengan bentuk yang sama persis dengan aslinya. • Keserbagunaan
Mesin CNC dapat digunakan untuk berbagai bentuk pengerjaan/bermacam-macam kontur sesuai dengan kebutuhan.
• Kemampuan kerja
Mesin CNC dapat memproduksi benda kerja secara terus menerus dengan hasil yang baik, sehingga dapat meningkatkan produktifitas pengerjaan.
2.3 Komponen-komponen pada mesin CNC secara umum
Komponen-komponen pada mesin CNC secara umun adalah sebagai berikut :
1. Meja mesin
Mesin milling CNC bisa bergerak dalam 2 sumbu yaitu sumbu X dan sumbu Y. Untuk masing-masing sumbunya, meja ini dilengkapi dengan motor penggerak, ball screw plus bearing dan guide way slider untuk akurasi pergerakannya. 2. Spindle mesin
Spindle mesin merupakan bagian dari mesin yang menjadi rumah cutter. Spindle inilah yang mengatur putaran dan pergerakan cutter pada sumbu Z. Spindle inipun digerakkan oleh motor yang dilengkapi oleh transmisi berupa belting atau kopling.
3. Magazine Tool
Magazine Tool adalah tempat peletakkan tool/cutter standby yang akan digunakan dalam satu operasi permesinan. Magazine tersebut memiliki banyak slot untuk banyak tool, antara 8 sampai 24 slot tergantung jenis mesin CNC yang digunakan. 4. Monitor
Pada bagian depan mesin terdapat monitor yang menampilkan data-data mesin mulai dari
setting parameter, posisi koordinat benda,
pesan error, dan lain-lain. 5. Panel Control
Panel control adalah kumpulan tombol-tombol panel yang terdapat pada bagian depan mesin dan berfungsi untuk memberikan perintah-perintah khusus pada mesin, seperti memutar spindle, menggerakkan meja, mengubah setting parameter, dan lain-lain.
6. Coolant hose
Setiap mesin pasti dilengkapi dengan sistem pendinginan untuk cutter dan benda kerja. Yang paling umum digunakan yaitu air coolant dan udara bertekanan, melalui selang yang dipasang pada blok spindle.
2.2 Proses Produksi Komponen Mesin Diesel Di PT. Kubota Indonesia
2.2.1 Vendor / Supplier
PT. Kubota akan menerima supplier berupa komponen mesin ( material ) setengah jadi dari berbagai Negara ( Jepang, Thailand, dan Singapura) dan Kota-kota di Indonesia ( Jakarta,Yogyakarta, Serang, Tangerang,dan lainnya).
2.2.2. Penerimaan Barang
Komponen mesin ( material ) dari supplier akan masuk ke penerimaan barang, disini komponen mesin diterima dan dicek pihak PT. Kubota Indonesia, kemudian komponen mesin akan dipisah dan dikumpulkan sesuai dengan bagian-bagian mesin diesel. Setelah material diterima pihak PT. Kubota, material akan disimpan di gudang, diproses di bagian machining dan dimasukkan ke bagian painting.
2.2.3 Bagian Produksi ( Machining )
Pada bagian machining dilakukan pemprosesan dari material setengah jadi menjadi material jadi. Proses dilakukan bukanlah proses secara keseluruhan, hanya melakukan perubahan terhadap material yang belum memenuhi standar mutu yang ditetapkan oleh PT. Kubota Indonesia. Dengan demikian, bagian machining merupakan bagian yang bertanggung jawab terhadap kulitas dari material yang dihasilkan.
Di bagian produksi ( machining ) terdapat mesin-mesin CNC yang meliputi proses pembuatan crank case, main bearing case, cylinder head, gear case, fly wheel, cylinder liner,dan pengecekan kebocoran (leak test).
2.2.4 Bagian Perakitan ( Assembling )
Assembling merupakan bagian yang
berhubungan dengan perakitan atau pengelasan. Bagian assembling bertugas melakukan perakitan dan penegecatan terhadap material (crank case, main bearing case, cylinder head, gear case, fly wheel, dan cylinder liner) yang telah dihasilkan oleh
bagian machining hingga menjadi satu kesatuan yang utuh.
2.2.5 Quality Assurance ( QA )
QA merupakan bagian yang berhubungan dengan kualitas material. QA berfungsi sebagai pengontrol kualitas dari material yang dihasilkan oleh setiap bagian, sebagai pengontrol kualitas dari material yang dihasilkan oleh setiap bagian, baik bagian machining maupun assembling. Bagian QA akam melakukan pengecekan terhadap material hasil produksi untuk mengetahui apakah material tersebut sudah sesuai dengan standar mutu yang ditetapkan atau belum. Misalnya, apabila material yang dihasilkan oleh bagian machining kurang baik, maka bagian QA akan melakukan komplain terhadap bagian machining sehingga bagian machining dapat melakukan perbaikan. Dengan demikian, mutu dari material yang dihasilkan akan senantiasa terjamin karena dalam PT. Kubota Indonesia, mutu merupakan hal yang diutamakan untuk memuaskan para konsumen.
2.2.6 Gudang
Gudang merupakan tempat penyimpanan berbagai macam material yang ada pada PT. Kubota Indonesia. Gudang digunakan untuk menyimpan berbagai material, antara lain meliputi :
a. Material cor (casting) b. Material yang sudah diproses
Material yang berasal dari bagian machining adalah berupa material yang telah diproses namun belum dirakit. Material ini akan disimpan di gudang terlebih dahulu sesuai dengan urutan tanggal produksinya guna mempermudah pengecekan material.
c. Mesin diesel
Bagian assembling akan memulai proses perakitan bila sudah ada material yang diproduksi. Dan hasil perakitan tersebut akan disimpan di gudang. Tempat penyimpanan terhadap mesin diesel yang siap dieksport maupun tidak, adalah berbeda guana memudahkan pengangkutan barang.
3. Mesin CNC type MV-40 [1]
3.1 Gambaran Umum CNC type MV-40
Dalam hal peng-instalan-an CNC type MV-40 pada dasarnya telah deprogram untuk dapat langsung digunakan pada proses produksi, namun tidak menutup kemungkinan apabila pada pengaplikasiannya terdapat tambahan interface pendukung maka untuk kepentingan seperti ini kita masih dapat meng-edit program yang sudah ada.
Mesin CNC type MV-40 yang digunakan PT. Kubota Indonesia ini bekerja untuk melakukan reaming (perluasan lubang) pada bagian cylinder head. Cylinder head merupakan bagian dari mesin diesel yang bekerja menciptakan kompresi bersama dengan piston mesin. Cylinder head atau kepala silinder dinamakan demikian karena berada selalu di atas dari silinder atau piston. Sesuai dengan namanya, cylinder head mempunyai banyak lubang-lubang yang berbentuk silinder dan mempunyai lebar diameter dengan ukuran tertentu. Ukuran diameter pada cylinder head akan disesuaikan dengan standart yang ada.
Lebar diameter pada cylinder head dibuat dengan mesin CNC type MV-40 yang bekerja secara otomatis dalam memproses lebar diameter pada cylinder head hingga diperoleh ukuran diameter yang sesuai standart. Dengan adanya mesin CNC type MV-40, akan memudahkan kerja dari operator dan juga menghemat waktu.
Gerak proses dalam mesin CNC ini terjadi saat benda kerja yang telah dicekam oleh peralan pencekam yang kemudian cylinder head di bor menggunakan mata bor yang berputar. Untuk alat pencekam tersebut diletakkan diatas meja mesin. Selama proses kerja tersebut sebagian materi dari cylinder head terbuang hal ini terlihat dari percikan-percikan materi yang tidak terpakai yang disebut geram.
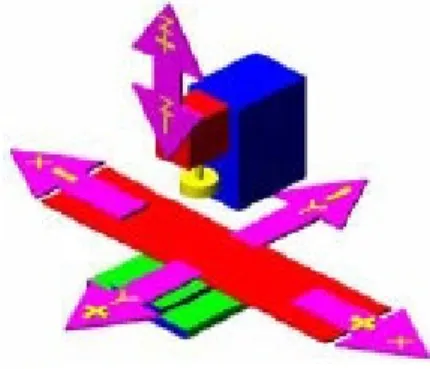
Mesin CNC type MV-40 termasuk jenis mesin CNC 3A, mesin CNC 3A, yaitu mesin CNC 3 aksis atau mesin yang memiliki gerakan sumbu utama kearah sumbu koordinat X, Y, dan Z, atau dikenal dengan mesin frais CNC. Mesin frais CNC 3A menggunakan sistem persumbuan dengan dasar sistem koordinat Cartesius.
Z
Y
X
Gambar 1. Sistem koordinat Mesin CNC 3A Prinsip kerja mesin CNC 3A adalah meja bergerak melintang dan horizontal sedangkan tool / mata bor berputar dan bergerak vertikal. Untuk arah gerak persumbuan MesinFrais CNC 3A tersebut diberi lambang pesumbuan sebagai berikut :
a. Sumbu X untuk arah gerakan horizontal. b. Sumbu Y untuk arah gerakan melintang. c. Sumbu Z untuk arah gerakan vertikal.
Gambar 2. Skema pergerakan koordinat Mesin CNC 3A 3.2 Bagian- bagian Mesin CNC type MV-40 [1]
Mesin CNC type MV40 mempunyai bagian -bagian pokok dan juga memiliki istilah khusus seperti :
1. Spindle dan coolant hose
Spindle adalah bagian mesin di mana alat kerja berada untuk digunakan, spindle hanya dapat bergerak naik dan turun dan diberi nama sumbu Z (Z axis). Coolant hose berfungsi untuk membersihkan geram dan agar mata tool tidak cepat tumpul.
2. Magazine
Magazine berfungsi sebagai penyimpan alat kerja dan diberi kode, nomor. Magazine dapat bergerak sesuai dengan program serta mampu menyimpan 11 alat pada mesin CNC type MV-40.
Gambar 4. Magazine tool 3. Table
Table adalah meja tempat dimana benda kerja diletakkan, posisi table sudah ditentukan dalam program dan dalam posisi normal harus berada di zero point. Table digerakkan oleh servo motor dan dapat bergerak ke kiri/kanan ( sumbu X ), serta maju mundur ( sumbu Y ). Pada mesin CNC type MV-40 table dibagi menjadi 2 yaitu Jig A dan Jig B.
Gambar 5. Table 4. Control Panel dan Monitor
Bagian pengendali atau pengontrol merupakan bok kontrol mesin CNC yang berisikan tombol-tombol.
Gambar 6. Control Panel dan Monitor
5. Solenoid Valve
Solenoid Valve berfungsi untuk membuka dan menutup oli bertekanan untuk menggerakkan sistem hidrolik, di samping itu juga ada solenoid valve untuk udara bertekanan yang digunakan sebagai pendingin sistem.
6. Motor – motor listrik
Motor – motor listrik yang digunakan untuk : pelumasan, pendingin benda kerja, spindle, servo, conveyor, magazine, motor arm, automatic tool change (ATC) dan lainnya.
3.3 Proses Reaming Material Cylinder Head[1][2] Secara umum proses kerja mesin CNC type MV-40 adalah sebagai berikut,
Input yang dimasukkan pada mesin CNC type MV-40 adalah berupa materi cylinder head dengan ukuran lubang diameter yang belum sesuai standart dan selanjutnya akan diproses dengan mesin CNC type MV-40 sehingga menghasilkan output berupa cylinder head dengan ukuran perluasan lubang diameter yang sesuai standart yang ditetapkan PT. Kubota Indonesia.
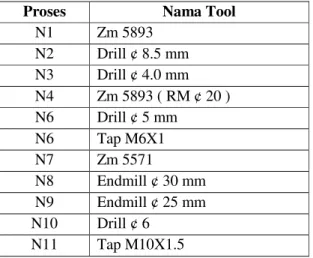
Pada Mesin CNC type MV-40 ini berfungsi untuk proses reaming ( perluasan lubang ) pada bagian cylinder head. Proses reaming ialah pengoperasian untuk memberikan ukuran yang tepat pada lubang dan menghasilkan permukaan yang halus dengan menggunakan alat iris bergigi banyak. Pada mesin CNC type MV-40 ini tool di bagian magazine ada 11 macam tool,yaitu :
Tabel 1. Nama-nama tool pada mesin CNC MV-40
Proses Nama Tool
N1 Zm 5893 N2 Drill ¢ 8.5 mm N3 Drill ¢ 4.0 mm N4 Zm 5893 ( RM ¢ 20 ) N6 Drill ¢ 5 mm N6 Tap M6X1 N7 Zm 5571 N8 Endmill ¢ 30 mm N9 Endmill ¢ 25 mm N10 Drill ¢ 6 N11 Tap M10X1.5
Cylinder head yang diproses pada mesin CNC type MV-40 di PT. Kubota Indonesia saat itu adalah
Model RD 75-85. Cylinder head model RD 75-85 mempunyai 2 bagian yaitu Jig A dan Jig B.
Gambar 7. Bagian Jig A pada cylinder head model RD 75-85
Gambar 8. Bagian Jig B pada cylinder head model RD 75-85
Mesin CNC type MV-40 mempunyai prinsip gerakan dasar yaitu gerakan kearah maju / mudur, kiri / kanan, turun dan naik dengan sistem koordinat X, Y, dan Z. Untuk arah gerakan pada mesin CNC type MV-40 diberi lambang sebagai berikut:
a. Sumbu X untuk arah gerakan melintang tegak lurus (maju dan mundur) terhadap titik nol / zero point.
b. Sumbu Y untuk arah gerakan kekanan dan kekiri terhadap titik nol / zero point.
c. Sumbu Z untuk arah gerakan turun dan naik terhadap titik nol / zero point.
Prinsip kerja mesin CNC type MV-40 yaitu benda / material diletakkan diatas table berada di titik nol / zero point, dimana pada mesin CNC type MV-40 ini bagian table dibagi menjadi dua yaitu satu untuk cylinder head bagian Jig A dan satunya untuk cylinder head bagian Jig B. Setelah material diletakkan di table sesuai bagianya dan mengencangkan nut jig, operator akan menekan tombol start pada bagian control panel. Maka
proses reaming akan berjalan sesuai program yang dibuat yang disimpan di bagian magazine. Gerakan tool dikontrol oleh komputer menggunakan bahasa numerik (perintah gerakan yang menggunakan angka dan huruf). Pada saat proses reaming,tidak bergantian prosesnya (bagian Jig A dahulu yang diproses kemudian Jig B yang diproses). Melainkan sesuai urutan proses dan urutan tool pada tabel 1 diatas. Material yang diletakkan di table akan melakukan gerakan keatas dan kekiri (sumbu X), kekanan dan kekiri (sumbu Y) sesuai dengan urutan proses dan urutan tool, kemudian tool ini bekerja bergerak diam turun melakukan reaming . Pada saat tool melakukan reaming pada material, tool akan dibarengi cairan putih yaitu campuran air dengan cairan zat kimia yaitu Emulcut 500A. Cairan ini berfungsi untuk membersihkan serbuk-serbuk besi yang dilakukan tool saat proses reaming pada material, cairan ini disemprotkan oleh bagian coolant hose.
3.4 Sistem Operasi Mesin CNC type MV-40 [2[ [3] Untuk melaksanakan bekerjanya mesin CNC, maka harus dipahami dahulu beberapa kode/ daftar alamat dari program. Di bawah ini ditunjukkan tabel daftar alamat program dimaksud.
Tabel 2. Daftar alamat program Kode alamat Penjelasan Kode
F Untuk menentukan pemindahan alat kerja
G Untuk mengerjakan metode tiap blok program
H Untuk menentukan panjang alat yang digunakan
D Untuk menentukan radius pemotongan benda kerja
M Untuk menjalankan dan
mematikan mesin
N Menentukan nomer urutan O Menentukan nomor program S Untuk menentukan kecepatan
spindle
T Menentukan nomor alat kerja Dalam melaksanakan pekerjaan ini, maka operator harus mampu merubah koordinat sumbu X dan sumbu Y sesuai dengan tabel program yang sudah diberikan. Sebagai contoh untuk mengerjakan
material mesin model RD 75-85. Pada bagian Jig A posisi sumbu X = -293,300, sedangkan sumbu Y = -301,710. Pada bagian jig B posis sumbu X = -543,580, sedangkan sumbu Y = -301,690.
Setelah mengetahui kode-kode alamat program selanjutnya sebelum melaksanakan eksekusi program-program CNC dengan benda kerja terlebih dahulu dilakukan setting pisau terhadap benda kerja
Setting ini menepatkan titil nol benda kerja yang sudah terlebih dahulu kita tentukan dengan sumbu pisau drill terhadap tiga bidang benda kerja dengan cara penyayatan manual.
Setting benda kerja ini dapat dilaksanakan dengan langkah-langkah sebagai berikut,
Misal : setting pisau drill ¢ 8.5 mm, kecepatan putar spindel utama 800 put/menit. Posisi awal pisau frais berada -20 mm terhadap titik nol sumbu X benda kerja. 0 mm terhadap sumbu Y benda kerja. 8.5 mm di atas permukaan benda kerja pada sumbu Z.
1. Setting pisau terhadap benda kerja pada sumbu X,
a. Periksa diameter pisau yang dipergunakan kemudian tentukan putaran spindel utama.
b. Pasang benda kerja pada ragum dan jepit dengan kuat.
c. Putar spindel utama dan yakinkan putaran sudah senter.
d. Turunkan pisau dengan menggerakkan sumbu Z dan atur kedalaman yang diperlukan di sebelah sisi luar benda kerja.
e. Sentuhkan pisau kearah sumbu + X pada sisi luar benda kerja dengan menggerakkan pelan-pelan kearah benda kerja,setelah pisau menyentuh benda kerja pada monitor akan tertayang nilai harga X, misal : X = 330. hapus nilai harga X dengan tombol DEL, sehingga nilai harga X = 00. Tekan tombol INP dan tulis -520, kemudian tekan INP maka pada monitor nilai harga X = -520 . Nilai X = 520 = radius pisau frais 6 mm. nilai minus X menunjukkan arah. Maka setting terhadap sumbu X sudah selesai.
2. Setting pisau terhadap benda kerja pada sumbu Y ,
Pisau masih tetap pada posisi di atas, bebaskan pisau terhadap benda kerja dan geser ke arah sumbu –Y, kemudian gerakkan pisau ke kanan ke arah sumbu + X. Sentuhkan pisau ke arahsumbu +Y pada setelah sisi luar benda kerja dengan menggerakkan pelan-pelan kearah benda kerja, setelah pisau menyentuh benda kerja padamonitor akan tertayang nilai harga Y, misal : Y = 210. Hapus nilai harga Y dengan tombol DEL, sehingga nilai harga Y = 00. Tekan tombol INP dan tulis -300, kemudian tekan INP maka pada monitor nilai harga Y = -300. Nilai Y= 300 = radius pisau frais 6 mm, maka setting terhadap sumbu Y sudah selesai.. 3. Setting pisau terhadap benda kerja pada sumbu Z,
Pisau masih tetap pada posisi di atas, bebaskan pisau terhadap benda kerja dan gerakan naik ke arah sumbu +Z.
a. Gerakkan pisau kearah sumbu +Y sehingga pisauberada di atas permukaan benda kerja. b. Turunkan pisau perlahan-lahan ke arah
permukaan benda kerja (sumbu – Z), setelah pisau menyentuh benda kerla pada monitor akan tertayang nilai harga Z, misalnya : Z= -964 hapus nilai harga Z dengan tombol DEL, sehingga nilai harga Z= 00.
c. Gerakkan pisau naik ke arah sumbu +Z = 1200, sesuai ketinggian posisi awal pisau. d. Geser pisau ke arah sumbu X =-1500 dan ke
arah sumbu Y =0, maka langkah setting pisau terhadap benda kerja selesai dan program siap dieksekusi dengan pelayanan CNC.
4. Maintenance [1]
Maintenance/perawatan mesin CNC sangat diperlukan untuk mencegah serta memperkirakan adanya gangguan pada unit. Pada garis besarnya perawatan mesin dapat diklasifikasikan yang bersifat harian, mingguan, bulanan dan breakdown time. Untuk bias melaksanakan perawatan, maka seorang teknisi harus memahami filosofi kinerja mesin CNC, baik itu system interlock, alarm dan lainya).
Sesuai dengan bagian utam dari mesin CNC, maka perawatan juga diklasifikasikan menjadi :
1. Sistim kelistrikan
Pada sistim ini bagian yang penting antara lain panel power, panel operator, komponen utama
(relai, kontaktor, fuse, push button, NFB, dan lainnya). Selain itu juga harus diperhatikan sistem motor dan kontrolnya, sambungan di terminal dan limit switch interlocknya sistemnya.
2. Sistem mekanikal
Di bagian ini perlu diperhatikan adalah agar kebersihan spindle dan meja selalu terjaga agar gerakan mesin tidak tidak terganggu demikian juga dengan interlocknya mekanikalnya.
3. Sistem hidraulik
Pada bagian ini yang penting diperhatikan misalnya solenoid valve, motor pelumas, motor pendingin sistem oil pelumas, sisten udara (pneumatic), keadaan oil pendingin dan keadaaan system hidraulik keseluruhan.
Perawatan mesin benar akan menjadikan mesin tetap berfungsi dengan optimal, mengurangi down time, dan meminimalisir gangguan (trouble shooting).
5. Penutup 5.1 Kesimpulan
1. Untuk menjamin kualitas produksi, hasil output yang dibuat mengalami beberpa kali proses pemeriksaan/quality control mulai dari material setengah jadi, proses welding. machining, repair, painting, hingga assembling dan untuk produk yang tidak memenuhi stanndar akan dipisahkan untuk direpair kembali.
2. Mesin CNC type MV-40 merupakan salah satu peralatan yang dimiliki dan digunakan oleh PT. Kubota Indonesia sebagai salah satu mesin untuk proses produksi. Mesin ini berfungsi untuk mereaming lubang material cylinder head.
3. Pada mesin CNC type MV-40 melakukan proses reaming lubang cylinder head bagian Jig A dan Jig B.
4. Proses Otomatisasi mesin CNC type MV-40 melakukan reaming lubang cylinder head menggunakan 11 tool, dimana prosesnya berurutan sesuai program yang dibuat dan gerakan tool dikontrol oleh komputer menggunakan bahasa numerik (perintah gerakan yang menggunakan angka dan huruf).
5.2 Saran
1. Dalam hal perawatan dan perbaikan mesin CNC perlu adanya perhatian semua pihak agar tidak bertumpu pada karyawan tertentu, yang pastinya akan sangat memberatkan, sehingga perlu adanya regenerasi.
2. Ada baiknya dilakukan pemeriksaan khusus oleh operator yang ada baiknya di tiap line untuk dapat melakukan pengecekan terhadap settingan program yang ada setiap mesin baik sebelum dan sesudah proses produksi berjalan. Hal ini dimaksudkan untuk menghindari adanya ulah oknum yang sengaja mengubah settingan program untuk mempercepat hasil produksi namun mengurangi kualitas produksi. 3. Diharapkan kepada dunia pendidikan
khususnya Perguruan Tinggi agar kurikulum yang dipakai atau matakuliah yang diajarkan disesuaikan dengan dunia industri agar kesenjangan antara dunia industri dan Perguruan Tinggi tidak terlalu jauh
Daftar Pustaka
[1] Maintenance Manual Book Fanuc Series 16, 18, 16i, 18i
[2] Programming Manual Book Mori Seiki MF-M6 [3] Maitenance Drawing Manual Series Fanuc 160,
180
[4] http://www.beyonlogic.com
Biodata Penulis
Catur Ardy Bayu Pamungkas (L2F008109). Penulis lahir di Kendal,9 Maret 1990. Menempuh pendidikan di SDN Rejosari, SMP N 1 Cepiring, SMA N 1 Kendal, dan saat ini menempuh pendidikan jenjang Strata 1 Jurusan Teknik Elektro Universitas Diponegoro konsentrasi Kontrol angkatan 2008.
Semarang, November 2011 Mengetahui Dosen Pembimbing Kerja Praktek Iwan Setyawan, ST.MT. NIP 197309262000121001