BAB II
LANDASAN TEORI
2.1. Konsep Dasar Lean Manufacturing
Lean adalah suatu upaya terus-menerus untuk menghilangkan pemborosan
(waste) dan meningkatkan nilai tambah (value added) produk (barang/jasa) agar memberikan nilai kepada pelanggan (costomer value). Tujuan Lean adalah meningkatkan terus-menerus rasio antara nilai tambah terhadap waste (the
value-to-waste ratio).
APICS Dictionary (2010) mendefinisikan Lean sebagai suatu filosofi bisnis yang berlandasan pada minimasi penggunaan sumber-sumber daya (trmasuk waktu) dalam berbagai aktifitas perusahaan. Lean berfokus pada identifikasi dan eliminasi aktivitas-aktivitas tidak bernilai tambah (non-value-adding activities) dalam desain, produksi (untuk bidang manufaktur) atau operasi (untuk bidang jasa), supply chain
management, yang berkaitan langsung dengan pelanggan.
Lean dapat didefinisikan sebagai suatu pendekatan sistemik dan sistematik
untuk mengidentifisikan dan menghilangkan pemborosan (waste) aktifitas-aktivitas yang tidak bernilai menerus radikal (radical continous improvement) dengan cara mengalirkan produk (material,work-in-process,output) dan informasi menggunakan system tarik (pull system) dan pelanggan internal dan eksternal untuk mengejar keunggulan dan kesempurnaan (Vincent Gaspersz, 85).
Pendekatan Lean adalah berfokus pada peningkatan terus-menerus costomer
merupakan pemborosan (waste). Waste dapat diddasarefinisikan sebagai segala aktivitas kerja (work activity) yang tidak memberikan nilai tambah dalam proses transformasi input menjadi output sepanjang value stream.
Berdasarkan persepektif Lean, semua jenis pemborosan (waste) yang terdapat sepanjang proses value stream, yang mantransformasikan input menjdai output harus dihilangkan agar meningkatkan niilai produk (barang/jasa) guna peningkatan
custumer value.
APICS Dictionary (2010) mendefinisikan value stream sebagai proses-proses untuk membuat, memproduksi, dan menyerahkan produk (barang/jasa) ke pasar. Untuk proses pembuatan barang (good), value stream mencakup pemasok bahan baku, manufaktur dan perakitan barang, dan proses jasa (service), value stream terdiri dari pemasok, personel pendukung dan teknologi,”produser” jasa, dan saluran-saluran distribusi dari jasa itu. Suatu value stream dapat dikendalikan oleh satu bisnis tunggal atau jaringan dari beberapa bisnis. Ilmu Lean Manufacturing adalah bekerja dalam setiap tahapan di value stream dengan mengeliminasi pemborosan agar dapat mengurangi biaya, meningkatkan output, dan pengurangan lead time produksi agar dapat terus bersaing dalam pertumbuhan pasar global. Konsep dasar dalam Lean
manufacturing dapat diringkas sebagai berikut:
1. Pendefenisian waste (pemborosan) Dari seluruh aktivitas untuk menghasilkan produk dari tahap awal hingga akhir dapat dikategorikan atas value added (yang memberikan nilai tambah) dan non-value added (tidak memberikan
nilai tambah). Setiap proses yang non-value added dari sudut pandang konsumen harus dieliminasi.
2. Standarisasi proses Lean menuntut adanya implementasi dari panduan produksi yang rinci, disebut sebagai standarisasi kerja. Ini mengeliminasi variasi pekerja dalam melakukan pekerjaannya.
3. Continuous flow
Lean bertujuan mengimplementasikan aliran produksi kontiniu, bebas dari bottlenecks, interruption, or waiting. Bila hal ini berhasil diimplementasikan
maka waktu siklus produksi dapat dikurangi hingga 90%. 4. Pull production
Disebut juga Just-in-Time (JIT) yang bertujuan memproduksi produk yang dibutuhkan dan pada waktu dibutuhk
5. Quality at the source
Lean bertujuan mengeliminasi sumber kecacatan dan pemeriksaan kualitas
dilakukan pekerja pada lini proses produksi. 6. Continuous Improvement
Lean ditujukan mencapai kesempurnaan dengan perbaikan bertahap untuk
mengeliminasi pemborosan secara terus menerus. Hal ini memerlukan keterlibatan tinggi dari pekerja (Gasperz, Vincent. Lean Six Sigma for
2.2. Jenis-Jenis Pemborosan
Lean berfokus pada peniadaan atau pengurangan pemborosan (atau “muda”,
bahasa Jepang untuk pemborosan) dan juga peningkatan atau pemanfaatan secara total aktivitas yang akan meningkatkan nilai ditinjau dari sudut pandang konsumen. Dari sudut pandang konsumen, nilai sama artinya dengan segala sesuatu yang ingin dibayar oleh konsumen untuk suatu produk atau jasa. Semua kegiatan tersebut dapat dikategorikan sebagai berikut:
a. Menciptakan nilai bagi produk (Value added activities) adalah aktivitas yang mentransformasi material atau informasi yang diinginkan dari sudut pandang konsumen.
b. Tidak dapat menciptakan nilai, tapi tidak dapat dihindari dengan teknologi dan asset yang sekarang dimiliki dan dibutuhkan untuk mengtransformasi material menjadi produk (Necessary non value added activities)
c. Tidak dapat menciptakan nilai bagi produk (Non value added activities) Pemborosan (Waste) didefinisikan sebagai segala aktivitas pemakaian sumber daya (resources) yang tidak memberikan nilai tambah (value added) pada produk. Pada dasarnya semua waste yang terjadi berhubungan erat dengan dimensi waktu. JIT mendefinisikan ada 8 jenis waste yang tidak memberikan nilai dalam proses bisnis atau manufaktur, antara lain adalah sebagai berikut:
1. Produksi yang berlebih (overproduction) Kriteria overproduction adalah:
a. Memproduksi sesuatu lebih awal dari yang dibutuhkan
b. Memproduksi dalam jumlah yang lebih besar dari pada yang dibutuhkan oleh pelanggan.
Memproduksi lebih awal atau lebih cepat dari yang dibutuhkan pelanggan menciptakan pemborosan lain seperti biaya kelebihan tenaga kerja, penyimpanan dan transportasi karena persediaan berlebih. Persediaan dapat berupa fisik atau antrian informasi.
2. Waktu menunggu (delays)
Kriteria waktu menunggu adalah:
a. Pekerja berdiri menunggu tahap selanjutnya dari proses baik menunggu alat, pasokan, komponen dan lain sebagainya, atau menganggur karena kehabisan material, keterlambatan proses, kerusakan mesin dan bottleneck.
b. Waktu menunggu informasi
c. Material yang keluar dari satu proses dan tidak langsung dikerjakan di proses selanjutnya
3. Transportasi (transportation) Kriteria transportasi adalah:
a. Memindahkan barang dalam proses dari satu tempat ke tempat yang lain dalam satu proses, bahkan jika hanya dalam jarak dekat.
c. Pemindahan yang repetitif dan menempuh jarak jauh 4. Proses yang berlebih (processing)
Kriteria proses berlebih adalah:
a. Melakukan langkah yang tidak diperlukan untuk memproses komponen.
b. Melaksanakan pemrosesan yang tidak efisien karena alat dan rancangan produk yang buruk, menyebabkan gerakan yang tidak perlu sehingga memproduksi barang cacat
5. Persediaan berlebih (inventory)
Salah satu kriteria persediaan berlebih adalah persediaan yang dapat meningkatkan resiko barang kadaluarsa, barang rusak. Menurut Toyota persediaan adalah pemborosan. Bahan baku, barang dalam proses atau barang jadi yang berlebih menyebabkan lead time yang panjang, peningkatan biaya pengangkutan dan penyimpanan, serta keterlambatan. Persediaan berlebih juga menyembunyikan masalah seperti ketidakseimbangan produksi, keterlambatan pengiriman dari pemasok, produk cacat, mesin rusak, dan waktu set up yang panjang.
6. Gerakan yang tidak perlu (motion) Kriteria gerakan yang tidak perlu adalah:
a. Gerakan tersebut tidak memberikan nilai tambah bagi produk seperti mencari, memilih atau menumpuk komponen, alat dan lain sebagainya.
b. Berjalan juga merupakan pemborosan. 7. Produk cacat (product reject)
Memproduksi komponen cacat atau yang memerlukan perbaikan. Perbaikan atau pengerjaan ulang, scrap, memproduksi barang pengganti, dan inspeksi berarti tambahan penanganan, waktu, dan upaya yang sia-sia.
8. Kreativitas karyawan yang tidak dimanfaatkan
Kehilangan waktu, gagasan, keterampilan, peningkatan, dan kesempatan belajar karena tidak melibatkan atau mendengarkan karyawan. (Gasperz, Vincent.. All-in-one, Hal 95)
2.3. Metode yang Digunakan dalam Lean Manufacturing
Perusahaan dapat memilih metode sesuai dengan kebutuhan dan tujuan yang ingin dicapai serta kemungkinan penerapannya diperusahaan. Beberapa metode yang dapat digunakan untuk menerapkan lean manufacturing adalah sebagai berikut:
2.3.1. Standardisasi Kerja
Pembentukan proses dan prosedur yang terstandarisasi merupakan kunci dalam menciptakan kinerja yang konsisten. Standarisasi digerakkan oleh pekerja, bukan diterapkan pada pekerja. Pekerja yang memahami pekerjaannya dengan cukup detail dapat memberikan kontribusi yang besar terhadap standarisasi. Standardisasi pekerjaan dapat diartikan bahwa proses dan panduan dalam proses produksi didefinisikan dan dikomunikasi kan secara jelas, dengan tingkat kerincian yang tinggi, untuk mengeliminasi variasi dan asumsi yang salah dalam melakukan pekerjaan. Presiden Toyota, Cho, menyatakan bahwa terdapat 3 elemen dalam standardisasi kerja, yaitu:
a. Standardisasi urutan pekerjaan, merupakan aturan bagi pekerja dalam melakukan tugasnya, termasuk gerakan dan urutan proses.
b. Standardisasi timing, merupakan takt time. Takt dalam bahasa Jerman artinya ritme atau meter. Takt time menunjukkan seberapa sering seharusnya suatu produk diproduksi untuk memenuhi permintaan pelanggan, Takt time dapat digunakan untuk menetapkan kecepatan produksi dan memberi sinyal kepada para pekerja jika mereka terlalu cepat atau terlalu lamban.
c. Standardisasi persediaan antar proses, merupakan jumlah minimum unit persediaan yang diperlukan untuk menyelesaikan pekerjaan yang
terstandarisasi tersebut. Hal ini diperlukan untuk menjaga supaya proses produksi dapat berjalan dengan lancar.
2.3.2. Diagram SIPOC (Supplier,Input,Process,Output,Costumer)
Diagram SIPOC dapat digunakan untuk memberikan batasan atau ruang lingkup penelitian sepanjang value stream. Diagram SIPOC adalah alat yang digunakan untuk mengidentifikasikan elemen yang berkaitan untuk pengembangan proses sebelum proses pengembangan itu dimulai. Penggambaran ruang lingkup dilakukan sebelum penggambaran lebih rinci untuk setiap proses. Nama SIPOC merupakan akronim dari lima elemen utama dalam sistem kualitas, yaitu:
a. Suppliers adalah orang, departemen atau organisasi yang memberikan informasi kunci, material, atau sumber daya lain kepada proses. Jika suatu proses terdiri dari beberapa sub proses, maka sub proses sebelumnya dapat dianggap sebagai petunjuk pemasok internal (internal suppliers).
b. Inputs adalah segala sesuatu yang diberikan oleh pemasok (suppliers) kepada proses.
c. Process adalah sekumpulan langkah yang mentransformasi dan secara ideal menambah nilai kepada inputs (proses transformasi nilai tambah kepada
d. Outputs adalah produk (barang atau jasa) dari suatu proses. Dalam industri manufaktur ouputs dapat berupa barang setengah jadi maupun barang jadi
(final product). Termasuk kedalam outputs adalah informasi-informasi kunci
dari proses.
e. Customers adalah orang atau kelompok orang, atau sub proses yang menerima
outputs. Jika suatu proses terdiri dari beberapa sub proses, maka sub proses
sesudahnya dapat dianggap sebagai pelanggan internal (internal customers).
Langkah-langkah dalam membuat Diagram SIPOC adalah:
1. Membuat suatu wilayah diagram yang memungkinkan untuk diisi dengan elemen-elemen berkaitan. Diagram diberi keterangan Supplier, Input,
Process, Output, dan Costumer pada bagian atas.
2. Identifikasikan setiap level proses produksi.
3. Identifikasikan output dari setiap proses.
4. Identifikasikan konsumen yang akan menerima output dari proses.
5. Identifikasikan input yang diperlukan untuk setiap proses agar dapat berfungsi dengan baik.
6. Identifikasikan supplier dari input yang dibutuhkan proses.
2.3.3. Continuous Improvement dengan 5S
Konsep dalam 5S adalah bagaimana mencari pemborosan dan kemudian mencoba menghilangkannya. Dalam penerapan konsep 5S ini diharapkan tidak adanya waktu yang terbuang untuk mencari peralatan yang hendak digunakan. 5S terdiri dari 5 kata dalam bahasa Jepang, yaitu:
a. Seiri, terkait dengan memindahkan item-item yang sudah tidak terpakai lagi b. Seiton, terkait dengan peletakkan item yang tepat pada area yang tepat. c. Seiso, terkait dengan membersihkan seluruh tempat kerja.
d. Seiketsu, memperbaiki standar yang tinggi dalam pengaturan housekeeping dan tempat kerja.
e. Shitsuke, kemampuan manajemen dalam melatih pekerja untuk mengikuti aturan housekeeping.
2.3.4. Value Stream Mapping
Value Stream Mapping adalah salah satu metode pemetaan aliran produksi dan
hanya pada masing-masing area kerja, tetapi pada tingkat total produksi serta mengidentifikasi kegiatan yang value added dan non value added.
Value Stream Mapping secara visual memetakan aliran material dan informasi
secara menyeluruh dimulai dari kedatangan bahan baku dari supplier melalui semua tahap proses produksi hingga pengiriman produk kepada pelanggan akhir. Tujuan pemetaan ini adalah untuk mengidentifikasi seluruh jenis pemborosan di sepanjang proses produksi dan untuk mengambil langkah dalam upaya mengeliminasi pemborosan tersebut. Langkah yang diambil dalam upaya mengeliminasi pemborosan adalah dengan caramemperbaiki keseluruhan aliran bukan hanya mengoptimalkan aliran secara sepotong-sepotong. Hal ini dapat membantu pihak perusahaan mengambil keputusan dalam memperbaiki keseluruhan proses produksi (Mike, Rother & John Shock. 2003. Ibid) .
Value stream mapping dapat menyajikan suatu titik balik yang optimal bagi
setiap perusahaan yang ingin menjadi lean. Keuntungan-keuntungan yang diperoleh dengan penerapan konsep value stream mapping adalah sebagai berikut :
1. Membantu perusahaan menggambarkan aliran produksi secara keseluruhan mulai dari proses awal hingga proses akhir, bukan hanya satu proses tunggal. Dengan demikian akan terlihat jelas seluruh aliran.
2. Pemetaan membantu perusahaan melihat segala pemborosan dan sumber pemborosan yang terjadi di sepanjang aliran produksi
3. Value stream mapping memberikan pemahaman mengenai proses manufaktur dalam bahasa yang umum.
4. Value stream mapping menggabungkan antara teknik dan konsep lean yang dapat membantu perusahaan untuk menghindari pemilihan teknik dan konsep yang asal-asalan.
5. Sebagai dasar dari rencana implementasi. Dengan membantu perusahaan merancang bagaimana mengoperasikan keseluruhan aliran dari setiap proses kegiatan – merancang bagian yang hilang dalam mengupayakan lean
manufacturingdiharapkan. Value stream map merupakan sebuah rencana
dalam strategi implementasi lean.
6. Value stream mapping menunjukkan hubungan antara aliran informasi dan aliran material.
7. Value stream mapping jauh lebih berguna dibandingkan metode kuantitatif lainnya yang menghasilkan perhitungan non value added, lead time, jarak perpindahan, jumlah persediaan, dsb. Value stream mapping merupakan sebuah metode kualitatif yang menggambarkan secara terperinci bagaimana seharusnya fasilitas produksi dioperasikan dalam usaha menciptakan aliran.
Value stream mapping merupakan metode yang bagus digunakan untuk
menggambarkan apa yang sebenarnya akan dilakukan dalam upaya untuk memberikan pengaruh terhadap perhitungan-perhitungan yang dilakukan.
Dalam value stream mapping, ada dua pemetaan yang harus digambarkan yaitu pembuatan current state map dan future state map. Pembuatan current state map dilakukan untuk memetakan kondisi lantai produksi aktual, dimana segala informasi yang terdapat dalam setiap proses dicantumkan dalam pemetaan. Current state map digunakan untuk mengidentifikasi pemborosan dan sumber pemborosan yang terjadi. Setelah identifikasi pemborosan dilakukan, maka dapat digambarkan future state map.
Future state map merupakan pemetaan kondisi perusahaan di masa
mendatang sebagai usulan rancangan perbaikan dari current state map yang ada. Petunjuk pembuatan current state map adalah sebagai berikut:
1. Penentuan Family Product yang akan dijadikan sebagai Model Line Tahap ini merupakan tahap awal dalam menggambar Current State
Map. Setelah mengetahui konsep yang benar tentang Lean, maka pada
tahap ini perlu ditentukan produk yang akan dijadikan model line sebagai target perbaikannya. Tujuan pemilihan model-line adalah agar penggambaran sistem fokus pada satu produk saja yang bisa dianggap sebagai acuan dan representasi dari sistem produksi yang ada. Mengidentifikasi suatu family product dapat dilakukan baik dengan menggunakan produk dan matriks proses untuk mengklasifikasikan langkah proses yang sama untuk produk yang berbeda. Untuk menentukan famili produk mana yang akan dipetakan tergantung
keputusan perusahaan yang dapat ditentukan dari pandangan bisnis seperti tingkat penjualan, atau menurut fokus perusahaan.
2. Penentuan Value Stream Manager
Untuk meluhat value-stream suatu produk secara keseluruhan tentunya perusahaan perlu dilihat sebagai satu kesatuan yang utuh, sehingga batasan-batasan organisasi dalam perusahaan perlu diterobos. Karena pada dasarnya perusahaan cenderung terorganisir untuk setiap departemen (proses) dan terbatas pada fungsinya masing-masing. Sehingga biasanya orang hanya bertanggungjawab pada apa yang menjadi bagiannya (pada areanya saja) tanpa perlu mengetahui proses secara keseluruhan menurut sudut pandang value-stream. Oleh karena itu dalam memetakan value-stream agar nantinya dapat dibuat suatu usulan perancangan, diperlukan seorang Value-stream Manager yakni orang yang paham mengenai proses keseluruhan dalam value-stream suatu produk sehingga dapat membantu dalam memberikan saran bagi perbaikan value-stream produk tersebut.
3. Pembuatan Peta Untuk Setiap Kategori Proses (Door-to-Door Flow) di Sepanjang Value-stream
Keadaan sebenarnya di lapangan diperoleh saat penggambar berjalan di sepanjang proses aktual value stream dari proses produksi yang
aktual. Melakukan pengamatan mendetail untuk setiap kategori proses. Untuk setiap proses, maka seluruh informasi kritis termasuk lead time,
cycle time, changeover time, uptime, EPE (ukuran batch produksi),
jumlah operator dan waktu kerja (sudah dikurangi dengan waktu istirahat), level inventory, dll. perlu didokumentasikan. Yang semuanya akan dimasukkan dalam suatu data box untuk masing-masing proses. Level inventory pada peta seharusnya disesuaikan dengan level pada waktu pemetaan aktual dan bukan berdasarkan rataan karena penting untuk menggunakan gambar aktual daripada rata-rata historis yang disediakan oleh perusahaan.
Untuk setiap pembuatan data box, maka ukuran-ukuran yang diperlukan antara lain:
a. Cycle Time (C/T)
Cycle time (C/T) merupakan salah satu ukuran penting yang
dibutuhkan dalam kegiatan Lean selain Value-creating time (VCT) dan Lead time (L/T). Cycle time menyatakan waktu yang dibutuhkan oleh satu operator untuk menyelesaikan seluruh elemen/kegiatan kerja dalam membuat satu part sebelum mengulangi kegiatan untuk membuat part berikutnya. Value-creating time (VCT) menyatakan waktu keseluruhan elemen kerja yang biasa mentransformasikan suatu produk dalam cara yang rela dibayar oleh konsumen. Lead time
(L/T) menyatakan waktu yang dibutuhkan untuk seluruh proses atau dalam satu value stream, mulai dari awal hingga akhir proses. Biasanya : VCT < C/T < L/T
b. Change-over Time (C/O)
Menyatakan waktu yang dibutuhkan untuk merubah posisi (switch) dari memproduksi satu jenis produk menjadi produk yang lainnya. Dalam hal ini biasanya changeover time menyatakan waktu untuk memindahkan dari posisi kiri menjadi posisi kanan dalam pembuatan satu produk simetris.
c. Uptime
Menyatakan kapasitas mesin yang digunakan dalam mengerjakan satu proses. Kapasitas mesin bersifat on-demand machine uptime. Artinya informasi mesin ini tetap.
d. Jumlah Operator
Menyatakan jumlah orang yang dibutuhkan saat untuk satu proses. e. Waktu Kerja
Waktu kerja yang dibutuhkan untuk tiap shift pada suatu proses sesudah dikurangi dengan waktu istirahat (break), waktu rapat (meeting), dan waktu membersihkan area kerja (cleanup times).
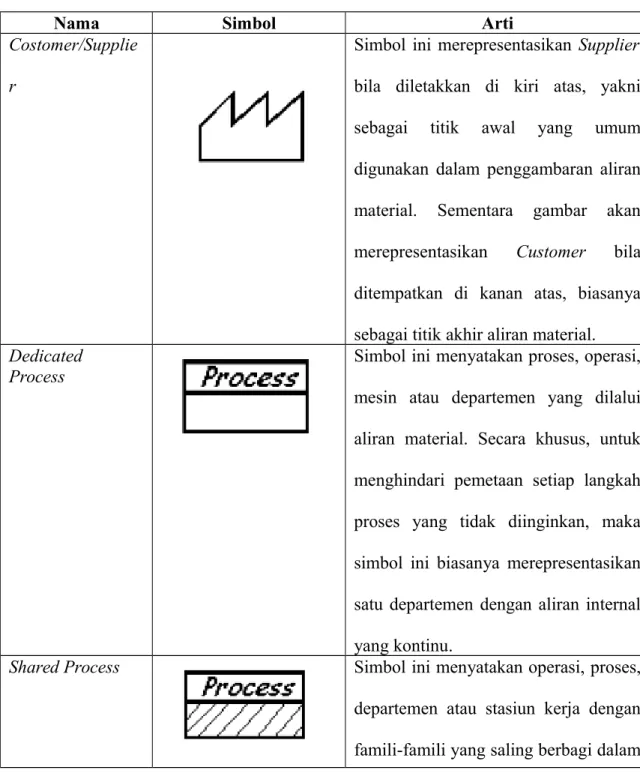
Simbol-simbol yang digunakan dalam penggambaran value stream mapping dapat dilihat pada Tabel 2.1
Tabel 2.1. Simbol-simbol yang Digunakan dalam Value Stream Mapping
Nama Simbol Arti
Costomer/Supplie r
Simbol ini merepresentasikan Supplier bila diletakkan di kiri atas, yakni sebagai titik awal yang umum digunakan dalam penggambaran aliran material. Sementara gambar akan merepresentasikan Customer bila
ditempatkan di kanan atas, biasanya sebagai titik akhir aliran material.
Dedicated Process
Simbol ini menyatakan proses, operasi, mesin atau departemen yang dilalui aliran material. Secara khusus, untuk menghindari pemetaan setiap langkah proses yang tidak diinginkan, maka simbol ini biasanya merepresentasikan satu departemen dengan aliran internal yang kontinu.
Shared Process Simbol ini menyatakan operasi, proses,
departemen atau stasiun kerja dengan famili-famili yang saling berbagi dalam
value-stream. Perkiraan jumlah
operator yang dibutuhkan dalam value
stream dipetakan, bukan sejumlah
operator yang dibutuhkan untuk memproduksi seluruh produk
Data Box Simbol ini memiliki lambang-lambang
di dalamnya yang menyatakan informasi/data yang dibutuhkan unuk menganalisis dan mengamati sistem. C/T adalah waktu siklus yang dibutuhkan untuk memproduksi satu barang sampai barang yang akan diproduksi selanjutnya datang. C/O adalah changeover time yang
merupakan waktu pergantian produksi satu produk dalam suatu proses untuk yang lainnya. Uptime adalah persentase waktu yang tersedia pada mesin untuk proses
Lambang ini menunjukkan jumlah operator yang dibutuhkan untuk melakukan suatu proses.
Inventory Simbol ini menunjukkan keberadaan
suatu inventory diantara dua proses. Ketika memetakan current state, jumlah inventory dapat diperkirakan dengan satu perhitungan cepat, dan jumlah tersebut dituliskan dibawah gambar segitiga. Jika terdapat lebih dari satu akumulasi inventory, gunakan satu lambang untuk masing-masing
inventory. Lambang ini juga dapat
digunakan untuk merepresentasikan penyimpanan bagi raw material dan
finished goods.
Shipment Simbol ini merepresentasikan
pergerakan raw material dari supplier hingga menuju gudang penyimpanan akhir di pabrik. Atau pergerakan dari produk akhir di gudang penyimpanan
pabrik hingga sampai ke konsumen.
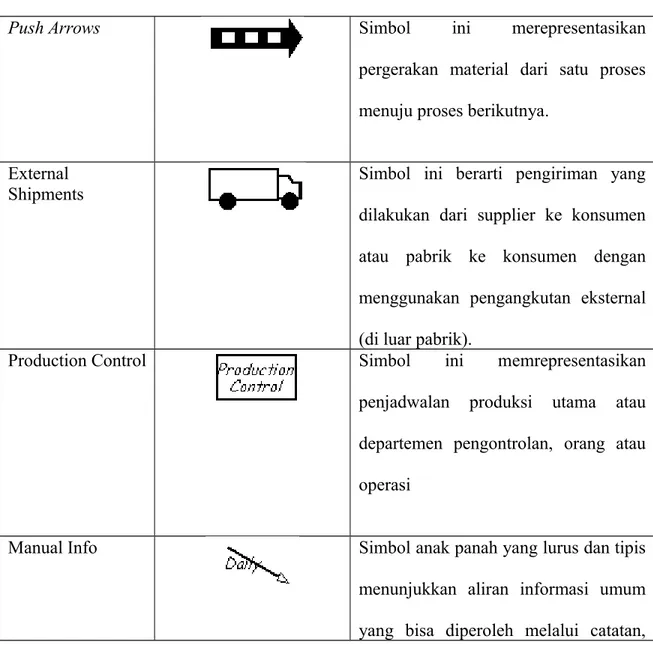
Tabel 2.1. Simbol-simbol yang Digunakan dalam Value Stream Mapping (Lanjutan)
Push Arrows Simbol ini merepresentasikan
pergerakan material dari satu proses menuju proses berikutnya.
External Shipments
Simbol ini berarti pengiriman yang dilakukan dari supplier ke konsumen atau pabrik ke konsumen dengan menggunakan pengangkutan eksternal (di luar pabrik).
Production Control Simbol ini memrepresentasikan
penjadwalan produksi utama atau departemen pengontrolan, orang atau operasi
Manual Info Simbol anak panah yang lurus dan tipis
menunjukkan aliran informasi umum yang bisa diperoleh melalui catatan,
laporan ataupun percakapan
Other Menyatakan informasi atau hal lain
yang penting
Timeline Menunjukkan waktu yang memberikan
nilai tambah (cycle times) dan waktu yang tidak memberikan nilai tambah (waktu menunggu). Gunakan lambang ini untuk menghitung Lead Time dan Total Cycle Time.
Sumber: Rother, M & Shook, J, Learning to See, ,2003, The Lean Enterprise Institute, appendix A
Setelah membuat Current State Map, maka langkah terakhir dalam
value stream mapping adalah membuat suatu future state map. Tujuan dari value stream mapping adalah untuk mengetahui dengan jelas sumber-sumber
pemborosan dan membantu membuat area target bagi proses perbaikan yang nyata. Future state map tidaklah lebih dari sekedar pengimplementasian rencana yang menjelaskan jenis tool yang dibutuhkan dalam proses lean untuk mengeliminasi pemborosan dan dimana (pada proses apa) tool tersebut diperlukan dalam value stream suatu produk. Pembuatan suatu future state map diawali dengan menjawab serangkaian pertanyaan terkait masalah yang menyebabkan perlu dibangunnya suatu future state map, dan juga implementasi teknis terkait penggunaan tools dalam proses lean. Penemuan akar masalah
dapat menggunakan Five Why. Future State Map ini diperoleh berdasarkan analisis dari Current State Map yang telah dibuat sebelumnya dan dengan menerapkan tool yang sesuai untuk digunakan.
2.4. Pengukuran Waktu
1. Pengukuran Waktu secara Langsung
Yaitu pengukuran yang dilakukan ditempat dimana pekerjaan bersangkutan dijalankan, ada dua yaitu:
a. Metode Sampling Pekerjaan: Pengamatan dilakukan pada waktu-waktu tertentu yang telah ditentukan secara acak/random.
b. Metode Jam Henti: Menggunakan instrumen stopwatch dimana metode ini baik diaplikasikan untuk pekerjaan yang berlangsung singkat dan berulang-ulang.
Waktu yang diambil adalah waktu siklus dan beberapa pengujian yang dilakukan yaitu:
1. Pengujian keseragaman data
Pengujian keseragaman data dilakukan dengan menetapkan batas kontrol atas dan batas kontrol bawah dari data sebaran tersebut. Penentuan batas control atas dan batas kontrol bawah tergantung pada tingkat ketelitian dan tingkat keyakinan yang telah ditetapkan. Untuk tingkat ketelitian 7% dan tingkat keyakinan 93% batas kontrol data ditentukan oleh rumusan matematis yang diperoleh secara statistik yaitu:
Batas kontrol atas = x + 3 σ ………(2.1) Batas kontrol bawah = x – 3 σ ……….(2.2) Dimana : x = rata-rata nilai pengamatan
σ = standar deviasi nilai pengamatan 2. Pengujian jumlah data yang dibutuhkan
Pengujian jumlah data dibutuhkan untuk melihat apakah data yang tersedia memenuhi tingkat keyakinan dan tingkat ketelitian yang telah ditetapkan. Untuk tingkat ketelitian 7% dan tingkat keyakinan 93% jumlah data yang dibutuhkan adalah :
2 i 2 i 2 i T ' X X X N α Z N
………(2.3)Dimana :N’ = jumlah data yang dibutuhkan N = jumlah data pengamatan
Apabila N’ > N maka diperlukan pengukuran tambahan hingga memenuhi jumlah yang diperlukan. Apabila N’ < N maka data pengukuran sudah mencukupi. (Sutalaksana, Iftikar Z, Hal 119-135)
1. Penyesuaian
Penyesuaian merupakan suatu cara yang dilakukan untuk mendapatkan nilai rata-rata yang wajar sehingga didapatkan waktu normal. Faktor penyesuaian diperhitungkan jika pengamat berpendapat bahwa pekerja (operator) bekerja dengan kecepatan tidak wajar, sehingga hasil perhitungan waktu disesuaikan dengan atau dinormalkan terlebih dahulu untuk mendapatkan waktu siklus rata-rata yang wajar. Jika pekerja bekerja dengan wajar, maka faktor penyesuaian = 1, artinya waktu siklus rata-rata sudah normal. Jika bekerjanya terlalu lambat maka untuk menormalkannya pengamat harus memberi harga p<1 dan sebaliknya jika bekerja terlalu cepat maka p>1
Ketidakwajaran harus diwajarkan untuk mendapatkan waktu normal. Untuk memudahkan konsep wajar, seorang pengamat dapat mempelajari bagaimana bekerjanya seorang operator yang dianggap normal itu, yaitu jika seorang operator yang dianggap berpengalaman bekerja tanpa usaha-usaha yang berlebihan sepanjang hari kerja, menguasai cara kerja yang ditetapkan, dan menunjukkan kesungguhan dalam menjalankan pekerjaannya. Walaupun usaha-usaha membakukan konsep bekerja wajar telah dilakukan, namun penyesuaian tetap tampak sebagai suatu yang subjektif. Hal inilah yang dipandang sebagai kelemahan pengukuran waktu dilihat secara ilmiah. Namun bagaimanapun penyesuaian harus dilakukan karena ketidakwajaran yang menghasilkan ketidaknormalan data merupakan sesuatu hal yang bisa
terjadi. Sehubungan dengan faktor penyesuaian dikembangkanlah cara untuk mendapatkan harga p termasuk cara-cara yang berusaha seobjektif mungkin (Sutalaksana, Iftikar Z,1979).
Dalam melakukan penyesuaian ini digunakan cara penyesuaian
Westinghouse yang mengarahkan penilaian pada 4 faktor yang dianggap
menentukan kewajaran atau ketidakwajaran dalam bekerja yaitu keterampilan, usaha, kondisi kerja, dan konsistensi. Keterampilan atau skill didefinisikan sebagai kemampuan mengikuti cara kerja yang ditetapkan. Usaha adalah kesungguhan yang ditunjukkan atau diberikan pekerja (operator) ketika melakukan pekerjaannya. Keterampilan dan usaha mempunyai hubungan yang erat, dalam kenyataannya banyak terjadi pekerja yang mempunyai keterampilan yang rendah tetapi mempunyai usaha yang lebih sungguh-sungguh sebagai imbangnya, namun kadang-kadang usaha yang begitu besar sehingga nampak berlebihan dan tidak banyak menghasilkan dikarenakan keterampilan yang minim. Sebaliknya seseorang yang mempunyai keterampilan tinggi tidak jarang bekerja dengan usaha yang tidak didukung dihasilkannya performance yang lebih baik. Oleh karena itu cara
Westinghouse memisahkan faktor keterampilan dan usaha (Sutalaksana,
Iftikar Z, 1979).
Yang dimaksud dengan dengan kondisi kerja pada cara Westinghouse adalah kondisi fisik lingkungannya seperti keadaan pencahayaan, temperatur, dan kebisingan ruangan. Faktor lain yang harus diperhatikan adalah
keterampilan, usaha, dan konsistensi. Faktor ini perlu diperhatikan karena kenyataan bahwa pada setiap pengukuran waktu angka-angka yang dicatat tidak pernah semuanya sama, waktu penyelesaian yang ditunjukkan pekerja selalu berubah-ubah dari satu siklus ke siklus lainnya, dari jam ke jam, bahkan dari hari ke hari. Berikut ini merupakan tabel penyesuaian menurut
Westinghouse:
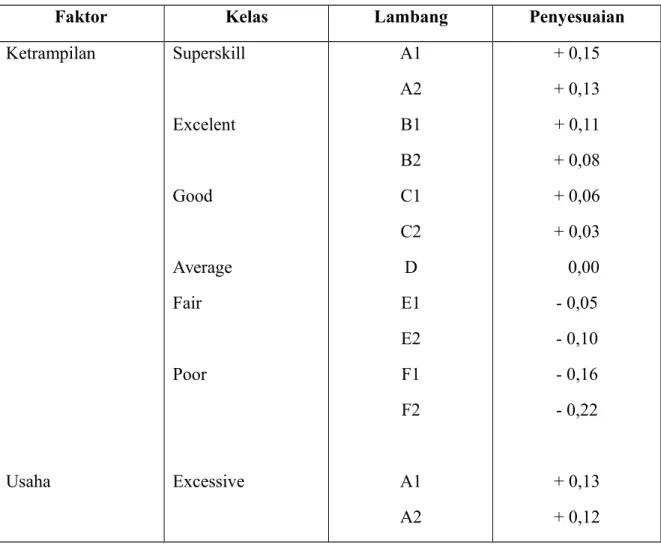
Tabel 2.2 Penyesuaian menurut Westinghouse
Faktor Kelas Lambang Penyesuaian
Ketrampilan Usaha Superskill Excelent Good Average Fair Poor Excessive A1 A2 B1 B2 C1 C2 D E1 E2 F1 F2 A1 A2 + 0,15 + 0,13 + 0,11 + 0,08 + 0,06 + 0,03 0,00 - 0,05 - 0,10 - 0,16 - 0,22 + 0,13 + 0,12
Kondisi Kerja Konsistensi Excellent Good Average Fair Poor Ideal Excellenty Good Average Fair Poor Perfect Excellent Good Average Fair Poor B1 B2 C1 C2 D E1 E2 F1 F2 A B C D E F A B C D E F + 0,10 + 0,08 + 0,05 + 0,02 0,00 - 0,04 - 0,08 - 0,12 - 0,17 + 0,06 + 0,04 + 0,02 0,00 - 0,03 - 0,07 + 0,04 + 0,03 + 0,01 0,00 - 0,02 - 0,04
Sumber : (Sutalaksana, Iftikar Z, 1979)
Kelonggaran terbagi untuk tiga hal, yaitu :
a. Kelonggaran untuk kebutuhan pribadi.
b. Kelonggaran untuk menghilangkan rasa fatique.
c. Kelonggaran untuk hambatan-hambatan yang tidak dapat dihindarkan
Ketiganya ini merupakan hal-hal yang secara nyata dibutuhkan oleh pekerja (operator), dan yang selama pengukuran tidak diamati, diukur, dicatat ataupun dihitung. Karenanya sesuai pengukuran dan setelah mendapatkan waktu normal, kelonggaran perlu ditambahkan. Adapun besarnya kelonggaran berdasarkan faktor yang berpengaruh dimana terdiri dari faktor :
Tenaga yang dikeluarkan
Sikap kerja
Gerakan kerja
Kelelahan mata
Keadaan temperatur tempat kerja
Keadaan atmosfer
Keadaan lingkungan yang baik
Pelengkap (kelonggaran untuk kebutuhan pribadi pria dan wanita) Sumber : (Sutalaksana, Iftikar Z, 1979)
2.6. Waktu Baku
Jika pengukuran telah selesai, yaitu semua data yang didapat memiliki keseragaman yang dikehendaki, dan jumlahnya telah memenuhi tingkat-tingkat ketelitian dan keyakinan yang diinginkan, maka selesailah kegiatan pengukuran waktu. Langkah selanjutnya adalah mengolah data tersebut sehingga memberikan
waktu baku. Cara untuk mendapatkan waktu baku dari data yang terkumpul itu adalah sebagai berikut :
a. Hitung waktu siklus rata-rata dengan :
Ws=
∑
Xik ……….
(2.4)
Dimana Xi dan k telah terdapat pada bahasan diatas b. Hitung Waktu Normal dengan :
Wn=WsX P ………
(2.5)
Dimana P adalah penyesuaian dan telah ada pembahasan di atas c. Hituung Waktu Baku dengan :
Wb=WnX (1+L) ……….. (2.6)
Diaman 1 adalah kelonggaran atau allowance yang diberikan kepada pekerja untuk menyelesaikan pekerjaan disamping waktu normal.
Sumber : (Sutalaksana, Iftikar Z,1979) 2.7. Diagram Pareto
Alfredo Pareto adalah orang yang pertama kali memperkenalkan diagram
pareto ini. Tujuannya pada saat itu untuk mendistribusikan kesejahteraan masyarakat,
kemudian Dr. Joseph Juran mengembangkannya lagi sehingga dapat digunakan pada berbagai macam bidang. Diagram pareto adalah grafik yang menguraikan klasifikasi data secara menurun mulai dari kiri ke kanan. Diagram pareto digunakan untuk mengidentifikasi masalah dari yang paling besar sampai yang paling kecil. Tahun 1949, George K Zipf, seorang professor dari Harvard University, mengembangkan wilayah penelitian dengan menjadikan temuan Pareto sebagai acuan. Hasilnya bahwa
manusia, benda-benda, waktu, keahlian, atau semua alat produksi telah memiliki aturan alamiah yang berkaitan antara hasil dan aktivitas dengan jumlah perbandingan mulai dari 80/20 atau 70/30.
Contoh di bidang lain mengindikasikan bahwa 20% kesalahan atau penyimpangan akan menyebabkan 80% masalah yang timbul. Para manajer proyek akan mengatakan bahwa 20% pekerjaan akan menyita 80% waktu dan sumber daya. Para pengusaha akan mengatakan bahwa 20% stok barang akan memakan 80% tempat penyimpanan, atau 80% stok barang berasal dari 20% pemasok. Para peritel mengatakan bahwa 20% pelanggan akan menghasilkan 80% penjualan.
Pareto diagram adalah suatu diagram yang menggambarkan urutan masalah menurut bobotnya yang dinyatakan dengan frekuensinya. Kegunaannya adalah untuk:
a. Menentukan jenis persoalan utama.
b. Membandingkan masing-masing jenis persoalan terhadap keseluruhan. c. Menunjukkan tingkat perbaikan yang berhasil dicapai.
d. Membandingkan hasil perbaikan masing-masing jenis persoalan sebelum dan setelah perbaikan.
Contoh penggunaan diagram pareto dapat dilihat pada Gambar 2.1.
Hole Hike NakabariNakagore 10000 15000 20000 25000 30000 0% 20% 40% 60% 80% 100% Di ag r am P ar e t o J e n i s Re j e c t P ada Kr an
Frekuensi Persentase Komulatif
Jenis Reject
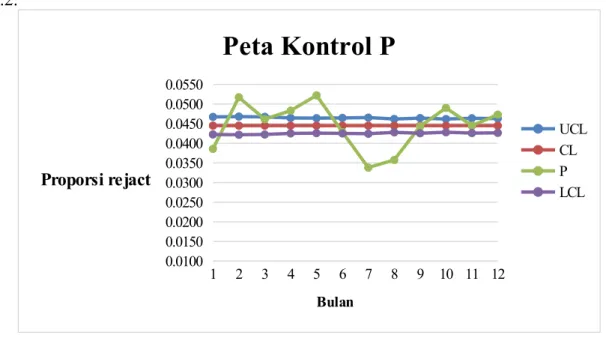
Gambar 2.1. Diagram Pareto 2.8. Peta Kontrol
Merupakan suatu peta yang digunakan untuk menentukan apakah suatu proses berada dalam keadaan stabil atau tidak. Apabila semua data berada dalam batas kontrol, maka proses dikatakan dalam batas kendali (stabil). Bagan ini menunjukkan penyebab penyimpangan, walaupun adanya penyimpangan akan terlihat pada bagan pengendalian tersebut. Bagan ini merupakan peta garis dengan mencantumkan batas-batas daerah pengendalian. Contoh gambar peta control dapat dilihat pada gambar 2.2. 1 2 3 4 5 6 7 8 9 10 11 12 0.0100 0.0150 0.0200 0.0250 0.0300 0.0350 0.0400 0.0450 0.0500 0.0550
Peta Kontrol P
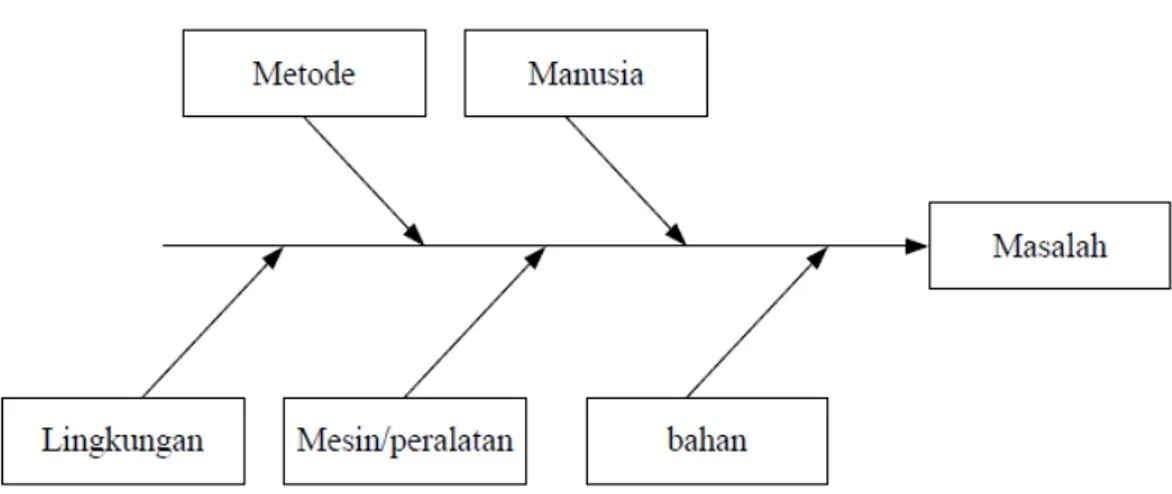
UCL CL P LCL Bulan Proporsi rejactGambar 2.2 Peta Kontrol P 2.9. Diagram Sebab Akibat (Cause and Effect Diagram)
Diagram ini dikenal dengan istilah diagram tulang ikan (fish bone diagram) yang diperkenalkan pertama sekali oleh Prof. Kaoru Ishikawa pada tahun 1943. Diagram ini berguna untuk menganalisis dan menemukan faktorfaktor yang
berpengaruh secara signifikan di dalam menentukan karakteristik kualitas output kerja. Di samping itu, diagram ini berguna untuk mencari penyebab-penyebab yang sesungguhnya dari suatu masalah. Untuk mencari faktor-faktor penyebab terjadinya penyimpangan kualitas hasil kerja, maka orang akan selalu mendapatkan bahwa ada 5 faktor penyebab utama yang signifikan yang perlu diperhatikan, yaitu:
a. Manusia (Man)
b. Metode kerja (Work Method)
c. Mesin atau peralatan kerja lainnya (Machine/Equipment) d. Bahan baku (raw material)
e. Lingkungan kerja (work environment)
Cause-Effect diagram mempunyai kegunaan yang cukup banyak baik dalam
peningkatan kualitas maupun dalam hal-hal lain. Beberapa kegunaan dari
Cause-Effect diagram adalah:
1. Sebagai alat untuk training.
2. Sebagai alat untuk mengarahkan diskusi pada faktor-faktor yang dominan.
3. Dapat dijadikan petunjuk dalam pengumpulan dan pencatatan data.