AN
ANALISIS EFISIENSI SISTEM PEMBAKARAN PADA BOILER DI PLTU UNIT
III PT.PJB UP GRESIK DENGAN METODE STATISTICAL PROCESS CONTROL
(SPC)
Intan Alifiyah Ilmi, Ya’umar
Jurusan Teknik Fisika – Fakultas Teknologi Industri Institut Teknologi Sepuluh Nopember Kampus ITS Keputih Sukolilo, Surabaya 60111
E-mail: [email protected]
ABSTRAK
Statistical process control (SPC) suatu teknik yang digunakan untuk melakukan evaluasi terhadap performansi suatu proses yang memanfaatkan metode statistik untuk memonitor, menganalisa, mengontrol dan mempengaruhi perbaikan performansi proses. Implementasi SPC digunakan untuk menganalisa dan meningkatkan performansi pada sistem pembakaran pada boiler di PLTU unit III PT.PJB UP Gresik. Nilai efisiensi merupakan suatu ukuran yang menunjukkan prestasi kerja(peformansi) pada boiler. Metode pendekatan yang digunakan untuk untuk menyelesaikan masalah adalah Six Sigma yang merupakan metode quality improvement yang terstruktur yang terdiri dari 5 tahapan antara lain: Define, Measure, Analyze, Improvement, dan Control. Hasil penelitian ini Uji Random didapatkan hasil semua variabel mempunyai nilai P-value >5% yang berarti bahwa semua data memenuhi uji kerandoman.Uji Kenormalan didapatkan hasil bahwa tidak semua data berdistribusi normal. Analisa sistem pembakaran dengan menggunakan Peta Kendali Xbar-S pada semua variabel didapatkan hasil bahwa seluruh variabel terdapat keadaan Out Of Control . Sistem Pembakaran pada Boiler unit 3 PLTU PT.PJB UP Gresik menunjukkan kondisi proses yang tidak cukup capable , tetapi mendekati spesifikasi. Hal ini ditunjukkan dengan nilai Cp=1.29. Setelah dilakukan Revisi Chart Nilai Cp meningkat menjadi 2,yang menunjukkan bahwa kemampuan baik
Kata Kunci: Statistical Process Control (SPC), Six Sigma, Performansi.
I. PENDAHULUAN
Kualitas telah menjadi sesuatu yang mutlak dimiliki oleh suatu produk, baik yang berupa barang maupun jasa. PT.PJB yang terhubung dalam sistem interkoneksi Jawa-Bali merupakan salah satu produsen penghasil listrik. Perubahan beban yang terjadi secara kontinu akan berpengaruh terhadap frekuensi sistem. Hal ini menyebabkan pengendali pada sistem pembangkit mengatur kembali besaran besaran masukan guna mencapai titik kesetimbangan yang baru. Komponen paling utama yaitu boiler, karena pada sistem pembangkit, untuk menjalankan turbin yang akan menggerakkan generator guna menghasilkan listrik, dibutuhkan tekanan uap panas yang dihasilkan dari boiler. Metode yang digunakan pada penelitian ini adalah Statistical process control yang merupakan suatu teknik yang dapat digunakan untuk melakukan evaluasi terhadap performansi suatu proses yang memanfaatkan metode statistik untuk memonitor, menganalisa, mengontrol dan mempengaruhi perbaikan
performansi sistem dan Metode pendekatan yang digunakan untuk untuk menyelesaikan masalah adalah Six sigma yang merupakan metode quality improvement yang terstruktur yang terdiri dari 5 tahapan antara lain: Define, Measure, Analyze,Improvement,dan Control.
Analisa kestabilan pada sistem boiler difokuskan pada efisiensi boiler, yang merupakan prestasi kerja atau tingkat unjuk kerja boiler yang didapatkan dari perbandingan antara energi yang dipindahkan ke atau diserap oleh fluida kerja didalam ketel dengan masukan energi kimia dari bahan bakar. Semakin tinggi prosentase efisiensinya, maka kinerja sistem tersebut semakin bagus. Analisa terhadap kestabilan sistem pembangkit listrik yang diharapkan mampu membantu dalam mengetahui tingkat kestabilan sistem pembangkit listrik khususnya pada sistem pembakaran PLTU unit 3 sehingga dapat dilakukan perencanaan tindakan peningkatan performansi sistem.
II. TINJAUAN PUSTAKA
Pada bagian ini akan diberikan penjelasan mengenai beberapa teori penunjang yang terkait dengan pencapaian tujuan dari permasalahan yang diajukan.
2.1 Boiler
Boiler adalah sebuah vessel tertutup yang digunakan untuk merubah air menjadi uap bertekanan dengan cara melakukan penambahan panas. Vessel terbuka yang menghasilkan uap bertekanan atmosfer tidak disebut sebagai boiler. Pada furnace boiler, energi kimia bahan bakar diubah menjadi energi panas. Panas ini dipindahkan ke air seefisien mungkin oleh boiler. Dengan demikian, fungsi utama boiler adalah untuk menghasilkan uap di atas tekanan atmosfer melalui penyerapan panas yang dihasilkan pada proses pembakaran.
2.2 Sistem Pembakaran
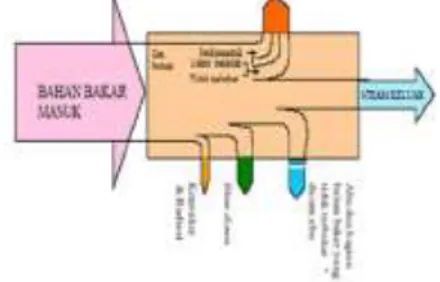
Sistem pembakaran pada PLTU unit 3 PT.PJB UP Gresik terjadi di Boiler. Boiler adalah bejana tertutup dimana panas pembakaran dialirkan ke air sampai terbentuk air panas atau steam. Air panas atau steam pada tekanan tertentu kemudian digunakan untuk mengalirkan panas ke suatu proses. Sistem boiler terdiri dari: sistem air umpan, sistem steam, dan sistem bahan bakar. Air adalah media yang dipakai pada proses bertemperatur tinggi ataupun untuk perubahan parsial menjadi energi mekanis didalam sebuah turbin. Seperti halnya boiler pada PLTU unit 3 juga menggunakan fluida kerja berupa air umpan yang berasal dari pengolahan air laut. Gambar 1 menjelaskan sistem pembakaran yang terjadi pada boiler hingga terbentuknya steam yang merupakan hasil pembakaran yang diperlukan untuk menggerakkan turbin sehingga akan tercipta tegangan listrik pada generator.
Gambar 2.1 Diagram alir sistem pembakaran pada Boiler
Perhitungan Efisiensi Boiler
Uji efisiensi boiler dapat membantu dalam menemukan penyimpangan efisiensi boiler dari efisiensi terbaik dan target area permasalahan untuk tindakan perbaikan. Proses pembakaran dalam boiler dapat digambarkan dalam bentuk diagram alir energi. Diagram ini menggambarkan secara grafis tentang bagaimana energi masuk dari bahan bakar diubah menjadi aliran energi dengan berbagai kegunaan dan menjadi aliran kehilangan panas dan energi. Panah tebal menunjukan jumlah energi yang dikandung dalam aliran masing-masing.
Gambar 2.2 Diagram neraca energi boiler Neraca panas merupakan keseimbangan energi total yang masuk boiler terhadap yang meninggalkan boiler dalam bentuk yang berbeda. Gambar berikut memberikan gambaran berbagai kehilangan yang terjadi untuk pembangkitan steam.
Efisiensi adalah suatu tingkatan kemampuan kerja dari suatu alat. Sedangkan efisiensi pada boiler adalah prestasi kerja atau tingkat unjuk kerja boiler atau ketel uap yang didapatkan dari perbandingan antara energi yang dipindahkan ke atau diserap oleh fluida kerja didalam ketel dengan masukan energi kimia dari bahan bakar. Untuk tingkat efisiensi pada boiler atau ketel uap tingkat efisiensinya berkisar antara 70% hingga 90%.Terdapat dua metode pengkajian efisiensi boiler:
Metode Langsung: energi yang didapat dari fluida kerja (air dan steam) dibandingkan dengan energi yang terkandung dalam bahan bakar boiler.
Metode Tidak Langsung: efisiensi merupakan perbedaan antara kehilangan dan energi yang masuk.
Pada Metodologi tugas akhir ini akan menggunakan metode langsung untuk menyelesaikan perhitungan efisiensi. Dikenal juga sebagai ‘metode input-output’ karena kenyataan bahwa metode ini hanya memerlukan keluaran/output (steam) dan panas masuk/input (bahan bakar) untuk evaluasi efisiensi. Efisiensi ini dapat dievaluasi dengan menggunakan rumus:
𝑒𝑓𝑖𝑠𝑖𝑒𝑛𝑠𝑖 𝑏𝑜𝑖𝑙𝑒𝑟 =Energi Keluar
= energi total pada fluida kerja energi masukan bahan bakar total
× 100% 𝐸𝑛𝑒𝑟𝑔𝑖 𝑀𝑎𝑖𝑛 𝑠𝑡𝑒𝑎𝑚
𝐸𝑛𝑒𝑟𝑔𝑖 𝑅𝑂+𝐸𝑛𝑒𝑟𝑔𝑖 𝐺𝑎𝑠 +𝐸𝑛𝑒𝑟𝑔𝑖 𝐹𝑒𝑒𝑑 𝑊𝑎𝑡𝑒𝑟 +𝐸𝑛𝑒𝑟𝑔𝑖 𝑠𝑝𝑟𝑎𝑦
2.3 Statistical Process Control (SPC)
Istilah Pengendalian Proses Statistik (Statistical process control – SPC) digunakan untuk menggambarkan model berbasis penarikan sampel yang diaplikasikan untuk mengamati aktifitas proses yang saling berkaitan. Pengendalian proses statistikal lebih menekankan pada pengendalian dan peningkatan proses berdasarkan data yang dianalisis menggunakan alat-alat statistika, bukan sekadar penerapan alat-alat statistika dalam proses industri.Untuk menjamin proses produksi dalam kondisi baik dan stabil atau produk yang dihasilkan selalu dalam daerah standar, perlu dilakukan pemeriksaan terhadap titik origin dan hal-hal yang berhubungan, dalam rangka menjaga dan memperbaiki kualitas produk sesuai dengan harapan.
Alat bantu yang paling umum digunakan dalam pengendalian proses statistikal adalah peta kendali (Control Chart). Peta pengendali adalah suatu alat yang secara grafis digunakan untuk memonitor apakah suatu aktivitas dapat diterima sebagai proses yang terkendali. Fungsi peta kendali secara umum adalah:
• Membantu mengurangi variabilitas produk. • Memonitor kinerja proses produksi setiap saat. • Memungkinkan proses koreksi untuk mencegah penolakan.
• Trend dan kondisi di luar kendali dapat diketahuisecara cepat
Gambar 2.3 control chart [Eugene,1988]
Peta kendali (control chart) dapat diklasifikaikan kedalam dua tipe umum. Apabila karakteristik kualitas dapat terukur dan dinyatakan bilangan, ini biasanya dinamakan control chart variabel. Namun banyak karakteristik kualitas yang tidak dapat diukur dengan skala kualitas. Dalam keadaan ini kita
dapat menilai tiap unit produk itu memiliki atau tidak memiliki sifat tertentu, atau kita dapat mencacah banyak yang tidak sesuai (cacat) pada suatu unit produk. Control chart untuk karakteristik kualitas semacam itu dinamakan control chart atribut. Pada penelitian ini menggunakan peta kendali variabel untuk menganalisa sistem pembakaran pada boiler.Peta kendali yang digunakan dalam penelitian ini adalah peta kendali X-bar dan S.
X-bar (𝑿), S Chart
Digunakan untuk mengontrol karakteristik kritis dimana biaya yang diakibatkan karena kesalahan pengambilan sample sangat besar. Ukuran sample yang digunakan hendaknya lebih besar dari 10.
𝑥 = 𝑥 𝑛 𝑆 = 𝑥2− 𝑥2 /𝑛 (𝑛 − 1) 𝑥 = 𝑥 𝑚 𝑆 = 𝑆 𝑚 𝑈𝐶𝐿 𝑥 = 𝑥 + 𝐴3𝑆 𝐿𝐶𝐿 𝑥 = 𝑥 − 𝐴3𝑆 𝑈𝐶𝐿𝑆 = 𝐵4𝑆 𝐿𝐶𝐿𝑆 = 𝐵3𝑆 Dimana:
𝑥 : nilai dari variabel yang diukur
𝑥 : rata- rata setiap sample group S : standard deviasi dari subgroup
𝑥 : mean dari rata-rata subgroup atau titik tengah dari control chart x-bar
𝑆 : rata-rata dari satndar deviasi subgroup atau titik tengan dari control chart R
𝑛 : ukuran sample group
𝑚 : jumlah dari subgroup
𝑈𝐶𝐿 𝑥 : upper control limit 𝑥 chart
𝐿𝐶𝐿 𝑥 : Lower control limit 𝑥 chart
𝑈𝐶𝐿𝑆 : upper control limit 𝑆 chart 𝐿𝐶𝐿𝑆 : Lower control limit 𝑆 chart 𝐴3 : ukuran sample
𝐵3, 𝐵4 : berbagai nilai n
Aturan umum dalam menentukan suatu proses berada diluar control adalah:
Gambar 2.4 Pembagian area pada peta pengendali 0.00 2.00 0 50 100 R an ge d ata
Periode Pengambilan Data
Chart Control
Variabel
DATA UCL CL
1. Terdapat 1 point diluar batas atas maupun batas bawah.
2. Terdapat 9 point pada zona C ataupun diluarnya (pada bagian control limit yang sama). 3. Memiliki 6 point yang memiliki pala meningkat atau menurun secara berurutan. 4. Terdapat 14 point yang memiliki pola naik. 5. Terdapat 2 ata3 point dalam zona A atau diluarnya (pada bagian control limit yang sama). 6. Terdapat 4 atau 5 point dalam zona B atau diluarnya.
7. Terdapat 15 point pada zona C (pada kedua bagian control limit).
8. Terdapat 8 point diluar zona C (pada bagian kedua control limit).
2.4 Six Sigma
Six Sigma merupakan pendekatan menyeluruh untuk menyelesaikan masalah dengan berfokus kepada pengendalian produk/proses sehingga sepanjang waktu dapat memenuhi persyaratan dari produk/ proses tersebut. Metode ini diterapkan melalui beberapa tahapan, yaitu: define, measure, analyze, improve serta control (DMAIC).
1. Define: pada tahap ini team pelaksana
mengidentifikasikan permasalahan, mendefiniskan spesifikasi pelanggan, dan menentukan tujuan (pengurangan cacat/biaya dan target waktu).
2. Measure: tahap untuk memvalidasi
permasalahan, mengukur/menganalisis permasalahan dari data yang ada.
3. Analyze: menentukan faktor-faktor yang
paling mempengaruhi proses; artinya mencari satu atau dua faktor yang kalau itu diperbaiki akan memperbaiki proses kita secara dramatis.
4. Improve: nah, di tahap ini kita
mendiskusikan ide-ide untuk memperbaiki sistem kita berdasarkan hasil analisa terdahulu, melakukan percobaan untuk melihat hasilnya, jika bagus lalu dibuatkan prosedur bakunya (standard operating procedure-SOP).
5. Control: di tahap ini kita harus membuat
rencana dan desain pengukuran agar hasil yang sudah bagus dari perbaikan team kita bisa berkesinambungan. Dalam tahap ini kita membuat semacam metrics untuk selalu dimonitor dan dikoreksi bila sudah mulai menurun ataupun untuk melakukan perbaikan lagi.
Indeks Kapabilitas Proses (Cp)
Digunakan untuk mengukur pada tingkat mana output proses pada nilai spesifikasi target kualitas(T) yang diinginkan oleh pelanggan [gasperz,2002: Andreansyah, 2009]. Semakin tinggi nilai Cpk menunjukkan bahwa
output prose situ semakin mendekati nilai spesifikasi target kualitas (T) yang diinginkan pelanggan, yang berarto pula bahwa tingkat kegagalan dari proses semakin berkurang menuju target tingkat kegagalan nol (zero defect oriented). Dalam program peningkatan kualitas six sigma, biasanya dipergunkan criteria (rule of thumb) sebagai berikut [ Vincent:2000]:
Cp ≥ 2,00
Proses dianggap mampu dan kompetitif (perusahaan berkelas dunia).
1,00 ≤ Cp ≤ 1,99
Proses dianggap cukup mampu, namun perlu upaya-upaya giat untuk peningkatan kualitas menuju target perusahaan berkelas dunia yang memiliki tingkat kegagalan sangat kecil menuju nol (zero defect oriented). Perusahaan yang memiliki nilai Cpm yang berada di kisaran ini memiliki kesempatan terbaik dalam melakukan program peningkatan kualitas Six Sigma.
Cp < 1,00
Proses dianggap tidak mampu dan tidak kompetitif untuk bersaing di pasar global.
𝐶𝑝=(𝑈𝑆𝐿−𝐿𝐶𝐿)6𝜎
𝐶𝑝𝑘 = 𝑚𝑖𝑛 𝑈𝑆𝐿−𝜇3𝜎 𝑑𝑎𝑛 𝜇 −𝐿𝑆𝐿3𝜎 𝐶𝑝𝑚 =6 𝜎𝑈𝑆𝐿−𝐿𝑆𝐿2+(𝜇 −𝑇)2
III METODOLOGI PENELITIAN
3.1 Sumber Data
Sumber data yang digunakan dalam penelitian ini adalah data primer dari data log sheet Boiler Turbine Board (BTB) PLTU unit III PT.PJB Unit Pembangkitan Gresik bulan Januari, Februari, dan Maret 2010. Data yang diambil adalah data yang menjadi variabel masukan yang mempengaruhi nilai efisiensi pada boiler unit III. Data yang akan dipakai untuk menganalisa efisiensi pada sistem pembakaran adalah flow, temperature, dan pressure main steam , flow residual oil, flow gas, flow, temperature, dan pressure feed water, flow SH spray, temperature dan pressure deaerator. Variabel data tersebut di ukur setiap 2 jam dimana data dalam sehari ada 13 data yaitu dari jam 00.00 – 24.00. Data diambil selama 3 bulan, sehingga data yang digunakan untuk tiap variabel adalah 1157 data yang akan dibagi kedalam 89 subgroup data yang ditentukan dari jumlah hari pengambilan data. Dalam analisa data 89 subgroup tersebut dibagi menjadi 2 pengamatan, yaitu tanggal 2 Januari-24 Februari 2010 dan 15 Februari-31 Maret 2010.
3.2 Flowchart Penelitian
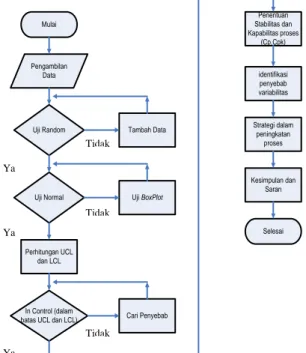
Dalam mencapai tujuan penelitian yang diinginkan diperlukan langkah analisis yang tepat. Pada flowchart dibawah ini adalah secara umum menggambarkan diagram proses analisa untuk penelitian Tugas akhir ini :
1. Melakukan uji random menggunakan Run Test untuk mengetahui apakah data diambil secara acak. Jika data tidak random, maka data ditambah dan diuji random kembali sampai akhirnya data menunjukkan diambil secara acak.
2. Pengujian kenormalan data mengunakan uji one sample kolmogorov smirnov. Apabila data yang di uji tidak normal maka dilakukan uji bloxplot untuk mengetahui data outliers yang menyebabkan data-data tersebut menjadi tidak normal.
3. Menghitung batas atas (UCL) dan batas bawah (LCL), kemudian membuat peta kendali Xbar-S dengan batas atas dan batas bawah untuk mengetahui apakah data dalam keadaan terkendali (in control).
4. Menentukan indeks kapabilitas proses dari setiap variabel data, untuk mengetahui apakah proses yang diteliti sudah cukup mampu.
5. Meningkatkan proses dengan cara menghilangkan sebab-sebab timbulnya cacat. Setelah sumber-sumber penyebab masalah kualitas dapat diidentifikasi melalui analisa keadaan pada control chart dan nilai Cp dan Cpk, maka dapat dilakukan rencana tindakan untuk melaksanakan peningkatan proses. Mulai Pengambilan Data Uji Random Uji Normal Perhitungan UCL dan LCL In Control (dalam batas UCL dan LCL)
Tambah Data Uji BoxPlot Cari Penyebab Penentuan Stabilitas dan Kapabilitas proses (Cp,Cpk) Kesimpulan dan Saran Strategi dalam peningkatan proses identifikasi penyebab variabilitas Selesai
Gambar 3.1 Flowchart pelaksanaan penelitian
Mulai Pembuatan Peta Kendali (Control Chart) Perhitungan indeks kapabilitas proses (Cp dan Cpk) Peta terkendali? Mendeteksi penyebab terjadi keadaan yant tidak
terkendali
Menghilangkan titik yang tidak terkendali Rekomendasi
Selesai
Melakukan revisi chart
Gambar 3.2 Flowchart pelaksanaan Tahap Improve
IV ANALISA DATA DAN
PEMBAHASAN
4.1 Tahap Define
Data yang akan dipakai untuk menganalisa efisiensi pada sistem pembakaran antara lain: Main Steam Flow [Ton/H], Main Steam Temperature [C], Main Steam Pressure [kg/cm2], Residual Oil Flow [Ton/H], Combustion Gas Flow [Knm3], Feed Water Flow [Ton/H], Feed Water Temperature [C], Feed Water Pressure [kg/cm2], SH Spray Flow [Ton/H], Deaerator Temperatur [C], Deaerator Pressure [kg/cm2].Data-data tersebut akan digunakan untuk menentukan besarnya energi main steam, energi RO, energi Combustion Gas, energi Feed water, dan energi SH spray.
4.2 Tahap Measure
Variabel data di ukur setiap 2 jam, sehingga dalam sehari terdapat 13 data yaitu dari jam 00.00 – 24.00. Data diambil selama 3 bulan yaitu tanggal 02 Januari 2010 sampai dengan 31 Maret 2010 (lampiran A dan lampiran B) , sehingga data yang digunakan untuk tiap variabel adalah 1157 data yang akan dibagi kedalam 89 subgroup data yang ditentukan dari jumlah hari pengambilan data. Dalam analisa data 89 subgroup tersebut dibagi menjadi 2 pengamatan, yaitu tanggal 02 Januari-24 Februari 2010 dan 15 Februari-31 Maret 2010. Hal ini dikarenakan dalam proses uji random dan uji normal, data yang diinputkan tidak bisa melebihi 55 data. Apabila diinputkan data melampaui jumlah tersebut maka p-value akan menunjukkan nilai 0.000, sehingga tidak dapat
Ya Ya Ya Tidak Tidak Tidak
menentukan data yang digunakan telah memenuhi uji hipotesis yang mensyaratkan p-value> 5%.
Uji Random
Tabel 4.1 Uji Kerandoman data Main Steam Flow
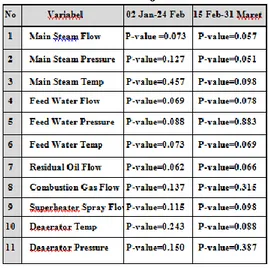
Berdasarkan tabel 4.1 didapatkan hasil uji Runs Test data Main Steam Flow untuk tanggal 2 Januari - 24 Februari menunjukkan P-value=0.457 > α=5% maka terima H0 yang berarti bahwa data tersebut diambil secara random. Pada tabel dibawah ini merupakan hasil uji random untuk seluruh variabel yang akan dianalisa.
Tabel 4.2 Hasil Uji Random
Didapatkan hasil semua variabel mempunyai nilai P-value >5%. Yang berarti bahwa semua data memenui uji kerandoman.
Uji Normal
Gambar 4.1 Uji kenormalan Data Main Steam Flow Tanggal 02 Januari – 24 Februari 2010
Berdasarkan gambar 4.1 didapatkan hasil Normality Test Data Main Steam Flow tanggal 2 Januari – 24 Februari menunjukkan bahwa P-value = 0.108 > α=5% maka terima H0 yang berarti bahwa data tersebut sudah berdistribusi normal. Pada tabel dibawah ini merupakan hasil normal untuk seluruh variabel yang akan dianalisa.
Tabel 4.3 Hasil Uji Normal
Semua data telah dilakukan uji normal, namun hanya sebagian dari semua variabel yang berdistribusi normal. Hal ini dikarenakan proses yang terjadi di boiler sangat bergantung pada beban (load), perubahan beban yang terjadi secara kontinu akan berpengaruh terhadap frekuensi sistem. Hal ini menyebabkan pengendali pada sistem pembangkit mengatur kembali besaran besaran masukan guna mencapai titik kesetimbangan yang baru. Sehingga data-data yang dihasilkan dalam proses bervariasi bergantung pada perubahan beban.
4.3 Tahap Analyze
Tahap Analyze merupakan fase mencari dan menentukan akar permasalahan. Pada penilitian ini tahap analyze akan dilakukan dengan menggunakan peta kendali. peta kendali merupakan suatu alat yang secara grafis digunakan untuk memonitor apakah suatu aktivitas dapat diterima sebagai proses yang terkendali atau tidak. Setiap variabel akan dianalisa dengan menggunakan peta kendali (control chart). 650 600 550 500 450 400 99 95 90 80 70 60 50 40 30 20 10 5 1 MS Flow P e rc e n t Mean 535.8 StDev 50.01 N 43 KS 0.122 P-Value 0.106
Probability Plot of MS Flow Normal
Perubahan Beban (Load) Pada PLTU Unit III
Gambar 4.2 Peta Kendali I Chat Perubahan Beban pada PLTU Unit III tanggal 02 Januari –
24 Februari 2010
Gambar 4.3 Peta Kendali I Chat Perubahan Beban pada PLTU Unit III tanggal 15 Februari
– 31 Maret 2010
Proses yang terjadi pada PLTU unit III PT.PJB Unit Pembangkitan Gresik bergantung pada beban (Load). Beban ini merupakan Kebutuhan listrik yang harus disediakan oleh PT.PJB untuk memenuhi permintaan listrik wilayah pulau Jawa. perubahan beban yang terjadi secara kontinu sehingga akan menyebabkan pengendali pada sistem pembangkit mengatur kembali besaran besaran masukan guna mencapai titik kesetimbangan yang baru. Jadi semua besaran proses yang diperoleh bergantung pada nilai load yang membebani sistem tersebut. Pada Gambar 4.11 memperlihatkan perubahan beban pada tanggal 02 Januari hingga tanggal 24 Februari 2010. Terdapat beberapa titik yang yang berada pada dibawah batas kendali bawah, hal ini berarti kebutuhan listrik yang harus disediakan oleh PLTU unit III tidak tinggi. Perubahan yang terjadi pada tanggal 15 Februari – 31 Maret 2010 juga mengalami keadaan yang berbeda-beda pada setiap titiknya. Hal ini memperlihatkan bahwa setiap harinya sistem yang beroperasi pada PLTU unit III secara kontinu menjaga kestabilan proses pada sistem tersebut.
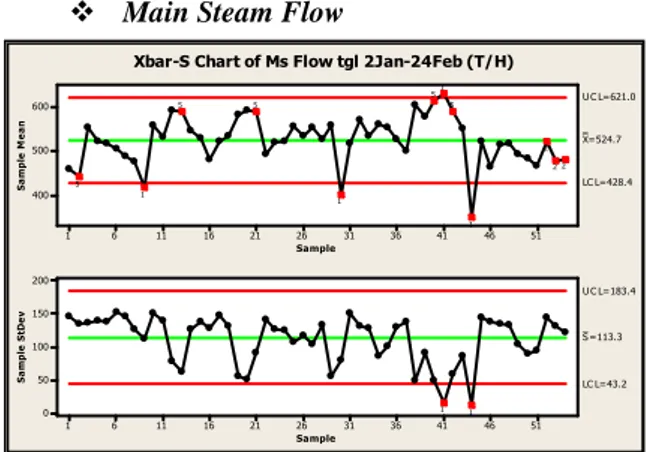
Main Steam Flow
Gambar 4.4 Peta Kendali Xbar-S data Main Steam Flow tanggal 02 Januari – 24
Februari 2010
Berdasarkan gambar peta kendali Xbar-S untuk data Main Steam Flow tanggal 02 Januari – 24 Februari 2010 diatas dapat diketahui bahwa untuk peta kendali Xbar nilai batas kendali atas (UCL) 621.0, batas kendali bawah (LCL) 428.4 dengan garis tengah yang merupakan rata-rata dari data subgroup keseluruhan adalah 524.7. Pada peta kendali S diketahui nilai batas kendali atas 183.4 dan batas kendali bawah 43.2 dengan nilai garis tengah yang merupakan nilai rata-rata range dari data subgroup adalah 113.3. Dari kedua peta kendali tersebut diperoleh hasil yang sama yaitu terdapat beberapa data yang berada di luar batas kendali (out of control). Sehingga proses dapat dikatan tidak terkendali. Keadaan di luar batas kendali didapatkan dari hasil test yang dilakukan dengan menggunakan program MINITAB 15.
Gambar 4.5 Hasil test MINITAB 15pada peta
kendali peta kendali Xbar data main steam flow
tanggal 02 Januari – 24 Februari 2010 Untuk mengetahui apakah proses pembakaran tersebut telah mampu (capable), maka dilakukan pencarian nilai capability pada data main steam flow untuk peta kendali Xbar seperti pada gambar dibawah ini.
51 46 41 36 31 26 21 16 11 6 1 200 190 180 170 160 150 140 130 120 110 Observation In di vi du al V al ue _ X=158.79 UCL=192.92 LCL=124.66 2 2 2 1 6 6 5 5
I Chart of Load tgl 02 jan-24 Feb 2010
45 41 37 33 29 25 21 17 13 9 5 1 190 180 170 160 150 140 130 120 110 100 Observation In di vi du al V al ue _ X=146.74 UCL=185.70 LCL=107.77 6
I Chart of Load 15Feb-31Maret
51 46 41 36 31 26 21 16 11 6 1 600 500 400 Sample S a m p le M e a n __ X=524.7 U C L=621.0 LC L=428.4 51 46 41 36 31 26 21 16 11 6 1 200 150 100 50 0 Sample S a m p le S tD e v _ S=113.3 U C L=183.4 LC L=43.2 2 2 2 1 5 1 5 1 5 5 1 5 1 1
Gambar 4.6 Process capability pada peta kendali Xbar data main steam flow tanggal 02
Januari – 24 Februari 2010
Pada gambar 4.14 nilai Cp mempunyai nilai < 1. Hal ini menunjukkan bahwa proses pada sistem tersebut tidak capable, sehingga perlu adanya tindakan dari pihak perusahaan untuk melakukan tindakan perbaikan dengan segera untuk menghilangkan penyebab kerusakan untuk meningkatkan nilai nilai Cp menjadi > 1. Nilai Cpk pada gambar tersebut juga menunjukkan keadaan yang sama yaitu < 1, hal ini menunjukkan bahwa keadaan data pada peta kendali Xbar mempunyai akurasi dan presisi yang kurang baik.
Seluruh variabel akan diproses seperti data main steam flow, dan diperoleh hasil pada tabel dibawah ini.
Tabel 4.4 Analisa kestabilan variabel pada sistem pembakaran
tanggal 02 Januari – 24 Februari 2010
Tabel 4.5 Analisa kestabilan variabel pada sistem pembakaran
tanggal 15 Februari – 31 Maret 2010
Berdasarkan analisa kestabilan terhadap sistem pembakaran pada boiler PLTU unit 3 yang telah dilakukan didapatkan informasi bahwa semua variabel proses menunjukkan keadaan yang kurang mampu (capable) hal ini ditunjukkan dengan nilai Cp<1 dan pada peta kendali data-data variabel proses juga menunjukkan keadaan yang tidak terkendali.
Gambar 4.7 Peta Kendali I-MR Chat Data Nilai efisiensi Pembakaran pada Boiler tanggal 02
Januari – 24 Februari 2010
Pada peta kendali tersebut memperlihatkan bahwa nilai efisiensi pembakaran pada boiler terdapat beberapa titik pengamatan yang berada di bawah batas bawah kendali (LCL) yang memiliki nilai 76.05, titik pengamatan tersebuat adalah titik ke-30 dan titik ke-44. Hal ini menjelaskan bahwa pada kedua titik tersebut mengalami kondisi yang tidak normal karena memiliki nilai dibawah nilai normal. 800 720 640 560 480 400 320 240 LSL USL LSL 428.4 Target * USL 621 Sample Mean 524.698 Sample N 702 StDev (Within) 115.695 StDev (O v erall) 123.414 Process Data C p 0.55 C PL 0.55 C PU 0.55 C pk 0.55 Pp 0.52 PPL 0.52 PPU 0.52 Ppk 0.52 C pm * O v erall C apability Potential (Within) C apability
PPM < LSL 311965.81 PPM > USL 329059.83 PPM Total 641025.64 O bserv ed Performance PPM < LSL 202607.06 PPM > USL 202596.64 PPM Total 405203.70 Exp. Within Performance
PPM < LSL 217611.44 PPM > USL 217601.25 PPM Total 435212.70 Exp. O v erall Performance
Within Overall
Process Capability of Ms Flow tgl 2Jan-24Feb (T/H)
51 46 41 36 31 26 21 16 11 6 1 100 90 80 70 60 Observation In d iv id u a l V a lu e _ X=87.75 UC L=99.45 LC L=76.05 51 46 41 36 31 26 21 16 11 6 1 30 20 10 0 Observation M o v in g R a n g e __ MR=4.40 UC L=14.37 LC L=0 1 1 7 7 1 1 1 1 2 2 2 2 2 2 2
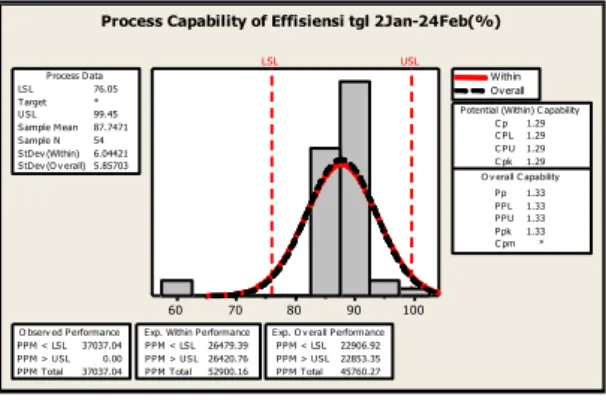
Gambar 4.8 Process capability pada peta kendali Xbar data efisiensi sistem pembakaran
pada boiler
tanggal 02 Januari – 24 Februari 2010 Nilai Cp Untuk data efisiensi sistem pembakaran pada boiler tanggal 02 Januari – 24 Februari 2010 mempunyai nilai = 1,29, hal ini menunjukkan bahwa proses pada sistem tersebut tidak cukup capable tetapi mendekati spesifikasi, sehingga perlu adanya tindakan pengawasan yang lebih ketat , karena ada kemungkinan terjadi kerusakan pada sistem untuk meningkatkan nilai Cp menjadi lebih besar sehingga kemampuan pada sistem tersebut menjadi lebih capable. Nilai Cpk pada gambar tersebut juga menunjukkan keadaan yang sama yaitu > 1, hal ini menunjukkan bahwa keadaan data pada peta kendali Xbar mempunyai akurasi dan presisi yang cukup baik.
Gambar 4.9 Peta Kendali I-MR Chat Data Nilai efisiensi Pembakaran pada Boiler tanggal 15
Februari – 31 Maret 2010
Nilai Cp Untuk data efisiensi sistem pembakaran pada boiler tanggal 15 Februari – 31 Maret 2010 mempunyai nilai = 2, hal ini menunjukkan bahwa proses pada sistem tersebut capable. Walaupun telah memiliki nilai Cp yang bagus, bukan berarti tidak ada lg tindakan yang perlu dilakukan lagi, Perusahaan perlu mempertimbangkan penyederhanaan pengawasan dan penghematan biaya produksi untuk meningkatkan nilai Cp menjadi lebih besar sehingga kemampuan pada sistem tersebut menjadi lebih capable.
Gambar 4.10 Process capability pada peta kendali Xbar data efisiensi sistem pembakaran
pada boiler
tanggal 15 Februari – 31 Maret 2010
4.4 Tahap Improve
Pada tahap Analyze telah diketahui keadaan setiap variabel proses pada sistem pembakaran di boiler. Setelah itu akan dilakukan tahapan selanjutnya yaitu melakukan peningkatan performansi sistem dengan melakukan revisi pengontrolan pada peta kendali. Untuk melakukan revisi chart pada titik yang tidak terkendali, harus diketahui penyebab dari kondisi tersebut.
Efisiensi sistem pembakaran tanggal 02
Januari – 24 Februari 2010
Gambar 4.9 merupakan peta kendali nilai efisiensi Pembakaran pada Boiler tanggal 02 Januari – 24 Februari 2010 yang memberikan informasi bahwa pada titik pengamatan ke-30 yang mewakili pengambilan data pada tanggal 31 Januari 2010 dan titik pengamatan ke-44 yang mewakili pengambilan data pada tanggal 14 Februari 2010 mengalami keadaan tidak terkendali (out of control), hal ini menjelaskan bahwa pada titik-titik tersebut telah terjadi suatu kondisi yang memiliki penyebab khusus yang mengakibatkan kondisi yang tidak efisien pada sistem pembakaran tersebut.
Pertama akan dibahas penyebab masalah pada kondisi dititik pengamatan ke- 30. Pada incident log sheet PLTU tanggal 31 Januari 2010 disebutkan bahwa pada Membran piston RO main burner A4 di boiler unit 3 (Boiler #3 Fl.2.5) bocor. Hal ini mengakibatkan udara instrumen di SV Atomizer A4 ngowos, Piston RO main burner A4 tidak bisa retract sempurna(macet) saat main burner mati dan saat Ro main burner dinyalakan gun burner tidak mau insert yang akan berakibat gagal penyalaan. Tindakan yang perlu dilakukan untuk mengatasi permasalahan ini adalah Blok vakve udara instrumen A4 Atomizer di close.
Titik pengamatan kedua yang akan dianalisa penyebabnya adalah titik ke-44. Pada incident log sheet tanggal 14 Februari 2010
100 90 80 70 60 LSL USL LSL 76.05 Target * U SL 99.45 Sample M ean 87.7471 Sample N 54 StDev (Within) 6.04421 StDev (O v erall) 5.85703 P rocess Data C p 1.29 C P L 1.29 C P U 1.29 C pk 1.29 P p 1.33 P PL 1.33 P PU 1.33 P pk 1.33 C pm * O v erall C apability Potential (Within) C apability
P P M < LSL 37037.04 P P M > U SL 0.00 P P M Total 37037.04 O bserv ed P erformance PP M < LSL 26479.39 PP M > U SL 26420.76 PP M Total 52900.16 Exp. Within Performance
P P M < LSL 22906.92 P P M > U SL22853.35 P P M Total 45760.27 Exp. O v erall Performance
Within Overall
Process Capability of Effisiensi tgl 2Jan-24Feb(%)
45 41 37 33 29 25 21 17 13 9 5 1 100 95 90 85 O bser vation In d iv id u a l V a lu e _ X=88.66 U C L=93.19 LC L=84.14 45 41 37 33 29 25 21 17 13 9 5 1 8 6 4 2 0 O bser vation M o v in g R a n g e __ M R=1.702 U C L=5.560 LC L=0 5 1 1 1 1 1
I-MR Chart of Effisiensi tgl 15 Feb-31 Maret(%)
98 96 94 92 90 88 86 84 LSL USL LSL 84.14 Target * U SL 93.19 Sample M ean 88.6606 Sample N 45 StDev (Within) 1.50852 StDev (O v erall) 2.12707 Process Data C p 2.00 C PL 2.00 C PU 2.00 C pk 2.00 Pp 1.42 PPL 1.42 PPU 1.42 Ppk 1.42 C pm * O v erall C apability Potential (Within) C apability
PPM < LSL 0.00 PPM > U SL 44444.44 PPM Total 44444.44 O bserv ed Performance PPM < LSL 1364.65 PPM > U SL 1338.64 PPM Total 2703.29 Exp. Within Performance
PPM < LSL 16782.46 PPM > U SL 16609.81 PPM Total 33392.28 Exp. O v erall Performance
Within Overall
terjadi beberapa incident anatara lain V13-240 (Valve main steam to sampling rack), gland bocor akibatnya banyak steam yang terbuang. Cara mengatasinya adalah meperbaiki gland agar tidak bocor supaya proses berjalan normal. Selanjutnya terdapat sensor pada panel UMC # 3 untuk Feed water (FW), Super heater temp (SHT) dan Reheater temp (RHT ) abnormal. Lokasi : BTG board # 3 CCR 3.4. Akibatnya bila muncul alarm dalam unsur diatas tak terdeteksi. Cara mengatasinya adalah dengan mereset panel. Akibat kerusakan sensor ini akibatnya terlihat pada peta kendali Main steam flow, Feed water flow, Feed Water Temperature, Feed water Pressure, Superheater spray flow, Deaerator temperature, dan deaerator pressure, pada titik pengamatan ke-44 pada semua peta kendali variabel tersebut memperlihatkan kondisi diluar batas kendali bawah, sehingga berpengaruh pada proses pengambilan data untuk perhitungan nilai effisiensi.
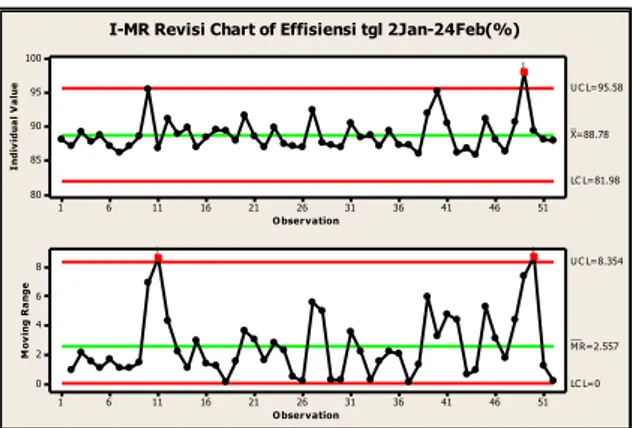
Setelah mengetahui penyebab permasalahan, maka dapat dilakukan penghilangan kedua titik pengamatan tersebut pada peta kendali efisiensi sistem pembakaran. Dibawah ini disajikan revisi pengontrolan pada gambar 4.25 berdasarkan formasi baru yang diperoleh dari pembuangan titik pengamatan ke-30 dan ke-44 tersaji dalam peta kendali pada gambar 4.28.
Gambar 4.11 Peta Kendali I-MR Chat Data Nilai efisiensi Pembakaran pada Boiler tanggal
02 Januari – 24 Februari 2010 setelah titik pengamatan ke-30 dan 44 dihilangkan
Nilai Cp Untuk data tersebut = 2, hal ini menunjukkan bahwa proses pada sistem tersebut capable dan telah mengalami peningkatan nilai efisiensi setelah dilakukan revisi chart. Nilai Cpk pada gambar tersebut juga menunjukkan keadaan yang sama yaitu meningkatnya nilai Cpk menjadi 1.83, hal ini menunjukkan bahwa keadaan data pada peta kendali Xbar mempunyai akurasi dan presisi lebih baik dari sebelumnya.
Gambar 4.12 Process capability pada peta kendali Xbar hasil revisi chart
Efisiensi sistem pembakaran tanggal 15
Februari – 31 Maret 2010
Gambar 4.27 merupakan peta kendali nilai efisiensi Pembakaran pada Boiler tanggal 15 Februari – 31 Maret 2010, gambar tersebut memberikan informasi bahwa pada titik pengamatan ke-7 yang mewakili pengambilan data pada tanggal 22 Februari 2010 dan titik pengamatan ke-18 yang mewakili pengambilan data pada tanggal 28 Februari 2010 mengalami keadaan tidak terkendali (out of control), namun berbeda dengan analisa kestabilan nilai efisiensi sebelunya, yang megalami keadaan tak terkendali melewati batas kendali bawah yang menjelaskan bahwa pada titik-titik tersebut telah terjadi suatu kondisi yang memiliki penyebab khusus yang mengakibatkan kondisi yang tidak efisien pada sistem pembakaran tersebut, pada analisa kestabilan tersebut titik-titik yang terkendali melewati batas kendali atas yang berarti pada kedua titik tersebut memiliki nilai efisiensi yang tinggi sehingga tidak dilakukan revisi chart pada kedua titik tersebut, karena pada tugas akhir ini bertujuan untuk meningkatkan performansi dengan nilai efisiensi sebagai parameter peningkatannya.
4.5 Tahap Control
Control (C) merupakan langkah operasional terakhir dalam proyek peningkatan kualitas Six Sigma. Pada tahap ini hasil-hasil peningkatan kualitas didokumentasikan dan disebarluaskan, praktek-praktek terbaik yang sukses dalam meningkatkan proses distandarisasikan, prosedur-prosedur tersebut akan dijadikan pedoman kerja standar (SOP).
Berdasarkan tahapan analyze dan improve yang telah dilakukan, didapatkan beberapa prosedur atau pedoman yaitu:
1. Melakukan pengecekan dan pemeliharaan rutin terhadap Piston Residual Oil main burner pada boiler sehingga tidak terjadi gangguan pada proses pembakaran, karena 51 46 41 36 31 26 21 16 11 6 1 100 95 90 85 80 O bser vation In d iv id u a l V a lu e _ X=88.78 U C L=95.58 LC L=81.98 51 46 41 36 31 26 21 16 11 6 1 8 6 4 2 0 O bser vation M o v in g R a n g e __ MR=2.557 U C L=8.354 LC L=0 1 1 1
I-MR Revisi Chart of Effisiensi tgl 2Jan-24Feb(%)
96 93 90 87 84 LSL USL LSL 81.98 Target * U SL 95.58 Sample Mean 88.7812 Sample N 52 StDev (Within) 2.26665 StDev (O v erall) 2.4758 Process Data C p 2.00 C PL 2.00 C PU 2.00 C pk 2.00 Pp 1.83 PPL 1.83 PPU 1.83 Ppk 1.83 C pm * O v erall C apability Potential (Within) C apability
PPM < LSL 0.00 PPM > U SL 19230.77 PPM Total 19230.77 O bserv ed Performance PPM < LSL 1347.54 PPM > U SL 1352.06 PPM Total 2699.61 Exp. Within Performance
PPM < LSL 3006.68 PPM > U SL 3015.25 PPM Total 6021.94 Exp. O v erall Performance
Within Overall
apabila piston tersebut terdapat gangguan akan mengakibatkan turunnya nilai efisiensi. 2. Melakukan pengecekan secara rutin terhadap sensor pada panel UMC # 3 untuk Feed water (FW), Super heater temp. (SHT) dan Reheater temp (RHT). Apabila sensor mengalami kerusakan maka akan berdampak pada sistem monitoring proses di boiler tersebut karena data proses yang didapatkan tidak valid sehingga operator tidak dapat melakukan tindakan yang semestinya.
Pedoman diatas termasuk kedalam Preventive Maintenance (PM). Tindakan tersebut merupakan pemeliharaan rutin yang dilakukan untuk mengurangi kemungkinan dari suatu item peralatan mengalami kondisi yang tidak diinginkan, karena apabila terjadi gangguan maka akan mempengaruhi peralatan-peralatan yang lain, sehingga proses tidak dapat berjalan optimal.
Berdasarkan analisa kestabilan terhadap sistem pembakaran pada boiler PLTU unit 3 yang telah dilakukan didapatkan informasi bahwa semua variabel proses menunjukkan keadaan yang kurang mampu (capable) hal ini ditunjukkan dengan nilai Cp<1 dan pada peta kendali data-data variabel proses juga menunjukkan keadaan yang tidak terkendali. Dengan adanya informasi tersebut, dapat disimpulkan boiler unit 3 memerlukan tindakan perbaikan menyeluruh sehingga perlu dilakukan overhaul . Overhaul merupakan pemeliharaan menyeluruh terhadap semua peralatan sistem untuk mengembalikannya pada kondisi semula.Perawatan dilakukan untuk membersihkan, memperbaiki komponen dan mengembalikan efisiensi unit agar sesuai dengan standar spesifikasi. Sehingga setelah seluruh peralatan pada sistem pembakaran di boiler telah diperiksa keadaannya dan diperbaiki apabila terdapat gangguan atau memerlukan pergantian komponen apabila terdapat gangguan yang serius, maka performansi sistem pembakaran akan kembali optimal.
V KESIMPULAN
Beberapa hal yang dapat disimpulankan berdasarkan hasil yang diperoleh melalui analisa data yang telah dilakukan dalam peneletian ini adalah:
1. Uji Random dilakukan dengan menggunakan Uji RunTest. Didapatkan hasil semua variabel mempunyai nilai P-value >5%. Yang berarti bahwa semua data memenui uji kerandoman.
2. Uji Kenormalan dilakukan dengan menggunakan uji one sample Kolmogorof Smirnov . Didapatkan hasil bahwa tidak semua data berdistribusi normal.
3. Analisa sistem pembakaran dengan menggunakan Peta Kendali Xbar-S pada semua variabel didapatkan hasil bahwa seluruh variabel terdapat keadaan Out Of Control .
4. Sistem Pembakaran pada Boiler unit 3 PLTU PT.PJB UP Gresik menunjukkan kondisi proses yang tidak cukup capable , tetapi mendekati spesifikasi. Hal ini ditunjukkan dengan nilai Cp=1.29. Setelah dilakukan Revisi Chart Nilai Cp meningkat menjadi 2,yang menunjukkan bahwa kemampuan baik.
DAFTAR PUSTAKA
Bachri.Syaiful,2008, Penerapan Metode Statistical Process Control Sebagai Upaya Implementasi Metode Six Sigma (Studi Kasus: PT. INDONESIAN MARINE Divisi Boiler).
Frank P. Incropera ,David P.DeWitt “Fundamental of Heat and mass transfer’’ ,Fourth Edition,John Wiley and Sons,inc,Canada,1996
Gaspersz, V., Pedoman Implementasi Program Six Sigma Terintegrasi Dengan ISO 9001:2000, MBNQA, dan HACCP, Jakarta: Gramedia Pustaka Utama, 2002.
Manggala,D.2005,”Mengenal Six Sigma Secara Sederhana”,
Supriadi.Gatut,Analisa Efisiensi Overall Boiler Pada Unit III dan IV PLTU Gresik. 2004
BIODATA PENULIS
Nama : Intan Alifiyah Ilmi
TTL : Bogor, 20 desember 1987
Alamat : Jl. Cinde Baru VIII No.6
Mojokerto – Jawa Timur
E-mail : [email protected]
Riwayat Pendidikan:
Tek. Fisika ITS Surabaya 2006 – skrg SMAN Sooko Mojokerto 2003 – 2006 SMPN 1 Mojokerto 2000 – 2003 SDN Miji II Mojokerto 1994 – 2000
![Gambar 2.3 control chart [Eugene,1988]](https://thumb-ap.123doks.com/thumbv2/123dok/1889303.2118670/3.892.142.412.790.982/gambar-control-chart-eugene.webp)