BAB IV
HASIL ANALISIS DAN PEMBAHASAN
4.1.Gambaran Umum Perusahaan
CV Aneka Konveksi merupakan sebuah perusahaan konveksi yang didirikan pada tahun 1996 dan mempunyai 40 mesin dan 30 tenaga kerja pada awal mula berdirinya. Kemudian pada tahun 2008 perusahaan ini mempunyai 70 mesin dan 30 tenaga kerja tetap dan 20 tenaga kerja tidak tetap. Seperti umumnya perusahaan lain, CV Aneka Konveksi memiliki garis wewenang dan tanggung jawab yang mengatur semua tanggung jawab dan wewenang di semua posisi perusahaan ini, dan semuanya ini dapat dilihat pada gambar atau bagan struktur organisasi perusahaan. Berikut ini adalah gambar struktur organisasi CV Aneka Konveksi:
Pemilik (Pimpinan)
Wakil Pimpinan
Supervisor
Karyawan bagian produksi: 1. Bagian pola
2. Bagian pemotong bahan 3. Bagian penjahit
4. Bagian packing
Gambar 4.1. Struktur Organisasi CV Aneka Konveksi
Keterangan: 1. Pimpinan
Pimpinan perusahaan bertugas untuk memimpin jalannya perusahaan dan memiliki wewenang penuh terhadap kinerja perusahaan. Pimpinan bertanggung jawab penuh terhadap kelangsungan hidup perusahaan, melakukan evaluasi terhadap kinerja anak buah atau karyawan, serta merencanakan strategi perusahaan yang baik dalam rangka mencapai tujuan perusahaan.
2. Wakil pimpinan
Wakil pimpinan bertugas untuk membantu pimpinan perusahaan dalam menjalankan tugasnya dan jika pimpinan berhalangan maka bertugas mewakili tugas pimpinan dan memimpin perusahaan. Membawahi langsung supervisor sehingga bertugas untuk mengawasi dan mengevaluasi kerja supervisor.
3. Supervisor
Bertugas untuk membawahi dan mengawasi kinerja karyawan yang ada di bawahnya, yaitu karyawan di bidang produksi. Jika ada kesalahan karyawan bagian produksi, bertugas menegur dan memberitahu kesalahan, memberikan sanksi dan sebagainya dengan tujuan agar bagian produksi dapat bekerja dengan optimal.
4. Karyawan bagian produksi
untuk melaksanakan proses produksi dari mulai pemotongan bahan, pembuatan pola, menjahit dari kain hingga menjadi barang jadi (baju) dan melakukan packing hingga produk siap dipasarkan.
4.2.Proses Produksi
Proses produksi pada penelitian ini meliputi proses dari persiapan bahan baku hingga barang jadi (pakaian) dengan perincian sebagai berikut:
Keterangan:
A = Gudang Bahan Baku
B = Pemotongan bahan baku kain dan pembuatan pola
C = Obras (untuk merapikan dan menyambung semua bagian baju/hem) D = Mesin jarum 1 dan 2 (proses penjahitan dimulai dengan pembuatan
kerah, lengan kanan dan kiri, pembuatan kantong dan tutup, penyambungan bagian belakang hem, penyambungan pundak, penjahitan bagian samping, penjahitan lipat baju depan kanan dan kiri)
E = Overdeck (untuk proses pelipatan bagian bawah baju/hem) F = Lubang kancing
A B C D E
F G
G = Pasang kancing H = Seterika I = Packing
Proses produksi dalam pembuatan hem pada CV Aneka Konveksi adalah sebagai berikut :
1. Gudang Bahan Baku
Merupakan tempat dimana bahan baku kain disimpan yang diperlukan untuk proses produksi.
2. Tempat pemotongan bahan baku kain
Dalam tahap ini dilakukan proses pemotongan bahan baku kain sesuai dengan ukuran pesanan dan kemudian dilakukan pembuatan pola. 3. Obras
Proses pengobrasan dilakukan untuk merapikan dan melakukan penyambungan bagian hem.
4. Mesin jarum 1 dan 2
Proses penjahitan ini dimulai dari pembuatan kerah, pembuatan lengan, pembuatan kantong dan tutup, penyambungan bagian belakang hem, penyambungan pundak, penjahitan bagian samping, penjahitan lipat lengan, penjahitan lipat baju kiri dan kanan.
5. Overdeck
Merupakan pembuatan untuk lipatan bagian bawah hem. 6. Pembuatan lubang kancing
7. Pemasangan kancing
Setelah itu kemudian hem dipasang kancing. 8. Seterika
Kemudian berikutnya adalah hem diseterika. 9. Packing
Dilakukan proses packing atau pengemasan hem yang sudah jadi. Untuk proses penjahitan terdiri dari mesin jarum 1 hingga mesin jarum 2, berikut ini adalah perinciannya:
1. Mesin jarum 1: untuk proses pembuatan kerah, pembuatan lengan, pembuatan kantong dan tutup, penyambungan bagian belakang hem.
2. Mesin jarum 2: penyambungan pundak, penjahitan bagian samping, penjahitan lipat lengan, penjahitan lipat baju kiri dan kanan
4.3.Hasil Analisis dan Pembahasan
4.3.1. Perhitungan Jumlah Peralatan yang Dibutuhkan
Langkah pertama adalah menentukan jumlah peralatan yang dibutuhkan dengan langkah-langkah sebagai berikut:
a) Jumlah waktu proses (T)
i. Mesin obras Æ T = 1 Kemeja membutuhkan waktu 7 menit ii. Mesin jarum Æ T = 1 Kemeja membutuhkan waktu 17
menit
iii. Mesin overdeck Æ T = 1 Kemeja membutuhkan waktu 3 menit
iv. Lubang kancingÆ T = 1 Kemeja membutuhkan 3 menit v. Pasang kancing Æ T = 1 Kemeja membutuhkan 2 menit b) Jumlah produksi (P)
Pi = Pg X ( 1 + % p )
Produksi per bulan = 23400 Kemeja/ bulan Hari kerja = 26 Hari
23400 kemeja / 26 hari = 900 Unit Kemeja per Hari P1. Obras = 904 X ( 1 + 0,00005 ) = 905 P2. Jarum = 903 X ( 1 + 0,00005 ) = 904 P3. Overdeck = 902 X ( 1 + 0,00005 ) = 903 P4. Lubang Kancing = 901 X ( 1 + 0,00005 ) = 902 P5. Pasang Kancing = 900 X ( 1 + 0,00005 ) = 901
c) Tingkat efisiensi mesin (E)
Membutuhkan data berupa jumlah waktu yang hilang. Data tersebut dapat kita lihat pada tabel berikut ini:
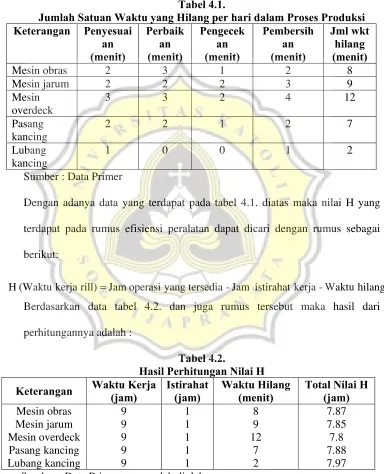
Tabel 4.1.
Jumlah Satuan Waktu yang Hilang per hari dalam Proses Produksi Keterangan Penyesuai
Dengan adanya data yang terdapat pada tabel 4.1. diatas maka nilai H yang terdapat pada rumus efisiensi peralatan dapat dicari dengan rumus sebagai berikut:
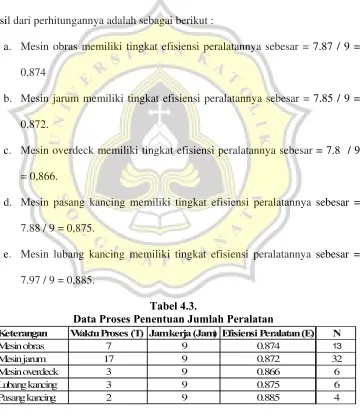
Berdasarkan data tabel 4.2. dan juga rumus tersebut maka hasil dari perhitungannya adalah :
Tabel 4.2.
Hasil Perhitungan Nilai H Keterangan Waktu Kerja
(jam)
Istirahat (jam)
Waktu Hilang (menit)
Total Nilai H (jam) Mesin obras
Mesin jarum Mesin overdeck Pasang kancing Lubang kancing
Maka dapat dihitung tingkat efisiensi peralatan dengan menggunakan rumus, sebagai berikut :
Dimana :
H = Waktu kerja rill (Jam)
D = Jam operasi yang tersedia/Operating time (Jam/hari/shift)
Hasil dari perhitungannya adalah sebagai berikut :
a. Mesin obras memiliki tingkat efisiensi peralatannya sebesar = 7.87 / 9 = 0,874
b. Mesin jarum memiliki tingkat efisiensi peralatannya sebesar = 7.85 / 9 = 0,872.
c. Mesin overdeck memiliki tingkat efisiensi peralatannya sebesar = 7.8 / 9 = 0,866.
d. Mesin pasang kancing memiliki tingkat efisiensi peralatannya sebesar = 7.88 / 9 = 0,875.
e. Mesin lubang kancing memiliki tingkat efisiensi peralatannya sebesar = 7.97 / 9 = 0,885.
Tabel 4.3.
Data Proses Penentuan Jumlah Peralatan
Keterangan Waktu Proses (T) Jam kerja (Jam) Efisiensi Peralatan (E) N
Mesin obras 7 9 0.874 13
Mesin jarum 17 9 0.872 32
Mesin overdeck 3 9 0.866 6
Lubang kancing 3 9 0.875 6
Pasang kancing 2 9 0.885 4
D H Peralatan
d) Jumlah Mesin ( Ni )
Berdasarkan tabel 4.4. maka hasil dari perhitungan dalam menentukan jumlah peralatan sebagai berikut :
i. Mesin obras
Tahapan ini memerlukan jumlah peralatan untuk mesin obras:
(
0,1167) (
115,052)
13,426 14Sehingga peralatan yang digunakan untuk obras adalah 14 unit mesin obras.
ii. Mesin jarum (yaitu mesin jarum 1 dan 2)
Pada tahapan ini peralatan yang digunakan adalah mesin jarum. Bagian ini diperhitungkan berupa jumlah peralatan yang dibutuhkan dengan cara mengalikan hasil bagi antara waktu (T), 60 menit serta pembagian antara jumlah produk yang dibagi dengan hasil perkalian tingkat efisiensi peralatan dan jam kerja (Yamit, 161)
Dalam tahapan ini diperlukan jumlah peralatan untuk mesin jarum sebanyak 33 unit.
iii. Mesin overdeck
Tahap ini membutuhkan jumlah peralatan sebanyak:
Sehingga jumlah mesin yang dibutuhkan untuk tahap ini sejumlah 6 mesin overdeck.
iv. Lubang kancing
Tahapan ini membutuhkan jumlah peralatan sebanyak
(
0,05) (
114,539)
5,727 6Sehingga jumlah yang dibutuhkan untuk tahapan ini sejumlah 6 mesin lubang kancing.
v. Pasang kancing
Pada bagian tahapan ini jumlah peralatan yang digunakan
(
0,033) (
113,119)
3,733 4Jumlah peralatan yang dibutuhkan untuk tahapan ini sejumlah 4 mesin pasang kancing.
4.3.2. Perhitungan Luas Area
Tahap selanjutnya adalah mencari luas area untuk ruang produksi lantai 1 yang berisikan berbagai macam mesin dari mulai mesin jarum, mesin obras, mesin overdeck, mesin pasang kancing dan lubang kancing.
(
(
)
)
Dalam tahapan ini diperlukan luas ruangan minimal 65,88m² untuk ruang gerak karyawan dan penyimpanan. Sehingga ruangan seluas 122,76 m² pada tahapan ini cukup luas untuk gerak karyawan dan penyimpanan, serta untuk peralatan/mesin yang digunakan.
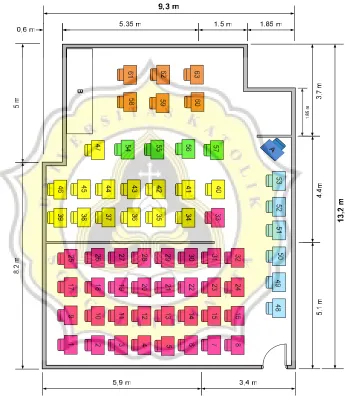
4.3.3. Layout Terdahulu
Keterangan:
A
= Mesin Jarum
= Mesin Obras
= Mesin Overdeck
= Mesin Pasang Kancing
= Mesin Lubang Kancing
= Meja Pemesanan
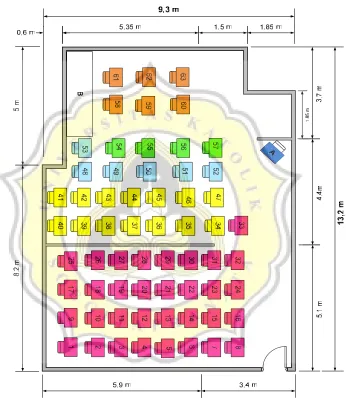
4.3.4. Gambar Layout Alternatif
Berikut ini adalah gambar untuk layout alternatif 1:
Keterangan:
A
= Mesin Jarum
= Mesin Obras
= Mesin Overdeck
= Mesin Pasang Kancing
= Mesin Lubang Kancing
= Meja Pemesanan
4.3.5. Layout Alternatif 2
Berikut ini adalah gambar untuk layout alternatif 2 pada penelitian ini:
Keterangan:
A
= Mesin Jarum
= Mesin Obras
= Mesin Overdeck
= Mesin Pasang Kancing
= Mesin Lubang Kancing
= Meja Pemesanan
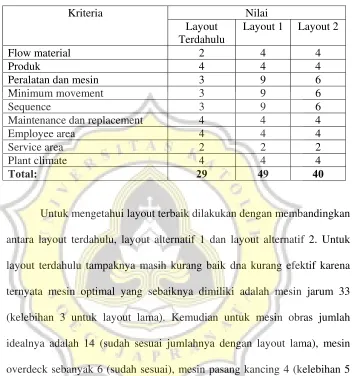
4.3.6. Layout Terbaik
Tabel 4.4. Nilai dan Total Berbagai Layout
Nilai
Untuk mengetahui layout terbaik dilakukan dengan membandingkan antara layout terdahulu, layout alternatif 1 dan layout alternatif 2. Untuk layout terdahulu tampaknya masih kurang baik dna kurang efektif karena ternyata mesin optimal yang sebaiknya dimiliki adalah mesin jarum 33 (kelebihan 3 untuk layout lama). Kemudian untuk mesin obras jumlah idealnya adalah 14 (sudah sesuai jumlahnya dengan layout lama), mesin overdeck sebanyak 6 (sudah sesuai), mesin pasang kancing 4 (kelebihan 5 untuk layout lama) dan mesin lubang kancing 6 (sudah sesuai). Jadi antara layout alternatif 1 dan 2 akan dibandingkan manakah yang terbaik.
alternatif 2 karena dilihat dari flow material, produk, peralatan dan mesin, minimum movement, sequence, maintenance dan replacement, employee area, service area, dan plant climate. Maka layout terbaik adalah layout alternatif 1.