PERANCANGAN MEJ A SETRIKA
DENGAN PENDEKATAN ERGONOMI
SKRIPSI
Diajukan Untuk Memenuhi Sebagian Per syaratan Dalam Memperoleh Gelar Sar jana Teknik J ur usan Teknik Industri Fakultas Teknologi Industr i
Disusun Oleh :
SUGENG RIYADI NPM. 0932010003
J URUSAN TEKNIK INDUSTRI
FAKULTAS TEKNOLOGI INDUSTRI
UNIVERSITAS PEMBANGUNAN NASIONAL “VETERAN”
J AWA TIMUR
LEMBAR PENGESAHAN SKRIPSI
PERANCANGAN MEJ A SETRIKA
DENGAN PENDEKATAN ERGONOMI
Disusun Oleh :
SUGENG RIYADI NPM. 0932010003
Telah dipertahankan dihadapan dan diter ima oleh Tim Penguji Skr ipsi J ur usan Teknik Industri Fakultas Teknologi Industr i
Univer sitas Pembangunan Nasional “Veteran” J awa Timur Pada Tanggal : 14 Desember 2012
Tim Penguji : Pembimbing :
1. 1.
Ir. Hari Purwoadi, MM. Enny Ariyani, ST. MT.
NIP. 19480828 198403 1 001 NPT. 3 7009 95 0041 1
2. 2.
Ir. Nisa Masrur oh, MT. Dr s. Pailan, MPd.
NIP. 19630125 198803 2 001 NIP. 19530405 198303 1 001
3.
Enny Ariyani, ST. MT.
NPT. 3 7009 95 0041 1
Mengetahui,
Dekan Fakultas Teknologi Indsutri
Univer sitas Pembangunan Nasional “Veteran” J awa Timur
LEMBAR PENGESAHAN SKRIPSI
PERANCANGAN MEJ A SETRIKA
DENGAN PENDEKATAN ERGONOMI
Disusun Oleh :
SUGENG RIYADI NPM. 0932010003
Telah dipertahankan dihadapan dan diter ima oleh Tim Penguji Skr ipsi J ur usan Teknik Industri Fakultas Teknologi Industr i
Univer sitas Pembangunan Nasional “Veteran” J awa Timur Pada Tanggal : 14 Desember 2012
Tim Penguji : Pembimbing :
1. 1.
Ir. Hari Purwoadi, MM. Enny Ariyani, ST. MT.
NIP. 19480828 198403 1 001 NPT. 3 7009 95 0041 1
2. 2.
Ir. Nisa Masrur oh, MT. Dr s. Pailan, MPd.
NIP. 19630125 198803 2 001 NIP. 19530405 198303 1 001
3.
Enny Ariyani, ST. MT.
NPT. 3 7009 95 0041 1
Mengetahui,
Dekan Fakultas Teknologi Indsutri
Univer sitas Pembangunan Nasional “Veteran” J awa Timur
LEMBAR PENGESAHAN SKRIPSI
PERANCANGAN MEJ A SETRIKA
DENGAN PENDEKATAN ERGONOMI
Disusun Oleh :
SUGENG RIYADI NPM. 0932010003
Telah dipertahankan dihadapan dan diter ima oleh Tim Penguji Skr ipsi J ur usan Teknik Industri Fakultas Teknologi Industr i
Univer sitas Pembangunan Nasional “Veteran” J awa Timur Pada Tanggal : 14 Desember 2012
Tim Penguji : Pembimbing :
1. 1.
Ir. Hari Purwoadi, MM. Enny Ariyani, ST. MT.
NIP. 19480828 198403 1 001 NPT. 3 7009 95 0041 1
2. 2.
Ir. Nisa Masrur oh, MT. Dr s. Pailan, MPd.
NIP. 19630125 198803 2 001 NIP. 19530405 198303 1 001
3.
Enny Ariyani, ST. MT.
NPT. 3 7009 95 0041 1
Mengetahui,
Dekan Fakultas Teknologi Indsutri
Univer sitas Pembangunan Nasional “Veteran” J awa Timur
LEMBAR PENGESAHAN
SKRIPSI
PERANCANGAN MEJ A SETRIKA
DENGAN PENDEKATAN ERGONOMI
Disusun Oleh :
SUGENG RIYADI NPM. 0932010003
Telah disetujui untuk mengikuti Ujian Negar a Lisan
Gelombang Desember Tahun Akademik 2012 / 2013
Sur abaya, 14 Desember 2012
Mengetahui,
Dosen Pembimbing I
Enny Ariyani, ST. MT. NPT. 3 7009 95 0041 1
Dosen Pembimbing II
Dr s. Pailan, MPd.
NIP. 19530405 198303 1 001
Ketua J ur usan
J ur usan Teknik Industri
UPN “Veteran” J awa Timur
KATA PENGANTAR
Atas berkat rahmat Tuhan Yang Maha Kuasa, akhirnya penulis mampu
menyelesaikan Tugas Akhir ini dan menuntaskan pendidikan sebagai Sarjana
Teknik di Jurusan Teknik Industri, Fakultas Teknonologi Industri, Universitas
Pembangunan Nasional “Veteran” Jawa Timur.
Semoga Tugas Akhir ini mampu memberikan sedikit sumbangsih.
Memang Tugas Akhir ini masih kurang sempurna dan masih membutuhkan
banyak perbaikan, penulis memohon adanya saran dan kritik untuk
membenahinya. Apabila ada pihak-pihak yang berminat mengembangkan,
memperbaiki, dan menyempurnakannya, penulis akan dengan senang hati
membantu.
Selama penyusunan tugas akhir ini, banyak sekali bimbingan dan bantuan
yang telah diterima oleh penulis. Untuk itu Penulis ingin menyampaikan terima
kasihnya kepada:
1. Semua Dosen yang telah mengajarkan semua ilmunya selama kuliah di
Teknik Industri UPN “Veteran” Jawa Timur.
2. Ibu Enny Ariyani ST, MT, selaku dosen pembimbing I. Terima kasih
telah membimbing dan banyak membantu dalam pembuatan tugas akhir
ini.
3. Bapak Drs. Pailan, MPd. selaku dosen pembimbing II. Terima kasih atas
bimbinganya dan masukan yang diberikan.
4. Bapak Prof. Dr. Ir. Teguh Sudarto,MP selaku Rektor UPN “Veteran”
5. Bapak Ir. Sutiyono, MT selaku Dekan Fakultas Teknologi Industri.
6. Bapak Dr. Ir. Minto Waluyo, MM selaku Kajur Teknik Industri.
7. Ibu Ir. Iriani, MT., Bapak Ir. Akmal Suryadi, MT. dan Bapak Suseno
Budi Prasetyo, ST. MT dan Dwi Sukma Donoriyanto, ST. MT. selaku
Dosen Penguji Seminar.
8. Ibu Ir. Nisa Masruroh, MT dan Bapak Ir.Hari Purwoadi, MM selaku
Dosen penguji Ujian Lisan.
9. Seluruh keluarga. Ayah, Ibu, Istri yang selalu memberikan dukungan
hingga selesainya kuliah.
10.Seluruh teman-teman Teknik Industri Angkatan 2009 (Sore) yang selalu
saling memberi semangat dan dukungan terutama mas Tedy Gunarso
Putro.
11.Dan seluruh teman-teman yang tidak bisa disebutkan satu per satu serta
semua pihak yang telah membantu penulis dalam mengerjakan tugas
akhir ini.
Surabaya, Januari 2013
DAFTAR ISI
KATA PENGANTAR ...
DAFTAR ISI ...
DAFTAR GAMBAR ...
DAFTAR TABEL ...
ABSTRAKSI ...
BAB I PENDAHULUAN. ... 1
1.1 Latar Belakang ... 1
1.2 Perumusan Masalah ... 2
1.3 Batasan Masalah ... 2
1.4 Asumsi-asumsi ... 3
1.5 Tujuan ... 3
1.6 Manfaat Penelitian ... 3
1.7 Sistematika Penulisan ... 4
BAB II TINJ AUAN PUSTAKA ... 5
2.1 Definisi Perancangan, Pengembangan dan Inovasi Produk ... 5
2.1.1 Perancangan Produk ... 6
2.1.2 Pengembangan Produk... 9
2.1.3 Inovasi Produk ... 12
2.2 Ergonomi ... 13
2.2.1 Sejarah dan Perkembangan Ergonomi ... 13
2.2.2 Definisi Ergonomi ... 16
2.2.4 Kelelahan ... 20
2.3 Anthropometri ... 20
2.3.1 Definisi Anthropometri ... 22
2.3.2 Data Anthropometri ... 23
2.3.3 Keluhan Muskuloskeletal... 28
2.3.4 Kelelahan ... 30
2.4 Meja Setrika ... 35
2.4.1 Definisi Meja Setrika ... 35
2.4.2 Komponen Dan Bahan Meja Setrika ... 35
2.4.3 Rangkaian Proses Produksi Meja Setrika ... 36
2.4.4 Perencanaan Rancangan Meja Setrika ... 36
2.5 Pengujian Data ... 37
2.5.1 Uji Keseragaman Data ... 37
2.5.2 Uji Kecukupan Data ... 39
2.6 Penelitian Terdahulu ... 40
BAB III METODE PENELITIAN ... 43
3.1 Waktu Dan Tempat Penelitian ... 43
3.2 Identifikasi Variabel ... 43
3.3 Langkah-langkah Pemecahan Masalah ... 43
BAB IV HASIL DAN PEMBAHASAN ... 51
4.1 Pengumpulan Data ... 51
4.1.1 Data Anthropometri Pengguna ... 51
4.2 Pengolahan Data ... 52
4.2.2 Desain Meja Setrika Usulan ... 53
4.2.2.1 Uji Keseragaman Data ... 53
4.2.2.2 Uji Kecukupan Data ... 56
4.2.2.3 Menentukan Persentil ... 58
4.2.2.4 Perancangan Desain Meja Setrika Usulan ... 59
4.2.2.5 Uji Coba Pemakaian Meja Setrika Usulan ... 60
4.2.2.6 Perbandingan Desain Meja Setrika Awal dan Usulan ... 60
4.3 Hasil dan Pembahasan ... 64
BAB V KESIMPULAN DAN SARAN ... 68
5.1 Kesimpulan ... 68
5.2 Saran ... 69
DAFTAR PUSTAKA
DAFTAR GAMBAR
Gambar 2.1 Anthropometri Untuk Perancangan Produk ... 26
Gambar 2.2 Anthropometri Tinggi Badan Berdiri dan Duduk ... 26
Gambar 2.3 Distribusi Normal Yang Mengakomodasi 95% Populasi ... 32
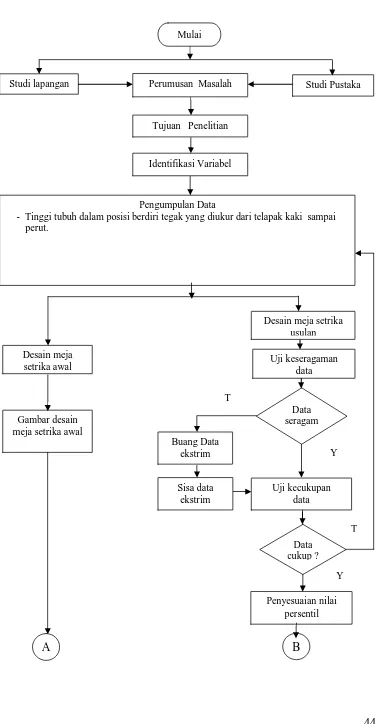
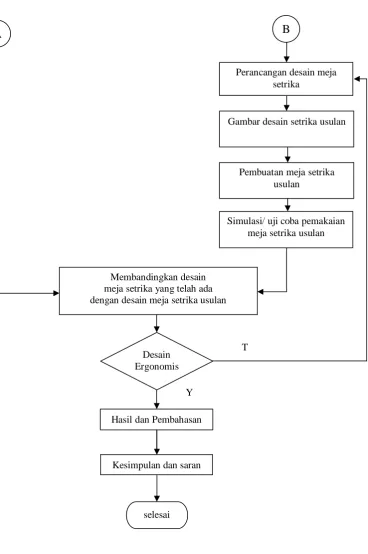
Gambar 3.1 Langkah-langkah Pemecahan Masalah ... 46
Gambar 4.1 Meja Setrika Awal ... 53
Gambar 4.2 Uji Keseragaman Dimensi (TKP 5%) ... 54
Gambar 4.3 Uji Keseragaman Dimensi (TKP 95%) ... 55
Gambar 4.4 Desain Meja Setrika Usulan ... 59
Gambar 4.5 Meja Setrika Awal ... 61
Gambar 4.6 Meja Setrika Usulan ... 62
Gambar 4.7 Meja Setrika Awal ... 65
DAFTAR TABEL
Tabel 2.1 Perkiraan Anthropometri Untuk Masyarakat Hongkong, Dewasa Dapat Diekivalensikan Untuk Masyarakat Indonesia (Kesamaan Etnis Asia)
(Mm) ...29
Tabel 2.2 Anthropometri Masyarakat Indonesia Yang Didapat Dari Interpolasi Masyarakat British dan Hongkong (Pheasant, 1286) Terhadap Masyarakat Indonesia (Mm) ... 30
Tabel 2.3 Anthropometri Telapak Tangan Orang Indonesia (Mm) ... 31
Tabel 2.4 Macam-macam Persentil dan Cara Perhitungan Dalam Distribusi Normal ...34
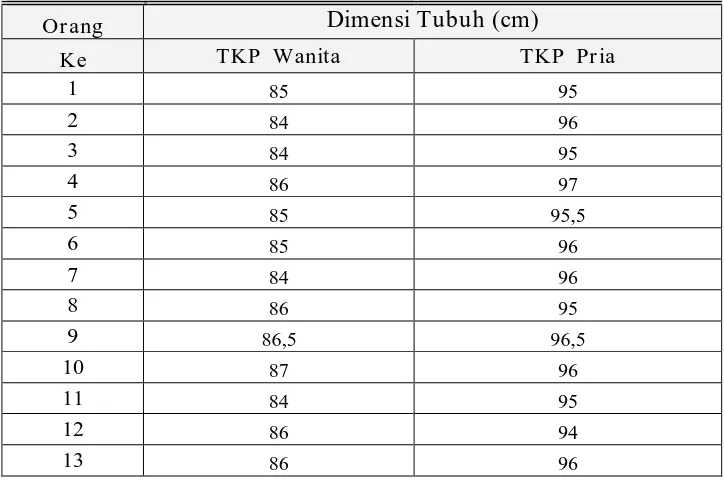
Tabel 4.1 Tabel Pengumpulan Data Dimensi Tubuh Orang Dewasa ... 51
Tabel 4.2 Tabel Hasil Uji Keseragaman Data ... 56
Tabel 4.3 Tabel Hasil Uji Kecukupan Data ... 58
Tabel 4.4 Hasil Kuisioner Uji Coba Meja Setrika Usulan ...60
Tabel 4.5 Hasil Kuisioner Uji Coba Meja Setrika Awal ...60
ABSTRAKSI
Dalam menggunakan suatu produk, pengguna akan selalu mencari yang lebih praktis baik dalam penggunaan maupun dalam penyimpanan, karena hal tadi akan sangat meringankan beban pengguna dalam menggunakannya. Seiring dengan perkembangan jaman suatu produk akan selalu mengalami inovasi sesuai dengan kebutuhan penggunanya. Karena keberhasilan industri dalam menghadapi persaingan ditentukan oleh keberhasilan dalam merancang dan mengembangkan produk yang sesuai dengan keinginan konsumen dan kecepatan industri tersebut dalam beradaptasi / merespon perubahan keinginan konsumennya.
Meja setrika merupakan salah satu alat untuk menyetrika yang masih sederhana, padahal masyarakat secara umumnya masih mempercayai meja setrika sebagai alat menyetrika. Meja setrika saat ini belum mengalami modifikasi sesuai dengan kebutuhan konsumen seperti dalam hal kenyamanan dan fungsinya. Jika meja setrika yang digunakan lebih pendek dari pada penggunanya, maka pengguna cenderung menyetrika dengan posisi kerja membungkuk sehingga menjadi persoalan menyetrika. Sedangkan dalam ilmu ergonomi, posisi kerja yang benar ialah posisi tubuh tetap tegak agar kerangka tubuh dapat menopang tubuh dengan tepat. Dalam fungsinya, seringkali meja setrika tidak hanya digunakan untuk kegiatan menyetrika, namun seringkali pengguna meja setrika menggunakannya sebagai tempat hasil setrika (pakain yang sudah disetrika)
Dengan adanya permasalahan tersebut maka dilakukan penelitian yang bertujuan untuk merancang dan mengembangkan produk inovasi meja setrika yang ergonomis sesuai dengan kebutuhan konsumen yang mempunyai kenyamanan pengguna yang mempunyai daya kompetitif.
Adapun ukuran meja setrika awal adalah panjang = 100 cm, lebar = 40 cm, dan tinggi = 90 cm. Hal tersebut juga di perkuat oleh hasil kuisioner meja setrika awal, yang mempunyai jawaban tidak sesuai sebanyak 86 jawaban, sangat tidak sesuai sebanyak 20 jawaban, netral sebanyak 7 jawaban, sesuai sebanyak 27 jawaban yang ditinjau dari kelima variabelnya. Berdasarkan hasil perhitungan penentuan ukuran yaitu Ukuran tinggi meja setrika mulai dari 84-97 cm. Ukuran lebar meja setrika 40 cm, panjang 100 cm.Ukuran panjang meja setrika 100 cm.Hal tersebut juga di perkuat oleh hasil kuisioner meja setrika usulan yang mempunyai kriteria jawaban sangat sesuai sebanyak 84 jawaban, sesuai sebanyak 52 jawaban, netral sebanyak 4 jawaban, yang ditinjau dari kelima variabelnya.Maka berdasarkan perbandingan kriteria hasil responden di atas, desain meja setrika usulan mempunyai kriteria sangat sesuai dan sesuai paling banyak, jadi dapat disimpulkan bahwa desain meja setrika usulan adalah meja setrika yang ergonomis. Meja setrika usulan mempunyai kelebihan kesetabilan saat menyetrika dan rak meja setrika berfungsi sebagai tempat menyimpan hail setrika.
ABSTRACT
In using a product, the user will always look for a more practical both in use and in storage, because these things will greatly ease the burden on the user in use. Along with the development of a product will always have innovation according to the needs of its users. Due to the success of the industry in the face of competition is determined by the success in designing and developing products that suit the desires of consumers and the industry pace in adapting / responding to changes in consumer desires.
The ironing board is one tool for ironing is still simple, but people are generally still believe the ironing board as a means of ironing. Table board has not been modified in accordance with the needs of consumers as in terms of comfort and function. If the ironing board being used is shorter than the user, the user is likely to work ironing a bent position so that a problem ironing. While the science of ergonomics, the correct working position is upright body position in order to sustain the body skeleton precisely. In its function, often the ironing board is not only used for ironing, but often users use the ironing board as a result board (clothes that have been ironed)
With the problems the research that aims to design and develop innovative products multifunctional ergonomic ironing board in accordance with the needs of consumers who have the convenience of users who have competitive power.
The initial size of the ironing board is the length = 100 cm, width = 40 cm, height = 90 cm. It is also strengthened by the results of questionnaires initial board table, which has as much as 86 answer did not match the answer, it is not appropriate answer as many as 20, as many as 7 neutral answer, according to the 27 answers in terms of the five variables. Based on the calculation determining the size of the size of an ironing board height ranging from 84-97 cm.Ukuran board table width 40 cm, length 100 cm.Ukuran long table cm.Hal board 100 is also strengthened by the results of the questionnaire table board has proposed a criterion response great fit, 84 answers, as much as 52 answers, as much as 4 neutral response, which in terms of the five variabelnya.Maka based on a comparison of expected outcomes on the respondents, has proposed board table design is very suitable and appropriate criteria at most, so it can be concluded that the design of the table Board proposal is an ergonomic ironing board.
BAB I
PENDAHULUAN
1.1 Latar Belakang Masalah
Dalam zaman kemajuan teknologi yang lebih mempermudahkan kerja
maupun aktifitas manusia telah bermunculan peralatan ciptaan baru yang
mempunyai daya guna lebih dari pada dasar kemampuan sebelumnya. Hal ini
ditunjang pula dengan ketersediaan alat penunjang untuk pembuatan dan semakin
kompleksnya kebutuhan manusia akan sebuah kemudahan.
Dalam menggunakan suatu produk, pengguna akan selalu mencari yang
lebih praktis baik dalam penggunaan maupun dalam penyimpanan, karena hal tadi
akan sangat meringankan beban pengguna dalam menggunakannya. Seiring
dengan perkembangan jaman suatu produk akan selalu mengalami inovasi sesuai
dengan kebutuhan penggunanya. Karena keberhasilan industri dalam menghadapi
persaingan ditentukan oleh keberhasilan dalam merancang dan mengembangkan
produk yang sesuai dengan keinginan konsumen dan kecepatan industri tersebut
dalam beradaptasi / merespon perubahan keinginan konsumennya.
Meja setrika merupakan salah satu alat untuk menyetrika yang masih
sederhana, padahal masyarakat secara umumnya masih mempercayai meja setrika
sebagai alat menyetrika. Meja setrika saat ini belum mengalami modifikasi sesuai
dengan kebutuhan konsumen seperti dalam hal kenyamanan dan fungsinya.
Kondisi meja setrika yang ada memiliki kekurangan, kalau dipakai sering
goyang-goyang, kalau ditinggikan sering posisinya turun sendiri, kekuatan kurang, tempat
Dengan adanya permasalahan tersebut maka dilakukan penelitian yang
bertujuan untuk merancang dan mengembangkan produk inovasi meja setrika
yang ergonomis sesuai dengan kebutuhan konsumen yang mempunyai
kenyamanan pengguna yang mempunyai daya kompetitif.
1.2 Perumusan Masalah
Berdasarkan latar belakang di atas dapat dirumuskan permasalahan yang
dihadapi, yaitu :
“Bagaimana merancang meja setrika yang lebih ergonomis dan inovatif
dari yang sudah ada saat ini ?”
1.3 Batasan Masalah
Batasan masalah yang akan dibahas dalam penelitian ini adalah :.
1. Data antropometri disesuaikan dengan masyarakat Indonesia dengan
pertimbangan usia antara 16 - 55 tahun.
2. Persentil yang digunakan adalah persentil 5 dan 95.
3. Tingkat keyakinan sebesar 95% dan tingkat ketelitian sebesar 5%.
1.4 Asumsi
Asumsi – asumsi yang diperlukan dalam melaksanakan penelitian yaitu :
1. Kondisi pengguna diukur dalam keadaan baik.
2. Sampel yang diambil mewakili seluruh pengguna.
1.5 Tujuan
Melakukan perancangan meja setrika yang ergonomis sehingga mampu
memberikan kemudahan dan kenyamanan dalam penggunaannya.
1.6 Manfaat
Manfaat yang diperoleh dengan melakukan penelitian ini adalah :
1. Bagi Peneliti
Sebagai latihan untuk menerapkan teori yang diberikan dibangku kuliah
dalam permasalahan nyata diperusahaan.
2. Bagi Pengguna (penguna meja setrika)
Memberikan kemudahan dan kenyamanan serta mengurangi efek kelelahan
dalam melakukan kegiatan menyetrika dan meletakkan hasil setrika.
3. Bagi Ilmu Pengetahuan
Dapat dijadikan bahan pertimbangan dalam memecahkan masalah sejenis
dengan penulisan ini, khususnya tentang faktor-faktor yang dominan
terhadap perancangan dan pengembangan produk sehingga masih dapat
dikembangkan dalam penelitian-penelitian selanjutnya.
1.7 Sistematika Penulisan Laporan
Pada dasarnya sistematika penyusunan adalah suatu hal yang sangat
diperlukan dalam pembuatan karya tulis karena sistematika penyusunan memuat
seluruh isi karya tulis secara berurutan sehingga dapat terlihat dengan jelas
mengenai masalah-masalah yang dibahas. Dalam hal ini makalah skripsi yang
BAB I PENDAHULUAN
Menjelaskan secara umum mengenai latar belakang, tujuan ruang
lingkup sistematika penulisan.
BAB II TINJAUAN PUSTAKA
Bab ini berisikan teori-teori mengenai obyek produk yaitu, teori
mengenai ergonomi dan desain perancangan produk
BAB III METODE PENELITIAN
Bab ini berisikan mengenai lokasi penelitian, metode pengupulan data
dan langkah pemecahan masalah.
BAB IV HASIL DAN PEMBAHASAN
Menjelaskan pengumpulan data dan perancangan meja setrika yang
multifungsi dan ergonomis.
BAB V KESIMPULAN DAN SARAN
Berisi tentang kesimpulan terhadap permasalahan yang telah dibahas
serta memberikan saran yang bermanfaat.
DAFTAR PUSTAKA
LAMPIRAN
BAB II
TINJ AUAN PUSTAKA
2.1 Definisi Perancangan, Pengembangan dan Inovasi Produk.
2.1.1 Perancangan Pr oduk.
Kesejahteraan dan kualitas hidup manusia yang telah mencapai tingkat yang
tinggi saat ini, sebagian besar adalah akibat diciptakan, dibuat dan
dimanfaatkannya berbagai produk dan jasa yang tak terhitung macam dan
jumlahnya oleh para insinyur dan ahli-ahli teknik lainnya. Kontribusi para ahli
teknik dalam meningkatkan kesejahteraan manusia tersebut adalah dalam kegiatan
mencipta, merancang dan membuat produk dan jasa yang berguna bagi manusia
karena meringankan beban hidupnya dan membuat hidup lebih nyaman. Produk
dan jasa tersebut juga harus memenuhi beberapa persyaratan modern seperti tidak
merusak lingkungan, hemat energi dan lain sebagainya.
Perancangan dan pembuatan produk merupakan bagian yang sangat besar
dari kegiatan teknik yang ada. Kegiatan perancangan dimulai dengan
didapatkannya persepsi tentang kebutuhan manusia, kemudian disusul oleh
perancangan konsep produk, disusul kemudian dengan perancangan,
pengembangan dan penyempurnaan produk.
Perancangan adalah kegiatan awal dari suatu rangkaian kegiatan dalam
proses pembuatan produk. Dalam tahap perancangan tersebut dibuat
keputusan-keputusan penting yang mempengaruhi kegiatan-kegiatan lain yang menyusulnya.
apakah industri dalam negeri dapat berpartisipasi atau tidak dalam suatu
pembangunan proyek.
Dalam bentuk yang paling sederhana, hasil rancangan dapat berupa sebuah
sketsa atau gambar sederhana dari produk yang akan dibuat. Dalam hal si pembuat
produk adalah si perancang sendiri, maka sketsa atau gambar yang dibuat cukup
sederhana saja asalkan dapat dimengertinya sendiri.
Menurut Pressman (2010), perancangan adalah langkah pertama dalam fase
pengembangan rekayasa produk atau sistem. Perancangan itu adalah proses
penerapan berbagai teknik dan prinsip yang bertujuan untuk mendefinisikan
sebuah peralatan, satu proses atau satu sistem secara detail yang membolehkan
dilakukan realisasi fisik (Taylor dalam Pressman,2001).
1. Langkah - langkah Perancangan Produk
a. Fase Informasi.
Fase yang bertujuan untuk memahami seluruh aspek yang berkaitan
dengan produk yang hendak dikembangkan dengan cara mengumpulkan
seluruh informasi yang dibutuhkan secara akurat diantaranya (Imam
Djati 2001) :
- Gambar produk awal dan spesifikasi.
- Kriteria keinginan konsumen terhadap produk.
- Kriteria keinginan relatif konsumen.
- Kriteria manufaktur yang mencakup diagram mekanisme pembuatan
struktur dan fungsi.
Dasar Kemampuan pembelian produk dengan pertimbangan kualitas,
maupun performance produk.
- Kriteria finance produk awal.
b. Fase kreatif.
Fase yang bertujuan untuk menampilkan alternatif yang dapat memenuhi
fungsi yang dibutuhkan diantaranya :
- Penentuan kriteria atribut yang menggunakan diagram pohon.
- Penentuan prioritas perancangan.
- Pembuatan alternatif model produk.
c. Fase analisa.
Fase yang bertujuan untuk menganalisa alternatif yang dihasilkan pada
fase kreatif dan memberikan rekomendasi terhadap alternatif terbaik dan
analisa yang dilakukan antara lain :
- Analisa kriteria atribut yang akan dikembangkan.
- Penilaian kriteria atribut antar model.
- Pembobotan kriteria atribut produk.
- Value analysis.
d. Fase pengembangan.
Fase yang bertujuan memilih salah satu alternatif tunggal dari beberapa
alternatif yang ada yang merupakan alternatif terbaik dan merupakan
output dari fase analisa. Data data tentang alternatif yang terpilih atau
yang digunakan adalah :
- Alternatif terpilih.
e. Fase rekomendasi.
Fase yang bertujuan untuk mengkomunikasikan secara baik dan
menarik terhadap hasil pengembangan produk.
2. Model Perancangan Produk.
Dalam model perancangan produk terdefinisikan menjadi dua jenis model
yang sangat dominan dalam awal perancangan produk yaitu model deskriptif
dan model perspektif (Ginting R, 2009).
a. Model deskriptif.
Dalam model ini pentingnya menghasilkan suatu konsep solusi sejak
dini dalam proses perancangan dan berfokus pada solusi heuristic
(pengalaman sebelumnya bersifat umum).
b. Model perspektif.
Model yang bersifat sistematik dan penekanan berada pada semakin
meningkatnya kebutuhan yang lebih analitik sebelum aktifitas
pembangkitan alternatif alternatif solusi.
2.1.2 Pengembangan Pr oduk.
Pengembangan produk merupakan usaha meningkatkan mutu dari barang
atau jasa dan penemuan barang atau jasa baru yang akan menambah kepuasan
konsumen. Dari pengertian pengembangan produk tersebut tampak sekali bahwa
segala bentuk barang dan jasa yang dihasilkan selalu berkaitan dengan kepuasan
konsumen. Agar proses pengembangan produk dapat berjalan secara tepat dan
akurat yang sesuai dengan keinginan konsumen dalam menunjang kelancaran
pemisahan yang jelas antara biaya pengembangan produk dengan biaya volume
penjualan.
Tujuan perusahaan dalam mengembangkan produk adalah agar dapat
memenangkan persaingan terhadap barang sejenis, sehingga volume penjualan
dan laba perusahaan dapat meningkat serta perusahaan dapat mempertahankan
kelangsungan hidupnya dan dapat memperluas usahanya. Pengembangan produk
dapat pula dilakukan dengan cara memperbaiki produk yang sudah ada
(modifikasi produk), perbaikan produk yang sudah ada dilakukan dengan cara:
perbaikan mutu/kualitas, perbaikan segi/feature baru, dan perbaikan corak/motif.
Disamping menciptakan produk yang sesuai dengan kebutuhan dan keinginan
konsumen, perusahaan juga menciptakan suatu strategi pengembangan produk.
Usaha strategi pengembangan produk diharapkan dapat mengikuti
perubahan teknologi yang dipakai dalam perusahaan. Hal ini bagi perusahaan
sangat penting karena suatu saat akan mengalami peralihan teknologi. Pada
peralihan teknologi perusahaan akan menggunakan teknologi lebih maju guna
menjaga kedinamisan perusahaan. Oleh karena itu diperlukan strategi bagi
perusahaan agar dapat menciptakan suatu produk baru.
Menurut Urlich (2001), pengembangan produk merupakan serangkaian
aktivitas yang dimulai dari analisis persepsi dan peluang pasar, kemudian diakhiri
dengan tahap produksi, penjualan, dan pengiriman produk.
Sedangkan menurut Yamit (30:1996) pengembangan produk merupakan
keharusan bagi perusahaan untuk dapat mempertahankan kelangsungan hidupnya.
Keharusan ini dikarenakan tidak ada satupun produk yang dapat bertahan untuk
1. Tahap - Tahap Dalam Pengembangan Produk.
Menurut Swastha (1997:184-186), ada beberapa tahap dalam pengembangan
produk, yaitu :
a. Tahap Penyaringan.
Tahap Penyaringan dilakukan setelah berbagai macam ide tentang
produk telah tersedia, Dalam tahap ini merupakan pemilihan sejumlah
ide dari berbagai macam sumber. Adapun informasi atau ide berasal dari
manager perusahaan, pesaing, para ahli termasuk konsultan, para
penyalur, langganan, atau lembaga lain.
b. Tahap Analisa Bisnis.
Pada tahap ini msing-masing ide dianalisa dari segi bisnis untuk
mengetahui seberapa jauh kemampuan ide tersebut dapat menghasilkan
laba.
c. Tahap Pengembangan.
Pada tahap ini, ide-ide yang telah dianalisa perlu dikembangkan karena
ide-ide tersebut lebih menguntungkan. Pengembangan ini tentunya harus
sesuai dengan kemampuan perusahaan.
d. Tahap Pengujian.
Tahap pengujian merupakan kelanjutan dari tahap pengembangan,
meliputi :
- Pengujian tentang konsep produk.
- Pengujian terhadap kesukaan konsumen.
- Penelitian laboratorium.
- Operasi pabrik percontohan.
- Tahap Komersialisasi.
2.1.3 Inovasi Pr oduk.
Menurut etimologi, inovasi berasal dari kata innovation yang bermakna
‘pembaharuan; perubahan (secara) baru’. Inovasi adakalanya diartikan sebagai
penemuan, tetapi berbeda maknanya dengan penemuan dalam arti diskoveri atau
invensi. Diskoveri mempunyai makna penemuan sesuatu yang sesuatu itu telah
ada sebelumnya, tetapi belum diketahui orang; contohnya penemuan benua
Amerika. Sebenarnya, benua Amerika sudah ada sejak dahulu, tetapi baru
ditemukan pada tahun 1492 oleh orang Eropa yang bernama Columbus. Invensi
adalah penemuan yang benar-benar baru sebagai hasil kreasi manusia; contohnya
teori belajar, mode busana, dan sebagainya. Inovasi adalah suatu ide, produk,
metode, dan seterusnya yang dirasakan sebagai sesuatu yang baru, baik berupa
hasil diskoveri atau invensi yang digunakan untuk tujuan tertentu.
Rogers dan Shoemaker mengartikan inovasi sebagai ide-ide baru,
praktik-praktik baru, atau objek-objek yang dapat dirasakan sebagai sesuatu yang baru
oleh individu atau masyarakat sasaran. Pengertian baru di sini, mengandung
makna bukan sekadar baru diketahui oleh pikiran (cognitive), melainkan juga
baru karena belum dapat diterima secara luas oleh seluruh warga masyarakat
dalam arti sikap (attitude) dan juga baru dalam pengertian belum diterima dan
diterapkan oleh seluruh warga masyarakat setempat.
Pengertian inovasi tidak hanya terbatas pada benda atau barang hasil
produksi, tetapi juga mencakup sikap hidup, perilaku, atau gerakan-gerakan
secara umum, inovasi berarti suatu ide, produk, informasi teknologi,
kelembagaan, perilaku, nilai-nilai, dan praktik-praktik baru yang belum banyak
diketahui, diterima, dan digunakan/diterapkan oleh sebagian besar warga
masyarakat dalam suatu lokalitas tertentu, yang dapat digunakan atau mendorong
terjadinya perubahan-perubahan di segala aspek kehidupan masyarakat demi
terwujudnya perbaikan mutu setiap individu dan seluruh warga masyarakat yang
bersangkutan.
Fullan mengemukakan bahwa tahun 1960-an adalah era banyak inovasi
pendidikan kontemporer diadopsi, seperti matematika, kimia, fisika baru, mesin
belajar (teaching machine), pendidikan terbuka, pembelajaran individu,
pengajaran secara tim (team teaching), termasuk sistem belajar mandiri.
2.2 Ergonomi.
2.2.1Sejar ah dan Per kembangan Er gonomi.
Di dalam buku Eko Nurmianto, Istilah "ergonomi" mulai dicetuskan pada
tahun 1949, akan tetapi aktivitas yang berkenaan dengannya telah bermunculan
puluhan tahun sebelumnya. Beberapa kejadian penting diilustrasikan sebagai
berikut:
1. C.T. Thackrah, England, 1831.
Thackrah adalah seorang dokter dari Inggris/England yang meneruskan
pekerjaan dari seorang Italia bernama Ramazzuu, dalam serangkaian
kegiatan yang berhubungan dengan lingkungan kerja yang tidak nyaman
yang dirasakan oleh para operator ditempat kerjanya. la mengamati postur
Thackrah mengamati seorang penjahit yang bekerja dengan posisi dan
dimensi kursi, meja yang kurang sesuai secara anthropometri, serta
pencahayaan yang tidak ergonomis sehingga mengakibatkan
membungkuknya badan dan iritasi indera penglihatan. Disamping itu juga
mengamati para pekerja yang berada pada lingkungan kerja dengan
temperatur tinggi, kurangnya ventilasi, jam kerja yang panjang, dan gerakan
kerja yang berulang-ulang (repetitive work).
2. F. W. Taylor, U.S.A., 1898.
Frederick W. Taylor adalah seorang insinyur Amerika yang menerapkan
metoda ilmiah untuk menentukan cara yang terbaik dalam melakukan suatu
pekerjaan. Beberapa metodanya merupakan konsep ergonomi dan
manajemen modern.
3. F .B. Gilberth, U.S.A., 1911.
Gilbreth juga mengamati dan mengoptimasi metoda kerja, dalam hal ini
lebih mendetail dalam Analisa Gerakan dibandingkan dengan Taylor. Dalam
bukunya Motion Study yang diterbitkan pada tahun 1911 ia menunjukkan
bagaimana postur membungkuk dapat diatasi dengan mendesain suatu
sistem meja yang dapat diatur naik-turun (adjustable).
4. Badan Penelitian untuk Kelelahan Industri (Industrial Fatigue Research
Board), England, 1918.
Badan ini didirikan sebagai penyelesaian masalah yang terjadi di pabrik
amunisi pada Perang Dunia Pertama. Mereka menunjukkan bagaimana
output setiap harinya meningkat dengan jam kerja per hari-nya yang
untuk sistem kerja berulang (repetitive work systems) dan menyarankan
adanya variasi dan rotasi pekerjaan.
5. E. Mayo dan teman-temannya, U.S.A., 1933.
Elton Mayo seorang warga negara Australia, memulai beberapa studi di
suatu Perusahaan Listrik yaitu Western Electric Company,
Hawthorne,Chicago. Tujuan studinya adalah untuk mengkuantifikasi
pengaruh dari variabel fisik seperti misalnya pencahayaan dan lamanya
waktu istirahat terhadap faktor efisiensi dari para operator kerja pada unit
perakitan.
6. Perang Dunia Kedua, England dan U.S.A.
Masalah operasional yang terjadi pada peralatan militer yang berkembang
secara cepat (seperti misalnya pesawat terbang) harus melibatkan sejumlah
kelompok interdisiplin ilmu secara bersama-sama sehingga mempercepat
perkembangan ergonomi pesawat terbang. Masalah yang ada pada saat itu
adalah penempatan dan identifikasi untuk pengendali pesawat terbang,
efektifitas alat peraga (display), handel pembuka, ketidaknyamanan karena
terlalu panas atau terlalu dingin, desain pakaian untuk suasana kerja yang
terlalu panas atau terlalu dingin dan pengaruhnya pada kinerja operator.
7. Pembentukan Kelompok Ergonomi.
Pembentukan Masyarakat Peneliti Ergonomi (the Ergonomics Research
Society) di England pada tahun 1949 melibatkan beberapa profesional yang
telah banyak berkecimpung dalam bidang ini. Hal ini menghasilkan jurnal
(majalah ilmiah) pertama dalam bidang ERGONOMI pada Nopember 1957.
Association) terbentuk pada tahun 1957, dan The Human Faktors Society di
Amerika pada tahun yang sama. Di samping itu patut diketahui pula bahwa
Konperensi Ergonomi Australia yang pertama diselenggarakan pada tahun
1964, dan hal ini mencetuskan terbentuknya Masyarakat Ergonomi Australia
dan New Zealand (The Ergonomics Society of Australia and New Zealand).
2.2.2Definisi Ergonomi.
Ergonomi adalah suatu cabang ilmu yang sistematis untuk memanfaatkan
informasi-informasi mengenai sifat, kemampuan dan keterbatasan manusia
merancang suatu sistem kerja, sehingga manusia dapat hidup dan bekerja pada
sistem itu dengan baik, yaitu mencapai tujuan yang diinginkan melalui pekerjaan
itu dengan efektif, aman, dan nyaman. Fokus dari ergonomi adalah manusia dan
interaksinya dengan produk, peralatan, fasilitas, prosedur dan lingkungan dan
pekerja serta kehidupan sehari-hari dimana penekanannya adalah pada faktor
manusia.
Menurut Pulat (1992) ergonomi merupakan studi tentang interaksi antara
manusia dengan objek yang mereka gunakan, dan lingkungan di mana mereka
bekerja. Beberapa hal yang penting dalam pengertian tersebut adalah komponen
manusia, obyek, lingkungan, serta interaksi antar komponen-komponen tersebut.
Sedangkan menurut Sritomo Wignjosoebroto adalah Ergonomi atau
ergonomics (bahasa Inggrisnya) sebenarnya berasal dari kata yunani yaitu Ergo
yang berarti kerja dan Nomos yang berarti hukum. Ergonomi dapat didefinisikan
sebagai suatu cabang ilmu yang sistematis untuk memanfaatkan
informasi-informasi mengenai sifat, kemampuan dan keterbatasan manusia untuk merancang
rancang bangun (design) ataupun rancang ulang (re-design). Hal ini dapat
meliputi perangkat keras misalnya perkakas kerja (tools), bangku kerja (benches,
platform, kursi, pegangan alat kerja (workholders), sistem pengendali (controls),
alat peraga (display), jalan/lorong (acces ways), pintu (doors), jendela (windows),
dan lain-lain. Masih dalam kaitan dengan hal yang ada di atas adalah bahasan
tentang rancang bangun lingkungan kerja (working environment), karena jika
sistem perangkat keras berubah maka akan berubah pula lingkungan kerjanya.
Tujuan ergonomi adalah menambah efektifitas penggunaan objek fisik dan
fasilitas yang digunakan oleh manusia dan merawat atau menambah nilai tertentu,
misalnya kesehatan, kenyamanan dan kepuasan pada proses penggunaan tersebut.
Ergonomi dapat pula berperan sebagai desain pekerjaan pada suatu
organisasi, misalnya: penentuan jumlah jam istirahat, pemilihan jadwal pergantian
waktu kerja atau shift kerja, meningkatkan variasi pekerjaan dan lain-lain.
Ergonomi dapat pula berfungsi sebagai desain perangkat lunak karena dengan
semakin banyaknya pekerjaan yang berkaitan erat dengan komputer. Penyampaian
informasi dalam suatu sistem komputer harus pula diusahakan sekompatibel
mungkin sesuai dengan kemampuan dalam pemrosesan informasi oleh manusia.
Ilmu ergonomi ini secara khusus akan mempelajari tentang keterbatasan dan
kemampuan manusia dalam berinteraksi dengan teknologi dan produk-produk
buatannya. Disiplin ini berangkat dari kenyataan bahwa manusia memiliki
batas-batas kemampuan, baik di dalam jangka pendek maupun panjang. Pada saat
berhadapan dengan keadaan lingkungan kerja yang berupa perangkat keras
(hardware mesin, peralatan kerja, dan sebagainya) dan perangkat lunak (metode
Prinsip penting yang harus selalu diterapkan pada setiap perancangan adalah
fitting the job to the man rather than the man to the job, dalam hal ini pekerjaan
harus disesuaikan agar selalu berada dalam jangkauan kemampuan serta
keterbatasan manusia. Dengan demikian, setiap perancangan kerja harus
disesuaikan dengan faktor manusianya dimana dimensi fisik dan fungsi harus
mengikuti karakteristik dari manusia yang akan menggunakan sistem kerja
terseebut.
2.2.3Bidang Kajian Ergonomi.
Pada berbagai sumber literatur, bidang kajian Ergonomi tidak berbeda secara
signifikan, perbedaan hanya menyangkut pengelompokan bidang kajian.
Pengelompokan bidang kajian yang lengkap dan mencakup seluruh prilaku
manusia dalam bekerja adalah kajian Ergonomi yang dikelompokkan oleh Dr. Ir.
Iftikar Z. Sutalaksana sebagai berikut :
1. Anthropometri.
Anthropometri adalah cabang ergonomi yang mengkaji masalah dimensi
tubuh manusia, Informansi dimensi tubuh manusia diperlukan untuk
merancang sistem kerja yang ergonomis. Data Anthropometri selalu berbeda
untuk setiap individu. Perbedaan itu merupakan suatu kodrat bahwa tidak
ada manusia yang sama dalam segala hal.
2. Faal Kerja.
Perilaku manusia yang dibahas dalam Faal kerja adalah reaksi tubuh selama
bekerja, khususnya mengenai energi yang dikeluarkannya. Hal-hal yang
banyak dibahas dalam Faal kerja manusia adalah kelelahan (fatique) kerja
3. Biomekanika Kerja.
Biomekanika kerja mengkaji perilaku manusia dalam aspek-aspek mekanika
gerakan. Objek penelitian sehubungan dengan masalah biomekanika ini
adalah kekuatan kerja otot, kecepatan dan ketelitian gerak anggota badan,
serta daya tahan jaringan-jaringan tubuh terhadap beban.
4. Penginderaan.
Manusia pada dasarnya memiliki lima indera utama, yaitu indera
penglihatan (mata), indera pendengaran (telinga), indera penciuman
(hidung), indera perasa (kulit), serta indera perasa (lidah). Dalam ergonomi,
penglihatan dan pendengaran dikaji untuk mengetahui kelemahan dan
kelebihan indera tersebut dalam merespon informasi dari sitem kerja.
5. Psikologi Kerja.
Psikologi kerja membahas masalah-masalah kejiwaan yang ditemukan
ditempat kerja, yakni menyangkut faktor diri manusia, termasuk
didalamnya: kebiasaan, jenis kelamin, usia, sifat dan kepribadian, sistem
nilai, karakteristik fisik, minat, motivasi, pendidikan, pengalaman dan
sebagainya. Masalah faktor diri ini dikaji sebagai bagian dari ergonomi
Karena pada setiap individu manusia terdapat faktor diri yang khas sebagai
bawaan lahir. Ketidakcocokan seorang pekerja dan tuntunan pekerjaan yang
dihadapinya dapat menimbulkan tekanan (stress) dan rendahnya motivasi
untuk bekerja, sehingga mengakibatkan rendahnya produktivitas yang
2.2.4Kelelahan.
Kelelahan adalah suatu mekanisme perlindungan tubuh terhindar dari
kerusakan lebih lanjut sehingga terjadi pemulihan setelah istirahat. Kelelahan
diatur secara sentral oleh otak (Amrizal, 2005). Menurut Suma’mur (1996)
kelelahan adalah reaksi fungsionil dari pusat kesadaran yaitu cortex cerebri yang
dipengaruhi oleh 2 (dua) sistem antagonistik yaitu sistem penghambat (inhibisi)
dan sistem penggerak (aktivasi) tetapi semunya bermuara kepada pengurangan
kapasitas kerja dan ketahanan tubuh.
Kelelahan kerja (job bournout) adalah sejenis stres yang banyak dialami
oleh orang – orang yang bekerja dalam pekerjaan – pekerjaan pelayanan terhadap
manusia lainnya seperti perawat kesehatan, transportasi, kepolisian, pendidikan
dan sebagainya (Schuler, 1999). Kelelahan akibat kerja sering kali diartikan
sebagai menurunnya efisiensi, performans kerja dan berkurangnya kekuatan
/ketahanan fisik tubuh untuk terus melanjutkan yang harus dilakukan
(Wignjosoebroto, 2003).
Berdasarkan pendapat para ahli sebagaimana yang dikutip oleh Silaban
(1996) bahwa kelelahan dibedakan berdasarkan 3 (tiga) bagian yaitu :
1. Berdasarkan proses dalam otot yang terdiri dari :
a. Kelelahan otot, menurut Wignjoesoebroto (2003) ialah disebabkan
munculnya gejala kesakitan yang amat sangat ketika otot harus
melakukan beban.
b. Kelelahan umum, menurut Grandjean (1985) ialah suatu perasaan yang
menyebar yang disertai dengan adanya penurunan kesiagaan dan
menyatakan bahwa kelelahan umum dapat menjadi gejala penyakit juga
berhubungan dengan faktor psikologis (motivasi menurun, kurang
tertarik) yang mengakibatkan menurunnya kapasitas kerja. Sebab - sebab
kelelahan umum adalah monotoni, intensitas dan lamanya kerja fisik dan
mental, keadaan lingkungan, sebab-sebab mental (tanggung jawab,
kekhawatiran dan konflik) serta penyakit-penyakit.
2. Berdasarkan waktu terjadinya Kelelahan :
a. Kelelahan akut, terutama disebabkan oleh kerja suatu organ atau seluruh
tubuh secara berlebihan.
b. Kelelahan kronis, menurut Grandjean dan Kogi (1972) terjadi bila
kelelahan berlangsung setiap hari, berkepanjangan dan bahkan
kadang-kadang telah terjadi sebelum memulai suatu pekerjaan.
3. Berdasarkan penyebabnya :
a. Menurut Singleton (1972) disebabkan oleh faktor fisik dan psikologis di
tempat kerja.
b. Menurut McFarland (1972) disebabkan oleh faktor fisiologis yaitu
akumulasi dari substansi toksin (asam laktat) dalam darah dan faktor
psikologis yaitu konflik yang menyebabkan stres emosional yang
berkepanjangan.
c. Menurut Phoon (1988) disebabkan oleh kelelahan fisik yaitu kelelahan
karena kerja fisik, kerja patologis ditandai dengan menurunnya kerja,
2.3 Anthropometri.
2.3.1Definisi Anthropometr i.
Menurut Sritomo Wignjosoebroto (2003) dalam bukunya istilah
antropometri berasal dari "anthro" yang berarti manusia dan "metri" yang berarti
ukuran. Secara definitif antropometri dapat dinyatakan sebagai satu studi yang
berkaitan dengan pengukurandimensi tubuh manusia. Manusia pada dasarnya
akan memiliki bentuk, ukuran (tinggi, lebar dsb.) berat dan lain-lain. Yang
berbeda satu dengan yang lainnya. Antropometri secara luasakan digunakan
sebagai pertimbangan-pertimbangan ergonomis dalam proses perancangan
(desain) produk maupun sistem kerja yang akan memerlukan interaksimanusia.
Data antropometri yang berhasil diperoleh akan diaplikasikan secara luasantara
lain dalam hal :
1. Perancangan areal kerja (work station, interior mobil, dll ).
2. Perancangan peralatan kerja seperti mesin, equipment, perkakas (tools) dan
sebagainya.
3. Perancangan produk-produk konsumtif seperti pakaian, kursi/meja komputer
dll.
4. Perancangan lingkungan kerja fisik.
Dengan demikian dapat disimpulkan bahwa data antropometri akan
menentukan bentuk, ukuran dan dimensi yang tepat yang berkaitan dengan produk
yangdirancang dan manusia yang akan mengoperasikan / menggunakan produk
tersebut. Dalam kaitan ini maka perancangan produk harus mampu
mengakomodasikan dimensi tubuh dari populasi terbesar yang akan menggunakan
95 % dari populasi yang menjadi target dalam kelompok pemakai suatu produk
haruslah mampu menggunakannya dengan selayaknya.
2.3.2Data Anthropometr i dan Cara Pengukurannya.
Manusia pada umumnya akan berbeda – beda dalam hal bentuk dan dimensi
ukuran tubuhnya. Ada beberapa faktor yang akan mempengaruhi ukuran tubuh
manusia , yaitu (Stevenson, 1989; Nurmianto, 2004) :
1. Umur.
Secara umum dimensi tubuh manusia akan tumbuh dan bertambah besar
seiring dengan bertambahnya umur yaitu sejak awal kelahiran sampai
dengan umur sekitar 20 tahunan. Dari suatu penelitian ysng dilakukan oleh
A. F. Roche dan G. H. Davila (1972) di USA diperoleh kesimpulan bahwa
laki-laki akan tumbuh dan berkembang naik sampai dengan usia 21,2 tahun,
sedangkan wanita 17,3 tahun. Meskipun ada 10 % yang masih terus
bertambah tinggi sampai usia 23,5 tahun (laki-laki) dan 21,1 tahun (wanita).
Setelah itu, tidak lagi akan terjadi pertumbuhan bahkan justru akan
cenderung berubah menjadi pertumbuhan menurun ataupun penyusutan
yang dimulai sekitar umur 40 tahunan (Wignjosoebroto, 2003).
2. Jenis kelamin (sex).
dimensi ukuran tubuh laki-laki umumnya akan lebih besar dibandingkan
dengan wanita, terkecuali untuk beberapa bagian tubuh tertentu seperti
pinggul, dan sebagainya.
3. Suku bangsa (etnic).
Setiap suku bangsa ataupun kelompok etnic akan memiliki karakteristik fisik
Barat pada umumnya mempunyai ukuran yang lebih besar daripada dimensi
tubuh suku bangsa negara Timur.
4. Keacakan / Random.
Hal ini menjelaskan bahwa walaupun telah terdapat dalam satu kelompok
populasi yang sudah jelas sama jenis kelamin, suku atau bangsa, kelompok
usia dan pekerjaannya, namun masih akan ada perbedaan yang cukup
signifikan antara berbagai macam masyarakat.
5. Jenis Pekerjaan.
Beberapa jenis pekerjaan tertentu menuntut adanya persyaratan dalam
seleksi karyawan. Misalnya, buruh dermaga harus mempunyai postur tubuh
yang relatif lebih besar dibandingkan dengan karyawan perkantoran pada
umumnya. Apalagi jika dibandingkan dengan jenis pekerjaan militer.
6. Pakaian.
Tebal tipisnya pakaian yang dikenakan, dimana faktor iklim yang berbeda
akan memberikan varisi berbeda-beda pula dalam bentuk rancangan dan
spesifikasi pakaian. Dengan demikian dimensi tubuh orangpun akan berbeda
dari satu tempat dengan tempat yang lainnya.
7. Faktor Kehamilan.
Kondisi semacam ini akan mempengaruhi bentuk dan ukuran tubuh
khususnya bagi perempuan. Hal tersebut jelas memerlukan perhatian khusus
terhadap produk-produk yang dirancang bagi segmen seperti ini.
8. Tubuh Cacat.
Hal ini jelas menyebabkan perbedaan antara yang cacat dengan yang tidak
9. Posisi tubuh (posture).
Sikap ataupun posisi tubuh akan berpengaruh terhadap ukuran tubuh oleh
karena itu harus posisi tubuh standar harus diterapkan untuk survei
pengukuran.
Berkaitan dengan posisi tubuh manusia dikenal dua cara pengukuran, yaitu:
a. Antropometri Statis (Structural Body Dimensions).
Disini tubuh diukur dalam berbagai posisi standard dan tidak bergerak
(tetap tegak sempurna). Dimensi tubuh yang diukur meliputi berat
badan, tinggi tubuh, dalam posisi berdiri, maupun duduk, ukuran kepala,
tinggi/panjang lutut, pada saat berdiri/duduk, panjang lengan, dan
sebagainya.
b. Antropometri Dinamis (Functional Body Dimensions).
Disini pengukuran dilakukan terhadap posisi tubuh pada saat berfungsi
melakukan gerakan-gerakan tertentu yang berkaitan dengan kegiatan
yang harus diselesaikan (Wignjosoebroto, 2003) .
Selanjutnya untuk memperjelas mengenai data antropometri yang tepat
diaplikasikan dalam berbagai rancangan produk ataupun fasilitas kerja, diperlukan
pengambilan ukuran dimensi anggota tubuh. Penjelasan mengenai pengukuran
dimensi antropometri tubuh yang diperlukan dalam perancangan dijelaskan pada
Gambar 2.1. Antr opometri Untuk Perancangan Produk Sumber: Wignjosoebroto, 2003
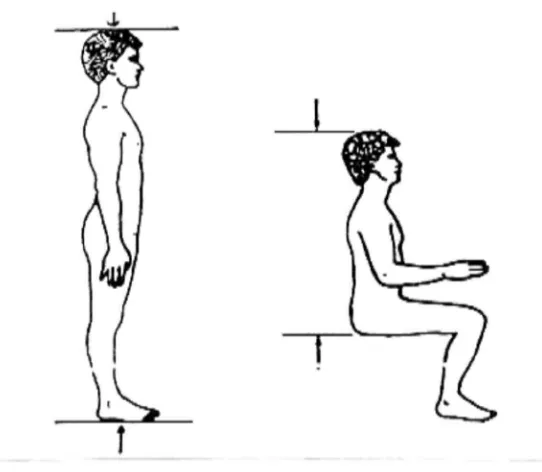
Gambar 2.2. Antr opometr i Tinggi Badan Ber dir i dan Duduk
Keterangan gambar 2.6. di atas, yaitu:
1 : Dimensi tinggi tubuh dalam posisi tegak (dari lantai sampai dengan ujung
kepala).
2 : Tinggi mata dalam posisi berdiri tegak.
3 : Tinggi bahu dalam posisi berdiri tegak.
4 : Tinggi siku dalam posisi berdiri tegak (siku tegak lurus).
5 : Tinggi kepalan tangan yang terjulur lepas dalam posisi berdiri tegak (dalam
gambar tidak ditunjukkan).
6 : Tinggi tubuh dalam posisi duduk (di ukur dari alas tempat duduk pantat
sampai dengan kepala).
7 : Tinggi mata dalam posisi duduk.
8 : Tinggi bahu dalam posisi duduk.
9 : Tinggi siku dalam posisi duduk (siku tegak lurus).
10 : Tebal atau lebar paha.
11 : Panjang paha yang di ukur dari pantat sampai dengan. ujung lutut.
12 : Panjang paha yang di ukur dari pantat sampai dengan bagian belakang dari
lutut betis.
13 : Tinggi lutut yang bisa di ukur baik dalam posisi berdiri ataupun duduk.
14 : Tinggi tubuh dalam posisi duduk yang di ukur dari lantai sampai dengan
paha.
15 : Lebar dari bahu (bisa di ukur baik dalam posisi berdiri ataupun duduk).
16 : Lebar pinggul ataupun pantat.
17 : Lebar dari dada dalam keadaan membusung (tidak tampak ditunjukkan dalam
18 : Lebar perut.
19 : Panjang siku yang di ukur dari siku sampai dengan ujung jari-jari dalam
posisi siku tegak lurus.
20 : Lebar kepala.
21 : Panjang tangan di ukur dari pergelangan sampai dengan ujung jari.
22 : Lebar telapak tangan.
23 : Lebar tangan dalam posisi tangan terbentang lebar kesamping kiri kanan
(tidak ditunjukkan dalam gambar).
24 : Tinggi jangkauan tangan dalam posisi berdiri tegak.
25 : Tinggi jangkauan tangan dalam posisi duduk tegak.
26 : Jarak jangkauan tangan yang terjulur kedepan di ukur dari bahu sampai
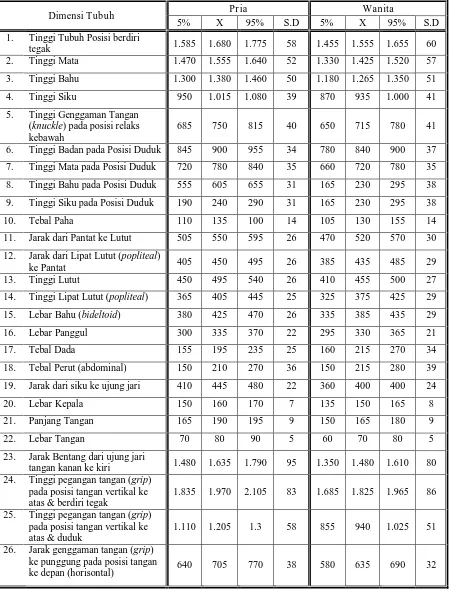
Tabel 2.1.
Per kiraan Anthropometri Untuk Masyarakat Hongkong, Dewasa, dapat Diekivalensikan Sementara Untuk Masyarakat Indonesia (Kesamaan Etnis
Asia) (mm)
Dimensi Tubuh Pr ia Wanita
5% X 95% S.D 5% X 95% S.D
1. Tinggi Tubuh Posisi berdiri
tegak 1.585 1.680 1.775 58 1.455 1.555 1.655 60
2. Tinggi Mata 1.470 1.555 1.640 52 1.330 1.425 1.520 57
3. Tinggi Bahu 1.300 1.380 1.460 50 1.180 1.265 1.350 51
4. Tinggi Siku 950 1.015 1.080 39 870 935 1.000 41
5. Tinggi Genggaman Tangan (knuckle) pada posisi relaks
12. Jarak dari Lipat Lutut (popliteal)
ke Pantat 405 450 495 26 385 435 485 29
23. Jarak Bentang dari ujung jari
tangan kanan ke kiri 1.480 1.635 1.790 95 1.350 1.480 1.610 80
24. Tinggi pegangan tangan (grip) pada posisi tangan vertikal ke atas & berdiri tegak
1.835 1.970 2.105 83 1.685 1.825 1.965 86
25. Tinggi pegangan tangan (grip) pada posisi tangan vertikal ke atas & duduk
1.110 1.205 1.3 58 855 940 1.025 51
26. Jarak genggaman tangan (grip) ke punggung pada posisi tangan
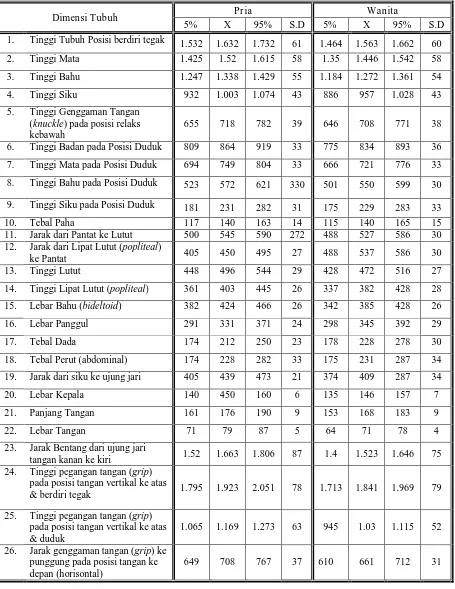
Tabel 2.2.
Anthropometri Masyarakat Indonesia Yang Didapat Dar i Interpolasi Masyarakat British dan Hongkong (Phesant, 1286) Terhadap Masyarakat
Indonesia (mm)
5. Tinggi Genggaman Tangan (knuckle) pada posisi relaks
12. Jarak dari Lipat Lutut (popliteal)
ke Pantat 405 450 495 27 488 537 586 30
23. Jarak Bentang dari ujung jari
tangan kanan ke kiri 1.52 1.663 1.806 87 1.4 1.523 1.646 75
24. Tinggi pegangan tangan (grip) pada posisi tangan vertikal ke atas
& berdiri tegak 1.795 1.923 2.051 78 1.713 1.841 1.969 79
25. Tinggi pegangan tangan (grip) pada posisi tangan vertikal ke atas & duduk
1.065 1.169 1.273 63 945 1.03 1.115 52
26. Jarak genggaman tangan (grip) ke punggung pada posisi tangan ke depan (horisontal)
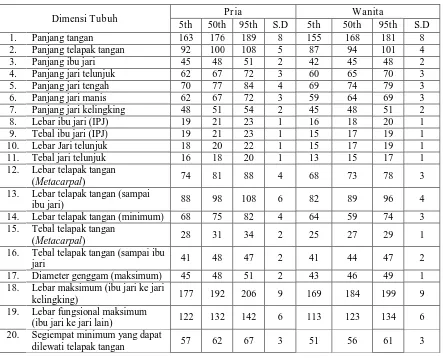
Tabel 2.3.
Anthropometri Telapak Tangan Orang Indonesia (mm)
Dimensi Tubuh Pr ia Wanita
12. Lebar telapak tangan
(Metacarpal) 74 81 88 4 68 73 78 3
13. Lebar telapak tangan (sampai
ibu jari) 88 98 108 6 82 89 96 4
14. Lebar telapak tangan (minimum) 68 75 82 4 64 59 74 3
15. Tebal telapak tangan
(Metacarpal) 28 31 34 2 25 27 29 1
16. Tebal telapak tangan (sampai ibu
jari 41 48 47 2 41 44 47 2
17. Diameter genggam (maksimum) 45 48 51 2 43 46 49 1
18. Lebar maksimum (ibu jari ke jari
kelingking) 177 192 206 9 169 184 199 9
19. Lebar fungsional maksimum
(ibu jari ke jari lain) 122 132 142 6 113 123 134 6
20. Segiempat minimum yang dapat
dilewati telapak tangan 57 62 67 3 51 56 61 3
(Nurmianto; 2008)
2.3.3Aplikasi Distribusi Normal dan Persentil Dalam Penetapan Data
Anthropometri.
Data anthropometri diperlukan agar supaya rancangan suatu produk bisa
sesuai dengan orang yang akan mengoperasikannya. Ukuran tubuh yang
diperlukan pada hakekatnya tidak sulit diperoleh dari pengukuran secara
individual. Adanya variansi ukuran sebenarnya akan lebih mudah diatasi bilamana
suai” dengan suatu ukuran tertentu. Pada penetapan data anthropometri,
pemakaian distribusi normal akan umum diterapkan. Distribusi normal dapat
diformulasikan berdasarkan harga ratarata dan simpangan standarnya dari data
yang ada. Berdasarkan nilai yang ada tersebut, maka persentil (nilai yang
menunjukkan persentase tertentu dari orang yang memiliki ukuran pada atau di
bawah nilai tersebut) bisa ditetapkan sesuai tabel probabilitas distribusi normal.
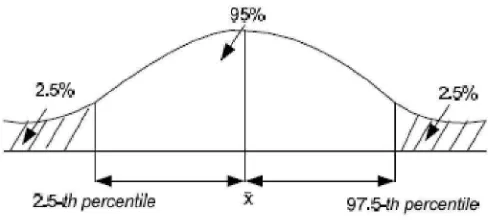
Bilamana diharapkan ukuran yang mampu mengakomodasikan 95% dari populasi
yang ada, maka diambil rentang 2,5th dan 97,5th percentile sebagai
batas-batasnya (Wignjosoebroto, 1995).
Gambar 2.3. Distribusi Nor mal Yang Mengakomodasi 95% Dari Populasi.
Sumber: Wignjosoebroto, 2003
Menurut Panero dan Zelnik (2003) disamping berbagai variasi, pola umum
dari suatu distribusi data anthopometrik, seperti juga data-data lain, biasanya
dapat diduga dan diperkirakan seperti pada distribusi Gaussian. Distribusi
semacam itu, bila disajikan melalui grafik dengan membandingkan kejadian yang
muncul terhadap besaran, biasanya berbentuk kurva simetris atau berbentuk
lonceng. Ciri umum kurva berbentuk lonceng tersebut adalah besarnya prosentase
pada bagian tengah dengan sediki saja perbedaan yang mencolok pada bagian
Secara statistik sudah diperlihatkan bahwa data hasil pengukuran tubuh
manusia pada berbagai populasi akan terdistribusi dalam grafik sedemikian rupa
sehingga data-data yang bernilai kurang lebih sama akan terkumpul di bagian
tengah grafik. Sedangkan data-data dengan nilai penyimpangan yang ekstrim akan
terletak pada ujung-ujung grafik. Telah disebutkan pula bahwa merancang untuk
kepentingan keseluruhan populasi sekaligus merupakan hal yang tidak praktis.
Oleh karena itu sebaiknya dilakukan perancangan dengan tujuan dan data yang
berasal dari segmen populasi dibagian tengah grafik. Jadi merupakan hal logis
untuk mengesampingkan perbedaan yang ekstrim pada bagian ujung grafik dan
hanya menggunakan segmen terbesar yaitu 90% dari kelompok populasi tersebut.
Adapun distribusi normal ditandai dengan adanya nilai mean (rata-rata) dan
SD (standar deviasi). Sedangkan persentil adalah suatu nilai yang menyatakan
bahwa persentase tertentu dari sekelompok orang yang dimensinya sama dengan
atau lebih rendah dari nilai tersebut. Misalnya: 95% populasi adalah sama dengan
atau lebih rendah dari 95 persentil; 5% dari populasi berada sama dengan atau
lebih rendah dari 5 persentil (Nurmianto, 2004).
Persentil ke-50 memberi gambaran yang mendekati nilai rata-rata dari suatu
kelompok tertentu, namun demikian pengertian ini jangan disalah artikan sama
dengan mengatakan bahwa rata-rata orang pada kelompok tersebut memiliki
ukuran tubuh yang dimaksudkan tadi. Ada dua hal penting yang harus selalu
diingat bila menggunakan persentil. Pertama, persentil anthropometrik dari tiap
invidu hanya berlaku untuk satu data dimensi tubuh saja. Kedua, tidak dapat
dikatakan seseorang memilki persentil yang sama, ke-95 atau ke-90 atau ke-5,
Pemakaian nilai-nilai persentil yang umum diaplikasikan dalam perhitungan
data anthropometri, ditunjukan dalam tabel 2.3.
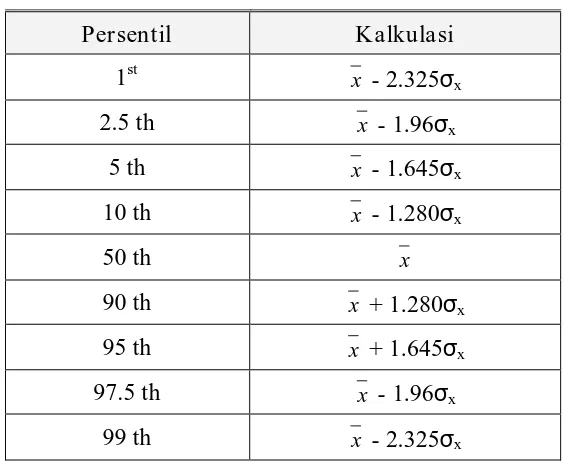
Tabel 2.3. Macam Persentil Dan Car a Perhitungan Dalam Distribusi Nor mal.
Persentil Kalkulasi
1st x - 2.325σx
2.5 th x - 1.96σx
5 th x - 1.645σx
10 th x - 1.280σx
50 th x
90 th x + 1.280σx
95 th x + 1.645σx
97.5 th x - 1.96σx
99 th x - 2.325σx
Sumber: Wignjosoebroto, 2003
Keterangan tabel 2.1. di atas, yaitu:
x = mean data
σ = standar deviasi dari data x
Pada pengolahan data anthropometri yang digunakan adalah data
anthropometri hasil pengukuran dimensi tubuh manusia yang berkaitan dengan
dimensi dari perancangan fasilitas kerja.
Sedangkan pada penentuan dimensi rancangan fasilitas kerja perakitan
dibutuhkan beberapa persamaan berdasarkan pendekatan anthropometri. Ini
berkaitan dengan penentuan penggunaan persentil 5 dan 95 (Panero dan Zelnik,
Perhitungan nilai persentil 5 dan persentil 95 dari setiap jenis data yang
diperoleh, dilanjutkan dengan perhitungan untuk penentuan ukuran rancangan dan
pembuatan rancangan berdasarkan ukuran hasil rancangan. Menurut
Wignjosoebroto (2003), untuk menghitung persentil 5 dan persentil 95
menggunakan rumus pehitungan yang terdapat pada tabel 2.3. sebelumnya.
P5 = x - 1,645 σ x ... Persamaan 2.4.
P50 = x ... Persamaan 2.5.
P95 = x + 1,645 σ x ... Persamaan 2.6.
2.4 Meja Setrika.
2.4.1 Definisi Meja Setr ika.
Meja setrika merupakan salah satu alat bantu setrika yang terdiri dari bagian
meja atau papan meja setrika, kaki meja setrika, tempat setrika, tempat hasil
setrika. Bahan-bahan yang digunakan untuk membuat meja setrika yaitu, papan
meja terbuat dari triplek, kaki meja terbuat dari aluminium, tempat hasil setrika
terbuat dari aluminium dan tempat setrika terbuat dari aluminium.
2.4.2 Komponen dan Bahan Meja Setrika.
Berdasarkan hasil karya kerja nyata dari M. Yahmin pada UD. JAYA
TERUS komponen dari meja setrika ialah :
1. Papan meja setrika yang terdiri bahan papan triplek dengan tebal 1 Cm lebar
45 Cm dan panjang 70 Cm. Kemudian dilapisi dengan spon dengan tebal 0,5
2. Kaki meja setrika yang terbuat dari aluminium dengan tebal 1 mm, diameter 2,5 Cm dengan tinggi yang dapat diatur sesusai pengguna. Tujuan terbuat dari aluminium supaya tahan karat.
3. Tempat hasil setrika yang terbuat dari aluminium dengan ukuran 50 Cm,
lebar 40 Cm.
4. Tempat setrika yang terletak disamping sebelah kanan meja setrika yang
terbuat dari aluminium dengan ukuran lebar 20 Cm dan panjang 30 Cm.
2.4.3 Rangkaian Proses Pr oduksi Meja Setr ika.
Proses produksi di UD. JAYA TERUS adalah rangkaian proses produksi
yang menerapakan cara manual, berikut adalah proses produksinya :
1. Memebentuk papan meja.
2. melapisi papan dengan spon.
3. Dibalut dengan kain kemudian dipres sesuai dengan bentuk meja setrika.
4. Pemasangan kaki meja setrika.
5. Pemasangan tempat hasil setrika.
6. Pemasangan tempat setrika.
2.4.4 Perencanaan Rancangan Meja Setr ika.
Pada rancangan yang akan dikerjakan, kaki meja setrika yang tadinya
terbuat dari besi diganti dengan aluminium. Sedangkan tempat hasil setrika juga
terbuat dari aluminium.
Aluminium adalah logam yang berwaarna putih perak dan tergolong ringan
yang mempunyai massa jenis 2,7 gr cm –3. Sifat-sifat yang dimiliki aluminium
antara lain :
1. Ringan, tahan korosi dan tidak beracun maka banyak digunakan untuk alat
rumah tangga seperti panci, wajan dan lain-lain.
2. Reflektif, dalam bentuk aluminium foil digunakan sebagai pembungkus
makanan, obat, dan rokok.
3. Daya hantar listrik dua kali lebih besar dari Cu maka Al digunakan sebagai
kabel tiang listrik.
4. Paduan Al dengan logam lainnya menghasilkan logam yang kuat seperti
Duralium (campuran Al, Cu, Mg) untuk pembuatan badan peswat.
5. Al sebagai zat reduktor untuk oksida MnO2 dan Cr2O3.
2.5 Pengujian Data.
2.5.1Uji Keseragaman Data.
Tes keseragaman data secara visual dilakukan secara sederhana mudah dan
cepat. Di sini kita hanya sekedar melihat data yang terkumpul dan seterusnya
mengidentifikasikan data yang telalu “ekstrim”. Yang dimaksudkan dengan data
ekstrim disini ialah data yang terlalu besar atau terlalu kecil dan jauh menyimpang
jauh-jauh dan tidak dimasukkan dalam perhitungan selanjutnya. Langkah pertama
dalam uji keseragaman data yaitu menghitung besarnya rata-rata dari setiap hasil
pengamatan, dengan persamaan berikut :
x =
n xi
∑
... Persamaan 2.7.Dimana:
x = Rata-rata data hasil pengamatan.
x = Data hasil pengukuran.
Langkah kedua adalah menghitung deviasi standar dengan persamaan 2.8
berikut:
σ = Standar deviasi dari populasi.
n = Banyaknya jumlah pengamatan.
x = Data hasil pengukuran.
Langkah ketiga adalah menentukan batas kontrol atas (BKA) dan batas
kontrol bawah (BKB) yang digunakan sebagai pembatas dibuangnya data ektrim
dengan menggunakan persamaan 2.9 dan 2.10 berikut :
BKA = X + kσ ... Persamaan 2.9.
BKB = X - kσ ... Persamaan 2.10.
Dimana:
X = Rata-rata data hasil pengamatan.
σ = Standar deviasi dari populasi.
Tingkat kepercayaan 0 % - 68 % harga k adalah 1.
Tingkat kepercayaan 69 % - 95 % harga k adalah 2.
Tingkat kepercayaan 96 % - 100 % harga k adalah 3.
2.5.2Uji Kecukupan Data.
Analisis kecukupan data dilakukan dengan tujuan untuk menguji apakah
data yang diambil sudah mencukupi denganmengetahui besarnya nilai N’. Apabila
N’ < N maka data pengukuran dianggap cukup sehingga tidak perlu dilakukan
pengambilan data lagi. Sedangkan jika N’ > N maka data dianggap masih kurang
sehingga diperlukan pengambilan data kembali. Adapun tahapan dalam uji
kecukupan data adalah sebagai berikut :
1. Menentukan Tingkat Ketelitian dan Tingkat Keyakinan.
Tingkat ketelitian menunjukan penyimpangan maksimum hasil pengukuran
dari waktu penyelesaian sebenarnya. Hal ini biasanya dinyatakan dalam
persen. Sedangkan tingkat keyakinan atau kepercayaan menunjukan
besarnya keyakinan atau kepercayaan pengukuran bahwa hasil yang
diperoleh memenuhi syarat tadi. Ini pun dinyatakan dalam persen. Jadi
tingkat ketelitian 5% dan tingkat keyakinan 95% memberi arti bahwa
pengukuran membolehkan rata-rata hasil pengukuranya menyimpang sejauh
5% dari rata-rata sebenarnya dan kemungkinan berhasil mendapatkan hal ini
adalah 95%. Atau dengan kata lain berate bahwa sekurang-kurangnya 95
dari 100 harga rata-rata dari sesuatu yang diukur akan memiliki
2. Pengujian Kecukupan Data.
Rumus pengujian kecukupan data, sebagai berikut:
2
N’ = Jumlah pengamatan yang seharusnya dilakukan.
x = Data hasil pengukuran.
s = Tingkat ketelitian yang dikehendaki (dinyatakan dalam desimal).
k = Harga indeks tingkat kepercayaan, yaitu:
Tingkat kepercayaan 0 % - 68 % harga k adalah 1.
Tingkat kepercayaan 69 % - 95 % harga k adalah 2.
Tingkat kepercayaan 96 % - 100 % harga k adalah 3.
Setelah mendapatkan nilai N’ maka dapat diambil kesimpulan apabila N’<N
maka data dianggap cukup dan tidak perlu dilakukan pengambilan data kembali,
tetapi apabila N’ > N maka data belum mencukupi dan perlu dilakukan
pengambilan data lagi.
2.6 Penelitian Terdahulu.
Yang dijadikan landasan pada penelitian ini adalah :
1. ”Evaluasi Ergonomis Dalam Perancangan Produk” oleh : Sritomo
Wignjosoebroto, Institut Teknologi Sepuluh November. Pada penelitian
tersebut menyatakan bahwa evaluasi ergonomis dalam hal ini merupakan