v Universitas Kristen Maranatha
ABSTRAK
Dengan semakin ketatnya persaingan di antara industri garment yang ada saat ini, dan agar dapat bertahan dan bahkan berkembang dalam sengitnya persaingan terutama bagi perusahaan garment sub-contract, maka salah satu jalan yang harus ditempuh adalah dengan terus-menerus meningkatkan kualitas produk yang mereka hasilkan. Hal ini disebabkan karena konsumen, dalam kasus ini adalah perusahaan pemegang merek, terutama barang-barang bermerek menginginkan agar produk yang akan mereka jual ke pasar tidaklah memiliki cacat sedikitpun. Hal ini disebabkan adanya upaya pencapaian brand image yang memiliki kualitas yang baik, serta semakin pedulinya konsumen akan masalah kualitas.
CV. Tandika Jaya Lestari selaku salah satu perusahaan sub-contract merek-merek terkenal masih mengalami permasalahan dengan tingginya jumlah cacat yang mereka hasilkan. Rata-rata jumlah produk cacat yang timbul pada produk pakaian olahraga pria dengan merek diadora ini berkisar antara 5-7% dari total produk yang dihasilkan. Dengan cukup tingginya jumlah cacat yang dihasilkan tersebut menyebabkan perusahaan mengalami penurunan pendapatan yang diakibatkan membengkaknya biaya penggunaan sumber daya. Membengkaknya jumlah sumber daya tersebut meliputi biaya bahan baku seperti benang dan biaya upah pekerja yang akan timbul dari produk cacat yang dihasilkan, alokasi penggunaan sumber daya ini digunakan untuk melakukan perbaikan produk yang masih bisa diperbaiki. Hal ini disebabkna karena pihak pemesan tidak menginginkan adanya cacat apapun dan dalam jumlah berapapun dalam setiap pakaian yang mereka pesan.
Oleh sebab itu maka permasalahan yang dihadapi oleh CV. Tandika Jaya Lestari akan coba diselesaikan dengan menggunakan metode DMAIC. Tahapan awal dimulai dengan melakukan wawancara serta observasi mngenai jumlah dan jenis cacat yang timbul. Kemudian data akan diolah dengan menggunakan tahapan stratifikasi untuk menentukan tipe karakteristik cacat, pembuatan diagram pareto untuk menentukan prioritas penanganan cacat yang utama, serta menghitung nilai sigma guna mengetahui seberapa besar kemampuan perusahaan, dimana dari hasil perhitungan nilia sigma diketahui tingkat kemampuan perusahaan adalah sebesar 4,005375σ, lalu dilanjutkna dengan mencari akar penyebab timbulnya masalah menggunakan FTA (Fault Tree Analysis) dan pengidentifikasian serta pencegahan
failure mode potensial dengan menggunakan FMEA (Failure Mode And Effect Analysis).
viii Universitas Kristen Maranatha
DAFTAR ISI
COVER
LEMBAR PENGESAHAN………ii
SURAT KETERANGAN PERUSAHAAN………..iii
LEMBAR PERNYATAAN HASIL KARYA PRIBADI………iv
ABSTRAK………..……….v
KATA PENGANTAR DAN UCAPAN TERIMAKASIH……….….vi
DAFTAR ISI……….……viii
DAFTAR TABEL……….xiv
DAFTAR GAMBAR……….……xv
DAFTAR LAMPIRAN………..….xvii
BAB 1 PENDAHULUAN
1.1Latar Belakang Masalah……….1-1 1.2Identifikasi Masalah………...1-2
1.3Pembatasan Masalah………. 1-4
1.4Perumusan Masalah………....1-4 1.5Manfaat Dan Tujuan Penelitian………..1-5 1.5.1Manfaat Penelitian……….1-5 1.5.2Tujuan Penelitian………...1-5 1.6Sistematika Penulisan……….1-5
BAB 2 TINJAUAN PUSTAKA
ix Universitas Kristen Maranatha 2.1.1 Definisi Kualitas Secara Umum………2-1 2.1.2 Definisi Kualitas Dari Berbagai Sudut Pandang………2-1 2.1.3 Pentingnya Kualitas………...2-3
2.1.4 Dimensi Kualitas………2-5
2.2 Pengendalian Kualitas……….2-6 2.2.1 Pengertian Pengendalian Kualitas………...2-6 2.2.2 Siklus Pengendalian Kualitas……….2-8 2.3 Six Sigma Dan Management Mutu………..……...2-8 2.3.1 Definisi Six Sigma………..…...2-8 2.3.2 Management Six Sigma………...2-12 2.3.3 Strategi Manajemen Dan Perbaikan Six Sigma………...2-14 2.4 Model Perbaikan Proses Six Sigma (DMAIC)……….…2-15
2.4.1 Definisi DMAIC………..…2-15
2.4.2 Model Perbaikan Six Sigma…...………...2-16 2.4.3 Keuntungan Potensial Langkah-Langkah DMAIC………..…..2-19 2.4.4 Alat-Alat Yang Digunakan Dalam Model Perbaikan Six Sigma…....2-21 2.4.5 Perhitungan Nilai Sigma……….….2-31 2.4.6 Fault Tree Analysis (FTA)……….…..2-32 2.4.7 Failure Mode and Effect Analysis (FMEA)………....……2-32
BAB 3 METODOLOGI PENELITIAN
3.1 Studi Kepustakaan……….3-3
3.2 Pengumpulan Data………..3-4
3.3 Pengolahan Data……….3-4
3.3.1 Stratifikasi………..…………3-4
3.3.2 Diagram Pareto……….……….3-4
x Universitas Kristen Maranatha 3.3.4 Proses Sigma Calculation……….……….3-6
3.4 Analisis Data………..…3-6
3.4.1 Analisis Stratifikasi………..……….…..…..3-6 3.4.2 Analisis Diagram Pareto………..…………...……...3-7 3.4.3 Analisis Peta kendali p………..…….……3-7 3.4.4 Analisis Proses Sigma Calculation………..…….…….3-7 3.4.5 Analisis FTA……….………..…..3-7
3.4.6 Analisis FMEA……….……….3-7
3.5 Usulan………...…….3-8
3.6 Control………..….3-8
3.7 Kesimpulan dan Saran……….………..3-8
BAB 4 PENGUMPULAN DATA
4.1 Data Umum Perusahaan………4-1
4.1.1 Sejarah Singkat Perusahaan……….……….4-1 4.1.2 Jam Kerja Perusahaan……….……..4-2 4.13 Struktur Organisasi Perusahaan……….………....4-2 4.1.4 Job Description……….………....4-2
4.2 Proses Produksi………..4-7
4.2.1 Peta Proses Operasi………...4-9 4.2.1.1 Peta Proses Operasi Persiapan……….………4-10 4.2.1.2 Peta Proses Operasi Keseluruhan……….…………...4-10 4.2.2 Data Mesin Yang Digunakan………...……4-11 4.4 Penentuan CTQ (Critical To Quality)……….4-17 4.5 Karakteristik Jenis Cacat……….4-18
xi Universitas Kristen Maranatha
5.1 Stratifikasi……...………5-1
5.1.1 Pengolahan Stratifikasi……….….5-1 5.1.2 Analisis Stratifikasi……….……...5-2
5.2 Diagram Pareto………...5-6
5.2.1 Pengolahan Diagram Pareto………..5-7 5.2.2 Analisis Diagram Pareto………5-8
5.3 Peta Kendali p………5-9
5.3.1 Pengolahan Peta Kendali p Untuk Bulan November …………..…….5-9 5.3.2 Analisis Peta Kendali p Untuk Bulan November………....5-10 5.4 Proses Sigma Calculation……….5-11 5.4.1 Pengolahan Proses Sigma Calculation………5-11 5.4.2 Analisis Proses Sigma Calculation……….5-12 5.5 Fault Tree Analysis………..5-13 5.5.1 Pengolahan Fault Tree Analysis……….5-13 5.5.2 Analisis Fault Tree Analysis………..5-13
5.5.2.1 Analisis FTA Cacat Obras Melenceng………...5-13 5.5.2.2 Analisis FTA Cacat Perbaikan Tidak Sempurna………5-16 5.5.2.3 Analisis FTA Cacat Jahitan Tidak Rapi……….5-18 5.5.2.4 Analisis FTA Cacat Jahitan Loncat………5-20 5.5.2.5 Analisis FTA Cacat Jahitan Double………...5-20 5.5.2.6 Analisis FTA Cacat Lipatan Terjahit………..5-23 5.5.2.7 Analisis FTA Cacat Lipatan Tidak Terobras Sempurna…….5-25 5.5.2.8 Analisis FTA Cacat Noda………...5-26 5.5.2.9 Analisis FTA Cacat kain Mengkilap………...5-28 5.6 Failure Mode And Effect Analysis………...5-31
5.6.1 Pengolahan FMEA………...…5-31
xii Universitas Kristen Maranatha 5.6.2.1 Analisis FMEA Cacat Obras Melenceng……….5-31 5.6.2.2 Analisis FMEA Cacat Perbaikan Tidak Sempurna…….…….5-48 5.6.2.3 Analisis FMEA Cacat Jahitan Tidak Rapi……….……..5-52 5.6.2.4 Analisis FMEA Cacat Jahitan Loncat………..……5-54 5.6.2.5 Analisis FMEA Cacat Jahitan Double……….….…..5-57 5.6.2.6 Analisis FMEA Cacat Lipatan Terjahit……….….….5-61 5.6.2.7 Analisis FMEA Cacat Lipatan Tidak Terobras Sempurna…..5-65 5.6.2.8 Analisis FMEA Cacat Noda………5-69 5.6.2.9 Analisis FMEA Cacat kain Mengkilap………5-72 5.6.3 Rekapitulasi Nilai RPN……….………..5-75
5.7 Usulan………...5-78
5.71 Usulan Menambah Exhaust Fan ………..………5-78 5.7.2 Usulan Memperbaiki Kedisiplinan Operator………..……5-78 5.7.3 Usulan Mengubah Rangkaian Listrik Di Atas Lini Produksi Yang Dibagi Ke Dalam 2 Stop Kontak………..…...5-79 5.7.4 Usulan memperbaiki Dimensi Tinggi Kursi………....5-79 5.7.5 Usulan Mempertimbangkan penambahan jumlah tenaga kerja….….5-80 5.7.6 Usulan Memberi Pelatihan Pada Operator baru………..…...5-80 5.7.7 Usulan memperbaiki Atau Mengganti Mesin Atau Gunting Yang Sudah
Tua………5-81
5.7.8 Usulan Melakukan Jadwal Perawatan Mesin Secara Berkala Sesuai
Dengan Anjuran………5-81
5.7.9 Usulan Meningkatkan Pengawasan Terhadap Kebersihan dan Meningkatkan Kedisiplinan Operator Dalam Menjalankan Prosedur
Kerja………..5-82
xiii Universitas Kristen Maranatha 5.7.12 Usulan Meningkatkan Kualitas Benang dan Jarum Yang Digunakan dengan membuat Spesifikasi Kebutuhan Yang Jelas………..….5-83
BAB 6 KESIMPULAN DAN SARAN
6.1 Kesimpulan………6-1
6.2 Saran ………6-2
LAMPIRAN
xiv Universitas Kristen Maranatha
DAFTAR TABEL
Tabel 1.1 Data Jumlah Cacat Dalam 6 Bulan Terakhir………1-4 Tabel 4.1 Klasifikasi Critical To Quality………...4-17 Tabel 4.2 Tabel Data Cacat Bulan Berjalan (November)……...………4-22 Tabel 4.3 Tabel Probabilitas Cacat………4-23 Tabel 5.1 Klasifikasi Cacat………..5-2 Tabel 5.2 Pengolahan Diagram Pareto Dari Besar ke Kecil……….5-7 Tabel 5.3 Pengolah Peta P Bulan November………....5-9 Tabel 5.4 Klasifikasi Jumlah Cacat………5-11 Tabel 5.5 Tabel Nilai Sigma………...5-12
Tabel 5.6 Tabel FMEA………...5-37
xv Universitas Kristen Maranatha
DAFTAR GAMBAR
Gambar 2.1 Sistem Close-Loop………2-13 Gambar 3.1 Flow Chart Metodologi Penelitian………..3-1 Gambar 4.1 Struktur Organisasi CV. Tandika Jaya Lestari……….4-2 Gambar 4.2 Peta Proses Operasi Bagian Persiapan………4-10 Gambar 4.3 Peta Proses Operasi Keseluruhan………4-11 Gambar 4.4 Alat Pemotong Pola………4-12 Gambar 4.5 Mesin Obras………... 4-13
Gambar 4.6 Mesin Jahit……….4-14
Gambar 4.7 Proses Steam………...4-15 Gambar 4.8 Alat Potong Biz………..4-16 Gambar 4.9 Alat Kompressor……….4-16 Gambar 4.10 Cacat Noda………...4-18 Gambar 4.11 Cacat Obras Melenceng………4-19 Gambar 4.12 Cacat Obras Tidak Sempurna………...4-19 Gambar 4.13 Cacat Jahitan Double………4-19 Gambar 4.14 Cacat Jahitan Tidak Rapi……….4-20 Gambar 4.15 Cacat Jahitan Loncat………4-20
Gambar 4.16 Cacat Kain………4-21
xvii Universitas Kristen Maranatha
DAFTAR LAMPIRAN
LAMPIRAN 1
Tabel Ranking Severity
Ranking Effect Criteria : Severity of Effect
10 Hazardous Hazardous effect without warnin. Safety related. Regulatory non-complaint.
9 Serious Potential hazzardous effect. Able to stop without wishap. Regulatory compliance in jeopardy.
8 Extreme Item operable but safe. Costumer very dissatisfied.
7 Major Performance severely affected but functional and safe. Costumer dissatisfied.
6 Significat
Performance degraded but operable and safe. Non vital part inoperable. Costumer experience discomfort
5 Moderate Performance moderely affected. Fault on non vital part need repair. Costumer experience some dissatisfactin.
4 Minor
Minor effect on performnace. Fault does not require repair.
Non vital fault always noticed.
3 Slight Slight effect on performance. Non vital fault notice most of the time. Costumer is slight annoyed.
2 Very Slight Very slight effect on performance. Non-vital fault may be noticed. Costumer is not annoyed.
LAMPIRAN 2
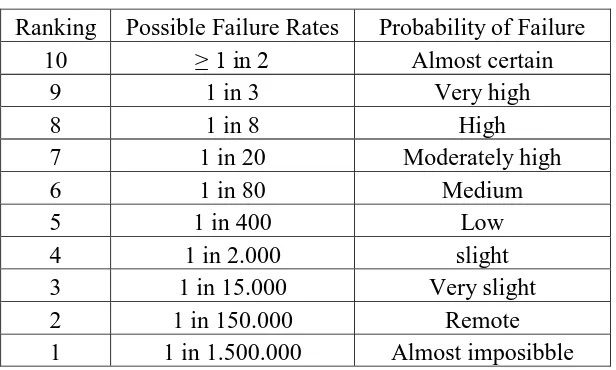
Tabel Ranking Occurrence
Ranking Possible Failure Rates Probability of Failure 10 ≥ 1 in 2 Almost certain
9 1 in 3 Very high
8 1 in 8 High
7 1 in 20 Moderately high
6 1 in 80 Medium
5 1 in 400 Low
4 1 in 2.000 slight
3 1 in 15.000 Very slight
2 1 in 150.000 Remote
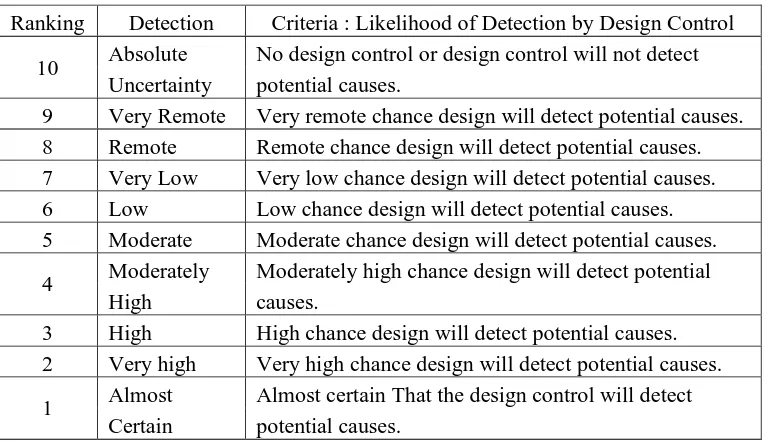
LAMPIRAN 3
Tabel Ranking Detectability
Ranking Detection Criteria : Likelihood of Detection by Design Control
10 Absolute No design control or design control will not detect Uncertainty potential causes.
9 Very Remote Very remote chance design will detect potential causes. 8 Remote Remote chance design will detect potential causes. 7 Very Low Very low chance design will detect potential causes. 6 Low Low chance design will detect potential causes. 5 Moderate Moderate chance design will detect potential causes.
4 Moderately Moderately high chance design will detect potential High causes.
3 High High chance design will detect potential causes. 2 Very high Very high chance design will detect potential causes.
1-1 Universitas Kristen Maranatha
BAB I
PENDAHULUAN
1.1 Latar Belakang Masalah
Pakaian merupakan salah satu kebutuhan manusia yang sangat vital. Saat ini, produksi pakaian merupakan salah satu industri yang banyak digeluti oleh para pengusaha. Hal tersebut dikarenakan pangsa pasar yang tersedia sangatlah besar. Faktor lain seperti cepatnya pergantian mode, disamping itu sebagian besar penduduk indonesia yang kini kurang-lebih berpopulasi 250.000.000 penduduk didominasi penduduk dengan usia produktif (17-55 tahun), dimana saat usia produktif kebutuhan akan pakaian masih sangat penting untuk menunjang aktivitas. Terutama pada kalangan remaja dan para eksekutif muda yang sangat memperhatikan gaya berpakaian mereka, guna menunjang penampilan mereka dalam bergaul baik dengan teman maupun relasi bisnis mereka.
Oleh sebab itu setiap perusahaan yang bergerak di bidang garment terdorong untuk secara berkesinambungan dapat terus menerus memperbaiki dan meningkatkan kualitas produk yang dihasilkannya. Terutama bagi perusahaan-perusahaan yang bergerak di bidang garment yang menjadi perusahaan-perusahaan
sub-contract bagi pemegang merek-merek terkenal. Dimana tuntutan kesempurnaan
kualitas menjadi kunci keberlangsungan hidup bagi perusahaan garment
sub-contract ini. Semakin banyak produk cacat yang dihasilkan akan semakin
menekan jumlah profit yang mereka dapat. Hal ini dikarenakan mereka tidak mau membayar sepeserpun bagi produk cacat yang dihasilkan akibat image brand mereka yang telah dipercaya memiliki kualitas yang menuntut kesempurnaan, sehingga guna memenuhi target perjanjian klausul kontrak tersebut, perusahaan
sub-contract harus menanggung konsekuensinya dengan mengeluarkan biaya
ekstra untuk membeli bahan baku, tenaga kerja, dan sumber-sumber daya yang lain. Sehingga diperlukan peningkatan dan perbaikan kualitas dalam upaya untuk menekan jumlah produk cacat yang dihasilkan.
Bab I Pendahuluan 1-2
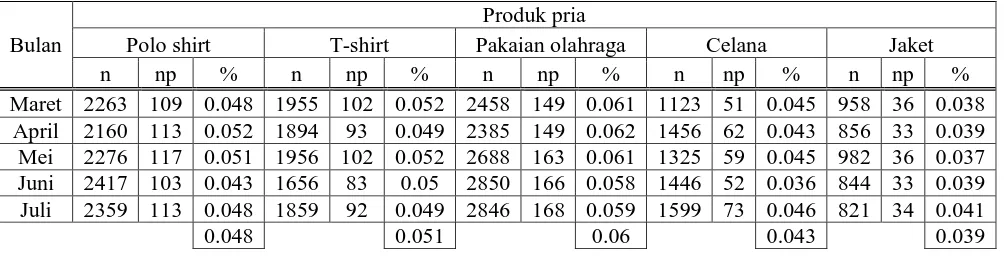
Universitas Kristen Maranatha Dimana CV. Tandika Jaya Lestari merupakan salah satu produsen merek-merek pakaian olahraga yang telah terkenal seperti diadora, dan league bagi pasaran lokal. Produk lokal yang diproduksi bagi merek diadora dan league tersebut antara lain jaket olahraga, T-shirt, pakaian dan celana olahraga. Namun saat ini persentase produk cacat yang terjadi di CV. Tandika Jaya Lestari cukup besar yaitu sekitar 5%-7% untuk pakaian jadi yang cukup sulit modelnya, dan untuk model yang cukup mudah berkisar antara 3%-5%. Selain itu pola-pola baju yang cacat berkisar antara 2-3% dari jumlah pola. Oleh sebab itu diperlukan upaya perbaikan serta peningkatan kualitas agar jumlah produk cacat tersebut dapat ditekan seminimal mungkin. Data produk cacat yang terjadi dalam 6 bulan terakhir akan dilampirkan pada tabel 1.1.
Berdasarkan permasalahan yang terjadi di atas, maka untuk membantu CV. Tandika Jaya Lestari untuk memperbaiki kualitasnya, metode DMAIC akan coba untuk diterapkan pada CV Tandika Jaya Lestari. Sehingga diharapkan CV. Tandika Jaya Lestari dapat melakukan perbaikan kualitas produk serta dapat menekan jumlah produk cacat yang terjadi.
1.2 Identifikasi Masalah
Tahap identifikasi masalah adalah tahap dimana kita mengidentifikasi masalah-masalah apa saja yang dihadapi oleh perusahaan. Berikut adalah permasalahan yang dihadapi oleh CV. Tandika Jaya Lestari saat ini, antara lain adalah :
1. Kain yang datang dari suplier tidak melalui proses quality control yang ketat hal ini disebabkan perusahaan berasumsi bahwa kain yang dipesan merupakan kain dengan kategori yang baik dan memiliki harga yang cukup tinggi, sehingga proses pemeriksaan tidak dilakukan dengan ketat, bahkan kualitasnya sudah tidak lagi diperiksa ulang saat bahan baku kain tiba.
Bab I Pendahuluan 1-3
Universitas Kristen Maranatha 3. Jenis-jenis cacat yang terjadi untuk kategori sewing antara lain : jahitan meleset / loncat (run off stitchies), jahitan double, jahitan tidak rapi, obras melenceng, lipatan tidak terobras, lipatan yang terjahit (sewn in pleats). 4. Jenis-jenis cacat yang terjadi untuk kategori proses gosok (pressing) antara
lain : tanda bergaris pada garment kerena terlipat (permanent crease), hasil setrika yang tidak baik seperti kain menjadi mengkilap (burn mark, pressure
marks), kain terlipat saat disetrika.
5. Jenis-jenis cacat yang terjadi untuk kategori kebersihan (cleaness) adalah : noda yang terlihat (mark visible).
6. Jenis cacat yang terjadi untuk kategori finishing adalah perbaikan yang tidak sempurna (improper repair).
7. Meningkatnya jumlah kebutuhan sumber daya akibat banyaknya jumlah cacat yang dihasilkan yang berdampak pada menurunnya pendapatan, dan tertundanya jadwal pengiriman pesanan.
8. Tindakan pengendalian yang ada saat ini hanya sebatas mencatat jumlah dan jenis cacat, serta melakukan penyuluhan kepada operator-operator dimana cacat banyak terjadi. Namun sampai saat ini tidak ada langkah dan upaya yang nyata guna mengatasi tingginya persentase cacat yang timbul.
Persentase produk cacat untuk beberapa model dan jenis pakaian dapat dilihat pada tabel 1.1 di bawah ini.
Tabel 1.1
Data Jumlah Produk Cacat Dalam 6 Bulan Terakhir
Bulan
Produk pria
Polo shirt T-shirt Pakaian olahraga Celana Jaket n np % n np % n np % n np % n np %
Bab I Pendahuluan 1-4
Universitas Kristen Maranatha Guna mengatasi berbagai masalah tersebut, CV. Tandika Jaya Lestari memerlukan suatu perbaikan kualitas produk yang baik, tepat, dan sesuai, yaitu dengan cara menerapkan suatu sistem perbaikan yang komperhensif dan flexible guna mencapai, memberi support, dan memaksimalkan proses usaha, yang berfokus pada pendekatan berbeda dan lebih baik lagi bagi perbaikan secara keseluruhan. Oleh sebab itu salah satu metode perbaikan kualitas yaitu metode DMAIC (Define, Measure, Analyze, Improve, Control) akan coba digunakan untuk mengatasi permasalahan tersebut dalam penelitian ini.
1.3 Pembatasan Masalah
Pembatasan masalah yang digunakan dalam melakukan penelitian ini, adalah sebagai berikut:
1. Produk yang diamati hanya terdiri dari satu produk, yaitu produk pakaian olahraga merk diadora (type dd-04) karena memiliki persentasi jumlah cacat yang paling signifikan dibanding produk lain yang dihasilkan, selain itu karena masalah keterbatasan waktu yang tersedia.
2. Penulis melakukan tahapan DMAIC hanya sampai pemberian usulan pada tahap Improve dan Control.
1.4 Perumusan Masalah
Perumusan masalah yang akan dibahas dalam penelitian tugas akhir ini, adalah sebagai berikut :
1. Jenis cacat apa saja yang mempengaruhi kualitas produk yang dihasilkan? 2. Bagaimana tingkat kemampuan perusahaan saat ini?
3. Faktor-faktor apa saja yang menyebabkan cacat pada produk yang dihasilkan?
4. Bagaimana prioritas penanganan utama guna meminimasi jumlah cacat yang ditimbulkan?
Bab I Pendahuluan 1-5
Universitas Kristen Maranatha
1.5 Manfaat dan Tujuan Penelitian
1.5.1 Manfaat Penelitian
Manfaat dari penelitian yang dilakukan adalah untuk memenuhi persyaratan akademik guna mencapai gelar strata satu, melalui penulisan laporan tugas akhir ini.
1.5.2 Tujuan Penelitian
Adapun tujuan penelitian yang ingin dicapai, adalah sebagai berikut : 1. Mengidentifikasi jenis-jenis cacat yang dapat mempengaruhi kualitas produk
yang dihasilkan.
2. Mengetahui tingkat kemampuan perusahaan saat ini.
3. Mengetahui faktor-faktor apa saja yang menyebabkan terjadinya cacat produk.
4. Menentukan prioritas penanganan utama guna meminimasi jumlah cacat yang ditimbulkan
5. Memberikan usulan untuk memperbaiki kualitas dari produk yang diproduksi.
1.6 Sistematika Penulisan
Sistematika penulisan dalam penulisan Tugas akhir ini terdiri dari 6 bab, yaitu :
Bab 1 PENDAHULUAN
Bab 1 ini menjabarkan tentang latar belakang masalah, identifikasi masalah, pembatasan masalah, perumusan masalah manfaat, dan tujuan penelitian, serta sistematika penulisan.
Latar Belakang Masalah
Bab I Pendahuluan 1-6
Universitas Kristen Maranatha mengungkapkan kondisi dan situasi internal maupun eksternal perusahaan. Serta hal-hal yang berkaitan baik secara langsung maupun tidak langsung.
Identifikasi Masalah
Mengungkapkan inti-inti dari permasalahan yang timbul yang kemudian akan dijabarkan dan diteliti lebih lanjut guna mengendalikan dan meningkatkan kualitas di CV Tandika Jaya Lestari.
Pembatasan Masalah
Berisi batasan-batasan mengenai masalah-masalah yang akan diteliti, seperti produk yang akan diamati, dengan tujuan untuk mempermudah atau guna mempersempit ruang lingkup yang akan diteliti penulis.
Perumusan Masalah
Masalah-masalah akan dirumuskan dalam bentuk kalimat tanya karena masalah tersebut harus dapat dijawab oleh hasil penelitian dan pengolahan data, serta kesimpulan penelitian. Dengan demikian diharapkan para pembaca akan dapat dengan mudah mengetahui cakupan masalah yang ada.
Manfaat dan Tujuan Penelitian
Pada bagian ini diungkapkan alasan dikemukakannya masalah tersebut serta hal-hal apa saja yang ingin dicapai dalam pembahasan masalah tersebut.
Tujuan Penelitian dirumuskan dalam bentuk pertanyaan yang berasal dari perumusan masalah. Dengan demikian, akan terlihat hubungan antara perumusan masalah dan tujuan penelitian.
Sistematika Penulisan
Berisi penjelasan dari setiap pokok-pokok permasalahan yang disusun atas pasal demi pasal, bab demi bab, yang dituangkan dalam daftar isi, yang dijelaskan secara singkat.
Bab 2 TINJAUAN PUSTAKA
Bab I Pendahuluan 1-7
Universitas Kristen Maranatha pengetahuan dari setiap masalah yang diteliti, membantu pembahasan dan penguraian lebih lanjut terhadap masalah, dan untuk mambantu interpretasi hasil pengolahan data.
Bab 3 METODOLOGI PENELITIAN
Bab 3 ini, berisi penjabaran secara terperinci mengenai tahap-tahap yang dilakukan dalam melakukan penelitiannya dari awal hingga akhir, yang secara garis besar telah disinggung di dalam bab 1 yaitu bab pendahuluan, sehingga penyusunan laporan tugas akhir ini dapat terlaksana dan berjalan dengan baik dan lancar.
Bab 4 PENGUMPULAN DATA
Bab 4 ini, berisi mengenai data-data yang dikumpulkan yang terdiri dari data umum perusahaan ( sejarah singkat perusahaan, struktur organisasi, serta job
description), data-data pada bagian produksi (data proses produksi, peta proses
operasi produk ( Operation Process Chart / OPC)), jenis-jenis cacat serta definisi dari masing-masing jenis cacat yang disertai dengan gambar, serta data-data yang dikumpulkan penulis melalui pengamatan/observasi dan wawancara, yang disajikan dalam tabel pengamatan untuk produk yang diamati, yang kemudian akan diolah pada bab 5.
Bab 5 PENGOLAHAN DATA DAN ANALISIS
Bab I Pendahuluan 1-8
Universitas Kristen Maranatha Bab 6 KESIMPULAN DAN SARAN
Pada bab 6 ini, berisi mengenai hasil kesimpulan yang dikemukakan dengan singkat, padat dan jelas dengan berdasarkan pada hasil penelitian yang telah dilakukan. Kesimpulan ini merupakan jawaban yang diperoleh untuk pemecahan masalah penelitian, serta dapat mengukur sejauh mana tujuan penelitian dapat dicapai.
6-1 Universitas Kristen Maranatha BAB VI
KESIMPULAN DAN SARAN
6.1 Kesimpulan
Berdasarkan hasil penelitian yang telah dilakukan, dapat dijabarkan kesimpulan yang merupakan akhir dari proses penelitian ini, yaitu:
1 Jenis cacat yang mempengaruhi kualitas produk yang dihasilkan oleh CV. Tandika Jaya Lestari, beserta klarifikasi karakteristik cacatnya adalah:
Cacat jahitan double termasuk cacat mayor. Cacat jahitan tidak rapi termasuk cacat mayor. Cacat jahitan loncat termasuk cacat mayor. Cacat lipatan terjahit termasuk cacat mayor. Cacat obras melenceng termasuk cacat mayor.
Cacat lipatan tidak terobras dengan sempurna termasuk cacat mayor. Cacat noda termasuk cacat mayor.
Cacat kain mengkilap termasuk cacat mayor.
Cacat akibat perbaikan yang tidak sempurna termasuk cacat mayor.
2. Tingkat kemampuan CV. Tandika Jaya Lestari adalah sebesar 4,005375 sigma, nilai menunjukan bahwa CV. Tandika Jaya Lestari telah mencapai tingkat kualitas yang sama dengan rata-rata industri di Amerika Serikat. Dengan nilai DPMO sebesar 6117, yang berarti terdapat 6117 kesempatan cacat dalam setuja kesempatan.
3. Prioritas penanganan utama mengenai mana yang harus diperbaiki terlebih dahulu dapat digunakan menggunakan metode FMEA dimana prioritas akan didasarkan pada nilai RPN terbesar.
4. Faktor-faktor yang dapat menyebabkan terjadinya cacat pada produk, antara lain:
Bab VI Kesimpulan Dan Saran 6-2
Universitas Kristen Maranatha Atap yang terbuat dari seng
Operator yang kurang disiplin
Kurangnya penerangan pada lini produksi pada saat hari gelap Ukuran tinggi kursi yang kurang memperhatikan antropometri. Pihak perusahaan tidak mempertimbangkan penambahan operator Tidak jelasnya jobdesc dan jobspec saat proses seleksi.
Umur mesin yang sudah tua
Pihak perusahaan sengaja menunda jadwal perawatan berkala. Meningkatnya penggunaan sumber daya
Tidak adanya spesifikasi pembelian jarum yang jelas Kurang ketatnya pengawasan akan kebersihan
Operator kurang disiplin dalam menjalankan prosedur kerja. Alat bantu pelumasan telah mengalami kebocoran.
Sistem penggunaan bahan baku yang tidak mengikuti aturan FIFO. Umur gunting sudah tua.
Tidak adanya spesifikasi pembelian benang yang jelas.
5. Hal-hal yang dapat diusulkan untuk membantu memperbaiki kualitas di CV. Tandika Jaya Lestari, antara lain:
Menambah jumlah exhaust fan.
Memperbaiki kedisiplinan operator dalam bekerja.
Mengubah rangkaian listrik di atas lini produksi yang dibagi ke dalam 2 Stop Kontak
Memperbaiki dimensi tinggi kursi sesuai dengan antropometri operator. Mempertimbangkan untuk menambah jumlah operartor.
Memberikan training pada operator baru sebelum langsung turun ke lantai produksi.
Perbaikan dan atau penggantian mesin serta gunting yang sudah terlalu tua.
Bab VI Kesimpulan Dan Saran 6-3
Universitas Kristen Maranatha Meningkatkan pengawasan akan kebersihan di area produksi dan
meningkatkan kedisiplinan operator dalam menjalankan prosedur kerja Melakukan perbaikan atau mengganti alat bantu pelumasan.
Membuat Alat Bantu Penyimpanan Bahan Baku Agar Dapat mengaplikasi Aturan FIFO
Meningkatkan Kualitas Benang dan Jarum Yang Digunakan dengan membuat Spesifikasi Kebutuhan Yang Jelas
6.2Saran
Adapun saran yang diusulkan untuk CV. Tandika Jaya lestari adalah sebagai berikut:
1. Pihak perusahaan sebaiknya memesang alat ventilasi udara sebagai konsekuensi digunakannya bantuan cahaya matahari sebagai peneranagn yang akan meningkatkan suhu di dalam ruangan.
2. Pihak perusahaan juga sebaiknya lebih memperhatikan kenyamanan lingkungan kerja bagi operator yang meliputi faktor lingkungan serta faktor lain seperti alat-alat yang digunakan sebisa mungkin tidak memberatkna pekerjaan manusia sehingga dapat menunjang kelancaran proses produksi. 3. Pihak perusahaan disarankan untuk memperhatikan kesejahteraan operator
dengan cara memberikan penjelasan mengenai detail pembayran upah buruh, sehingga tidak menimbulkan keresahan di kalangan operator.
4. Pihak perusahaan sebaiknya melakukan usaha perbaikan kualitas setelah dilakukannya perbaikan kualitas ini guna terus meminimalisir jumlah cacat, dengan cara melakukan melakukan pencatatan jenis dan jumlah secara detail pada lembar pemeriksaan sehingga upaya perbaikan dapat dilakukan dengan lebih mudah.
5. Usaha perbaikan dapat dilakukan dengan menggunakan metode DMAIC kembali, setelah proses control terhadap usulan perbaikan dilakukan oleh pihak perusahaan.
Bab VI Kesimpulan Dan Saran 6-4
Universitas Kristen Maranatha penelitian ulang untuk menemukan masalah lainnya yang menimbulkan banyaknya jumlah cacat yang timbul.
7. Penggunaan dan atau pembelian mesin atau alat-alat sebaiknya menghindari mesin dan alat-alat rekondisi untuk meminimalisir kerugian, karena kita tidak mengetahui riwayat penggunaan sebelumnya dan jaminan terhadap sparepart yang kini melekat dalam mesin tersebut. Dari hasil wawancara dengan beberapa toko penjual alat-alat garment diketahui abhwa garansi yang diberikan terhadap mesin bekas hanya selama 1bulan saja.
8. Jika sendainya akan dilakukan penggantian mesin dengan mesin baru maka disarankan agar perushaan memilih mesin type baru yang telah menggunakan teknologi baru guna membantu pekerjaan operator. Teknology tersebut antara lain dapat membantu untuk menjahit dalam garis jalur yang benar-benar lurus yang dikontrol oleh sensor yang terdapat dalam mesin tersebut. Hal ini dapat memberikan keuntungan berupa jenis dan jumlah cacat berupa jahitan atau obras yang kurang rapi dan melenceng dapat diminimalisir. Namun disisi lain tentu biaya yang dikeluarkan akan sedikit lebih mahal dan perlu adanya training guna menggunakan mesin ini kepada operator.