IV. PENENTUAN WAKTU BAKU DAN KAPASITAS BAKU
4.1 Pembuatan form pengambilan dan pengolahan data.
Dalam menentukan waktu dan kapasitas baku dibuat form pengambilan dan pengolahan data untuk membantu pelaksanaannya. Dalam form pengambilan data berisikan tabel data-data yang diperlukan antara lain nama mesin, nomor mesin, jenis kapasitas, jml operator, waktu pengambilan data, sample waktu proses, hambatan tak terhindarkan serta keterangan mengenai komponen yang dikerjakan dan suasana kerjanya. Dalam form pengolahan data berisikan tabel untuk mengitung allowance yang diberikan untuk mesin tersebut, waktu baku, kapasitas baku serta rentang waktu terpendek dan terpanjang ke waktu rata-rata.
Form pengambilan dan pengolahan data dapat dilihat pada lampiran 1 dan 2.
4.2 Pengkategorian kapasitas tiap mesin.
Dalam menentukan waktu dan kapasitas baku tiap mesin pelu dikategorikan dalam beberapa kategori. Pengkategorian ini berdasarkan fisik (ukuran, kelengkungan) dari komponen tersebut serta tingkat kesulitan kerja dalam melakukan proses produksinya.
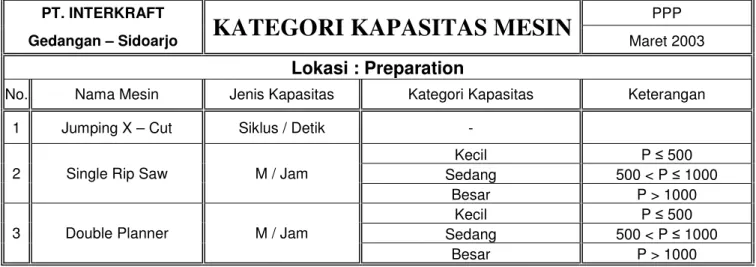
Tabel 4.1 kategori kapasitas mesin.
PT. INTERKRAFT PPP
Gedangan – Sidoarjo
KATEGORI KAPASITAS MESIN
Maret 2003Lokasi : Preparation
No. Nama Mesin Jenis Kapasitas Kategori Kapasitas Keterangan
1 Jumping X – Cut Siklus / Detik -
Kecil P 500
Sedang 500 < P 1000
2 Single Rip Saw M / Jam
Besar P > 1000
Kecil P 500
Sedang 500 < P 1000
3 Double Planner M / Jam
Besar P > 1000
No. Nama Mesin Jenis Kapasitas Kategori Kapasitas Keterangan
Kecil P 500
Sedang 500 < P 1000
4 Moulding M / Jam
Besar P > 1000
5 Laminating Siklus / Detik -
MDF - Lengkung Solid - Lurus
6 Band Saw Siklus / Detik
Solid - Lengkung
Kecil P 1000
Sedang 1000 < P 1750
7 Running Saw Siklus / Detik
Besar P > 1750
8 Double End / Saw Siklus / Detik -
Mesin
Gergaji Manual Besar Pakai Mal
9 Split Saw Siklus / Detik
Gergaji manual Kecil Tidak Pakai Mal
10 Mesin HF Siklus / Detik -
Kecil P 500
Sedang 500 < P 1000
11 Multi Rip Saw M / Jam
Besar P > 1000
Kecil 1 S = 6 pcs
Sedang 1 S = 3 - 4 pcs
12 Hot Press Veneer Siklus / Detik
Besar 1 S = 2 pcs
Lokasi : Processing
No. Nama Mesin Jenis Kapasitas Kategori Kapasitas Keterangan
Lurus - Kecil P 500
Lurus - Sedang 500 < P 1000 Lurus - Besar P > 1000 Lengkung - Kecil
Lengkung - Sedang
1 Spindle Siklus / Detik
Lengkung - Besar
2 Spindle Vertical Siklus / Detik -
Kecil P 250
Sedang 250 < P 750
3 Panel Saw Siklus / Detik
Besar P > 750
Mudah Tidak Pakai Mal
4 Table Saw Siklus / Detik
Sulit Pakai Mal
5 X - Cut Siklus / Detik -
Sudut
Lingkar Dalam - Kecil
ø
6006 Router Atas Siklus / Detik
Lingkar Dalam - Besar
ø >
6007 Router Bawah Siklus / Detik -
Tembus 8 Bor Horisontal Siklus / Detik
Tidak Tembus Tembus
9 Multi Bor Siklus / Detik
Tidak Tembus
No. Nama Mesin Jenis Kapasitas Kategori Kapasitas Keterangan
10 Round Copy Shaper Siklus / Detik MDF
Solid
11 Multizer Siklus / Detik -
12 Tenoner Siklus / Detik -
13 Bor Manual Siklus / Detik -
14 Copy Shaper Siklus / Detik -
15 Wide Belt M / Jam -
16 Amplas Kotak Siklus / Detik -
17 Orbital (Amplas kotak) Siklus / Detik -
18 Killinger Siklus / Detik -
19 Sukerman Siklus / Detik - 1 Siklus = 8 Pcs
20 Dove Tail Siklus / Detik - 1 Siklus = 4 Pcs
21 Brush Sander Siklus / Detik -
22 Oscilating Siklus / Detik -
23 Drum Sander Siklus / Detik -
Lokasi : Assembling
No. Nama Mesin Jenis Kapasitas Kategori Kapasitas Keterangan
Kecil 1 Buah
Sedang 4 Buah
1 Rakit Mur Nanas Siklus / Detik
Besar 8 Buah
2 Rakit Apront Siklus / Detik -
kecil Per Pcs
3 Base Coat Siklus / Detik Besar Per Palet
Kecil Per Pcs
4 Gosok Base Coat Siklus / Detik
Besar Per Palet
5 Rakit Apront & Top Siklus / Detik -
Kecil
ø
6006 Dempul Siklus / Detik
Besar
ø >
600Datar - Kecil
ø
600Datar - Besar
ø >
600Lengkung - Kecil P 500
7 Amplas Siklus / Detik
Lengkung - Besar P > 500 8 Rakit Leg&Shelf Support Siklus / Detik -
9 Rakit Mirror palliser Siklus / Detik -
10 Rakit Press leg Siklus / Detik -
11 Rakit Drawer Siklus / Detik -
12 Rakit Press Top Panel Siklus / Detik -
4.1.3 Pengambilan data.
Dalam langkah pengambilan data ini, penulis mengambil data nama
mesin, nomor mesin, jenis kapasitas, jml operator, waktu pengambilan data,
sample waktu proses, hambatan tak terhindarkan serta keterangan mengenai
komponen yang dikerjakan dan suasana kerjanya. Pengambilan sample waktu
proses ini menggunakan bantuan stopwatch.
Pengambilan data ini dibagi dalam beberapa rentang waktu tertentu berdasarkan waktu kritis produksi. waktu kritis tersebut adalah waktu pada awal produksi, mendekati waktu istirahat, setelah istirahat dan mendekati waktu pulang. Waktu-waktu tersebut antara lain :
1. Hari Senin – Kamis a. 07.30 – 09.45 b. 09.45 – 12.00 c. 13.00 – 14.15 d. 14.15 – 15.30 2. Hari Jumat
a. 07.30 – 09.30 b. 09.30 – 11.30 c. 13.00 – 14.15 d. 14.15 – 15.30 3. Hari Sabtu
a. 07.00 – 09.00 b. 09.00 – 11.00 c. 11.00 – 12.30
Selain dibedakan berdasarkan waktu pengambilannya, data juga dibedakan berdasarkan jenis kapasitas yang digunakan. Jenis kapasitas yang digunakan antara lain :
1. Siklus / jam.
Jenis kapasitas ini didapatkan dengan menghitung waktu proses 1 siklus untuk memproses komponen tersebut. Jenis kapasitas ini biasa digunakan untuk mesin spindle, router, boring, dll.
2. M / jam
Jenis kapasitas ini didapatkan dengan menghitung waktu dr bahan masuk hingga keluar dan jarak dr bahan masuk hingga keluar. Jenis kapasitas ini biasa digunakan untuk mesin moulding, rip saw, dan wide belt.
4.1.4 Pengujian kategori kapasitas
Sebelum melangkah pada pengujian dan pengolahan data, data yang telah dikategori-kategorikan tersebut diuji secara statistik untuk memastikan apakah memang dua atau tiga kategori data tersebut berbeda. Dalam pengujian ini digunakan bantuan software minitab yaitu 2-sample-t test (Uji Homogen).
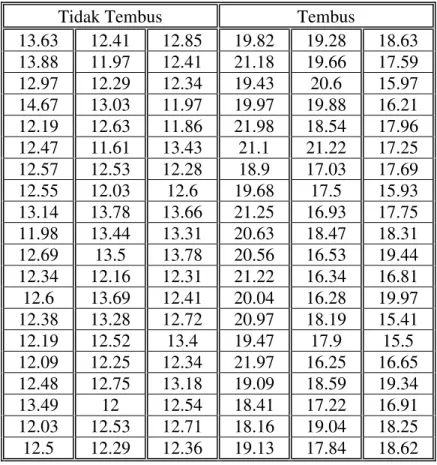
Contoh : Mesin Multi Bor (Kategori tembus dan tidak tembus)
Tabel 4.2 Data Mesin Multi Bor Kategori Tidak Tembus Dan Tembus.
Tidak Tembus Tembus
13.63 12.41 12.85 19.82 19.28 18.63 13.88 11.97 12.41 21.18 19.66 17.59
12.97 12.29 12.34 19.43 20.6 15.97
14.67 13.03 11.97 19.97 19.88 16.21 12.19 12.63 11.86 21.98 18.54 17.96
12.47 11.61 13.43 21.1 21.22 17.25
12.57 12.53 12.28 18.9 17.03 17.69
12.55 12.03 12.6 19.68 17.5 15.93
13.14 13.78 13.66 21.25 16.93 17.75 11.98 13.44 13.31 20.63 18.47 18.31
12.69 13.5 13.78 20.56 16.53 19.44
12.34 12.16 12.31 21.22 16.34 16.81
12.6 13.69 12.41 20.04 16.28 19.97
12.38 13.28 12.72 20.97 18.19 15.41
12.19 12.52 13.4 19.47 17.9 15.5
12.09 12.25 12.34 21.97 16.25 16.65 12.48 12.75 13.18 19.09 18.59 19.34
13.49 12 12.54 18.41 17.22 16.91
12.03 12.53 12.71 18.16 19.04 18.25
12.5 12.29 12.36 19.13 17.84 18.62
Uji Homogen
H
0= Kedua kategori homogen H
1= Kedua kategori tidak homogen Tolak H
ojika P-value <
yang digunakan 5 %
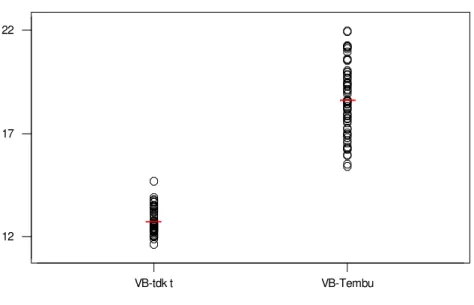
Two-Sample T-Test and CI: VB-tdk tembus, VB-Tembus
Two-sample T for VB-tdk tembus vs VB-Tembus N Mean StDev SE Mean VB-tdk t 60 12.700 0.620 0.080 VB-Tembu 60 18.61 1.72 0.22 Difference = mu VB-tdk tembus - mu VB-Tembus Estimate for difference: -5.908
95% CI for difference: (-6.377, -5.438)
T-Test of difference = 0 (vs not =): T-Value = -25.08 P-Value = 0.000 DF = 74 Dotplots of VB-Tdk Tembus, VB-Tembus
VB-tdk t VB-Tembu
12 17 22
Dotplots of VB-tdk t and VB-Tembu
(means are indicated by lines)
Gambar 4.1 Gambar Dotplot Data Multi Bor (Tidak Tembus Dan Tembus)
Dari hasil pengujian diatas dapat kita lihat bahwa P-value yang hasilkan adalah 0, sehingga dapat disimpulkan bahwa memang kedua kategori tersebut tidak homogen / tidak sama. Hal tersebut juga dapat dilihat dari hasil dotplot data yang ada, data kedua kategori tersebut terletak pada range yang berbeda sehingga tampak jelas bahwa kedua kategori tersebut berbeda.
Untuk semua kategori juga dilakukan uji homogen untuk memastikan bahwa kategori-kategori tersebut homogen atau tidak.
4.1.5 Pengujian dan pengolahan data
Setelah semua data telah terkumpul kemudian dilakukan pengujian dan pengolahan terhadap data tersebut. Pengujian data dilakukan untuk menguji apakah data yang tersebut valid atau tidak. Pengujian dibagi menjadi 3 tahap yaitu uji kenormalan data, uji keseragaman data dan uji kecukupan data. Pengolahan data dilakukan dengan menggunakan bantuan software minitab.
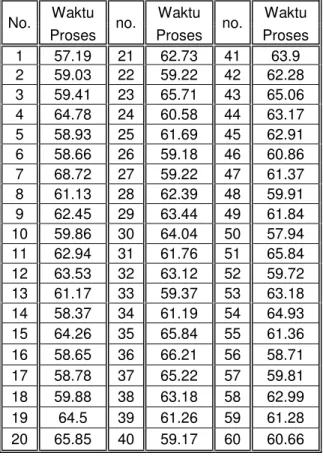
Contoh : Mesin Router atas ( Kategori lingkar dalam kecil ).
Table 4.3 Data Waktu Proses Mesin Router Atas.
Waktu Waktu Waktu
No. Proses no.
Proses no.
Proses
1 57.19 21 62.73 41 63.9
2 59.03 22 59.22 42 62.28
3 59.41 23 65.71 43 65.06
4 64.78 24 60.58 44 63.17
5 58.93 25 61.69 45 62.91
6 58.66 26 59.18 46 60.86
7 68.72 27 59.22 47 61.37
8 61.13 28 62.39 48 59.91
9 62.45 29 63.44 49 61.84
10 59.86 30 64.04 50 57.94
11 62.94 31 61.76 51 65.84
12 63.53 32 63.12 52 59.72
13 61.17 33 59.37 53 63.18
14 58.37 34 61.19 54 64.93
15 64.26 35 65.84 55 61.36
16 58.65 36 66.21 56 58.71
17 58.78 37 65.22 57 59.81
18 59.88 38 63.18 58 62.99
19 64.5 39 61.26 59 61.28
20 65.85 40 59.17 60 60.66
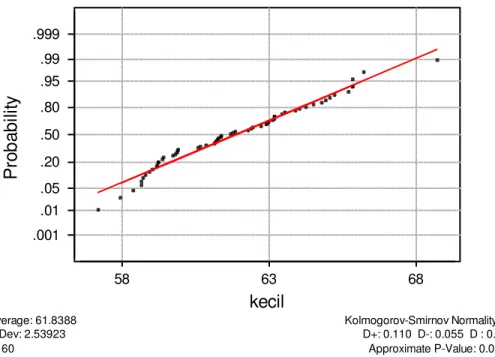
Average: 61.8388 StDev: 2.53923 N: 60
Kolmogorov-Smirnov Normality Test D+: 0.110 D-: 0.055 D : 0.110
Approximate P-Value: 0.073
58 63 68
.001 .01 .05 .20 .50 .80 .95 .99 .999
P ro ba bi lit y
kecil
Uji Kenormalan Data Mesin Router Atas
Gambar 4.2 Uji Kenormalan Data Mesin Router Atas.
60 50 40 30 20 10 0
70
65
60
55
Observation Number
In di vi du al V al ue
Uji Keseragaman Data Mesin Router Atas
Mean=61.84 UCL=69.23
LCL=54.45
Gambar 4.3 Uji Keseragaman Data Mesin Router Atas.
Uji Kecukupan Data
2
2
( )
2'
i i
i
K N x x
N S
x
= − ( 4.1)
Dengan mengunakan rumus kecukupan data diatas didapatkan nilai N’ = 2.55, dimana N’ < N = 30 berarti data dapat disimpulkan sudah cukup.
Setelah dilakukan ketiga pengujian tersebut dan data memenuhi semua persyaratan yang ada maka data dapat digunakan sebagai perhitungan waktu baku dan kapasitas baku.
Output Minitab :
Descriptive Statistics: Router atas - lingkar dlm kecil
Variable N Mean Median TrMean StDev SE Mean Router a 60 61.839 61.530 61.779 2.539 0.328 Variable Minimum Maximum Q1 Q3
Router a 57.190 68.720 59.488 63.508
Dari output minitab diatas didapatkan waktu rata-ratanya 61.84 dtk/siklus, waktu minimun 57.19 dtk/siklus dan waktu maximum 68.72 dtk/siklus.
4.1.6 Penentuan waktu baku, kapasitas baku serta rentang waktu terpendek dan terpanjang ke waktu rata – rata.
Berdasarkan hasil uji dan pengolahan data diatas, data yang ada dapat kita olah lebih lanjut untuk perhitungan dan penentukan waktu baku, kapasitas baku serta rentang waktu terpendek dan terpanjang ke waktu rata-rata.
Contoh :
Waktu Baku = 61.84 + ( 0.2967 ).62.84 = 80.48 dtk/siklus.
Kapasitas Baku = 3600 / 80.48
= 44.73 44 siklus/jam.
Rentang waktu minimun ke waktu rata-rata = 61.84 57.19 7.52%
61.84
− =
Rentang waktu maximum ke waktu rata-rata = 68.72 61.84
11.13%
61.84
− =
Dimana nilai dari waktu dan kapasitas baku ini dapat kita gunakan dalam penentuan speed yang ada pada Route Sheet. Hasil pengolahan data serta konversi data waktu baku ke program Route Sheet, secara keseluruhan dapat dilihat pada sub bab berikut.
4.1.7 Summary kapasitas produksi.
Setelah selesai mengolah seluruh data yang ada untuk tiap-tiap mesin yang ada, penulis membuat summary kapasitas produksi agar memudahkan pembacaan dan penggunaannya. Summary kapasitas produksi ini disusun dalam 1 tabel dengan memisahkan mesin-mesin berdasarkan bagiannya masing-masing.
Didalam tabel tersebut berisi nama mesin, bagian mesin tersebut berada, waktu baku, kapasitas baku, rentang waktu terpendek dan terpanjang ke waktu rata-rata.
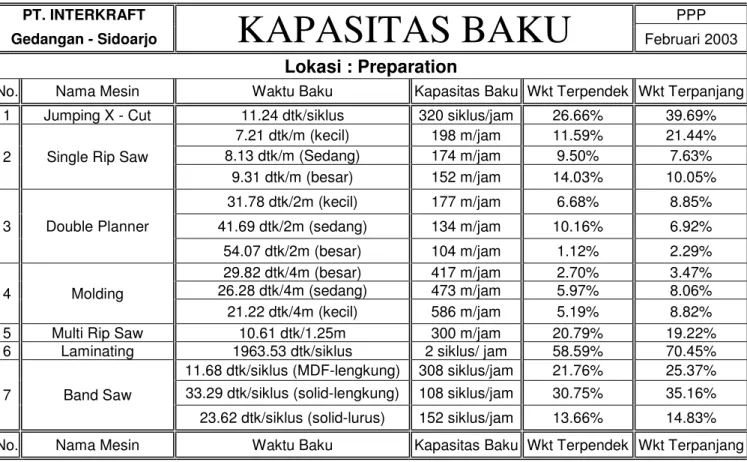
Tabel 4.4 Summary Hasil Kapasitas Produksi.
PT. INTERKRAFT PPP
Gedangan - Sidoarjo
KAPASITAS BAKU
Februari 2003Lokasi : Preparation
No. Nama Mesin Waktu Baku Kapasitas Baku Wkt Terpendek Wkt Terpanjang
1 Jumping X - Cut 11.24 dtk/siklus 320 siklus/jam 26.66% 39.69%
7.21 dtk/m (kecil) 198 m/jam 11.59% 21.44%
8.13 dtk/m (Sedang) 174 m/jam 9.50% 7.63%
2 Single Rip Saw
9.31 dtk/m (besar) 152 m/jam 14.03% 10.05%
31.78 dtk/2m (kecil) 177 m/jam 6.68% 8.85%
41.69 dtk/2m (sedang) 134 m/jam 10.16% 6.92%
3 Double Planner
54.07 dtk/2m (besar) 104 m/jam 1.12% 2.29%
29.82 dtk/4m (besar) 417 m/jam 2.70% 3.47%
26.28 dtk/4m (sedang) 473 m/jam 5.97% 8.06%
4 Molding
21.22 dtk/4m (kecil) 586 m/jam 5.19% 8.82%
5 Multi Rip Saw 10.61 dtk/1.25m 300 m/jam 20.79% 19.22%
6 Laminating 1963.53 dtk/siklus 2 siklus/ jam 58.59% 70.45%
11.68 dtk/siklus (MDF-lengkung) 308 siklus/jam 21.76% 25.37%
33.29 dtk/siklus (solid-lengkung) 108 siklus/jam 30.75% 35.16%
7 Band Saw
23.62 dtk/siklus (solid-lurus) 152 siklus/jam 13.66% 14.83%
No. Nama Mesin Waktu Baku Kapasitas Baku Wkt Terpendek Wkt Terpanjang
18.89 dtk/siklus (kecil) 190 siklus/jam 18.81% 17.63%
25.52 dtk/siklus (sedang) 141 siklus/jam 13.74% 15.33%
8 Running Saw
34.59 dtk/siklus (besar) 104 siklus/jam 16.52% 17.45%
9 Jahit veneer 6.66 dtk/siklus 540 siklus/jam 25.61% 35.64%
10 Gergaji Veneer 12.125 dtk/siklus 296 siklus/jam 29.18% 31.07%
11 Potong Veneer 23.611 dtk/siklus 152 siklus/jam 37.88% 24.09%
12 Press veneer 184.23 dtk/siklus 19 siklus/jam 15.79% 16.19%
13 Mal veneer 25.62 dtk/siklus 140 siklus/jam 28.72% 35.85%
174.51 dtk/siklus (1/2 ling) 20 siklus/jam 23.94% 22.71%
14 Join veneer
377.95 dtk/siklus (sambung) 9 siklus/jam 29.13% 22.11%
15 Double End / Saw 86.4 dtk/siklus 41 siklus/jam 24.86% 22.17%
63.9 dtk/siklus (gergaji besar) 56 siklus/jam 16.88% 10.93%
30.63 dtk/siklus (gergaji kecil) 117 siklus/jam 14.15% 13.46%
16 Split Saw
74.79 dtk/siklus (mesin) 48 siklus/jam 11.05% 20.19%
17 Mesin HF 525.575 dtk/siklus 6 siklus/jam 27.65% 23.50%
Lokasi : Processing
No. Nama Mesin Waktu Baku Kapasitas Baku Wkt Terpendek Wkt Terpanjang 15.72 dtk/siklus (lurus-kecil) 229 siklus/jam 6.11% 8.28%
24.49 dtk/siklus (lurus-sedang) 146 siklus/jam 7.88% 7.20%
50.66 dtk/siklus (lurus-besar) 71 siklus/jam 15.36% 12.36%
14.65 dtk/siklus(lengkung-kecil) 245 siklus/jam 17.68% 21.99%
29.68 dtk/siklus (lengkung-sedang) 121 siklus/jam 6.95% 6.34%
1 Spindle
52.78 dtk/siklus (lengkung-besar) 68 siklus/jam 18.53% 22.80%
2 Spindle Vertikal 49.71 dtk/siklus 72 siklus/jam 12.33% 20.77%
3 Router Bawah 13.163 dtk/siklus 273 siklus/jam 16.16% 16.03%
75.12 dtk/siklus (sudut) 47 siklus/jam 19.46% 16.38%
80.18 dtk/siklus (lingkar dlm-kecil) 44 siklus/jam 7.50% 11.13%
4 Router Atas
153.71 dtk/siklus (lingkar dlm-
besar) 23 siklus/jam 12.89% 11.49%
57.07 dtk/siklus (besar) 63 siklus/jam 9.10% 7.94%
31.02 dtk/siklus (sedang) 116 siklus/jam 19.36% 10.21%
5 Panel Saw
12.806 dtk/siklus (kecil) 281 siklus/jam 11.25% 17.91%
15.97 dtk/siklus (Mudah) 225 siklus/jam 23.18% 28.89%
6 Table Saw
29.08 dtk/siklus (Sulit) 123 siklus/jam 15.78% 21.84%
7 X - Cut 14.26 dtk/siklus 252 siklus/jam 27.14% 33.19%
8 Bor Manual 11.72 dtk/siklus 307 siklus/jam 17.33% 33.02%
18.06 dtk/siklus (tidak tembus) 199 siklus/jam 8.24% 9.07%
9 Multi Bor
26.38 dtk/siklus (tembus) 136 siklus/jam 16.61% 18.94%
10.198 dtk/siklus (tidak tembus) 353 siklus/jam 11.79% 18.05%
10 Bor Horisontal
18.58 dtk/siklus (tembus 193 siklus/jam 21.22% 23.86%
No. Nama Mesin Waktu Baku Kapasitas Baku Wkt Terpendek Wkt Terpanjang 11 Round Copy Shaper 227.63 dtk/siklus (solid) 15 siklus/jam 14.30% 12.36%
14 Tenoner 15.02 dtk/siklus 239 siklus/jam 15.76% 18.66%
15 Dove Tail 53.26 dtk/siklus 67 siklus/jam 9.12% 11.48%
16 Killinger 161.27 dtk/siklus 22 siklus/jam 10.79% 17.61%
17 Sukerman 386.11 dtk/siklus 9 siklus/jam 17.81% 26.47%
18 Amplas Kotak 91.48 dtk/siklus 39 siklus/jam 33.54% 26.38%
19 Wide Belt 25.48 dtk/2m 151 m/jam 6.42% 6.78%
20 Brush Sander 69.88 dtk/siklus 51 siklus/jam 47.08% 54.38%
21 Oscilating 17.67 dtk/siklus 203 siklus/jam 8.34% 12.15%
22 Drum Sander 94.42 dtk/siklus 38 siklus/jam 41.39% 33.86%
23 Orbital (amplas bulat) 153.09 dtk/siklus 23 siklus/jam 37.31% 41.10%
Lokasi : Assembling
No. Nama Mesin Waktu Baku Kapasitas Baku Wkt Terpendek Wkt Terpanjang
1 Rakit Apront 549.71 dtk/siklus 6 siklus/jam 32.59% 47.10%
13.9 dtk/siklus (1buah) 258 siklus/jam 24.49% 49.66%
48.26 dtk/siklus (4 buah) 74 siklus/jam 28.07% 40.06%
2 Rakit Mur Nanas
196.56 dtk/siklus (8 buah) 18 siklus/jam 17.72% 16.11%
168.32 dtk/siklus (Per Pcs) 21 siklus/jam 20.86% 28.34%
3 Base Coat/Sealer
479.11 dtk/siklus (Per Palet) 7 siklus/jam 22.94% 25.35%
338.13 dtk/siklus (Per Pcs) 10 siklus/jam 14.97% 10.27%
4 Gosok Base Coat
933.4 dtk/siklus (Per Palet) 3 siklus/jam 52.22% 26.78%
5 Rakit Apront & Top 188.66 dtk/siklus 19 siklus/jam 26.31% 38.85%
68.95 dtk/siklus (kecil) 52 siklus/jam 64.43% 69.76%
6 Dempul
112.66 dtk/siklus (besar) 31 siklus/jam 21.99% 25.16%
53.72 dtk/siklus (Datar Kecil) 66 siklus/jam 50.73% 62.06%
60.37 dtk/siklus (Datar Besar) 59 siklus/jam 23.39% 24.69%
82.26 dtk/Siklus (lengkung
Panjang) 43 Siklus/Jam 21.99% 27.09%
7 Amplas
43.59 dtk/siklus (Lengkung
Pendek) 82 siklus/jam 34.76% 63.11%
8 Rakit Press Mirror 59.8 dtk/siklus 60 siklus/jam 28.72% 38.19%
9 Rakit Press Top Panel 209.72 dtk/siklus 17 siklus/jam 17.24% 22.26%
10 Rakit Press Leg 96.48 dtk/siklus 37 siklus/jam 18.18% 24.86%
11 Rakit Drawer 66.56 dtk/siklus 54 siklus/jam 19.78% 37.45%
12 Rakit Leg & Shelf
Supp. 41.57 dtk/siklus 86 siklus/jam 19.44% 24.75%
> Jumlah Kereta/Palet = 360 Pcs
Palet/jam > Kecepatan rata-rata = 45 dtk/palet
> Waktu 1 putaran = 4.5 jam
Data-data diatas dapat digunakan sebagai penentu speed mesin pada program Route Sheet. Tetapi data tersebut tidak secara langsung dapat digunakan tapi harus dilakukan beberapa pengolahan terlebih dahulu. Sebagai contoh dapat lihat pada mesin moulding, dimana mesin moulding memiliki 3 kategori yang dibedakan berdasarkan panjang komponen yang mempengaruhi waktu loading. Meskipun terdapat 3 kategori tetapi speed mesin yang ada itu sama sehingga untuk mendapakan speed-nya harus dicari rata-rata dari ketiga kategori tersebut.
Contoh 1 : Mesin Moulding
Tabel 4.5 Data waktu dan kapasitas baku mesin moulding
Kategori Waktu Baku Kapasitas Baku Kecil 21.22 dtk/4m 586 m/jam Sedang 26.28 dtk/4m 473 m/jam Besar 29.82 dtk/4m 417 m/jam
Speed = (586 + 473 + 417) / 3 = 492 m/jam
= 8.2 m/menit ≈ 9 m/menit
Contoh lain dapat dilihat pada mesin router atas, dimana pada mesin ini juga terdapat 3 kategori tetapi dapat dipecah menjadi 2 yaitu waktu / siklus dan speed mesin.
Contoh 2 : Mesin Router Atas
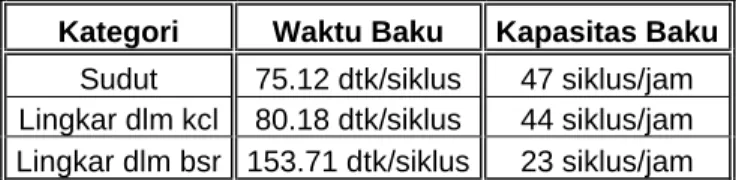
Tabel 4.6 Data waktu dan kapasitas baku mesin Router atas
Kategori Waktu Baku Kapasitas Baku Sudut 75.12 dtk/siklus 47 siklus/jam Lingkar dlm kcl 80.18 dtk/siklus 44 siklus/jam Lingkar dlm bsr 153.71 dtk/siklus 23 siklus/jam