5
BAB II
LANDASAN TEORI 2.1. Pengertian Penjadwalan
Penjadwalan merupakan proses pengambilan keputusan untuk membuat atau menentukan jadwal pada industri manufaktur maupun jasa. Proses pengambilan keputusan ini berkaitan dengan pengalokasian sumber daya pada pekerjaan agar lebih optimal Pinedo (2016).
Menurut K. Baker and D. Trietsch (2009), Penjadwalan ialah suatu perencanaan terhadap pengalokasian sumber daya untuk menjalankan suatu pekerjaan dalam jangka waktu tertentu untuk mencapai suatu fungsi tujuan yang optimal. Pengalokasian sumber daya yang ada untuk menyelesaikan suatu pekerjaan pada beberapa mesin merupakan istilah dari penjadwalan menurut (Widodo & Utama, 2020).
Pada dasarnya penjadwalan mencakup perencanaan pengalokasian elemen – elemen penjadwalan, pengurutan pekerjaan, serta penentuan kapan dan dimana job harus dikerjakan. Penjadwalan dilakukan untuk mengurangi waktu tunggu, meminimasi waktu penyelesaian suatu pekerjaan, serta mengalokasikan sumber daya dan elemen yang ada secara tepat, efektif, dan efisien dalam menyelesaikan suatu pekerjaan
2.2. Tujuan Penjadwalan Produksi
Penjadwalan dilakukan untuk mengoptimalkan pengalokasian elemen- elemen penjadwalan agar produktivitas mesin menjadi lebih meningkat, mengurangi wkatu keterlambatan pengerjaan juga meminimasi waktu proses yang panjang, sehingga dapat meminimalkan biaya produksi.
Adapun beberapa tujuan penjadwalan sebagai berikut : 1. Meminimasi waktu keterlambatan pengerjaan job
2. Meminimasi waktu idle, waktu mesin ke-n untuk menunggu mesin ke-n-1 menyelesaikan job
3. Meningkatkan produktivitas mesin, dan mengurangi waktu menganggur pada
mesin
6
4. Meminimasi completion time, dan memenuhi due date yang telah ditentukan agar tidak terjadi penalty pada perusahaan
5. Meminimasi biaya produksi pada perusahaan 6. Meminimasi jumlah job yang terlambat
7. Mengurangi persediaan material sehingga dapat mengurangi biaya simpan 8. Meminimasi konsumsi energi dikarenakan kebutuhan akan energi pada
industri sangat tinggi
2.3. Klasifikasi Penjadwalan Produksi
Penjadwalan produksi diklasifikasikan menjadi beberapa macam berdasarkan kondisi yang ada pada proses produksi, antara lain :
1. Penjadwalan Deterministik a. Single Machine
Penjadwalan yang mana fasilitas produksi yaitu mesin yang digunakan hanya terdiri satu mesin saja. Semua job hanya dikerjakan pada satu mesin tersebut sampai dengan selesai.
b. Parallel Machine
Penjadwalan pada parallel machine dibagi menjadi 3, yaitu : 1. Penjadwalan N job pada mesin paralel yang identik
Pengalokasian pekerjaan dibebankan kepada mesin yang dahulu kosong ataupun idle
2. Penjadwalan N job pada mesin paralel yang non identik
Penjadwalan yang setiap mesinnya memiliki fungsi yang sama namun memiliki waktu proses yang berbeda. Pengalokasian job pada mesin tidak selalu dilihat dari alternatif waktu proses terpendek
3. Penjadwalan N job pada mesin paralel unrelated yang merupakan perluasan dari paralel non identic. Dimana job j akan diproses pada mesin ke-i, sehingga memiliki kecepatan Vij
c. Flow-Shop
Penjadwalan yang mana setiap job memiliki urutan proses yang sama, dari
mesin yang pertama berurutan melewati tiap urutan mesin atau stasiun kerja
sampai yang terakhir. Pada umumnya diterapkan First In First Out dimana
semua job harus mengantri untuk kemudian diproses
7
d. Job-Shop
Terdapat m mesin yang mana setiap job harus melewati rute produksi yang harus diikuti. Job dapat diproses pada mesin yang sama lebih dari satu kali.
2. Penjadwalan Non-Deterministik a. Stokastik
Tidak memiliki kepastian informasi mengenai parameter waktu proses sehingga, dilakukan perkiraan menggunakan distribusi probabilitas
2.4. Elemen – Elemen Penjadwalan
Menurut K. Baker and D. Trietsch (2009), pada proses operasi terdapat tiga elemen penjadwalan yaitu :
a. Job
Job merupakan sekumpulan pekerjaan yang harus diselesaikan pada proses produksi untuk menghasilkan suatu produk. Dalam suatu job terdiri dari beberapa operasi yang dikerjakan minimal terdiri atas satu operasi saja.
b. Operasi
Operasi merupakan bagian dari job. Operasi dilakukan sesuai dengan urutan yang sudah ditentukan dalam perencanaan pembuatan suatu produk. pada tiap operasi memiliki waktu proses tertentu dan dapat dilakukan ketika operasi pendahulunya sudah terselesaikan terlebih dahulu. Waktu proses operasi (t
ij) menunjukkan waktu pengerjaan yang dibutuhkan pada saat melakukan proses operasi.
c. Mesin
Mesin merupakan sumber daya utama yang digunakan untuk menyelesaikan suatu proses produksi. Setiap mesin hanya dapat mengerjakan satu job saja pada waktu tertentu.
2.5. Penjadwalan Hybrid Flowshop
Penjadwalan hybrid flowshop merupakan pengembangan dari pure flowshop.
Penjadwalan hybrid flowshop terdiri dari beberapa stage yang mana pada tiap stage
terdiri dari beberapa mesin yang beroperasi secara paralel. Mesin pada tiap stage
bisa identik, seragam ataupun tidak terkait. Pada tiap stage mungkin terdapat satu
8
mesin saja namun, setidaknya ada satu stage saja yang terdiri dari beberapa mesin.
Marichelvam, Prabaharan, and Yang (2013).
Menurut Ruiz and Vázquez-Rodríguez (2010), penjadwalan hybrid flowshop memiliki beberapa karakteristik yaitu:
1. Jumlah tahapan proses minimal terdiri dari 2 stage
2. Setiap tahapan harus memiliki m- mesin dalam bentuk paralel, setidaknya ada pada salah satu stage
3. Semua job diproses mengikuti alur produksi yang sama seperti stage 1 sampai dengan stage ke-n
Pola aliran produksi pada hybrid flowshop digambarkan sebagai berikut.
Gambar 1 Pola Aliran Hybrid Flow shop
2.6. Istilah – Istilah Dalam Penjadwalan Produksi
Dalam permasalahan penjadwalan sering dijumpai istilah-istilah yang sering digunakan, antara lain :
1. Processing Time / Waktu Proses (P
j)
Waktu yang dibutuhkan untuk menyelesaikan proses operasi ke-n pada job ke-j.
Waktu proses pada penjadwalan sudah meliputi waktu set up, waktu persiapan proses dan juga waktu pemindahan bahan baku ke mesin
2. Start Time
Waktu mulai pengerjaan job ke-j pada mesin ke-n 3. Flow Time
Waktu keseluruhan yang diperlukan untuk menyelesaikan suatu job 4. Waiting time
Durasi waktu mesin menyala namun tidak melakukan pekerjaan, dikarenakan
menunggu job selesai dikerjakan pada mesin sebelumnya
9
5. Due Date
Batas waktu yang sudah ditentukan untuk menyelesaikan suatu job 6. Makespan
Waktu keseluruhan pengerjaan mulai dari pekerjaan pertama pada work center pertama sampai dengan urutan pekerjaan terakhir pada work center terakhir 7. Lateness (L)
Jumlah waktu keterlambatan penyelesaian suatu pekerjaan dari waktu tenggatnya. Lateness dapat bernilai positif, nol dan negatif
8. Tardiness (T
i)
Keterlambatan job ke-j karena tidak dapat memenuhi due date nya dan keterlambatan bernilai positif apabila job dapat diselesaikan sebelum due date nya, dan keterlambatan bernilai negatif apabila penyelesaian job melebihi due datenya
9. Earliness
Penyelesaian suatu job lebih awal dari due date yang telah ditentukan.
2.7. Aturan Prioritas Penjadwalan
Dalam penjadwalan produksi terdapat beberapa aturan prioritas penjadwalan untuk mengetahui job mana yang akan diprioritaskan untuk diproses terlebih dahulu. Adapun aturan prioritas penjadwalan sebagai berikut :
1. First Come First Serve (FCFS)
Aturan ini memprioritaskan job yang datang pertama yang akan didahulukan pengerjaannya atau pesanan yang datang pertama akan diproses paling dahulu.
2. Early Due Date (EDD)
Aturan ini memprioritaskan job yang mempunyai tenggat waktu (due date) pengerjaan paling pendek untuk didahulukan pengerjaannya sampai dengan job yang memiliki due date paling lama yang akan diproses paling akhir 3. Shortest Processing Time (SPT)
Aturan ini memprioritaskan job dengan waktu proses terpendek yang akan didahulukan untuk diproses sampai dengan job dengan waktu proses paling lama yang terakhir diproses
4. Longest Processing Time (LPT)
10
Aturan ini memprioritaskan job dengan waktu proses paling lama yang akan didahulukan untuk diproses sampai dengan job dengan waktu proses terpendek
2.8. Ukuran Performansi Penjadwalan Produksi
Dalam penjadwalan terdapat kriteria yang digunakan untuk mengukur dan mengevaluasi kinerja suatu sistem atau penjadwalan itu sendiri. Menurut K. R.
Baker and D. Trietsch (2009) Ukuran performansi merupakan fungsi tujuan dari penjadwalan mengenai hasil yang ingin dicapai. Adapun ukuran performansi dari penjadwalan produksi adalah sebagai berikut :
1. Minimasi Makespan
Jangka waktu penyelesaian seluruh job yang telah dijadwalakan yang merupakan jumlah dari semua proses
𝑀 = ∑𝑡𝑗 (1) M = Makespan
Tj = Waktu Proses 2. Flow Time
Waktu yang dibutuhkan oleh suatu job mulai dari masuk tahap proses sampai dengan job selesai dikerjakan pada tahap proses tersebut.
𝐹𝑖 = 𝑡𝑗 + 𝑤𝑗 (2) Dimana :
Fi = Flowtime job ke-i Tj = waktu proses job ke-i
Wj = waktu tunggu job ke-I sebelum diproses
3. Total Completion Time (Ci)
Merupakan waktu keseluruhan penyelesaian suatu job pada stasiun kerja dari saat tersedianya job (t = 0) sampai job tersebut selesai diproses. Atau merupakan rentang waktu dari job pertama mulai diproses sampai dengan job tersebut selesai dikerjakan.
Ci = Fi
+ rj (3)Dimana :
Ci = Completion time job ke-i
Fi = Flow time job ke-i
11
Rj = waktu selesai job ke-i
4. Mean Flow Time
Rata-rata keseluruhan waktu job dalam melewati semua tahapan proses produksi
𝐹𝑗 = 1
𝑛 ∑𝑛𝑗=1𝐹𝑖 (4) Dimana :
Fj = Mean Flow Time Fi = Flowtime job ke-i
5. Tardiness (Ti)
Ukuran keterlambatan suatu job yang mana bernilai positif apabila job dapat diselesaikan lebih cepat sebelum due datenya
Ti = Max (0,L) (5)
Saat ini ukuran performansi penjadwalan tidak hanya lima aspek seperti yang dikemukakan oleh Baker dan Trietsch. Menurut Xiang Lu dan Fengxiang Zou penjadwalan mesin tidak hanya dengan fungsi tujuan meminimasi makespan namun juma konsumsi energi. Adapun konsumsi energi dalam penjadwalan Hybrid Flowshop diformulasikan sebagai berikut:
1. Konsumsi Energi
Ukuran penggunaan energi listrik yang dibutuhkan oleh mesin pada saat proses produksi
𝑇𝐸𝐶 = 𝐸𝐵 + 𝐸𝑂𝑂 + 𝐸𝐼 (6)
Dimana :
𝑇𝐸𝐶 = Total konsumsi energi keseluruhan
𝐸𝐵 = Energi yang dibutuhkan pada saat job sedang diproses pada mesin 𝐸𝑂𝑂 =Konsumsi energi pada saat mesin dinyalakan, Set Up, dan
dimatikan 2.9. Gantt Chart
Gantt Chart merupakan diagram perencanaan yang digunakan untuk
menjadwalkan pengalokasian sumber daya dan waktu. Gantt Chart juga dapat
digunakan untuk memonitoring progres dari suatu proyek. Pada Gantt Chart
terdapat dua sumbu yaitu, sumbu vertikal yang mana menunjukkan sumber daya
yang digunakan dan sumbu horizontal yang menunjukkan waktu. Pada Gantt Chart
12
alokasi sumber daya dan tugas terlihat dengan jelas sehingga, jadwal dapat divisualisasikan dengan baik. Menurut Ginting (2009), Gantt Chart adalah alat yang dapat membantu menyelesaikan masalah penjadwalan. Gantt Chart tidak menunjukkan keterkaitan antara aktivitas satu dengan yang lainnya apabila waktunya terlambat atau lebih cepat.
Gambar 2 Contoh Gantt Chart
Gantt Chart memiliki beberapa keunggulan, antara lain :
a) Dapat mengetahui kegiatan, waktu, jumlah pekerjaan dan juga urutan pengerjaan b) Dapat dijadikan prioritas penjadwalan utama apabila jumlah kegiatan tidak
terlalu banyak
c) Sesuai apabila digunakan untuk proyek yang sederhana Sedangkan kekurangan Gantt Chart, antara lain :
a) Apabila terjadi perbaikan dan pembaruan Gantt Chart maka, harus dilakukan pembuatan Gantt Chart yang baru, oleh karena itu penggunaan Gantt Chart kurang efisien.
b) Gantt Chart tidak mampu merepresentasikan hubungan antar aktivitas dengan jelas, sehingga tidak dapat digunakan pada proyek yang besar.
c) Tidak dapat memberikan informasi mengenai waktu pengerjaan tercepat ataupun terlama
2.10. Konsumsi Energi
Konsumsi energi telah menjadi perhatian penting bagi industri manufaktur di dunia karena berdampak negative bagi lingkungan Afshin Mansouri and Aktas
9
13 9
8 9
13
8
12 7
7 13
M2
10 12
11 6
4 1 2
5 3
M2 M1 M3 M2
M1
M1 4 2
5 3
1 10
10 6
3 11
60 80
Stage 1
Stage 2
Stage 3
20 40
5 1
4
11 7
6 8
12
2
13
(2016) Sektor industri manufaktur memiliki kontribusi penuh dalam penggunaan energi di dunia. Sektor industri adalah sumber pemanasan global yang utama. Oleh karena itu, perusahaan manufaktur dituntut untuk mengurangi tingkat konsumsi energi (Utama, Widodo, Ibrahim, Hidayat, et al., 2020). Dalam hal ini adalah mengenai mesin produksi yang membutuhkan energi listrik untuk melakukan suatu proses produksi. Besarnya energi yang dibutuhkan oleh mesin bergantung pada berapa lama mesin menyala baik dalam keadaan beroperasi ataupun menganggur.
Namun, kondisi mesin yang terus menyala dalam keadaan idle mengakibatkan penggunaan energi yang tidak efisien. Oleh karena itu, perlu dilakukannya penjadwalan produksi yang baik untuk mengurangi besarnya konsumsi energi yang dikeluarkan. Perhitungan matematis untuk memperoleh total konsumsi energi yang dikeluarkan dapat diperoleh dengan beberapa cara. Berikut merupakan model matematis untuk melakukan perhitungan konsumsi energi menurut (Liu, Zou, &
Zhang, 2008).
Terdapat beberapa hipotesis dan penjelasan mengenai hybrid flowshop scheduling problem, yang mana :
1. Job yang dikerjakan adalah independen
2. Tiap job adalah satu kesatuan dan tidak dapat terbagi
3. Waktu pengerjaan job dan dan konsumsi energi pada tiap mesin diketahui 4. Semua mesin tidak dimatikan sampai pada job terakhir di mesin tertentu
terselesaikan
Pada model matematis perhitungan konsumsi energi pada hybrid flow shop scheduling problem, diketahui parameter atau variabel sebagai berikut beserta penjelasannya:
𝑛 = jumlah 𝑗𝑜𝑏 yang dikerjakan
𝑚 = 𝑗𝑢𝑚𝑙𝑎ℎ stage dimana 𝑗𝑜𝑏 diproses
𝑀
𝑗= jumlah mesin paralel pada stage ke − 𝑗 , 𝑗 = 1,2,3, … 𝑚
𝑁
𝑗𝑘= 𝑗𝑜𝑏 yang dikerjakan pada mesin ke − 𝑘 stage ke − 𝑗, 𝑗 = 1,2,3, … 𝑚, 𝑘
= 1,2,3 … 𝑀
𝑗𝑃
𝑖𝑗𝑘= waktu proses ketika 𝑗𝑜𝑏 𝑖 diproses pada mesin ke 𝑘 pada 𝑠𝑡𝑎𝑔𝑒 𝑗
𝑆
𝑖𝑗𝑘= waktu ketika 𝑗𝑜𝑏 dikerjakan pertama kali pada mesin k 𝑠𝑡𝑎𝑔𝑒 ke − 𝑗
14
𝐶
𝑖𝑗𝑘= waktu ketika 𝑗𝑜𝑏 selesai dikerjakan pada mesin 𝑘 𝑠𝑡𝑎𝑔𝑒 ke − 𝑗 ℎ
𝑗𝑘= 𝑗𝑜𝑏 ke − ℎ𝑡ℎ yang mana diproses pada mesin k stage ke-j
𝐸
𝑖𝑗𝑘= konsumsi energi ketika 𝑗𝑜𝑏 𝑖 diproses pada mesin 𝑘 pada 𝑠𝑡𝑎𝑔𝑒 ke − 𝑗 𝐸𝐼
𝑖𝑗𝑘= konsumsi energi ketika 𝑘 menunggu penyelesaian pada mesin ke − 𝑗 𝐸𝑅
𝑗𝑘= konsumsi energi ketika mesin 𝑗 pada 𝑠𝑡𝑎𝑔𝑒 𝑘 dinyalakan, dan 𝑠𝑒𝑡 𝑢𝑝 𝑇 = Waktu ketika 𝑐𝑢𝑠𝑡𝑜𝑚𝑒𝑟 perlu mengirimkan barang
Model matematis pada hybrid flow shop scheduling untuk meminimasi konsumsi energi memiliki beberapa batasan sebagai berikut :
1. Batasan pengerjaan
Setiap job dapat dikerjakan pada 1 mesin pada setiap stage
∑ 𝑌
𝑖𝑗𝑘= 1 𝑖 = 1,2,3 … 𝑛, 𝑗 = 1,2,3 … 𝑘
𝑀𝑗
𝑘=1
Pada setiap stage job yang akan dikerjakan adalah sebanyak n
∑ 𝑁
𝑗𝑘= 𝑛 𝑗 = 1,2,3 … 𝑘
𝑀𝑗
𝑘=1
2. Batasan Waktu
Job tidak dapat diproses pada tahap selanjutnya pabila belum selesai diproses pada tahap sebelumnya. Hal ini dapat digambarkan pada persamaan berikut
𝐶
𝑖𝑗𝑘≤ 𝑆
𝑖(𝑗+1)𝑟𝑖 = 1,2 … 𝑛, 𝑗 = 1,2 … 𝑚, 𝑘 = 1,2 … 𝑀
𝑗, 𝑟 = 1,2 … 𝑀
𝑗+1Untuk job apapun, waktu penyelesaian tergantung pada waktu proses dan waktu mulai pada tiap mesin di tiap stage. Kondisi ini dimodelkan seabagai berikut : 𝐶
𝑖𝑗𝑘≤ 𝑆
𝑖𝑗𝑘+ 𝑃
𝑖𝑗𝑘𝑖 = 1,2 … 𝑛, 𝑗 = 1,2 … 𝑚, 𝑘 = 1,2 … 𝑀
𝑗Sebuah mesin pada suatu stage, dapat mengerjakan job selanjutnya pada saat telah selesai mengerjakan job yang sekarang dikerjakan. Kondisi ini dapat dimodelkan sebagai berikut :
𝐶
ℎ𝑗𝑘𝑗𝑘 ≤ 𝑆
(ℎ+1)𝑗𝑘𝑗𝑘 𝑗 = 1,2 … 𝑚, 𝑘 = 1,2 … 𝑀
𝑗, ℎ = 1,2 … 𝑁
𝑗𝑘− 1
Menurut (Liu et al., 2008), untuk menghitung total konsumsi energi pada hybrid
flow shop scheduling adalah sebagai berikut.
15
1. Energi yang dikonsumsi pada saat job diproses pada mesin, yang dirumuskan :
𝐸𝐵 = ∑ ∑ ∑ 𝐸
𝑖𝑗𝑘𝑁𝑗𝑘
𝑖=1 𝑀𝑗
𝑘=1 𝑚
𝑗=1
(7)
2. Energi yang dikonsumsi Ketika mesin dinyalakan, set up, dan dimatikan.
Penggunaan energi pada saat tersebut dirumuskan
𝐸𝑂𝑂 = ∑ ∑ 𝐸𝑅𝑗𝑘𝑀𝑗
𝑘=1 𝑚
𝑗=1
(8)
3. Energi yang dikonsumsi pada saat mesin dalam keadaan menunggu untuk memproses job yang telah diproses pada mesin sebelumnya
𝐸𝐼 = ∑ ∑ ∑ 𝐸𝐼𝑗𝑘(𝑆(ℎ+1)𝑗𝑘𝑗𝑘
𝑁𝑗𝑘−1
𝑖=1 𝑀𝑗
𝑘=1 𝑚
𝑗=1
− 𝐶ℎ𝑗𝑘𝑗𝑘) (9)
4. Total konsumsi energi selama proses dirumuskan sebagai berikut :
𝑇𝐸𝐶 = 𝐸𝐵 + 𝐸𝑂𝑂 + 𝐸𝐼 (10)
Dimana,
𝐸𝐵 = konsumsi energi saat proses 𝐸𝑂𝑂 = konsumsi energi saat setup 𝐸𝐼 = konsumsi energi idle 𝐸𝑆 = konsumsi energi setup 𝑇𝐸𝐶 = total konsumsi energi 2.11. Largest Rank Value
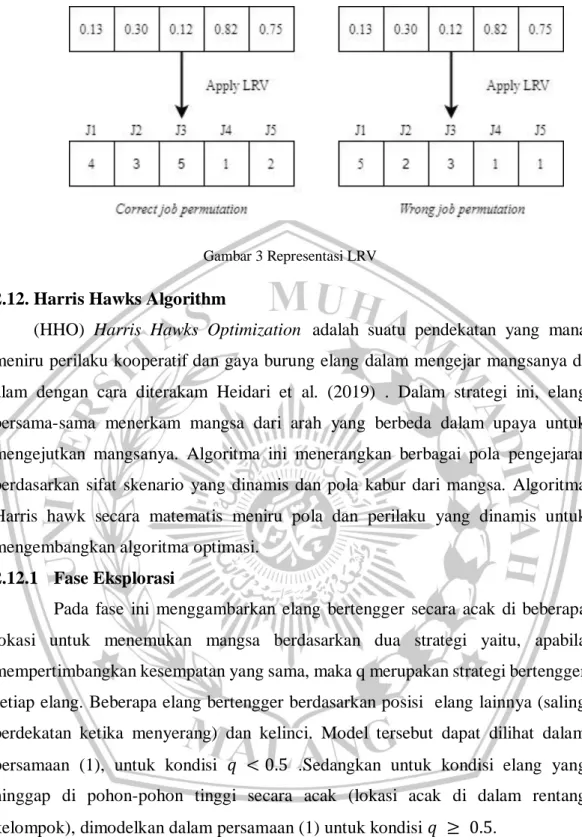
LRV atau Largest Rank Value merupakan metode yang efektif untuk
memetakan nilai kontinu ke dalam suatu urutan job berdasarkan peringkat nilai dari
yang terbesar sampai terkecil (Utama, Widodo, Ibrahim, & Dewi, 2020). Pada LRV
nilai kontinu diurutkan atau diperingkatkan dari nilai yang terbesar ke nilai yang
terkecil. Sehingga apabila dalam pengurutan job akan didapatkan urutan job dari
nilai waktu yang terbesar sampai dengan nilai waktu yang terkecil. Pada gambar 3
merupakan contoh pengurutan job
16
Gambar 3 Representasi LRV
2.12. Harris Hawks Algorithm
(HHO) Harris Hawks Optimization adalah suatu pendekatan yang mana meniru perilaku kooperatif dan gaya burung elang dalam mengejar mangsanya di alam dengan cara diterakam Heidari et al. (2019) . Dalam strategi ini, elang bersama-sama menerkam mangsa dari arah yang berbeda dalam upaya untuk mengejutkan mangsanya. Algoritma ini menerangkan berbagai pola pengejaran berdasarkan sifat skenario yang dinamis dan pola kabur dari mangsa. Algoritma Harris hawk secara matematis meniru pola dan perilaku yang dinamis untuk mengembangkan algoritma optimasi.
2.12.1 Fase Eksplorasi
Pada fase ini menggambarkan elang bertengger secara acak di beberapa lokasi untuk menemukan mangsa berdasarkan dua strategi yaitu, apabila mempertimbangkan kesempatan yang sama, maka q merupakan strategi bertengger setiap elang. Beberapa elang bertengger berdasarkan posisi elang lainnya (saling berdekatan ketika menyerang) dan kelinci. Model tersebut dapat dilihat dalam persamaan (1), untuk kondisi 𝑞 < 0.5 .Sedangkan untuk kondisi elang yang hinggap di pohon-pohon tinggi secara acak (lokasi acak di dalam rentang kelompok), dimodelkan dalam persamaan (1) untuk kondisi 𝑞 ≥ 0.5.
𝑋(𝑡 + 1)
={
𝑋𝑟𝑎𝑛𝑑(𝑡) − 𝑟1|𝑋𝑟𝑎𝑛𝑑(𝑡) − 2𝑟2𝑋(𝑡)| 𝑞 ≥ 0.5(𝑋𝑟𝑎𝑏𝑏𝑖𝑡(𝑡) − 𝑋𝑚(𝑡)) − 𝑟3(𝑙𝑏 + 𝑟4(𝑢𝑏 − 𝑙𝑏) 𝑞 < 0.5 (
11) Dimana,
𝑋 (𝑡 + 1)
= vektor posisi elang di iterasi t berikutnya,
17 𝑋𝑟𝑎𝑏𝑏𝑖𝑡 (𝑡)
= posisi kelinci,
𝑋 (𝑡)
= vektor posisi elang saat ini,
𝑟1, 𝑟2, 𝑟3, 𝑟4 =
angka acak (0,1) yang diperbarui pada tiap iterasi 𝑙𝑏 , 𝑢𝑏 = menunjukkan batas variabel atas dan bawah,
𝑋𝑟𝑎𝑛𝑑 (𝑡)= elang yang dipilih secara acak dari populasi,
𝑋𝑚= rata-rata posisi populasi elang,
Posisi rata-rata elang dicapai menggunakan Persamaan 𝑋
𝑚(t) =
1𝑁
∑
𝑁𝑖=1𝑋
𝑖(𝑡) (12) Dimana,
𝑋𝑖 (𝑡)
= lokasi masing-masing elang dalam iterasi t dan N menunjukkan jumlah total elang
2.12.2 Transisi Eksplorasi ke Eksploitasi
Algoritma HHO dapat mentransfer fase eksplorasi ke fase eksploitasi.
Kemudian mengubah antara perilaku eksploitatif yang berbeda berdasarkan pada pelepasan energi mangsa. Energi mangsa berkurang drastis selama melarikan diri.
Untuk memodelkan hal tersebut, energi mangsa dimodelkan sebagai:
𝐸 = 2𝐸0 (1 −
𝐼𝑡𝑒𝑟𝑇
) (13) Dimana ,
E : Energi yang dikeluarkan oleh mangsa T : Jumlah literasi maksimu
mE0 : Energi awal
Dalam HHO, E
0secara acak berubah di dalam interval (-1, 1) pada setiap iterasi.
Ketika nilai E
0menurun dari 0 ke -1, kelinci secara fisik melemah, sementara ketika nilai E
0meningkat dari 0 ke 1, itu berarti kelinci menguat. Energi yang keluar dari mangsa secara dinamis memiliki tren menurun selama iterasi. Tahap eksplorasi terjadi ketika |𝐸| ≥ 1, dimana elang mencari daerah yang berbeda untuk menjelajahi lokasi kelinci. Sedangkan tahap eksploitasi terjadi ketika |𝐸| < 1, dimana elang mencoba untuk mengeksploitasi lingkungan solusi selama langkah-langkah eksploitasi. Singkatnya, eksplorasi terjadi ketika |𝐸| ≥ 1, sedangkan eksploitasi terjadi ketika |𝐸| < 1.
2.12.3 Fase Operasi
18
Dalam fase ini, elang menerkam mangsa dengan mendeteksi fase sebelumnya. Namun, mangsa sering berusaha melarikan diri dari situasi berbahaya.
Oleh karena itu, gaya mengejar yang berbeda terjadi dalam situasi nyata. Menurut perilaku melarikan diri dari mangsa, terdapat empat strategi yang mungkin diusulkan dalam HHO untuk memodelkan tahap serangan.
Mangsa selalu berusaha melarikan diri dari situasi yang mengancam.
Misalkan r adalah kesempatan mangsa berhasil lolos (𝑟 < 0,5) atau tidak berhasil melarikan diri (𝑟 ≥ 0,5). Apa pun yang dilakukan mangsa, elang akan melakukan pengepungan untuk menangkap mangsanya. Ini berarti kelompok elang akan mengelilingi mangsa dari arah yang berbeda tergantung pada energi yang dikeluarkan mangsa. Dalam situasi nyata, elang semakin dekat dan lebih dekat ke mangsa untuk meningkatkan peluang mereka dalam membunuh kelinci secara kooperatif dengan melakukan terkaman mendadak. Setelah beberapa menit, mangsa yang melarikan diri akan kehilangan lebih banyak energi. Kemudian, elang mengintensifkan proses pengepungan untuk menangkap mangsa yang kelelahan.
Untuk memodelkan strategi ini, Harris Hawks Optimization memiliki peralihan antara proses pengepungan halus dan kasar. Dalam hal ini, |𝐸| ≥ 0.5, untuk pengepungan lembut , dan |𝐸| < 0.5 untuk pengepungan kasar.
a. Pengepungan Lembut
Ketika 𝑟 ≥ 0.5 dan |𝐸| ≥ 0.5, kelinci masih memiliki energi yang cukup untuk melarikan diri dengan beberapa lompatan acak tetapi akhirnya tidak bisa lolos. Selama upaya ini, elang mengitari kelinci dengan lembut agar kelinci lelah dan kemudian melakukan penerkaman. Perilaku ini dimodelkan oleh persamaan berikut :
𝑋(t + 1) = ∆𝑋(t) − 𝐸 |(𝐽𝑋𝑟𝑎𝑏𝑏𝑖𝑡(𝑡) 𝑋(t)|
(14)
∆𝑋(t) = −𝑋𝑟𝑎𝑏𝑏𝑖𝑡(𝑡) − 𝑋(t)
(15) Dimana :
∆𝑋 (𝑡) : Perbedaan antara vektor posisi kelinci dan lokasi saat di dalam iterasi t,
𝑟
: Angka acak di dalam (0-1)
J : 2 (1 − 𝑟) mewakili kekuatan lompatan acak kelinci selama pelarian,
nilai j akan berubah pada setiap iterasi
19
b. Pengepungan Kasar
Ketika 𝑟 ≥ 0.5 dan |𝐸| < 0.5, kelinci sangat kelelahan dan memiliki sedikit energi. Selain itu, elang tidak mengepung kelinci melainkan langsung menerkam kelinci secara mendadak. Dalam situasi ini, posisi diperbarui menggunakan persamaan berikut :
𝑋(t + 1) = 𝑋𝑟𝑎𝑏𝑏𝑖𝑡(𝑡) − 𝐸 |∆𝑋(t)|
(16)
c. Pengepungan Lembut dengan Penyelematan Cepat Progresif
Ketika |𝐸| ≥ 0,5 dan 𝑟 < 0,5, kelinci memiliki energi yang cukup untuk melarikan diri. Sementara elang melakukan pengepungan lembut sebelum melakukan penerkaman secara mendadak. Prosedur ini lebih baik dari dua prosedur sebelumnya.
Untuk memodelkan secara matematis pola pelarian dari gerakan dan lompatan mangsa masuk dalam konsep retribusi (Levy Flight). Konsep ini digunakan dalam fase pelarian dan pengejaran kelinci dengan gerakan berliku-liku (zig-zag) secara tidak teratur, tiba-tiba, dan cepat di sekitar mangsa yang melarikan diri. Sebenarnya, elang melakukan beberapa penyelaman cepat disekitar kelinci dan mencoba untuk mencari lokasi dan arah sehubungan dengan gerakan menipu (zig-zag). Mekanisme ini juga didukung oleh pengamatan nyata dalam situasi kompetitif lainnya di alam.
Telah dikonfirmasikan bahwa kegiatan berbasis LF adalah taktik pencarian yang optimal untuk pengumpul pemangsa dalam kondisi mencari makan yang tidak merusak. Selain itu, telah terdeteksi pola berbasis LF dapat dideteksi dalam kegiatan mengejar hewan seperti monyet dan hiu. Oleh karena itu, gerakan berbasis LF digunakan dalam fase teknik HHO ini.
Terinspirasi oleh perilaku elang, terdapat dugaan bahwa elang secara progresif memilih penerkaman terbaik menuju mangsa ketika mereka ingin menangkap mangsa . Ol\eh karena itu, untuk melakukan pengepungan lembut, diperkirakan bahwa elang dapat mengevaluasi (memutuskan) langkah selanjutnya berdasarkan aturan berikut dalam persamaan berikut :
𝑌 = 𝑋𝑟𝑎𝑏𝑏𝑖𝑡(𝑡) − 𝐸 |𝐽𝑋𝑟𝑎𝑏𝑏𝑖𝑡(𝑡) − 𝑋(t)|
(17)
Kemudian, untuk membandingkan hasil dari gerakan penyerangan, elang akan
memilih apakah itu pennyerangan yang bagus atau tidak. Jika itu tidak masuk akal
20
(ketika mereka melihat bahwa mangsa melakukan gerakan yang lebih menipu), elang juga mulai melakukan penyerangan tidak teratur, tiba-tiba, dan cepat ketika mendekati kelinci. Dugaan sementara elang akan menyelam berdasarkan pola berbasis LF menggunakan aturan berikut :
𝑍 = 𝑌 + 𝑆 𝑥 𝐿𝐹(𝐷) (18)
Dimana,
𝐷 : Dimensi masalah
𝑆 : Vektor acak dengan ukuran 1 × 𝐷
𝐿𝐹 : Fungsi retribusi, yang dihitung menggunakan persamaan sebagai berikut :
LF (x) = 0.01 x𝜑 𝑥 𝜎
|𝑣|
1 𝛽
,𝜎= (
𝑟 (1 + 𝛽)𝑥𝑠𝑖𝑛(𝜋𝛽2) 𝑟 (1+𝛽2 )𝑥𝛽𝑥2( 𝛽−1
2 )
)
1 𝛽
,
β = 1.5(19)
Dimana u, v adalah nilai acak di dalam (0-1), β adalah konstanta standar yang ditetapka. Oleh karena itu, strategi akhir untuk memperbarui posisi elang dalam fase pengepungan lunak dapat dilakukan oleh persamaan sebagai berikut :
𝑋(𝑡 + 1) = { 𝑌 𝑖𝑓 𝐹(𝑌) < 𝐹(𝑋(𝑡))
𝑍 𝑖𝑓 𝐹(𝑍) < 𝐹(𝑋(𝑡)) (20)
Dimana Y dan Z diperoleh menggunakan Persamaan. (17) dan (18).
d. Pengepungan Kasar dengan Penyelamatan Cepat Progresif
Kapan |𝐸| < 0.5 dan 𝑟 < 0.5, kelinci tidak memiliki energi yang cukup untuk melarikan diri, sehingga elang melakukan pengepungan yang keras sebelum menerkam dan membunuh mangsa. Situasi langkah ini mirip dengan pengepungan lunak, tetapi kali ini, elang mencoba untuk mengurangi jarak lokasi rata-rata dengan kelinci yang melarikan diri. Oleh karena itu, aturan berikut dilakukan dalam kondisi pengepungan keras dengan persamaan sebagai berikut :
𝑋(𝑡 + 1) = { 𝑌 𝑖𝑓 𝐹(𝑌) < 𝐹(𝑋(𝑡))
𝑍 𝑖𝑓 𝐹(𝑍) < 𝐹(𝑋(𝑡)) (21)
Dimana Y dan Z diperoleh menggunakan aturan baru dalam persamaan (22) dan (23)
𝑌 = 𝑋𝑟𝑎𝑏𝑏𝑖𝑡(𝑡) − 𝐸 |𝐽𝑋𝑟𝑎𝑏𝑏𝑖𝑡(𝑡) − 𝑋(t)|
(22)
𝑍 = 𝑌 + 𝑆 𝑥 𝐿𝐹(𝐷) (23)
Dimana 𝑋𝑚(𝑡) diperoleh dengan menggunakan persamaan (9).
Berikut merupakan pseudocode untuk Harris Hawks Optimization (HHO)
21
Algorithm 1 pseudocode Harris Hawks Algorithm
Inputs: The population size N and maximun number of iterations T Outputs: The location of rabbit an its fitness value
Initialize the random population X
i(i = 1,2, . . . , N) Determine permutation job using LRV
while (stopping condition is not met) do
Calculate the fitness value of hawks with energy consumption function Using Eq.10
Set X
rabbitas the location of rabbit ( best location) for (each hawk(X
i)) do
Update the initial energy E
0and jump strength > E
0= 2*Rand()-1, J=2(1-rand())
Update the E using Eq. (13)
if (|E| ≥ 1) then - Exploration phase Update the location vector using Eq.(11)
if (|E| < 1) then - Exploitation phase
if (r ≥ 0.5 and |E| ≥ 0.5) then - Soft besiege Update the location vector using Eq. (14)
else if (r ≥ 0.5 and |E| < 0.5) then - Hard besiege Update the location vector using Eq. (16)
else if (r < 0.5 and |E| ≥ 0.5) then - Soft besiege with progressive rapid lived
Update the location vector using Eq. (20)
else if (r < 0.5 and |E| ≥ 0.5) then - Hard besiege with progressive rapid lived
Update the location vector using Eq. (21) Update location oh hawks
Update LRV & energy consumption Return X
rabbit2.13 Literatur Review
Berikut merupakan beberapa penelitian terdahulu mengenai penjadwalan
Hybrid Flowshop dengan menggunakan beberapa pendekatan. Penelitian terdahulu
dapat dijadikan sebagai referensi dalam penelitian selanjutnya.
22
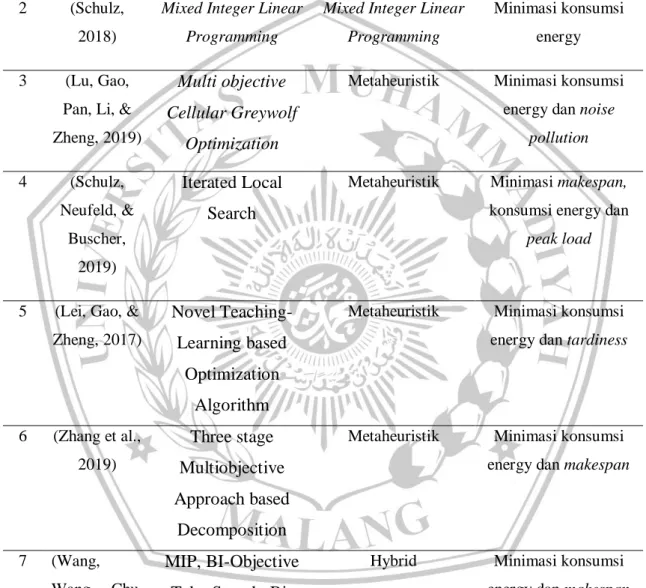
Tabel 2. 1 Literatur Review
No Penulis Pendekatan Klasifikasi
Penjadwalan
Fungsi Tujuan
1 (Yan, Wen,
& Li, 2014)
Genetic Algorithm Metaheuristik Minimasi makespan dan konsumsi energi
2 (Schulz, 2018)
Mixed Integer Linear Programming
Mixed Integer Linear Programming
Minimasi konsumsi energy
3 (Lu, Gao, Pan, Li, &
Zheng, 2019)
Multi objective Cellular Greywolf
Optimization
Metaheuristik Minimasi konsumsi energy dan noise
pollution
4 (Schulz, Neufeld, &
Buscher, 2019)
Iterated Local Search
Metaheuristik Minimasi makespan, konsumsi energy dan
peak load
5 (Lei, Gao, &
Zheng, 2017)
Novel Teaching- Learning based Optimization
Algorithm
Metaheuristik Minimasi konsumsi energy dan tardiness
6 (Zhang et al., 2019)
Three stage Multiobjective Approach based
Decomposition
Metaheuristik Minimasi konsumsi energy dan makespan
7 (Wang, Wang, Chu,
& Yu, 2020)
MIP, BI-Objective Tabu Search, Bi-
Objective Ant Colony
Hybrid Minimasi konsumsi
energy dan makespan
8 (Ling-Li, Feng-Xing,
Particle Swarm Optimization
Metaheuristik Minimasi konsumsi energi
23 Xiao-hong, &
Zheng, 2009)
9 (Li, Sang, Han, Wang,
& Gao, 2018)
Multi-objective Algorithm
Metaheuristik Minimasi konsumsi energy dan total cost
10 (Zhou & Liu, 2019)
Differential Evolution & NEH
Hybrid Minimasi konsumsi
energy