Seminar Nasional Maritim, Sains, dan Teknologi Terapan 2016 Vol. 01
Politeknik Perkapalan Negeri Surabaya, 21 November 2016 ISSN: 2548-1509
Analisa Beban Kerja Pekerja Tahapan Pengemasan Unit Padatan
PT Petrosida Gresik dengan Metode Recommeded Weight Limit
(RWL)
Margareta Citra Resdianti*), Lukman Handoko, Anda Iviana Juliana
Program Studi Teknik Keselamatan dan Kesehatan Kerja, Jurusan Teknik Permesinan Kapal, Politeknik Perkapalan Negeri Surabaya, Jl. Teknik Kimia, Kampus ITS Sukolilo, Surabaya 60111 Jurusan Teknik Industri, FTI, Gedung Teknik Industri, Kapus ITS, Sukolilo, Surabaya, Jawa Timur.
Jurusan Kesehatan Masyarakat, Unair, Jl. Mulyorejo, Surabaya Indonesia 60115 margaretacitra863@gmail.com, andahome@gmail.com, aluk.96@yahoo.com
Abstrak
PT Petrosida Gresik merupakan perusahaaan Agroindustri yang memproduksi produk-produk kimia pertanian (Agrokimia) seperti pestisida, pupuk, Bahan kimia untuk perkebunan serta Bio Pestisida dan Bio Fertilizer. Salah satu unit yang meproduksi produk-produk tersebut yaitu unit Padatan. Pada Unit Padatan tersebut terdapat tahap pengemasan yang masih dilakukan secara manual. Aktifitas yang sering dilakukan yaitu pengangkatan,, mendorong, menarik, mengangkut dan memindahkan barang dengan frekuensi mengulang yang cukup tinggi serta adanya keluhan dari pekerja. Sehingga hal ini dapat menyebabkan pekerja mengalami cidera otot (Musculoskeletal Disorders) ataupun cidera tulang (Back Injury). Penelitian ini menggunakan metode RWL
(Recommended Weight Limit) dan LI (Lifting Index) untuk menilai beban maksimum yang mampu diangkat pekerja serta tingkat stress kerja akibat beban kerja yang dilakukan pada tahap pengemasan Unit Padatan PT Petrosida Gresik. Beban kerja maksimum yang mampu dilakukan pekerja mengangkat atau memindahkan keranjang kemasan produk keperekatan memiliki Nilai LI 1,5 origin dan destinasi 0,71 untuk yang destinasi <1 sehingga masih masuk dalam kategori aman sedangkan untuk yang origin >1 makan dapat menyebabkan back Injury. Untuk kegiatan pemindahan karung produk ke pengemasan, pemindahan kardus dari pengepakan ke meja penalian dan ke pallet hasil LI >1, yaitu 2,9486, 7,5228 dan 7,1463 sehingga bias disimpulkan bahwa ketiga kegiatan tersebut sangat tinggi untuk menyebabkan adanya cidera otot ataupun cidera tulang pada pekerja.
Kata kunci : RWL, MsDs, LI
PENDAHULUAN
PT Petrosida Gresik merupakan perusahaaan Agroindustri yang memproduksi produk-produk kimia pertanian (Agrokimia) seperti pestisida, pupuk, Bahan kimia untuk perkebunan serta Bio Pestisida dan Bio Fertilizer. Salah satu unit yang memproduksi produk-produk tersebut yaitu unit Padatan. Pada Unit tersebut tahap pengemasan masih dilakukan secara manual. Kegiatan pada tahap pengemasan memiliki risiko cidera otot pada pekerja dikarena aktivitasnya pekerja yaitu melakukan pekerjaan Manual Material Handling. pekerja melakukan pekerjaan pengangkatan dengan beban yang cukup besar dan dilakukan secara berulang-ulang. Adanya kemungkinan beban kerja yang diatas kemampuan pekerja yang dapat menyebabkan cidera pada pekerja. Dari kuisoner Nordic Map Pekerja mengalami keluhan pada beberapa bagian tubuh. Oleh karena itu, penelitian ini melakukan perhitungan Recommended Weight Limit ( RWL) serta menghitung nilai Lifting Index
(LI) dari aktivitas pengangkatan yang dilakukan pada tahap pengemasan unit Padatan PT Petrosida Gresik.
METODOLOGI
2.1.Studi penelitian Pendahuluan
Seminar Nasional Maritim, Sains, dan Teknologi Terapan 2016 Vol. 01 ISSN: 2548-1509 Politeknik Perkapalan Negeri Surabaya, 21 November 2016
2.2.Recommended Weight Limit (RWL)
RWL (Recommended Wight Limit) adalah nilai beban angkat yang disarankan untuk pekerjaan mengangkat beban. Tujuan untuk mencegah terjadinya cedera tulang belakang bagian bawah bagian pekerja dalam melakukan pengangkatan beban manual.
Persamaan NIOSH RWL berlaku pada keadaan (waters, 1994)
1. Beban yang diberikan adalah beban statis, tidak ada penambahan ataupun pengurangan beban ditengah-tengah pekerjaan.
2. Beban diangkat dengan kedua tangan.
3. Pengangkatan atau penurunan benda dilakukan dalam waktu maksimal 8 jam. 4. Pengangkatan atau penurunan benda tidak boleh dilakukan saat duduk atau berlutut. 5. Tempat kerja tidak sempit.
Formulasi RWL :
𝑅𝑊𝐿 = 𝐿𝐶 𝑥 𝐻𝑀 𝑥 𝑉𝑀 𝑥 𝐷𝑀 𝑥 𝐴𝑀 𝑥 𝐹𝑀 𝑥 𝐶𝑀(2.1)
Tabel 1. Coupling Multiplier (CM) (Tarwaka, 2010)
2.3.Lifting Index (LI)
Menyatakan nilai estimasi dari tingkat tegangan fisik tersebut, dinyatakan sebagai hasil bagi antara nilai beban angkatan (load weight) dengan nilai RWL.
Formulasi LI single Task :
𝐿𝐼 =𝐿𝑜𝑎𝑑 𝑊𝑒𝑖𝑔ℎ𝑡𝑅𝑊𝐿 (2.7) demikian lifting Index-nya (LI) mempunyai nilai 1 (satu). Semakin besar nilai LI maka semakin sedikit jumlah pekerja yang mampu secara aman bertahan untuk pekerjaan tersebut. (Iviana, 2005).
Tabel 2. Klasifikasi Tingkat Risiko Terhadap Nilai LI (Tarwaka, 2010) Nilai
Tidak adanya masalah dengan pekerjaan mengangkat, maka tidak diperlukan perbaikan terhadap pekerjaan, tetapi tetap terus mendapatkan perhatian sehingga nilai LI dapat dipertahankan <1
1 - <3 Sedang
Ada beberapa parameter angkat, sehingga perlu dilakukan
pengecekan dan redesain segera pada parameter yang menyebabkan Faktor Pengali
Kualitas Kopling V < 75 cm V > 75 cm
Baik 1.00 1.00
Cukup 0.95 1.00
Seminar Nasional Maritim, Sains, dan Teknologi Terapan 2016 Vol. 01
Politeknik Perkapalan Negeri Surabaya, 21 November 2016 ISSN: 2548-1509
HASIL DAN PEMBAHASAN
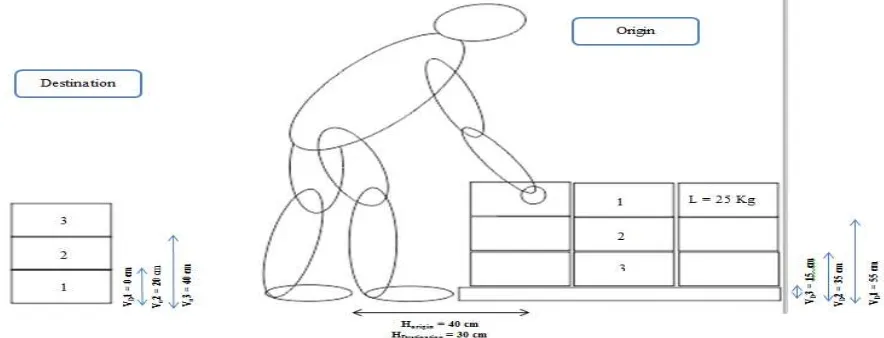
Pada tahap pengemasan pengemasan ini ada 8 aktivitasa kegiatan namun aktifitas yang sesuai dengan syarat perhitungan RWL hanya 4, yaitu mengangkat karung produk dari pallet menuju ketahap pekerja yang mengemas, mengangkat keranjang kemasan ke meja perekatan, mengangkat kardus produk kemeja penalian kdan mengangkat kardus dari meja penalian ke pallet. Mengidentifikasi dengan perumpaan seperti gambar berikut :
Gambar 1. Gambaran Pekerja saat beraktivitas mengangkat karung produk ke pekerja pengemasan
Tabel 3. Tahap 1 Mengukur dan mencatat variable pekerjaan
Origin Dest
Tabel 4. Tahap 2. Menghitung multiplier dan FIRWL, STRWL, FILI, STLI pada masing-masing pekerjaan
No.
1
23 0.625 0.94
0.9
1
0.95 11.5532
0.91 10.513
2.1639
2.3779
2
2
2
23 0.625 0.88
1
1
0.95 12.0175
0.91 10.936
2.0803
2.2860
3
2
3
23 0.625 0.82
1
1
0.95 11.1981
0.91 10.190
2.2325
2.4533
1
2
LC x HM x VM x DM x AM x CM
FIRWL x FM
Tabel 5. Tahap 3 Menghitung Composite Lifting Index (CLI) (setelah penomoran ulang)
CLI =
total
CLI =
2.9486
STLI + FILI
1+ FILI
2Seminar Nasional Maritim, Sains, dan Teknologi Terapan 2016 Vol. 01
Politeknik Perkapalan Negeri Surabaya, 21 November 2016 ISSN: 2548-1509
Dari tabel dapat dilihat dari kelima tumpukan nilai FILI>1.0 maka kekuatan pada tubuh yang terbebani cukup besar, sehingga perlu adanya perubahan ergonomi untuk mengurangi adanya permintaan kekuatan yang diperlukan. Nilai STLI dari ketiga pekerjaan tumpukan ini juga melebihi 1.0 sehingga mengakibatkan kelelahan pada pekerja, nilai STLI ini dugunakan untuk mengurutkan pekerjaan individu yang berdasarkan tekanan secara fisik sehingga pekerjaan ini perlu adanya perubahan secara ergonomi. Nilai CLI dari pekerjaan ini yaitu 7.5228 hal ini bahwa tenaga kerja akan mengalami stress secara fisik, kemungkinan perlu adanya redesain dibeberapa bagian pekerjaan. Tingkat risiko dikategorikan tinggi karena melebihi 3. Diperlukannya pengecekan dan perbaikan sesegera mungkin secara menyeluruh pada semua parameteryang menyebabkan nilainya tinggi.
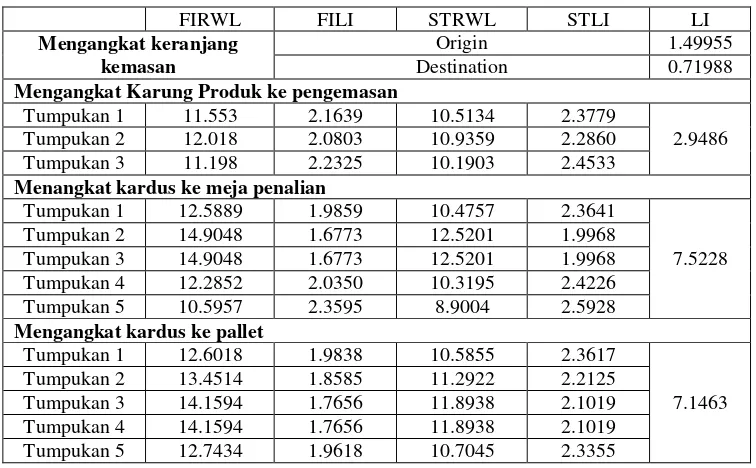
Hasil penelitian yang telah dilakukan dan dijelaskan disusun dalam tabel 5 yang merupakan ringkasan dari hasil perhitungan RWL dan LI pada aktivitas pekerja tahap pengemasan unit Padatan PT Petrosida Gresik. Tabel dibawah ini menunjukkan beban kerja pekerja yang mampu dilakukan oleh pekerja pada tahapan pengemasan dan juga tingkat risiko pada pekerja.
Tabel 6. Hasil perhitungan LI dari semua kegiatan
FIRWL FILI STRWL STLI LI
Beban kerja maksimum yang mampu dilakukan pekerja mengangkat atau memindahkan keranjang kemasan produk keperekatan memiliki Nilai LI 1,5 origin dan destinasi 0,71 untuk yang destinasi <1 sehingga masih masuk dalam kategori aman sedangkan untuk yang origin >1 makan dapat menyebabkan back Injury. Untuk kegiatan pemindahan karung produk ke pengemasan, pemindahan kardus dari pengepakan ke meja penalian dan ke pallet hasil LI >1, yaitu 2,9486, 7,5228 dan 7,1463 sehingga bias disimpulkan bahwa ketiga kegiatan tersebut sangat tinggi untuk menyebabkan adanya cidera otot ataupun cidera tulang pada pekerja.
UCAPAN TERIMA KASIH
Seminar Nasional Maritim, Sains, dan Teknologi Terapan 2016 Vol. 01 ISSN: 2548-1509 Politeknik Perkapalan Negeri Surabaya, 21 November 2016
DM : (Distance Multiplier) faktor pengali perpindahan. DM= 0,82+4,5/D (2.4)\ AM : (Asymentric Multiplier) faktor pengali asimentrik. AM = 1–0,0032 A (2.5)
FM : (Frequency Multiplier) faktor pengali frekuensi 𝐹𝑀 = 1 − ( 𝐹
𝐹𝑚𝑎𝑥) (2.6)
CM : (Coupling Multiplier) factor pengali kopling (handle)
DAFTAR PUSTAKA
Nurmianto, Eko. (2004). Ergonomi Konsep Dasar dan Aplikasinya (Edisi kedua). Surabaya : Guna Widya Tarwaka, P. (2010). Ergonomi Industri Dasar-Dasar Pengetahuan Ergonomi dan Aplikasi di Tempat Kerja.
Surakarta: Harapan Press.
Muslimah, Etika. Dkk. (2006). Jurnal Ilmiah Teknik Industri Vol. 5 No. 2 (page 53-60). Surakarta : Universitas Muhammadiyah Surakarta.
Resdianti, M. C. (2016). Ergonomic Assessment dan Perancangan Fasilitas Kerja pada Pekerja Tahap Pengemasan Unit Padatan PT Petrosida Gresik
Waters, T. R.; Anderson, V. P.; Garg, A. 1994. Application Manual For The Revised NIOSH Lifting Equation US Department of Health and Human Service, Cincinnati.
Seminar Nasional Maritim, Sains, dan Teknologi Terapan 2016 Vol. 01
Politeknik Perkapalan Negeri Surabaya, 21 November 2016 ISSN: 2548-1509