Disusun oleh :
Nama : NUGROHO JATI WALUYO
NIM : 41308110002
Nama Pembimbing : Ir. Nanang Ruhyat , MT Program Studi : Teknik Mesin
PROGRAM STUDI TEKNIK MESIN FAKULTAS TEKNOLOGI INDUSTRI
UNIVERSITAS MERCUBUANA JAKARTA
ii
PROSES KALIBRASI MIKROMETER
DI PT. SANTOSO TEKNINDO TANGERANG Jakarta , Juni 2011 Disahkan oleh Dosen Pembimbing Kerja Praktek
iii
Puji syukur kehadirat Tuhan YME, yang senantiasa memberikan rahmat dan berkat-Nya serta kesempatan yang baik dan kesehatan sehingga penulis dapat menyelesaikan Kerja Praktek di PT. Santoso Teknindo., Tangerang dan dapat menyelesaikan pembuatan laporan kerja praktek ini tanpa kendala yang berarti.
Keberhasilan penulis untuk menyelesaikan Laporan Kerja Praktek ini tidak terlepas dari bantuan dari berbagai pihak. Untuk itu pada kesempatan ini penulis mengucapkan terima kasih atas segala bantuan dan bimbingannya, kepada : 1. Bapak Tody Santoso selaku Direktur Utama PT. Santoso Teknindo.
2. Bapak Surijanto Santoso dan Bapak Suryadi Santoso selaku Direktur Operasional PT. Santoso Teknindo.
3. Bapak Thomas Donni Kristanto selaku Manager Operational Engineering PT. Santoso Teknindo.
4. Bapak Adi Sasongko Tito selaku Manager Production Engineering PT. Santoso Teknindo.
5. Bapak Slamet Mujiono selaku Manager Chip Forming Production PT. Santoso Teknindo.
6. Bapak Hendra Prasetya selaku Manager Non - Chip Forming Production PT. Santoso Teknindo.
7. Bapak Marcel selaku Manager Human Resources Development PT. Santoso Teknindo.
iv Universitas Mercu Buana Jakarta.
10. Ir. Nanang Ruhyat, MT selaku dosen pembimbing mata kuliah kerja praktek. 11. Bapak-bapak dosen Teknik Mesin Universitas Mercu Buana yang telah
memberikan bimbingan dan pengajaran selama kuliah.
12. Bapak, Ibu serta seluruh keluarga yang telah memberikan dukungan yang sangat berarti pada penulis dalam menyelesaikan Laporan Kerja Praktek ini. 13. Seluruh rekan Angkatan XIII PKK Teknik Mesin Universitas Mercu Buana
yang senantiasa memberikan semangat dan arahan kepada penulis.
Penulis menyadari masih adanya banyak kesalahan dan kekurangan dalam penulisan laporan kerja praktek ini, oleh karena itu penulis memohon maaf atas segala kekurangan tersebut. Penulis juga berkenan menerima segala kritik dan saran yang bersifat membangun demi kesempurnaan laporan ini.
Singkat kata, semoga laporan ini bisa bermanfaat bagi semua pihak terutama mahasiswa Teknik Mesin Universitas Mercu Buana.
Tangerang, Juni 2011 Penyusun
v
HALAMAN JUDUL ... i
HALAMAN PENGESAHAN ... ii
KATA PENGANTAR ... iii
DAFTAR ISI ... v
DAFTAR GAMBAR ... viii
BAB I PENDAHULUAN 1.1. Latar belakang penulisan ... 1
1.2. Pokok permasalahan ... 2
1.3. Waktu dan tempat ... 2
1.4.Tujuan penulisan ... 3
1.5. Metode pengumpulan data ... 3
1.6. Sistematika penulisan ... 4
BAB II SEJARAH DAN PERKEMBANGAN PERUSAHAAN 2.1. Berdirinya PT. SantosoTeknindo ... 5
2.2 Ragam Pengerjaan ... 5
2.3. Penerapan Teknologi ... 7
2.4. Kebijakan Mutu Perusahaan ... 9
2.5. Kerjasama Bantuan Teknik ... 10
vi
2.6.4 Non-Chip Forming Production Department ... 13
2.6.5 Quality Assurance and Calibration ... 13
2.6.6 Human Resources Development ... 13
2.7. Struktur Organisasi PT. Santoso Teknindo ... 14
2.7.1. Struktur Organisasi Operation Engineering ... 14
2.7.2. Struktur Organisasi Production Engineering ... 15
2.7.3. Struktur Organisasi Chip Forming Production ... 16
2.7.4. Struktur Organisasi Non-Chip Forming Production ... 17
2.7.5. Struktur Organisasi Human Resourcess Development... 18
2.7.6. Struktur Organisasi Quality Assurance and Calibration ... 19
BAB III PENGENALAN DAN KALIBRASI MIKROMETER 3.1. Pengenalan Mikrometer ... 21
3.2. Bagian-bagian Mikrometer ... 22
3.3. Jenis-jenis dan Fungsi Mikrometer ... 22
3.3.1. Mikrometer Luar (Outside Micrometer) ... 23
3.3.2. Mikrometer Dalam (Inside Micrometer) ... 23
3.3.3. Mikrometer Kedalaman (Depth Micrometer) ... 24
3.4. Prinsip Dasar dan Teknik Kalibrasi ... 24
3.4.1. Prinsip Dasar Kalibrasi Dimensional ... 25
vii
3.5.2. Contoh Verifikasi Kalibrasi Mikrometer ... 3 BAB IV KESIMPULAN DAN SARAN
4.1. Kesimpulan ... 37 4.2. Saran ... 37 DAFTAR PUSTAKA ... 39
viii
Gambar 2.2 Struktur Organisasi Production Engineering ... 15
Gambar 2.3 Struktur Organisasi Chip Forming Production …………....……...16
Gambar 2.4 . Struktur Organisasi Non-Chip Forming Production... 17
Gambar 2.5 Struktur Organisasi Human Resourcess Development ……...…....18
Gambar 2.5 Struktur Organisasi Quality Assurance and Calibration…….…....19
Gambar 3.1 Mikrometer………...………... 21
Gambar 3.2 Bagian-bagian Mikrometer Luar……….………...…..22
Gambar 3.3 Analog Outside Micrometer ... 23
Gambar 3.4 Analog Inside Micrometer ... 23
Gambar 3.5 Analog Depth Micrometer... 24
Gambar 3.6 Mikrometer ... 27
Gambar 3.7 Mikrometer ... 28
1 BAB I PENDAHULUAN
1.1 Latar Belakang Penulisan
Perkembangan teknologi manufaktur yang semakin pesat, mampu menciptakan inovasi-inovasi produk baru yang bervariasi dan semakin lebih teliti guna memenuhi tuntutan kebutuhan manusia terhadap perkembangan jaman. Bahkan tak sedikit produk yang memiliki tuntutan produksi sangat tinggi seperti komponen pendukung mesin industri yang mempunyai spesifikasi dimensi tertentu dan ketelitian tertentu pula, special cutting tools, dll . Sebagai alat ukur dengan kepresisian tinggi, mikrometer harus mampu memenuhi standar agar produk-produk yang mempunyai kepresisian tinggi dapat diproduksi dan berstandar. Suatu produk yang berstandar harus mempunyai rantai ketertelusuran hingga level Standar Internasional. Untuk itu alat ukur seperti mikrometer harus terkalibasi agar tertelusur dengan standar internasional.
PT.Santoso Teknindo, merupakan salah satu perusahaan manufaktur yang bergerak dalam bidang precision jig, special cutting tool, special tool holder, rotary die, die forming roll, punch, gauge serta berbagai macam komponen Forming Tool ( Dies & Mould ).
Semua produk yang dihasilkan oleh PT. Santoso Teknindo, jarang sekali ditemukan dipasaran karea sifat pembuatanya yang hanya menuruti pemesanan jadi bukan untuk produksi masssal melainkan untuk specialis order. Diambil contoh produk special cutting tools (step drill, G-drill, burnishing drill, reamer, dll). Tak banyak perusahaan-perusahaan manufaktur yang melayani pembuatan special cutting tools. Hal ini karena selain tingkat kerumitan yang cukup tinggi, biaya proses
2
pembuatanya yang mahal, tingkat resiko permasalahan yang tinggi, dan tingkat kpresisian yang tinggi pula. Untuk hal inilah yang membuat penulis tertarik untuk membahas proses kalibrasi mikrometer sebagai alat ukur dimensi di PT. Santoso Teknindo.
I.2 Pokok Permasalahan
Mikrometer sebagai alat ukur dimensi terutama untuk pengukuran diameter luar dan dalam, length, depth, harus mampu memenuhi standar yang tertelusur ke standar internasional. Untuk itu mikrometer harus di kalibrasi secara periodik berdasarkan prosedur yang telah ditentukan oleh perusahaan. Semua itu dimaksudkan agar produk-produk yang dihasilkan tidak mengalami komplain oleh customer karena ukuran yang NG (not go) karena mikometer yang digunakan tidak terkalibrasi. Kalibrasi mikrometer dengan menggunakan Gauge Block grade 1 dilakukan berdasarkan metode yang dipaparkan menjadi tahapan prosedur pengkalibrasian. Pada penulisan laporan ini, penulis menggunakan mikrometer luar 0-25 mm sebagai alat ukur yang akan dikalibrasi dengan menggunakan Gauge Block grade 1 sebagai standarnya.
I.3 Waktu dan Tempat
Laporan kerja praktek tersebut disusun berdasarkan pelaksanaan rutinitas kerja yang dilakukan oleh mahasiswa sehari - hari. Sedangkan tempat pelaksanaan kerja praktek tersebut yaitu di PT.Santoso Teknindo yang beralamat di Jl Gatot Subroto km 8 , Jatake, Jati Uwung , Tangerang ,Banten 15136
3 I.4 Tujuan Penulisan
Tujuan penulisan laporan kerja praktek ini adalah :
1. Memperkenalkan jenis-jenis, bagian, dan fungsi mikrometer. 2. Mengetahui proses dan prosedur kalibrasi mikrometer.
I.5 Metode Pengumpulan Data
Dalam mendapatkan informasi dalam penulisan laporan kerja praktek, penulis menggunakan beberapa metode yaitu:
1. Metode Pustaka
Metode kepustakaan merupakan metode pengumpulan data yang dilakukan berdasarkan literature dari buku-buku yang didapatkan dari perusahaan atau perpustakaan sebagai dasar teoritis dalam penulisan referensi terhadap hasil yang diperoleh.
2. Metode Wawancara
Metode ini dilakukan dengan meminta penjelasan secara lisan dan tulisan dari pembimbing lapangan maupun dari operator lapangan.
3. Metode Pengamatan & Pengalaman
Metode ini dilaksanakan dengan melakukan pengamatan secara langsung dan berdasarkan pengalaman kerja sehari – hari . Dengan metode ini penulis dapat mengetahui bagaimana proses kalibrasi mikrometer sehingga dapat meminimalisir kesalahan pengukuran.
4 I.6 Sistematika Penulisan
Adapun sistematika penulisan laporan Kerja Praktek ini disusun penulis dengan urutan sebagai berikut :
BAB I Pendahuluan
Berisi tentang latar belakang penulisan laporan, tujuan penulisan, waktu dan tempat pelakasanan kerja praktek, dan sistematika penulisan.
BAB II Sejarah dan Perkembangan Perusahaan
Berisi tentang sejarah berdirinya PT Santoso Teknindo, ragam pengerjaan di PT Santoso Teknindo, penerapan teknologi permesinan di PT Santoso Teknindo, kebijakan mutu, kerjasama bantuan teknik, divisi-divisi yang ada di PT Santoso Teknindo, profil perusahaan dan stuktur organisasi PT. Santoso Teknindo.
BAB III Pengenalan Dan Kalibrasi Mikrometer
Berisi jenis dan fungsi mikrometer, bagian-bagian mikrometer, prinsip dasar kalibrasi, perlengkapan untuk kalibrasi mikrometer, ketertelusuran kalibrasi, proses kalibrasi mikrometer, perhitungan ketidakpastian, studi kasus kalibrasi mikrometer
BAB IV Kesimpulan Dan Saran
Berisi tentang kesimpulan-kesimpulan dari proses kalibrasi mikrometer, dan juga berisi saran penulis yang mungkin akan berpengaruh demi peningkatan kualitas produk di PT. Santoso Teknindo.
5 BAB II
SEJARAH DAN PERKEMBANGAN PERUSAHAAN
2.1 Berdirinya PT Santoso Teknindo
Sejarah PT. Santoso Teknindo bermula dari bengkel bubut dan las "Santoso", yang beroperasi pada tahun 1979. Hanya bermodalkan fasilitas permesinan yang berbasis mesin-mesin manual, sejak awal PT. Santoso Teknindo telah bertekad untuk memberikan qualitas komponen dan pelayanan yang terbaik bagi konsumen. Akan tetapi karena keterbatasan permesinan tersebut, ragam pengerjaanyapun juga masih sebatas pembuatan komponen-komponen mesin ringan dan reparasi mesin industri ringan saja. Untuk dapat melayani kebutuhan akan komponen yang terus meningkat, perluasan dipusatkan pada PT. Santoso Teknindo yang resmi beroperasi pada 1 Juli 1990. Sejak ini PT. Santoso Teknindo mulai berkembang dengan menambah mesin-mesin produksi yang berbasis CNC. Dengan fasilitas tersebut, ragam pengerjaannyapun mulai merambah ke pembuatan precision part, serta special tools untuk industri-industri yang besar.
2.2 Ragam Pengerjaan
6 Pembuatan roda gigi
Roda gigi lurus, helix, cacing, gigi payung lurus, gigi payung spiral, sproket & spline.
Pembuatan punch & die
Cutting die untuk besi plat, stainless steel dan plastik. Roller & die untuk industri kabel
Mold
Mold untuk karet, cavity mold plastik. Pemesinan dengan tingkat presisi tinggi
Drill jig, checking jig, machining jig, timing gear, gauge. Pembuatan Cam
Cam untuk mesin industry tekstil (rajut/weaving), cam untuk industri mur dan baut.
Pembuatan sealer die dan rotary die
Sealer die untuk industri obat-obatan serta untuk industri pampers serta pembalut.
Pemesinan baja berkekerasan tinggi Pembuatan roll & shaft
Beragam roll & shaft untuk mesin industri Pengerjaan Plat
Potong, roll, tekuk dan pon plat Pembuatan & pengasahaan pisau
Pisau crusher plastik, pisau potong benang, plastik dan besi plat, delta drill, reaming, insert.
Pembuatan special welding electrode untuk industri kompor gas
Pembuatan outsole trimming blade, midsole hand grinder dan gluing pressure pad untuk industri sepatu
7
Pembuatan stiching box untuk industri karton Ragam Grinding
Pembuatan mesin-mesin industri Machine building
2.3 Penerapan Teknologi
Dalam pembuatan komponen dengan akurasi tinggi, PT. Santoso Teknindo menggunakan mesin-mesin perkakas yang berbasis komputer (CNC). Komputerisasi di PT. Santoso Teknindo telah menjadi pemicu untuk menghasilkan produk dan layanan yang lebih baik. Berikut adalah fasilitas-fasilitas permesinan yang dimiliki PT Santoso Teknindo :
Fasilitas Mesin Produksi
CNC Machining Center ( 3 axix, 4 axis, 5 axis, 6 axis)
CNC Turning Center
CNC Cylindical Grinder
CNC Tool & Cutter Grinder
CNC Wire EDM
Jig Grinding Machine
8 Precision Surface Grinder
Gear Hobbing Machine, dll
Fasilitas Quality Assurance
ULM with 0.1 micron occuracy
CMM
CNC Optical Measuring M/C
CNC RoundnessTester
Computerize Balancing M/C
Rockwell C Hardness Tester
Surface Roughness Tester
Stereo Microscope, dll
Fasilitas Pendukung
Heat Treatment Furnace
Black Oxide Coating
TIG Welding
Brazing
9 Hidroulic Press, dll.
2.4 Kebijakan Mutu Perusahaan
Kebijakan mutu perusahaan adalah tiada kata kompromi untuk menghasilkan mutu dan pelayanan terbaik, demi terciptanya kelangsungan usaha yang berkesinambungan.
Visi perusahaan : Menjadi pemimpin di pasar global sebagai perusahaan enginering pembuat precision mechanical components dan special cutting tools melalui implementasi teknologi tinggi dan innovasi terbaru.
Misi perusahaan :
Secara konsisten menciptakan produk dengan kualitas diatas harapan pelanggan dengan harga yang terjangkau melalui keahlian dan implementasi teknologi.
Secara konsisten memenuhi komitmen penyelesaian dan pengiriman pesanan tepat waktu yang berfokus pada kepentingan pelanggan.
Secara konsisten memberikan pelayanan purna jual yang memuaskan. Penyelesaian masalah secara analitis dan kreatif untuk memberikan solusi yang tepat guna, atas kebutuhan pelanggan.
Secara berkala meningkatkan efisiensi dan efektivitas kerja dari semua pemegang kepentingan guna menunjang daya saing.
Meningkatkan kompetensi dan pengembangan potensi karyawan yang tiada henti, serta tingkat pertumbuhan dan pengembalian investasi yang memuaskan bagi pemegang saham.
Dalam perusahan ini diterapkan program 5-S (menganut system jepang) untuk menunjang kelancaran dan efektifitas pada jalannya proses produksi. Adapun program 5-S itu sebagai berikut :
10 Seiri ( Ketertiban dan Pemilahan )
Yaitu memisahkan barang / peralatan yang perlu dan yang tidak perlu, barang-barang yang berada ditempat yang salah harus ditempatkan pada tempat yang benar.
Seiton ( Kerapian / Penataan )
Yaitu menata penempatan dari peralatan atau barang sehingga tersedia jika diperlukan dan mudah dicari / diambil.
Seiso ( Kebersihan )
Yaitu usaha membersihkan tempat kerja dari barang-barang yang seharusnya tidak ada.
Seiketsu ( Kelestarian / standarisasi )
Yaitu menjaga tempat kerja untuk dapat dioperasikan secara standard dan baik, melaporkan / memperbaiki segera jika ada penyimpangan standard.
Shitsuke ( Kedisiplinan )
Yaitu kebiasaan untuk selalu mengikuti aturan – aturan yang sudah ditetapkan, mengikuti aturan kerja sesuai WI (work instruction).
2.5 Kerjasama Bantuan Teknik
Selain membuat komponen-komponen permesinan yang presisi, special cutting tool serta reparasi mesin-mesin industri, PT Santoso Teknindo juga melakukan kerjasama bisnis dengan perusahaan-perusahaan besar di luar negeri dengan menjadi distributor resmi mereka. Hal ini dilakukan untuk lebih meningkatkan pelayanan serta kepuasan yang lebih bagi customer-customernya. Berikut adalah perusahaan-perusahaan mitra bisnis PT Santoso Teknindo :
Bidang Cutting Tool for Turning & Milling, Parting & Grooving, Drilling & Taping , Auto Chamfer.
11 PT LMT PT PH HORN PT SPHINK PT HEULE PT AMEC PT Nine9
Bidang Tool Holder System, Quick Change System, Special Hidroulic Chuck, Magnetic Chuck, Lathe Chuck, Vise, Automation Gripper.
PT SCHUNK
Bidang Tool Measuring Machine, Tool Presetting Machine, Drill Regrinding Machine, Taping Machine, Protective Packaging
PT ZOLLER
PT METEOR PT ROSE PLASTIC
PT ROSCAMAT
Bidang Deburing Brush, Cleaning Brush, Abrasives, Band Saw
PT WEILER
PT RONTGEN METALLSAGEN
Bidang Safety Glass, Safety Glove, Safety Apparel, Industrial Wipes, Hand Cleaner
PT KIMBERLY- CLARK
12
Bidang measuring manually (Caliper, Micrometer, Gauge, Dial Indicator, Dial Stand)
PT PREISSER MESSTECHNIK
PT FISSO
2.6 Divisi-Divisi di PT. Santoso Teknindo
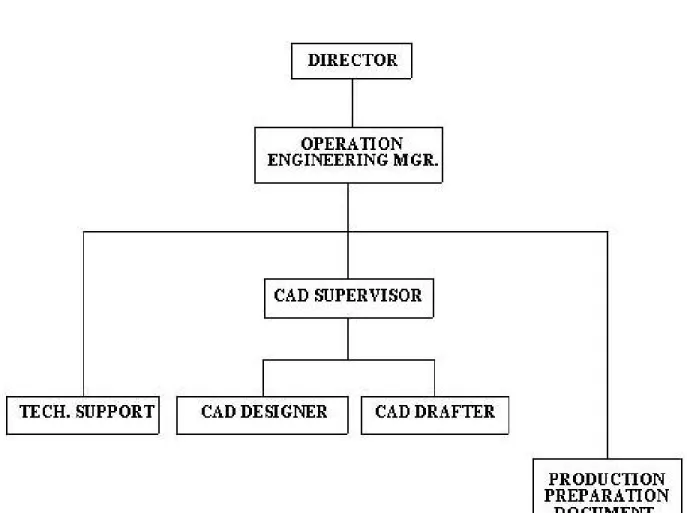
2.6.1. Operation Engineering Department
Tugas pokok dari divisi ini adalah mendisain, membuat gambar kerja serta melakukan survei kebutuhan customer bertanggung jawab menjawab complain customer. Yang tergabung dalam divisi ini antara lain adalah Desingneer, Drafter, dan Technical support.
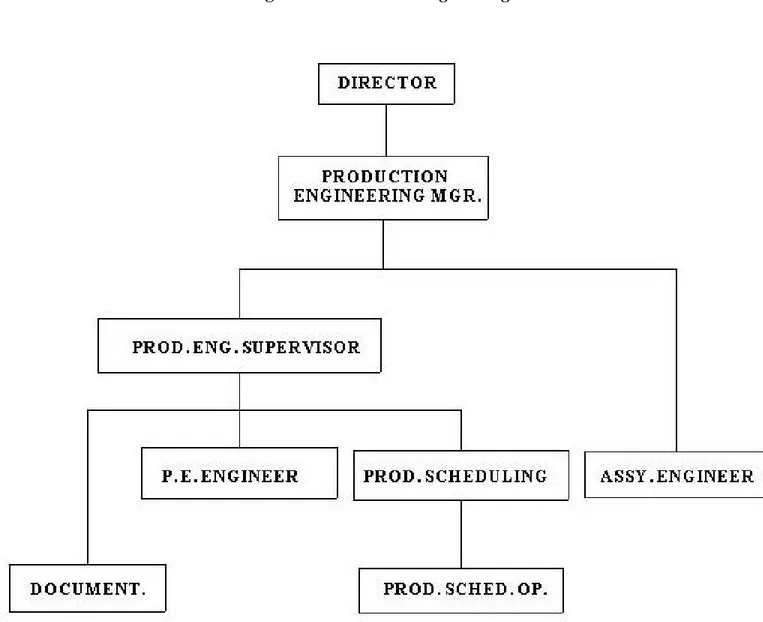
2.6.2. Production Engineering Department
Tugas pokok dari divisi ini adalah membuat perencanaan proses permesinan (process planning), pengecekan material, scheduling, perakitan (assembling), serta pengukuran hasil (inspection). Yang tergabung pada divisi ini antara lain adalah Planning Engineer, Production Scheduling, Assy Engineer, Assembly.
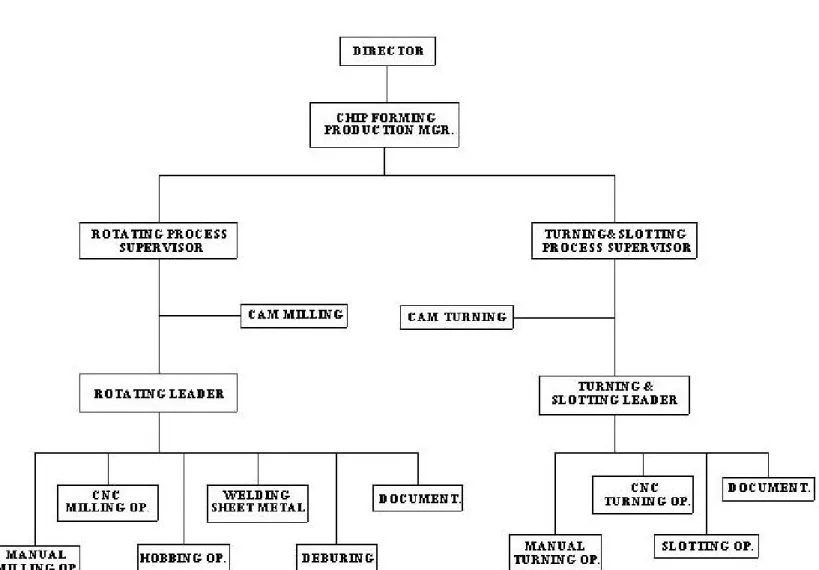
2.6.3. Chip Forming Production Department
Tugas pokok dari divisi ini adalah membuat benda dari material mentah row material . Jadi yang tergabung dalam divisi ini adalah CAM Programming Turning & Milling, Manual Turning & Milling, CNC Turning & Milling, Hobbing, welding, Deburing, slotting, & Sheet Metal.
13
2.6.4. Non-Chip Forming Production Department
Tugas pokok divisi ini adalah proses tahap lanjutan dari Chip Forming Production atau bisa dikatakan proses finishing . Yang tergabung dalam divisi ini adalah CAM tool Grinding, Manual Grinding, CNC Grinding, EDM , Wire Cutting & Heatreatment.
2.6.5. Quality Assurance and Calibration
Tugas pokok dari divisi ini adalah pengecekkan produk-produk yang dihasilkan sebelum dipacking untuk dikirim ke customer, dan kalibrasi untuk produk sejenis gauge maupun untuk alat ukur. Yang tergabung dalam departemen ini adalah QA precision part, QA special tools, dan Calibration.
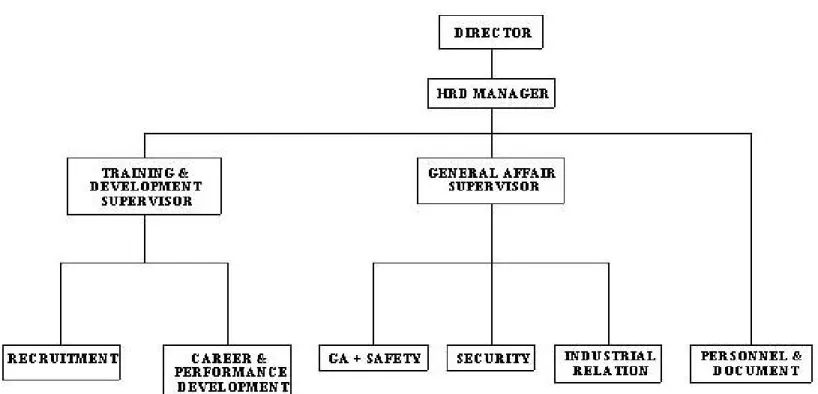
2.6.6. Human Resources Development
Seperti tugas HRD pada umumnya, tugas pokok dari divisi ini adalah menangani permasalahan-permasalahan karyawan, pengembangan karir karyawan, menangani hubungan peridustrian, serta perekrutan karyawan baru.
14
2.7 STRUKTUR ORGANISASI PT. SANTOSO TEKNINDO
Struktur organisasi PT. Santoso Teknindo secara garis besar dapat dilihat pada diagram berikut ini :
2.7.1. Struktur Organisasi Operation Engineering
Gambar 2.1 Struktur Organisasi Operation Engineering (Management PT Santoso Teknindo)
15
2.7.2. Struktur Organisasi Production Engineering
Gambar 2.2 Struktur Organisasi Production Engineering (Management PT Santoso Teknindo)
16
2.7.3. Struktur Organisasi Chip Forming Production
Gambar 2.3 Struktur Organisasi Chip Forming Production (Management PT Santoso Teknindo)
17
2.7.4. Struktur Organisasi Non-Chip Forming Production
Gambar 2.4 Struktur Organisasi Non-Chip Forming Production (Management PT Santoso Teknindo)
18
2.7.5. Struktur Organisasi Human Resources Development
Gambar 2.5 Struktur Organisasi Human Resources Development (Management PT Santoso Teknindo)
19
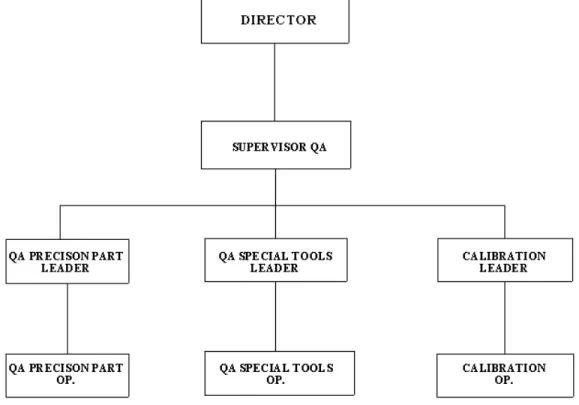
2.7.6. Struktur Organisasi Quality Assurance and Calibration
Gambar 2.5 Struktur Organisasi Quality Assurance and Calibration (Management PT Santoso Teknindo)
Pada kegiatan praktek kerja lapangan di PT. Santoso Teknindo , penulis ditempatkan di Quality Assurance and Calibration. Pada bagian ini Penulis bertugas sebagai operator pengecekan dan kalibrasi produk-produk yang dihasilkan maupun alat ukur seperti mikrometer, kaliper, dial, macam-macam gauge.
20
- Membersihkan produk dari kotoran, chips, oli, dll agar ukuran yang dihasilkan mendekati sebenarnya.
- Cek visual dengan membandingkan gambar dengan produk dan kesalahan / proses produksi yang belum dilakukan. - Melakukan pengecekkan dan kalibrasi dengan menggunakan
alat atau aksesoris sesuai kebutuhan.
- Menganalisa hasil pengecekkan dan kalibrasi - Melaporkan kondisi produk, Not GO atau GO.
- Jika NG maka membuat Surat Catatan Permasalahan untuk di rework, restart.
- Jika GO maka membuat Inspection Report sebagai laporan untuk dokumen pelengkap pengiriman yang berisi hasil pengukuran atau kalibrasi.
21 BAB III
PENGENALAN DAN KALIBRASI MIKROMETER
3.1 Pengenalan Mikrometer
Gambar 3.1. Mikrometer (Sumber : http://www.micro-meter.net)
Mikrometer merupakan salah satu jenis alat ukur yang digunakan untuk pengukuran dimensi yang presisi, baik untuk pengukuran diameter luar, diameter dalam, maupun untuk pengukuran kedalaman (depth). Mikrometer termasuk alat ukur yang lebih baik ketelitiannya dari pada jangka sorong (kaliper). Menurut cara membacanya, mikrometer ada 2 jenis yaitu mikrometer skala nonius (analog) dan mikrometer digital. Komponen terpenting dari mikrometer adalah ulir utama dengan
22
memutar poros ukur sebanyak satu putaran akan menggerakkannya 0,5 mm, sesuai dengan besarnya pitch pada ulir.
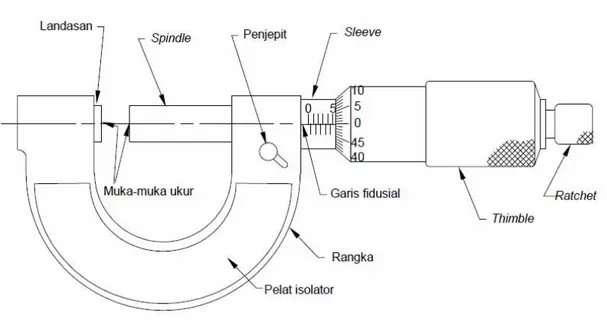
3.2 Bagian-bagian Mikrometer
Gambar 3.2. Bagian-bagian Mikrometer Luar (Sumber : Puslit KIM LIPI “Petunjuk Kalibrasi Mikrometer”)
3.3 Jenis-jenis dan Fungsi Mikrometer
Berdasarkan fungsinya, Mikrometer dapat digolongkan menjadi beberapa jenis antara lain :
1. Mikrometer Luar (Outside Micrometer) 2. Mikrometer Dalam (Inside Micrometer) 3. Mikrometer Kedalaman (Depth Micrometer)
23
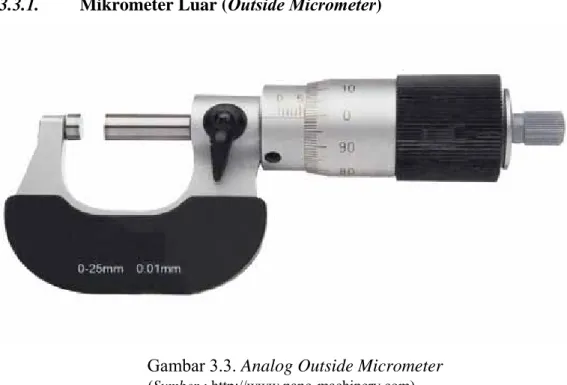
3.3.1. Mikrometer Luar (Outside Micrometer)
Gambar 3.3. Analog Outside Micrometer (Sumber : http://www.nano-machinery.com)
Jenis mikrometer luar ini berfungsi untuk mengukur diamter luar dan ketebalan seperti poros, plat presisi dll. Pada umumnya mempunyai range 0-25 mm, 25-50 mm, 50-75 mm, dan seterusnya.
3.3.2. Mikrometer Dalam (Inside Micrometer)
Gambar 3.4. Analag Inside Micrometer (Sumber : http://kangidosidodo.blogspot.com)
24
Mikrometer dalam berfungsi untuk pengukuran sisi bagian dalam benda, seperti lubang rumah piston, lebar slot, dll. Seperti pada mikrometer jenis lain, mikrometer ini mempunyai range pengukuran tertentu untuk meminimalisir kesalahan atau batang ulir penggerak yang bengkok akibat terlalu panjang.
3.3.3. Mikrometer Kedalaman (Depth Micrometer)
Gambar 3.5. Analog Depth Micrometer (Sumber : http://www. gagewebsite.com)
Mikrometer ini biasanya digunakan untuk pengukuran kedalaman suatu benda seperti kedalam slot.
3.4 Prinsip Dasar dan Teknik Kalibrasi
Metrologi Dimensi adalah kegiatan untuk menentukan karakteristik geometrik suatu produk/komponen dengan alat dan metode yang tepat, sehingga hasil ukur dapat dianggap mendekati kebenaran dengan geometri sesungguhnya dari produk tersebut. Metrologi dimensi melibatkan pengukuran besaran panjang serta
besaran-25
besaran turunannya. Dalam Sistem Internasional Satuan (SI), besaran panjang merupakan salah satu besaran yang diukur dalam satuan meter (m).
3.4.1. Prinsip Dasar Kalibrasi Dimensional
Kalibrasi adalah suatu kegiatan membandingkan nilai penunjukan suatu alat ukur atau nilai bahan ukur terhadap suatu standar ukur yang menjadi acuan. Tujuannya adalah untuk mendapatkan nilai ukur yang sesuai dengan nilai besaran yang sebenarnya. Untuk itu setiap alat ukur harus dikalibrasi terhadap suatu standar ukur. Standar ukur itu juga harus dikalibrasi standar yang lebih tinggi. Demikian seterusnya, setiap standar dikalibrasi terhadap standar yang lebih tinggi, kecuali standar yang tertinggi. Standar yang tertinggi ini disebut standar primer dan dianggap mempunyai nilai sejati.
Dengan adanya proses kalibrasi secara berantai dari alat ukur hingga standar yang tertinggi, maka hasil ukur yang dilakukan dengan alat ukur itu disebut tertelusur secara metrologis. ketertelusuran hasil pengukuran dan kalibrasi merupakan syarat mutlak dalam kegiatan metrologi pada umumnya, termasuk dalam metrologi dimensi. Dengan adanya jaminan ketertelusuran hasil pengukuran, maka dapat dipastikan bahwa hasil pengukuran mempunyai kesesuaian dengan standar yang diakui secara global, sehingga hasil pengukuran tersebut dapat diterima oleh semua pihak.
Semua bahan ukur, alat ukur dan standar ukur dimensional harus tertelusur ke standar acuan yang lebih tinggi kelasnya. Secara umum standar-standar tersebut dapat dibagi menjadi 4 kelompok, yaitu :
Standar Kerja (Working Standard), digunakan di industri sebagai acuan untuk mengecek kebenaran alat ukur
Standar Acuan (Reference Standard), digunakan di laboratorium kalibrasi (khususnya yang terakreditasi) untuk mengkalibrasi alat ukur maupun standar kerja
26
Standar Nasional (National Standard), standar tertinggi yang ada di suatu negara, digunakan di lembaga metrologi nasional (National Metrology institute, NMI) untuk mengkalibrasi standar-standar acuan Standar internasional (International Standard), standar yang lebih tinggi
daripada standar-standar nasional, disimpan di BIPM (Biro Internasional Timbangan dan Takaran). Saat ini, hanya besaran massa yang masih menganut konsep standar internasional, besaran-besaran lain direalisasikan dari standar primer yang tersebar di lembaga-lembaga metrologi nasional.
3.4.2. Teknik Kalibrasi Mikrometer
Metode Acuan : ISO 3611, DIN 863, JIS B 7502. Mikrometer luar yang akan dikalibrasi :
Rentang ukur 0-25 mm.
Daya baca : 0.001 mm (digital) Perlengkapan kalibrasi :
Gauge Block set grade 1 Mikrometer stand
Optical Parallel, untuk memastikan permukaan anvil rata dan sejajar. Wash bensin, untuk pembersih permukaan.
Sarung tangan khusus tanpa serat. Persyaratan kalibrasi :
Suhu ruang kalibrasi 20° C ± 1° C Humudity (kelembaban) 55% ± 5%
Mikrometer dan Gauge Block dikondisikan diruangan bersuhu 20° C. Untuk pemeriksaan kebenaran penunjukan hasil ukuran mikrometer, hasil pengukuran yang muncul pada layar mikrometer dibandingkan dengan gauge block yang mempunyai panjang nominal 2,5; 5,1; 7,7; 10,3; 12,9; 15,0;
27
17,6; 20,2; 22,8; dan 25,0 mm. Nilai-nilai ukur tersebut dipilih agar silinder putar tidak selalu diputar pada skala penuh, sehingga penunjukkan skala juga akan pada posisi beda. Kesalahan penunjukan dihitung dari selisih penunjukan dan nilai balok ukur.
Kesalahan alat = Penunjukan alat – Nilai balok acuan
Seperti halnya pada saat sebelum pemakaian, pemeriksaan posisi nol dari alat ukur mutlak perlu dilakukan. Kalibrasi dilakukan tiga kali di tiap-tiap titik ukur dan diambil rata-ratanya untuk mengetahui penyimpangannya.
Langkah-langkah (SOP) kalibrasi :
Ambil Micrometer yang akan dikalibrasi.
(Sumber : Instruksi Kerja Kalibrasi PT. Santoso Teknindo)
Letakkan optical parallel pada permukaan ukur micrometer (gambar 3.5) lalu perhatikan, apakah terdapat garis merah pada optical parallel tersebut. Setiap garis diasumsikan terdapat penyimpangan sebesar 0,3m.
Ulangi langkah diatas pada optical parallel berikutnya. Ambil salah satu dari optical parallel yang paling banyak terdapat garis sebagai nilai dari penyimpangan.
Tentukan titik ukur yang akan digunakan. Gambar 3.6 Optical Parallel Gambar 3.7 Optical Parallel Gauge block Optical Parallel
28
Untuk micrometer dengan kapasitas (0 - 25) mm mengunakan titik-titik ukur, yaitu 2.5 mm, 5.1 mm, 7.7 mm, 10.3 mm, 12.9 mm, 15 mm, 17.6 mm, 20.2 mm, 22.8 mm dan 25 mm.
Ambil gauge block dengan sarung tangan terutama permukaan ukurnya, bersihkan dengan kapas yang dibasahi dengan wash bensin. Perhatikan permukaan ukur gauge block harus bersih seperti cermin,
jika belum maka ulangi langkah diatas.
Periksa dan catat temperatur dan kelembaban udara pada ruang kerja. Lakukan setting nol pada micrometer tersebut dengan menggunakan
kunci khusus yang telah tersedia. Lakukan pada lubang yang terdapat pada pangkal satchet (Gambar 3.7).
Untuk micrometer yang kapasitasnya lebih dari 25 mm, setting nol dilakukan dengan menggunakan gauge block
Letakkan mikrometer dengan dijepit oleh mikrometer stand, posisikan sedemikan rupa hingga memudahkan pembacaan.
(Sumber : Instruksi Kerja Kalibrasi PT. Santoso Teknindo)
Gunakan salah satu gauge block, sisipkan diantara kedua permukaan ukurnya.
Katupkan permukaan ukur tepat di titik tengah gauge block, baca penunjuk micrometer dan catat datanya.
Thimble
Gambar 3.8 Satchet Lubang untuk
29
Analisa hasil ketidakpastian pengukuran.
3.5 Perhitungan Ketidakpastian Kalibrasi
Ketidakpastian adalah suatu parameter berupa rentang kumpulan nilai-nilai yang dapat dianggap mencakup nilai pengukuran. Ketidakpastian harus dihitung agar dapat memperhitungkan pengaruh ketidakpastian dalam suatu pengukuran, terhadap pengukuran lain yang berkaitan dengan pengukuran tersebut.
Sumber-sumber ketidakpastian : Standar atau acuan
Standar atau acuan sebagai pembanding alat yang dikalibrasi memiliki ketidakpastian sendiri.
Benda ukur
Besaran ukur merupakan suatu karakteristik benda ukur yang ingin diketahui. Tingkat ketelitian penentuan besaran ukur dengan demikian bergantung sekali pada mutu benda ukurnya.
Peralatan
Cara pemakaian alat bisa mengubah nilai besaran ukur, ketidak linieran residual, pergeseran titik nol, histerisis.
Metode
Pendekatan dan asumsi yang terkandung dalam metode pengukuran dan pengambilan contoh yang kurang mewakili.
Lingkungan
Lingkungan pengukuran merupakan sumber besaran-besaran berpengaruh yang paling umum. Parameter yang paling berpengaruh adalah suhu.
30 Personil
Sumber ini mencakup kesalahan pembacaan skala, pengesetan titik nol indikator.
ISO Guide mendefinisikan dua jenis atau kategori komponen ketidakpastian, tipe A dan tipe B, yang dibedakan menurut metode evaluasinya.
Tipe A dievalusi dengan menggunakan metode statistik yang baku untuk menganalisis satu himpunan atau sejumlah himpunan pengukuran dan mencakup jenis kesalahan yang disebut kesalahan-kesalahan acak. Kesalahan-kesalahan-kesalahan ini dicirikan oleh taksiran variasi atau simpangan baku, nilai rata-rata dan derajat kebebasan. Tipe B dievalusi dengan cara selain analisis statistik pada sejumlah
pengamatan. Ketidakpastian ini mencakup kesalahn yang disebut kesalahan-kesalahan sistematik.
- Menaksir sebaran pengukuran jika pengukuran hanya dilakukan satu kali (tidak dilakukan pengukuran berulang) - Resolusi pembacaan alat
- Histerisis
- Batas kepresisian aritmetik dan pembulatan angka nilai yang dilaporkan
- Koreksi residual, misalnya karena suhu atau pengaruh lingkungan lainnya
- Koreksi kecil yang tidak diterapkan - Pengaruh metode pengukuran - Ketidakpastian kalibrasi alat ukur.
31 3.5.1.Model Matematis
Model dasar : E = L – Ls
Model dengan memperhitungkan faktor – faktor lain yang berpengaruh : E = L(1 + ) – Ls(1 + ss) – Ldrift – Lw + F
Persamaan ketidakpastian :
uc2(E) = u2(L) + u2(Ls) + Ls2.s2.u2() + Ls2. s2.u2() + u2(Ldrift) + d.u2(Lw) + u2(F)
Komponen Simbol Koef. Sensitivitas
Panduan penentuan nilai U (Ketidakpastian terentang)
1. Repeatability U(L1) 1 Bisa Tipe A atau B
2. Readability
UUT (resolusi) U(L2) 1 Gunakan U = + ½ resolusi
3. Koreksi standar
(sertifikat) U(Ls1) 1
Diambil dari sertifikat; k=2 kecuali jika dinyatakan lain
4. Readability
standar U(Ls2) 1
Jika standar berupa alat ukur, gunakan U = + ½ resolusi standar
5. Selisih koef.
Muai U() Ls.s
Estimasi U = + 1e-6 /C untuk s, gunakan
suhu rata-rata yang dapat dicapai lab. (s = 20
– suhu ruang).
6. Selisih suhu
UUT & standar U() Ls.s
Estimasi U = + 0.1C. untuk s gunakan
11,5e-6/C; kecuali ada referensi lain
7. Drift Standar U(Ldrift) 1
Jika tidak ada data lain, gunakan U = + y.(0.05-0.5e-6.L)m; y=rentang kalibrasi standar (tahun); L=panjang balok dalam mm. –
32
0.05 m / tahun 8. Lapisan
wringing U(Lw) d
Jika wringing baik, gunakan U = + 0.05 m d = jumlah balok yang diwringing dikurangi 1
9. Kesalahan
geometris U(F) 1
Estimasi U = + 0.2 m dari ketidakrataan muka ukur
3.5.2.Contoh Verifikasi Kalibrasi Mikrometer
Nama Alat/ Instrument Name : Digimatic Micrometer
Nama Pembuat/ Maker : Mitutoyo
Type & No Seri/ Serial Number : 193-111/ 0751831
Kapasitas/ Range : 0-25 mm
: 0,001mm Tanggal Kalibrasi/ Calibration Date : 03-05-2011
Tempat Kalibrasi/ Calibration Place : PT. Santoso Teknindo, Tangerang Suhu ruang/ Room Temperature : (20 ± 1)°C
Kelembaban/ Humidity : ( 55 ± 5)%
Nama standar/ Instrument Name : Gauge Block, kelas 1, Merk Frank
Nama Pembuat/ Maker : Frank
Type & No Seri/ Serial Number : 3249
Kapasitas/ Range : 0-100 mm
Resolusi/ Resolution : -
33 Pengambilan Data
Kerataan permukaan Anvil dan spindel : 1 μm
Keparalelan permukaan Anvil dan spindel : 1 μm
Panjang Nominal GAUGE BLOCK
DATA HASIL PENGUKURAN
Rata-rata Koreksi Std Dev
mm (mm) (mm) (mm) (mm) (mm) µm 1 2 3 4 5 0,0 0,00000 0,000 0,000 0,000 0,000 0,000 0,000 0,000 0,00000 0,000 2,5 2,50009 2,499 2,500 2,500 2,500 2,500 2,500 0,000 0,00045 0,447 5,1 5,10004 5,100 5,100 5,101 5,100 5,100 5,100 0,000 0,00049 0,492 7,7 7,70002 7,700 7,699 7,700 7,700 7,701 7,700 0,000 0,00071 0,707 10,3 10,30009 10,299 10,301 10,300 10,300 10,301 10,300 0,000 0,00084 0,837 12,9 12,90006 12,901 12,900 12,901 12,900 12,898 12,900 0,000 0,00122 1,225 15,0 15,00002 15,000 15,000 15,000 15,000 15,000 15,000 0,000 0,00000 0,000 17,6 17,60002 17,601 17,600 17,600 17,600 17,601 17,600 0,000 0,00055 0,548 20,2 20,20009 20,201 20,200 20,200 20,199 20,200 20,200 0,000 0,00071 0,707 22,8 22,80018 22,799 22,799 22,800 22,800 22,801 22,800 0,000 0,00084 0,837 25,0 25,00003 25,000 25,000 25,000 25,000 25,000 25,000 0,000 0,00000 0,000 Maks StDev 1,22474
34 Pengolahan Data
Komponen Satuan Distribusi U Pembagi vi ui ci uici (uici)2 (uici)4/vi
Gauge Block µm Normal 0,24 2 60 0,12 1,00 0,117686 0,01385 3,20E-06
Perbedaan Muai thermal oC-1 rect 2,00,E-06 1,73 1,00E+10 1,15E-06 10000,0 0,011547 0,000133333 1,78E-18
Perbedaan temperatur oC rect 0,2 1,73 1,25,E-01 0,12 0,12 0,013856 0,000192 2,95E-07
Driff standar µm - 0,024 1,73 1,13,E+00 0,01 1,12 0,01522 0,000231646 4,77E-08
Koreksi Geometrik µm rect 0,5 1,73 2,0,E+00 0,29 1,00 0,288675 0,083333333 3,47E-03
Daya baca µm rect 0,1 1,73 1,00,E+10 0,06 1,00 0,057735 0,003333333 1,11E-15
Daya Ulang µm rect 1,22474 2,24 1,00,E+10 0,55 1,00 0,547723 0,3 9,00E-12
Sums 4,01E-01 3,48E-03
Ketidakpastian baku gabungan, uc, mm 0,633
Derajat Kebebasan efektif, veff 166
Faktor cakupan, k-student's for v eff and CL 95% 2
35 Pelaporan Hasil
Nama Alat/ Instrument Name : Digimatic Micrometer
Nama Pembuat/ Maker : Mitutoyo
Type & No Seri/ Serial Number : 193-111/ 0751831
Kapasitas/ Range : 0- 25 mm
Resolusi/ Resolution : 0,001mm
Tanggal Kalibrasi/ Calibration Date : 03-05-2011
Tempat Kalibrasi/ Calibration Place : PT. Santoso Teknindo, Tangerang
Suhu ruang/ Room Temperature : (20 ± 1)°C
Kelembaban/ Humidity : ( 55 ± 5)%
HASIL KALIBRASI/ CALIBRATION RESULT
Nominal Panjang Koreksi
Nominal Length Correction
mm mm 0,0 0,000 2,5 0,000 5,1 0,000 7,7 0,000 10,3 0,000 12,9 0,000 15,0 0,000 17,6 0,000 20,2 0,000 22,8 0,000 25,0 0,000
*Kerataan Anvil dan spindel/ Flatness of Anvil and spindel : 1,0 µm *Keparalellan Anvil dan spindel/ Paralellism of Anvil and spindel : 1,0 µm * Ketidakpastian pengukuran/ Uncertainty of measurement : ±1,3 µm
Catatan/ Notes:
Standar Kalibrasi/ Reference Standard : Gauge Block, Grade 1, Frank 3249 Tertelusur ke SI melalui/ Traceable to SI through : Puslit KIM LIPI, Indonesia
36
Dokumen Acuan/ Reference Documen : IK.BK-DM02 and JIS. B.7502 Ketidakpastian pengukuran dinyatakan pada tingkat kepercayaan tidak kurang- dari 95 % dengan faktor cakupan k = 2
Uncertainty of measurement is expressed at a confidence Level of no less than 95 %
with coverage factor k = 2
Akhir dari sertifikat/ End of Certificate
Dikalibrasi oleh. Diperiksa
37 BAB 1V
KESIMPULAN DAN SARAN
4.1 Kesimpulan
Dari pembahasan pada bab-bab sebelumnya yang menerangkan tentang proses kalibrasi mikrometer, serta dari analisa perhitungan ketidakpastiannya di PT. Santoso Teknindo, maka penulis bisa membuat kesimpulan secara umum, sebagai berikut :
1. Untuk melakukan kalibrasi, suhu merupakan parameter yang sangat berpengaruh terhadap pengambilan data.
2. Ketidakpastian dihitung dari beberapa sumber, ini memungkinkan ada sumber-sumber lain.
3. Standar yang digunakan untuk kalibrasi harus tertelusur ke standar internasional.
4.2 Saran
Untuk memastikan keakuratan data dan analisa hasil kalibrasi, penulis mencoba memberikan saran – saran sebagai berikut :
1. Sistem mutu kalibrasi harus di akreditasikan oleh KAN .
2. Perlunya laboratorium khusus kalibrasi agar suhu dan kondisi ruangan tetap terkontrol.
3. Mengkalibrasikan ulang standar-standar yang dipakai agar nilai koreksi dapat diperbaharui.
38
Demikianlah laporan kerja praktek ini penulis susun dengan sebaik mungkin, bila ada kekurangan baik dari sistem penyusunan maupun segi tata bahasa penyajian, hal ini tak lain dikarenakan keterbatasan penulis dalam mengumpulkan data dalam penyusunan laporan ini serta kurangnya pengalaman dari penulis. Untuk itu penulis bersedia menerima kritik dan saran yang bersifat membangun dari semua orang yang membaca laporan ini agar menjadi koreksi yang baik untuk kedepanya.
Tidak lupa juga, dengan tulus penulis mengucapkan terima kasih kepada semua pihak yang telah ikut berpartisipasi membantu penulis dalam usaha menyusun laporan kerja praktek ini.
39
DAFTAR PUSTAKA
1. Drijarkara Praba,2006. Pengukuran dan Kalibrasi Dimensi. Puslit KIM-LIPI.Tangerang.
2. ISO/TAG 4, January 1993. Guide to the Expression of Uncertainty in Measurement.
3. Google, 2011. Mikrometer http://www.google.co.id/search