ICS 77.040.20 TÜRK STANDARDI TS 11789/Nisan 1998
ÖNSÖZ
− Bu standard, Türk Standardlarõ Enstitüsü’nün Metalurji Hazõrlõk Grubu’na bağlõ Tahribatsõz Muayene ve Kaynak Özel Daimi Komitesi’nce hazõrlanmõş ve TSE Teknik Kurulunun 21 Nisan 1998 tarihli toplantõsõnda kabul edilerek yayõmõna karar verilmiştir.
− Bu standardõn hazõrlanmasõnda, milli ihtiyaç ve imkanlarõmõz ön planda olmak üzere, milletlerarasõ standardlar ve ekonomik ilişkilerimiz bulunan yabancõ ülkelerin standardlarõndaki esaslar da gözönünde bulundurularak; yarar görülen hallerde, olabilen yakõnlõk ve benzerliklerin sağlanmasõna ve bu esaslarõn, ülkemiz şartlarõ ile bağdaştõrõlmasõna çalõşõlmõştõr.
− Bu standard son şeklini almadan önce; bilimsel kuruluşlar, üretici, imalatçõ ve tüketici durumundaki konunun ilgilileri ile gerekli işbirliği yapõlmõş ve alõnan görüşlere göre olgunlaştõrõlmõştõr.
İÇİNDEKİLER
0 - KONU, TARİF, KAPSAM, UYGULAMA ALANI ... 1
0.1 - KONU... 1
0.2 - TARİFLER... 1
0.2.1 - Manyetik Parçacõk Muayenesi... 1
0.2.2 - Diğer Tarifler ... 1
0.3 - KAPSAM ... 1
0.4 - UYGULAMA ALANI ... 1
1 - MANYETİK PARÇACIK GENEL KURALLARI... 1
1.1 - ELEKTRİK VE MIKNATISLANMA ... 2
1.1.1 - Elektrik ... 2 1.1.2 - MIKNATISLIK ... 71.2 - ELEKTROMANYETİK İNDÜKSİYON ...12
1.2.1 - İndüksiyon Akõmõ ... 12 1.2.2 - Şok Sargõsõ ... 12 1.2.3 - Transformatörler ... 12Manyetik parçacõk muayenesinde kullanõlan manyetik alanlar için; iletkenlerde, sargõlarda ve trafo çekirdeklerindeki kanunlarõn aynõsõ geçerlidir.
... 15
1.3 - MANYETİK ALAN...15
1.3.1 - Manyetik Alan Şiddeti ... 15
1.3.2 - Manyetik Alan Kaynaklarõ ... 17
1.3.3 - Manyetik Akõ Yoğunluğu... 20
1.3.4 - KAÇAK ALANLARI ... 20
1.3.5 - Manyetik Alanõn Yönlendirilmesi... 23
3.2.3 - Manyetik ve Manyetik Olmayan İletkenlerde Alan Dağõlõmõ ... 25
3.2.4 - Dağõlõm Diyagramlarõ... 25
1.4 - PARÇA MIKNATISLAMA TEKNİKLERİ ...27
1.4.1 - Muayene Kapsamõ... 27
1.4.2 - Doğrudan ve Dolaylõ Mõknatõslama ... 27
1.4.3 - Mõknatõslama Tekniği Seçimi... 27
1.5 - MANYETİK ALANLARIN TESİSİ İÇİN KAİDELER...37
1.5.1 - Dairesel Mõknatõslama-Manyetik alan Şiddeti ... 37
1.5.2 - Hava Çekirdekli Sargõ İle Boyuna Mõknatõslama ... 38
1.6 - MANYETİK PARÇACIKLA MUAYENEDE KULLANILAN TEÇHİZAT VE
MALZEMELER ...40
1.6.1 - Mõktanõslayõcõ Teçhizat ... 40
1.6.2 - Siyah Işõk, Cõva Buharlõ Lâmba ve Siyah Lâmbanõn Çalõştõrõlmasõ... 47
6.2.6 - Siyah Lambanõn Pratik Çalõşmasõ ... 48
1.7 - PERFORMANS TEMİNİ ...54
1.7.1 - Siyah Işõk Şiddeti ölçümü ... 54
1.7.3 - Yaş Süspansiyonun Manyetik Parçacõk Konsantrasyonu ... 55
1.7.4 - Ketos Halkasõ ... 57
2 - ÖZEL KURALLAR ...58
2.1 - PARÇANIN HAZIRLANMASI...58
2.1.1 - İletken Olmayan Kaplamalar ... 58
2.1.2 - İletken Kaplamalar... 60
2.1.3 - Artõk Manyetik Alan... 60
2.2 - MUAYENE YÜZEYİNİN HAZIRLANMASI...60
2.2.1 - Parçalarõn Sökülmesi... 60
2.2.2 - Tõkama ya da Maskeleme ... 60
2.2.3 - Muayene Öncesi Temizleme ... 60
2.3 - TEMİZLEME METOTLARI...60
2.3.1 - Alkali Temizleyiciler ... 60
2.3.2 - Buharla Yağ Giderme ... 62
2.3.3 - Çözelti Temizleyiciler... 62
ICS 77.040.20 TÜRK STANDARDI TS 11789/Nisan 1998
2.3.5 - Buharla Temizleme... 62
2.3.6 - Mekanik Temizleme... 62
2.3.7 - Boya Sökücüler ... 62
2.4 - YÜZEY HAZIRLAMADA DİKKAT EDİLECEK HUSUSLAR...62
2.5 - MUAYENE SEÇİMİ ...62
2.5.1 - Mõknatõslama Teknikleri... 63
2.5.2 - Manyetik Tozlar ve Uygulama Tekniği ... 63
2.5.3 - Teçhizat Seçimi ... 65
2.6 - BELİRTİLERİN DEĞERLENDİRİLMESİ ...65
2.6.1 - Süreksizliğin Konumu ... 65
2.6.2 - Süreksizlik Türleri ... 65
2.6.3 - İlgisiz Manyetik Parçacõk Belirtileri ... 70
2.6.4 - Süreksizliğin Değerlendirilmesi... 72
2.6.5 - Süreksizliklerin Potansiyel Hata İle İlişkisi... 72
2.7 - MIKNATISLIK GİDERME...74
2.7.1 - Mõknatõslõğõn Giderilmesi Sebepleri... 74
2.7.2 - Mõknatõslõk Gidermenin Gerekli Olmadõğõ Durumlar... 74
2.7.3 - Mõknatõslõk Giderme Teorisi... 75
2.7.4 - Mõknatõslõğõ Giderme Metotlarõ ... 75
2.7.5 - Mõknatõslõğõn Giderilmesinde Kolaylõklar ... 78
2.7.6 - Mõknatõslõğõ Giderme İşleminin Kontrolü... 78
2.7.7 - Manyetik Alan Ölçme Cihazõ ... 78
2.7.8 - Diğer Tespit Metotlarõ ... 79
2.8 - SON TEMİZLEME ...79
2.9 - RAPORLAR...79
2.10 - KAYITLAR...79
2.11 - ÖNEMLİ TEKNİKLER...82
2.11.1 - Boru (Şekil 2.11-1 Şekil 2.11-4 kadar) ... 82
2.11.2 - Çelik Burç (Şekil 2.11-5’den Şekil 2.11-7’ye) ... 84
2.11.3 - Çelik Cõvata (Şekil 2.11-8)... 86
2.11.4 - Küçük Parçalar (Uzun eksen uzatõmõ - Şekil 2.11-9) ... 87
2.11.5 - Kapak (Taban Delik Muayenesi) ... 88
2.11.6 - Krank Şaft Muayenesi (Şekil 2.11-11)... 88
2.11.7 - Levha Muayenesi Boyunduruk (Şekil 2.11-12)... 90
2.11.8 - Kaynak dikişlerinin Prod İle Muayenesi (Şekil 2.11-13) ... 91
2.11.9 - Sargõ Yay Muayenesi (Taşõnabilir birim) (Şekil 2.11-14 ve Şekil 2.11-15)... 92
2.11.10 - Motor Destek Altlõğõ Muayenesi (Şekil 2.11-16) ... 93
2.11.11 - Bağlantõ Çubuğu Muayenesi (Şekil 2.11-17)... 94
2.12 - SİSTEM PERFORMANSI/HASSASİYETİNİN DEĞERLENDİRİLMESİ...95
2.12.1 - Katkõ Faktörleri ... 95
2.12.2 - Teçhizatõn Bakõmõ ve Kalibrasyonu ... 95
2.12.3 - Teçhizat Kontrolü... 95
2.12.4 - Alan Işõk Seviyesinin Kontrol Muayenesi... 96
2.12.5 - Kuru Parçacõklarõn Kalite Kontroü ... 97
2.12.6 - Yaş Parçacõklarõn Kalite Kontrolü... 97
2.12.7 - Banyo Özelliklerinin Kontrolu... 99
2.12.8 - Sistem Performansõnõn Doğrulanmasõ ... 100
2.14 - KABUL ŞARTLARI ...104
2.15 - EMNİYET ...104
2.16 - DOĞRULAMA ...105
YARARLANILAN KAYNAKLAR ... 105
EK A... 106
EK B... 126
EK C... 139
TAHRİBATSIZ MUAYENE - MANYETİK PARÇACIK EL KİTABI
0 - KONU, TARİF, KAPSAM, UYGULAMA ALANI
0.1 - KONU
Bu standard, ferromanyetik (mõknatõslanabilen) malzemelerin yüzeyinde veya yüzeyine yakõn bölgelerde yer alan çatlaklarõn ve diğer süreksizliklerin tesbiti için kullanõlan manyetik parçacõk muayenesi ve muayeneyi yapacak personelin temel eğitimi kapsamõnda yer almasõ gereken konulara dairdir. Standard, bu konularla ilgili temel esaslarõ ve uygulamalarõ ortaya koyar.
0.2 - TARİFLER
0.2.1 - Manyetik Parçacõk Muayenesi
Manyetik parçacõk muayenesi, parça içinde manyetik akõ meydana getirmek ve parça yüzeyine uygun ferromanyetik parçacõk uygulamak suretiyle manyetik malzemelerin yüzeyindeki veya yüzeyine yakõn süreksizliklerin görünür hale getirilerek belirlenmesi metodudur.
0.2.2 - Diğer Tarifler
Bu standardda geçen diğer terimlerle ilgili tarifler TS 10651'de verilmiştir.
0.3 - KAPSAM
Bu standard, ferromanyetik malzemelerin yüzeyinde veya yüzeyine yakõn bölgelerde yer alan çatlaklarõn ve diğer süreksizliklerin tesbiti için kullanõlan manyetik parçacõk muayenesinde kuru ve yaş uygulama teknikleriyle muayeneyi yapacak olan personelin vasõflandõrõlmasõ için gerekli temel eğitimin konularõnõ ve bu konularla ilgili esaslarõ kapsar.
Standard, mõknatõslanabilme özelliğine sahip malzemelerle sõnõrlõdõr.
0.4 - UYGULAMA ALANI
Bu standard;
- TS 7477 EN 473 standardõnõn şartlarõna göre manyetik parçacõk metodunda belge almak isteyen personelin temel eğitiminde,
- Şartnamelerin, prosedürlerin ve tekniklerin hazõrlanmasõnda,
- Organizasyonlar tarafõndan tavsiye edilen veya gerekli görülen manyetik parçacõk muayenesi vasõtasõyla kurallar tesbit etmek ve bu kurallarõn uygulanabilirliğinin değerlendirilmesinde,
- Manyetik parçacõk muayenesi ile ilgili uygulamalar yapan personel, tesis ve organizasyonlarda, - Malzemelerin ve parçalarõn muayenesi ile ilgili işlemlerin hazõrlanmasõnda,
kullanõlacak kõlavuz kaynak olarak hazõrlanmõştõr.
1 - MANYETİK PARÇACIK GENEL KURALLARI
Manyetik parçacõk muayene metodu, ferromanyetik bir malzemede mevcut manyetik alan çizgilerinin, keskin bir boyut değişimi veya malzeme sürekliliğindeki bir değişim ile bozulmasõ prensibine dayanõr. Süreksizliğin mõknatõslanan malzemenin yüzeyine yakõn veya yüzeye açõk olmasõ durumunda akõ çizgileri bozularak kaçak akõ olarak isimlendirilen bir duruma girerler. Kaçak akõnõn mevcut olduğu süreksizlik alanõ üzerine ince manyetik parçacõklar uygulandõğõnda parçacõklar bu bölgede tutularak birikim yaparlar ve uygun õşõk şartlarõ altõnda gözle görülür hale gelirlerler. Manyetik parçacõk metodu, teknikleri arasõnda bazõ değişiklikler olmasõna rağmen tekniklerin tümü bu prensibe dayandõğõndan, manyetik parçacõklar manyetik kaçak akõnõn olduğu yerlerde tutulur. Küçük süreksizliklerin tesbit edilmesinde metodun kabiliyeti, uygun bir taşõyõcõ ortam içerisinde asõlõ flüorõşõl parçacõklar kullanmak ve bu parçacõklarõ şüphelenilen süreksizlik yönüne mümkün olduğunca dik yönlendirilmiş uygun şiddetteki bir manyetik alana tatbiki suretiyle arttõrõlabilir. Muayene yüzeyinin daha düzgün hale getirilmesi manyetik kaçak akõnõn olduğu yüzey üzerinde birikecek olan, manyetik alan etkisi altõndaki manyetik parçacõklarõn hareketliliğini artõrõr.
Yüzey ve yüzeye yakõn süreksizliklerin tespiti için yaygõn olarak kullanõlan bu metodun seçimi, mahiyet, teknik yeterlilik, kullanõlabilirlik ve personel vasõflarõ dahil pekçok faktör ciddî bir şekilde dikkate alõnarak yapõlmalõdõr.
ICS 77.040.20 TÜRK STANDARDI TS 11789/Nisan 1998
2
Etkin bir muayeneyi yapabilmek için operatör; gözleyeceği süreksizlik tipini ve bu süreksizliğin muhtemel kaynağõnõ tayin edebilmeli bunun için de, genel anlamda malzeme, imalât işlemleri ile elektrik, mõknatõslama ve manyetik alanlarla ilgili bilgilere sahip olmalõdõr.
1.1 - ELEKTRİK VE MIKNATISLANMA
Elektrik ve mõknatõslanma, õsõ ve õşõk şeklinde veya bir malzemeyi çekme ya da itme etkisi olarak kendini gösterir ve manyetik parçacõkla muayenenin temelini oluşturur.
1.1.1 - Elektrik
Elektrik akõmõ, elektronlarõn hareketi olup elektromotor kuvveti (emk) ise, bu parçacõklarõ harekete geçiren ya da durduran bir etkimedir. Elektromotor kuvveti, beş değişik metot ile meydana getirilebilir. Bunlar:
- Değişik iki madde arasõnda sürtünme, - Kimyasal işlem (akü gibi),
- Termoelektrik işlem, - Değişik maddelerin temasõ, - Elektromanyetik indüksiyon, dur.
Bu metotlarõn herhangi birinin uygulanmasõ sonucunda, negatif yüke sahip elektronlar, geride eşit miktarda pozitif yüke sahip protonlarõ bõrakarak birikir. Elektrik akõmõnõn bir iletken boyunca bir noktadan diğerine akabilmesi için elektromotor (emk) kuvveti ya da iletkendeki noktalar arasõnda bir potansiyel farkõnõn olmasõ gerekmektedir. Elektromotor kuvvet veya potansiyel birimi “Volt” dur.
Bir maddeden elektrik akõmõnõn geçişi, sürtünme ve bazõ atom ve moleküllerin elektronlara karşõ gösterdiği bağlayõcõ kuvvetler tarafõndan engellenir. Bu engelleyici faktörler her malzemede eşit değildir. Bu engelleyici faktörler küçük ise; malzeme, elektriği iyi iletir denir. Bu faktörler büyük ise; malzemeye, elektriği zayõf ileten veya yalõtkan denir. Her iki durumda da elektrik akõmõna karşõ koyma “direnç” olarak isimlendirilir. Bir devrede, belli bir direncin gerektiği durumlarda bir direnç ayarlayõcõ kullanõlabilir. Direnç birimi “Ohm”dur.
Elektrik akõmõ birimi “Amper”dir, ve Coulomb/s’ye eşittir. Bir Coulomb, 6,3x1018 serbest elektronun tek yüklü bir kütlede olmasõ halinde elde edilen yüktür.
1.1.1.1 - Ohm Kanunu
Bu birimler arasõndaki ilişki, Ohm tarafõndan 1826’da bulunmuştur ve Ohm kanunu adõnõ almõştõr. Ohm kanununa göre elektromotor kuvveti 1 Volt olduğunda, 1 Ohm’luk elektrik direncinden 1 Amper değerinde bir akõm geçer.
E = IR, I = E
R , R = E
I
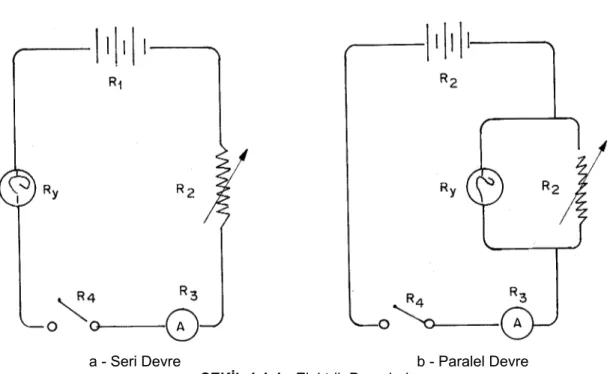
Kapalõ bir elektrik devresine uygulandõğõnda Ohm kanunu, devrenin çeşitli kõsõmlarõndaki potansiyel farkõnõn toplamõnõ, devrenin elektromotor kuvvetine eşit olarak ifade eder. Şekil 1.1-1a’da batarya, reosta, lamba, anahtar ve telden akõm geçirmek için gerekli devre bağlantõsõ görülmektedir. Lamba, anahtar vs. akõm geçişine direnç gösterirler. Devrenin herhangi bir kõsmõnda akõm birikimi yoktur, herhangi bir anda devrenin bir kõsmõndaki akõm, devrenin diğer taraflarõndaki akõma eşittir. Devre açõldõğõnda batarya uçlarõnda emk olmasõna rağmen devrede elektrik akõmõ yoktur. Elektrik akõmõ yalnõzca devre tamamlandõğõnda geçer.
1.1.1.2 - Seri ve Paralel Devreler
Şekil 1.1-1a’da lamba (R5), reosta (R2), ampermetre (R3) vs. olarak belirtilen dirençler seri olarak bağlanmõştõr. Devrenin toplam direnci her bir direncin toplamõna eşittir.
a - Seri Devre b - Paralel Devre
ŞEKİL 1.1-1 - Elektrik Devreleri
Şekil 1.1-1b’de Paralel bağlanmõş olan reosta ve lambanõn (R2 ve R5) dirençleri toplamõ R/:
1 1 1 2 5 2 5 2 5 R R R R R R ' = + = + x R R R R ' = R x R2 5 2+ 5
Şekil 1.1-1b’deki devrenin toplam direnci ise;
R
R R
= R x R2 5
2+ 5
+ R1 + R3 + R4
olarak bulunur. Genelde, telin direnci devrenin toplam direnci ile karşõlaştõrõldõğõnda çok küçük olduğundan sõfõr olarak kabul edilir.
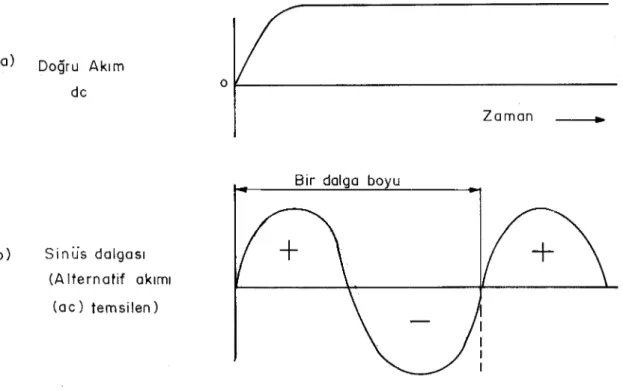
1.1.1.3 - Doğru ve Alternatif Akõm
Başlõca iki tür elektrik akõmõ vardõr ve her ikisi de manyetik parçacõkla muayenede kullanõlõr. Doğru akõm, daima aynõ yönde olup değer olarak değişik veya darbeli olabilir. Doğru akõm terimi genellikle tek yönlü sürekli akõmõ tanõmlamada kullanõlõr. Darbeli akõm farkedilebilir miktarda darbelenme yapan bir doğru akõmdõr. Alternatif akõm, sabit seviyede en büyük pozitif ve negatif değerler arasõnda değişen, önce pozitif sonra negatif yönde akan akõm türüdür.
Şekil 1.1-2a’da ki doğru akõmõn zamana göre grafiğinde, akõmõn sõfõr değerinden başlayõp belli bir değere ulaştõğõ görülmektedir. Şekil 1-2b, bir sinüs eğrisi olup dalga hareketini göstermektedir ve alternatif akõmõn zamana göre davranõşõnõ gösterecek şekilde adapte edilmiştir. Akõmõn akõş yönü, her yarõ çevrimde pozitiften negatife değişir, pozitif faz bir yöndeki akõşõ gösterir (Şekil 1.1-2a’daki d.a. akõmõnda olduğu gibi), negatif faz ise ters yöndeki akõşõ gösterir. 50 Hz. a.a.; saniyede 50 defa her iki faz çevrimini tamamlar.
ICS 77.040.20 TÜRK STANDARDI TS 11789/Nisan 1998
4
Alternatif akõmõ doğru akõma çevirmek için tek yönde akõm geçiren (+ veya - ) redresör kullanõlõr. Şekil 1.1 -2b’de gösterilen alternatif akõma basit bir redresör tatbik edildiğinde Şekil 1.1-2c’de gösterilen yarõ dalga grafiği meydana gelir. Geliştirilmiş redresörler tüm alternatif akõmõ geçirmek için kullanõlabilir. Böylece Şekil 1-2d’deki grafik meydana gelir.
Sanayide üç faz olarak uygulanan alternatif akõmda, jeneratör 1/50 s’de 3 (a.a.) çevrim başlatõr. Bu üç fazlõ akõm doğrultulduğunda Şekil 1.1-2e’deki akõm zaman grafiği meydana gelir.
Şekil 1.1-2c, Şekil 1.1-2d ve Şekil 1.1-2e’de gösterilen 3 d.a. biçimi darbeli biçimler olup c’den e’ye doğru daha az şiddetli darbe şekillerini gösterir.
(Madde 1.1.1.1 ve Madde 1.1.1.2’deki elektriksel hesaplamalar, basit doğru akõm uygulamalarõ için geçerlidir. Daha karmaşõk alternatif akõm şekilleri için hesaplamasõ daha güç olan basit direnç, indüktans vasõtasõyla tayin edilir.
Manyetik parçacõk ile muayenede manyetik akõm meydana getirmek amacõyla; sürekli doğru akõm, alternatif akõm (a.a.) ve yarõ dalga doğru akõm (y.d.d.a.) kullanõlõr. Her akõm şekli, özellikle uygulamaya bağlõ olarak avantaj ve dezavantajlara sahiptir.
ICS 77.040.20 TÜRK STANDARDI TS 11789/Nisan 1998
6
ÇİZELGE 1.1-1 - Değişik Dalga Tipleri İçin Pik, Ortalama ve rms Değerleri Arasõndaki İlişkiler
Dalga Tipi Pik Ortalama rms rms/Ortalama
Alternatif sinuzoidal V 0 0,707 V = V 2 - Alternatif sinuzoidal, yarõ dalga doğrultulmuş V 0,318 V ( = V/π) 0,5 V 1,57 Alternatif sinuzoidal tam-dalga doğrultulmuş V 0,637 V = 2 V π 0,707 V = V 2 1,11 Üç fazlõ sinüzoidal yarõ-dalga doğrultulmuş V 0,826 V 0,840 V 1,02
- Mõknatõslamada doğru ve alternatif akõmõn karşõlaştõrõlmasõ: (a) Alternatif Akõm (a.a.)
Alternatif akõm ile meydana getirilen manyetik alanlar metal parça yüzeyinde veya yüzeye yakõn bölgede yer alõr. Metal yüzey tabakalarõnda a.a. akõşõna meyleden bu olay “kabuk etkisi” olarak bilinir. Bu nedenle a.a. metal yüzey süreksizliklerinin tesbitinde kullanõlan en etkin metot olup derindeki süreksizliklerin belirlenmesi için uygun değildir.
Alternatif alan aynõ zamanda parçacõk akõşõnõ kolaylaştõrarak daha iyi belirti sağlar. (b) Doğru Akõm (d.a.)
Doğru akõm, parça iç kõsõmlarõna doğru manyetik alan meydana getirebildiğinden, alternatif akõma göre yüzey altõ hatalarõnõn tesbit edilmesinde daha duyarlõdõr.
Tam dalga üç fazlõ doğrultulmuş akõm, jeneratörden elde edilen doğru akõmla karşõlaştõrõlabilir sonuçlar verir.
Yarõ dalga doğrultulmuş tek fazlõ akõm, maksimum duyarlõlõk verir. Çünkü darbe alanõ, parçacõklarõn akõşõnõ artõrarak alan kaçaklarõnda kolayca birikmesini sağlar. Bundan başka darbe tepeleri daha büyük mõknatõslama kuvveti meydana getirir.
1.1.1.4 - Elektriksel Ölçüm Cihazlarõ
Elektrik akõmõnõ ölçen cihaza “Ampermetre”, gerilim veya elektromotor kuvvet ölçen cihaza ise “Voltmetre” denir. Her iki cihaz da doğru ve alternatif akõmla kullanõlacak şekilde tasarlanmõştõr. d.a.-metre ve a.a.-d.a.-metreler vardõr. Alternatif akõm ölçüm cihazlarõnõn birçoğu en büyük değerleri ölçmez, bunun yerine etkin ya da ortalama değerleri ölçerler. Tel üzerinde oluşturduklarõ õsõ etkisi nedeniyle alternatif akõmõn etkin değeri ile doğru akõmõn etkin değeri birbirine eşittir. Bir alternatif akõmda gerçek ortalama değer sõfõrdõr (gerçek sinüs dalgasõ şekli). Bir akõm dalgasõ gerçek sinüs dalgasõ ise, akõmõn etkin değeri maksimum değerinin 0,707 katõna eşittir. Yarõ dalganõn ortalama değeri ise maksimum değerin 0,64 katõna eşittir. Sürekli doğru akõmõn maksimum, efektif ve ortalama değerleri eşittir. Bu nedenle d.a.-metreler ortalama değerleri ölçerler. Bütün a.a.-metreler aksi belirtilmediği taktirde etkin değerleri ölçerler.
1.1.2 - MIKNATISLIK
Mõknatõs, çubuk, at nalõ vs. şeklinde olup küçük demir parçalarõnõ çekme ve tutma özelliğine sahip demir parçasõdõr. Demirin çekme özelliği mõknatõslõk olarak tanõmlanõr. Bu çekim gücü, çubuk uçlarõnda yoğun olarak gözlenir. Bu alanlar “kutup” olarak isimlendirilir. (Şekil 1.1-3b). Demir çubuk mõknatõslanõr veya mõknatõslõk özelliği gösterir ise mõknatõs olarak kabul edilir. Bir pusula iğnesi çubuk mõknatõs gibi davranõr. İğnenin kuzeyi gösteren ucu, kuzey kutbu (N) ve diğer ucu ise güney kutbudur (S). İki pusula ile yapõlan deneyde aynõ kutuplarõn birbirini ittiği , zõt kutuplarõn ise çektiği gözlenir (Şekil 1.1-3c), (Şekil 1.1-3d). Bir pusula iğnesinin daima kendisini kuzey-güney doğrultusunda yönlendirmesi, coğrafi kuzey-güney kutuplarõ ile dünyanõn kocaman bir mõknatõs olduğunu gösterir. (Şekil 1.1-3a).
1.1.2.1 - Manyetik Geçirgenlik
Bir mõknatõs tarafõndan kuvvetle çekilen bir malzeme “ferromanyetik” olarak isimlendirilir, malzemenin ferromanyetikliğinin fazlalõğõ, manyetik geçirgenlik (µ) olarak ifade edilir. Manyetik geçirgenlik malzemede manyetik alan meydana getirme kolaylõğõnõ belirtir. Malzemenin manyetik geçirgenliği sabit değildir, akõ yoğunluğu (B) artõşõna bağlõ olarak değişir.
Bir malzemenin herhangi bir bölgesindeki manyetik akõ yoğunluğu (B), meydana gelen manyetik alan şiddeti (H) ve malzemenin manyetik geçirgenliğine bağlõdõr.
B = µ . H veya µ = B H B = Manyetik akõ yoğunluğu H = Manyetik alan şiddeti (Amp/m) µ = Manyetik Geçirgenlik (Henry/m)
ICS 77.040.20 TÜRK STANDARDI TS 11789/Nisan 1998
8
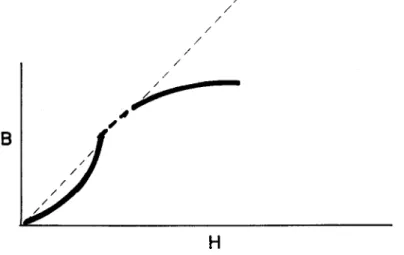
Manyetik akõ yoğunluğunun (B) veya manyetik alan şiddetinin (H) herhangi bir değerine karşõlõk gelen manyetik geçirgenlik (µ) değeri, Şekil 1.1-4’deki manyetik alan şiddetinin artõşõ ile manyetik geçirgenliğin değişimini gösteren eğrinin eğimidir. Mõknatõslanmamõş malzemeye ilk alan şiddeti uygulandõğõnda, B/H eğrisinin eğimi, başlangõç manyetik geçirgenlik değeridir. Bu, eğrinin “a” noktasõndaki veya a’ya yakõn olan kõsõmõdõr (Şekil 1.1-5). Bu noktada B/H oranõ ya da µ değeri, “a” ve “b” arasõndaki yarõ yoldan azdõr ve malzemenin doymuşluğunu gösteren “b” noktasõnda, vakum altõnda alabileceği değere kadar azalõr.
Geçirgenlik (permeability) terimi, malzemenin en büyük manyetik geçirgenliğini ifade eder ve histeresiz eğrisinin en dik kõsmõ ile tanõmlanõr.
Manyetik parçacõk ile muayenede etkin manyetik geçirgenlik önemli bir faktördür. Etkin manyetik geçirgenlik; parça üzerinde ölçülen akõ yoğunluğunun, parça olmadan ölçülen manyetik alan şiddetine olan oranõdõr. Etkin geçirgenlik yalnõzca malzeme özellikleri ile tesbit edilmez, aynõ zamanda parça şekline de bağlõdõr.
ICS 77.040.20 TÜRK STANDARDI TS 11789/Nisan 1998
10
ŞEKİL 1.1-4 - Mõknatõslanma Eğrisi
ŞEKİL 1.1-5 - Histeresiz Eğrisi 1.1.2.2 - Histeresiz
Mõknatõslandõrõlan bazõ ferromanyetik malzemeler manyetik alan şiddeti ortadan kaldõrõlsa bile mõknatõslõklarõnõ tamamen kaybetmezler. Mõknatõslõğõn ortadan kaldõrõlmasõ, malzeme Curie noktasõna kadar õsõtõlmamõş ya da mekanik olarak işlenmemişse, ancak belirli bir ters manyetik alan şiddetinin uygulanmasõ ile mümkün olur.
Mõknatõslõğõ tamamen giderilmiş bir malzemeye değişken bir dõş alan uygulandõğõnda, dõş manyetik alan ve mõknatõslanma derecesi, ya da akõ yoğunluğunun her ikisi ölçülerek Şekil 1.1-5’deki eğri çizilebilir. Bu eğriye “Histeresiz eğrisi” denir. Histeresiz, ferromanyetik malzeme kütlesine etki eden manyetik alan şiddeti değiştirildiğinde, manyetik etkinin gecikmesidir.
Şekil 1.1-5’de H; numuneye uygulanan manyetik alan şiddetini, B ise numunedeki manyetik akõ yoğunluğunu gösterir.
“O” noktasõ, mõknatõslanmanõn olmadõğõ ve hiçbir kuvvetin uygulanmadõğõ noktayõ temsil eder. Manyetik alan şiddeti arttõrõldõğõnda, akõ yoğunluğu önce hõzlõ, sonra maksimum ya da doyma noktasõ (a)’ya ulaşõncaya kadar yavaşlayarak artar. Manyetik alan şiddeti (H)’nin daha fazla artmasõ, manyetik
akõ yoğunluğunda (B) bir artõş meydana getirmez. Akõ yoğunluğunun yükselmesi (o-a) kesik çizgisi ile gösterilmiştir.
Manyetik alan şiddeti; ters yönde sõfõra düşürüldüğünde, (a-b) eğrisi akõ yoğunluğundaki azalmayõ gösterir. Bununla beraber, numunede (b) noktasõnda halen bir miktar mõknatõslanma mevcuttur. Bu mõknatõslanma miktarõ (o-b) mesafesi ile tanõmlanõr ve buna numunenin “artõk mõknatõslõğõ” denir. Mõknatõslayõcõ akõm, ters çevrilerek ve yavaşça arttõrõlõrsa, numunedeki akõ yoğunluğu azalõr (Artõk mõknatõslõk) ve (c) noktasõnda sõfõr olur. (o-c) ile gösterilen mesafe, manyetik alanõ sõfõra indirmek için gereken alan şiddetinin bir ölçüsüdür, bu da “Giderme Kuvveti” olarak adlandõrõlõr. Manyetik alan şiddeti daha da arttõrõlõrsa numune zõt yönde mõknatõslanmaya başlar ve (d) noktasõnda tekrar doyuma ulaşõr.
Manyetik alan şiddeti, tekrar yavaş yavaş sõfõra düşürüldüğünde, akõ yoğunluğu belli bir miktara (e)’ye kadar azalõr, bununla beraber numune, (o-e) ile temsil edilen bir miktar artõk mõknatõslõğa sahip olacaktõr. Manyetik alan şiddeti orijinal yönünde düzgün olarak artõrõlmaya devam edildiğinde, artõk akõ yoğunluğu azalõr ve (f) noktasõnda sõfõr olur ve daha sonra, başlangõç doyma noktasõ (a)’ya doğru artar.
a, b, c, d, e, f çizgileri ile belirtilen eğriler, “histeresiz eğrisi” veya “histeresiz halkasõ” olarak tanõmlanõr. Histeresiz eğrisinin incelmesi ya da daralmasõ genellikle; numunenin kolay mõknatõslanacağõnõ fakat düşük artõk mõknatõslõğa sahip olacağõnõ, geniş histeresiz eğrisi ise; numunenin daha zor mõknatõslanacağõnõ fakat daha kuvvetli artõk mõknatõslõk alanõna sahip olacağõnõ gösterir.
1.1.2.3 - Mõknatõslõğõ Tutma Eğilimi
Mõknatõslõğõ tutma eğilimi terimi, malzemenin artõk mõknatõslõk etkisini muhafaza etme eğilimi olarak ifade edilir. Şekil 1.1.1-5’de mõknatõslanma eğilimi (o-b) mesafesi ile belirtilmiştir. Bu mesafe, manyetik alan şiddeti (H) kaldõrõldõğõnda artõk mõknatõslõk etkisinden dolayõ meydana gelen alan kuvvetini belirtmektedir.
1.1.2.4 - Giderme Kuvveti
Giderme kuvveti terimi, malzemedeki artõk mõknatõslõğõn, uygulanan manyetik alan şiddeti ile giderilmesi kolaylõğõnõ ifade etmek için kullanõlõr. Giderme kuvveti etkisi, Şekil 1.1.1-5’de (o-c) mesafesi ile belirtilmiştir. Giderme kuvveti, mõknatõslanma sonrasõnda malzemedeki manyetik akõ yoğunluğunu (B)’yi sõfõra indirmek için gerekli olan manyetik alan şiddetinin (H) değeridir.
1.1.2.5 - Elektromõknatõslõk
Elektrik akõmõ ve manyetik alan; elektrik akõmõnõn manyetik etki göstermesi, 1820 yõlõnda Oersted tarafõndan bulunmuştur. Üzerinden doğru akõm geçen düz bir tele bir pusula iğnesi yaklaştõrõldõğõnda, iletken çevresindeki manyetik alan varlõğõnõn belirtisi olarak iğne, tel ve akõma dik olacak şekilde dönecektir. Çok sayõdaki deneyler, manyetik alanõn iletkeni çevrelediğini göstermiştir. Şekil 1.1.1-6’daki tele, akõm verildiğinde pusula iğnesinin S1 - N1 pozisyonundan S2 - N2 pozisyonuna döndüğünü göstermektedir.
Akõm arttõğõnda manyetik alan şiddeti artar. Gerçekte bazõ cihazlarda akõm, manyetik alan şiddetinin belirlenmesi ile ölçülmektedir.
ICS 77.040.20 TÜRK STANDARDI TS 11789/Nisan 1998
12
ŞEKİL 1.1-6
1.2 - ELEKTROMANYETİK İNDÜKSİYON
1.2.1 - İndüksiyon Akõmõ
1831 yõlõnda Michael Faraday tarafõndan bulunan Faraday Kanunu, herhangi bir devreden geçen akõmõn değişmesiyle, yakõn devrelerde “Elektromotor kuvvetin” meydana gelebileceğini ifade etmektedir. Aynõ zamanda iki devre arasõnda hiçbir elektriksel bağlantõ olmadan gerçekleşen bu olay “elektromanyetik indüksiyon” olarak isimlendirilir. Deneyler indüklenmiş elektromotor kuvvetin, manyetik alandaki değişmeden kaynaklandõğõnõ göstermiştir. İletkenlerde elektromotor kuvveti; iletken, sabit manyetik kuvvetli alanda hareket ettirildiğinde veya iletken sabit ve manyetik alan şiddeti değişken iken ya da her ikisi de bir anda değişirken meydana gelebilir. Çubuk, mõknatõsõn uçlarõ kapalõ devre teşkil edecek şekilde biribirine bağlanmõş bir selenoid’in içine sokulduğu zaman itme kuvvetine, çõkarõldõğõ zaman ise çekme kuvvetine maruz kalõr. Aynõ şekilde uçlarõ birleştirilen çelik tel, manyetik alan içinde hareket ettirildiğinde itilir, manyetik alandan dõşarõya alõndõğõnda ise çekme kuvvetine maruz kalõr.
1.2.2 - Şok Sargõsõ
Alternatif akõm taşõyan bir iletkenin meydana getirdiği manyetik alan kuvveti, elektron hareketine direnç gösterme eğilimindedir. Bu kuvvete “zõt elektromotor kuvvet” denir. Bu zõt elektromotor kuvvet etkisi esas itibariyle direnç karakterindedir. Zõt elektromotor kuvvetinin büyüklüğü geçen akõm miktarõna bağlõdõr. Örneğin, selenoid’de olduğu gibi sõkõ sarõlmõş sargõlar büyük bir manyetik alan şiddet yoğunluğu meydana getirirler. Örneğin, yumuşak demir gibi bir malzeme bu kuvvet alanõna sokulduğunda zaten yoğunlaşmõş olan manyetik alan daha da şiddetlenir. Mõknatõslanabilir malzeme (yumuşak demir çekirdek), selonoidin manyetik alanõna kõsmen ya da tamamen girebilecek veya çõkabilecek şekilde hareketli ise, bu cihaz “şok sargõsõ” olarak tanõmlanõr.
1.2.3 - Transformatörler
Elektromõknatõs ve şok sargõlarõnda anlatõlan fiziksel etkiler transformatörlerin tasarõmõnda da kullanõlmõştõr. (Şekil 1.1-7). Transformatör çekirdeği elektrik devrelerinin manyetik alanlarõnõn şiddetlendirilmesini sağlar. Transformatörler; birincil sargõ, ikincil sargõ, çekirdek ve yalõtõm olmak üzere dört ana parçadan meydana gelmiştir. Çekirdek; yuvarlak, dikdörtgen veya silindir şeklindeki demir alaşõmõndan yapõlõr. Birincil sargõ (bakõr tel), çekirdeğin bir koluna sarõlmõştõr. Aynõ şekilde bakõr tel olan ikincil sargõ çekirdeğin aynõ kolu üzerine ya da diğer kolu üzerine sarõlabilir. Her iki durumda da birincil ve ikincil devre sargõlarõ, demir çekirdek tarafõndan manyetik olarak irtibatlanõr. Sargõlar hiçbir noktada elektriksel olarak bağlõ değildir. Sargõ telleri, lastik, fõrõnlanmõş emaye, bez ya da diğer yalõtkanlar ile kaplanmõştõr. Sargõlar; birbirlerinden ve çekirdekten, tahta, porselen, cam, mika ve diğer yalõtkanlar ile yalõtõlmõştõr. Daha iyi yalõtkanlõk sağlamak amacõyla sargõlar ve çekirdek, transformatör yağõna batõrõlõr.
1.2.3.1 - Yükseltici Transformatör
İkincil sargõ sarõm sayõsõ, birincil sargõ sayõsõndan daha büyük olduğunda, bu tür transformatöre “yükseltici transformatör” denir. Bu terim, ikincil sargõda ve dolayõsõyla ikinci sargõda birinciye kõyasla daha fazla gerilim olduğunu ifade eder. İkincil sargõ geriliminin birincil sargõ gerilimine oranõ yaklaşõk olarak her iki sargõdaki sarõm sayõsõnõn oranõna eşittir. Transformatörde toplam güçte bir artõş
olmayacağõndan ikincil devrenin güç değeri, birincil devreninkinden büyük olmayacaktõr. Daha yüksek gerilim akõmõ düşürür ve (E) x (l) değeri birincil devreninki gibi kabaca aynõ kalõr. Birincil sargõ daha güçlü akõm taşõdõğõdan (düşük gerilimde) birincil sargõ teli ikincil sargõdan daha kalõn kesitli olmak zorundadõr ve böylece iki sargõ birbirinden kolaylõkla ayrõlabilir.
1.2.3.2 - Alçaltõcõ Transformatör
İkincil sargõ sarõm sayõsõ, birincil sargõ sarõm sayõsõndan az olduğunda, bu tür transformatörler “alçaltõcõ transformatör” olarak adlandõrõlõr. Alçaltõcõ terimi yine gerilimi ifade etmektedir ve gerilim oranlarõ yükseltici transformatörlerdeki sarõmlarõn sahip olduğu ilişkinin aynõsõdõr. Aynõ şekilde güç kabaca aynõ kalõr. Yükseltici transformatördeki gibi güçlü akõmõ taşõyan sarõmlar, (burada ikincil sargõ) diğerinden daha kalõn olmak zorundadõr ve aynõ şekilde birbirinden kolaylõkla ayrõlabilir. Şekil 1.2-1’de her iki transformatör türü de basitçe gösterilmiştir. Basitleştirmek için yalõtkan malzemeler gösterilmemiştir.
ICS 77.040.20 TÜRK STANDARDI TS 11789/Nisan 1998
14
ŞEKİL 1.2-1 - Transformatörler 1.2.3.3 - Otomatik Transformatör
Otomatik transformatör bir demir çekirdek etrafõna sarõlmõş nispeten kalõn kesitli tek bir bakõr sargõdan meydana gelen transformatör türüdür. Otomatik transformatör bildiğimiz transformatörlerden farklõ olarak iki veya daha fazla devreye elektromanyetik bağlantõ sağlar. Bir tarafõnda, normal trafonun ikincil devresine benzer şekilde birkaç çõkõş vardõr, bu çõkõşlar ikincil devreye çeşitli sarõmlarõ bağlamak için kullanõlõr (Şekil 1.2-2). Birincil devreye sarõlmõş olan sarõm adedine bağlõ olarak sargõlara tatbik edilen gerilimin kontrolü sağlanabilir. Bu şekilde otomatik transformatörün birincil devresi hat gerilim düzenleyicisi olarak çalõştõrõlabilir.
ŞEKİL 1.2-2 - Otomatik Transformatör Devresinin Şemasõ
Manyetik parçacõk muayenesinde kullanõlan manyetik alanlar için; iletkenlerde, sargõlarda ve trafo çekirdeklerindeki kanunlarõn aynõsõ geçerlidir.
1.3 - MANYETİK ALAN
Manyetik parçacõk muayenesinde süreksizliklerle ilgili tespitlerde yeterliliğin sağlanmasõ; manyetik alanõn parçanõn uygun yerinde meydana getirilmesi ve bu manyetik alanõn yönü ve şiddetinin gerektiği şekilde tesis edilmesiyle gerçekleşir.
1.3.1 - Manyetik Alan Şiddeti
Mõknatõslõk özelliğine sahip bir cismin etrafõ manyetik alan ile çevrilidir (Şekil 1.3-1a). Bu alan içindeki herhangi bir ferromanyetik madde (kolayca mõknatõslanabilen malzeme), alan şiddeti ve yönüne bağlõ olarak etkilenecek ve üzerinde bir kuvvete sahip olacaktõr (Şekil 1.3-1b). Manyetik parçacõk muayenesinde değerlendirilebilir belirtiler meydana getirebilmek için muayene parçasõndaki manyetik alan yeterli şiddette ve uygun yönde olmalõdõr. Kararlõ belirtiler için bu alan şiddeti genellikle ± % 25 gibi makul sõnõrlar içerisinde kontrol edilmelidir. Alan şiddetini etkileyen faktörler, muayene parçasõ/parçanõn bir kõsmõnõn boyutu, şekli, et kalõnlõğõ, malzeme ve mõknatõslama tekniğidir. Bu faktörler çok değişken olduğundan tasarlanabilen her şekil için manyetik alan şiddeti ile ilgili kesin kaideler koymak zordur.
a) Sürekli mõknatõs b) Bir mõknatõs ve yanõndaki ferromanyetik
cõvata ile bunlarõn içindeki ve çevresindeki
manyetik çizgiler
ŞEKİL 1.3-1 - Manyetik Alan Şiddeti 1.3.1.1 - Alan Şiddetinin Tespiti
Yeterli manyetik alan şiddeti, aşağõdaki gibi tespit edilebilir.
1.3.1.1.1 - Bilinen Süreksizlikler
ICS 77.040.20 TÜRK STANDARDI TS 11789/Nisan 1998
16
1.3.1.1.2 - Suni Süreksizlikler
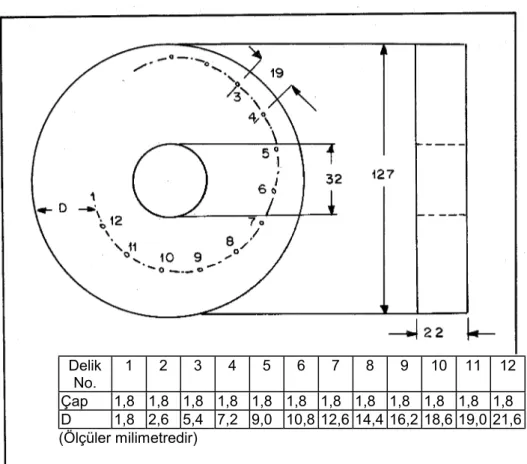
Alan göstergesi (Şekil 1.3-2) ve kanallõ ince plakalar (Şekil 1.3-3) suni süreksizlikleri (Madde 2.12.8) belirler.
ŞEKİL 1.3-2 - Manyetik Alan Göstergesi ŞEKİL 1.3-3 - Tipik Yarõklõ Plâka 1.3.1.1.3 - Hall Etkisi, Prob Tanjant Alan Şiddetleri
Hall etkisi prop/sensörü ile ölçüldüğünde, 30 G-60 G (Gauss) aralõğõndaki doğrusal uygulanan alan şiddetleri yeterli olmalõdõr (Madde 2.12.8). Bazõ şartlar altõnda 10 G-150 G aralõğõndaki alanlarda gerekli olabilir.
1.3.1.1.4 - Ampirik Formüllerin Kullanõlmasõ
Madde 1.5.3, manyetik alan şiddetlerinin tespit ve temini için 4 ampirik formül ihtiva etmektedir. Bu formüller sağ el kaidesi kapsamõndadõr. Formüller şartlara göre muhakeme edilerek kullanõlmalõdõr. Aksi halde aşağõdaki durumlarla karşõlaşõlabilir:
- Fonda aşõrõ parçacõk birikimine sebep olan aşõrõ mõknatõslanmanõn belirtilerin değerlendirmesini çok güç hale getirmesi,
- Zayõf kapsama,
- Zayõf muayene geometrileri seçimi,
- Yukarda belirtilen hususlarõn kombinasyonu.
1.3.2 - Manyetik Alan Kaynaklarõ
Daha önce belirtildiği gibi ferromanyetik bir malzemede, manyetik alan meydana getirmenin birkaç metodu vardõr. Sürekli bir mõknatõs, bir elektromõknatõs, akõm taşõyan bir iletken veya içinden doğrudan akõm geçen bir malzeme, şiddeti “H” olan bir manyetik alan kaynağõ olabilir.
Tasarõm Tipi Boyut Tolerans
A (1) ± 1 mm B 0,05 mm ± 0,0001 mm C 0,005 mm ± 0,0001 mm D Bakõnõz ± 0,0001 mm 20.4.2 E (1) ± 1 mm F (1) ± 1 mm G (1) ± 1 mm
(1) İmalatçõ tarafõndan belirtildiği şekilde. Bu boyutlar kritik değildir.
ICS 77.040.20 TÜRK STANDARDI TS 11789/Nisan 1998
18
1.3.2.1 - Sürekli Mõknatõs
Sert çelikler ve bazõ alaşõmlar mõknatõslandõrõldõklarõnda zamanla önemli azalma göstermeyecek şekilde mõknatõslõklarõnõn belli bir miktarõnõ muhafaza ederler. Bu çeşit mõknatõslanma özelliğini gösteren malzeme parçasõ, sürekli mõknatõstõr. (Şekil 1.3-1a) Manyetik parçacõk muayenesinde bazõ özel uygulamalar için sürekli mõknatõslar kullanõlabilir fakat daha güçlü elektromõknatõslar daha çok kullanõlõr. Manyetik alan, akõm akõşõna daima dik açõda olduğundan akõm, süreksizliğe paralel olarak akarken en iyi belirti tespiti yapõlõr.
1.3.2.2 - Elektromõknatõs
Akõm taşõyan herhangi bir iletkeni manyetik alan çevreler. Bu alanõn içerisine konan ferromanyetik malzemeler manyetik indüksiyon yolu ile mõknatõslanõrlar. Yumuşak demir manyetik etkiye direnç gösterirse de benzer şekilde, manyetik alandan çekildiğinde biraz mõknatõslõk etkisini tutar.
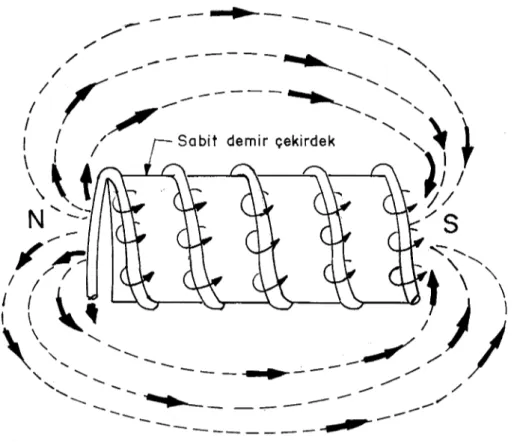
Elektrik akõmõ taşõyan bir telin çevresindeki manyetik alanõn etkisi, tel sargõ haline getirilerek arttõrõlabilir. Telin her bir sarõmõnõn çevresindeki manyetik alanlar birbirlerine ilave olarak Şekil 1.3-4’de görüldüğü gibi sargõyõ her iki uçta bir kutup olacak şekilde bir mõknatõs haline çevirir. Bu, sargõ içinde yüksek alan şiddetli bir bölge meydana getirir. Bir yumuşak demir çekirdek, sargõ içine sokulursa mõknatõslanõr ve manyetik alana katkõda bulunur. Sargõdan akõmõn geçmesi süresince; elektromõknatõs, bir mõknatõsõn bütün özelliklerine sahiptir. Akõm kesildiğinde bobin ve çekirdek mõknatõslõğõnõ kaybeder. Akõm yönü ters çevrilirse, aynõ zamanda mõknatõslanma yönü de ters çevrilir ve kutuplar değişir. Birçok cihazda röleler, devre kesiciler, uzaktan kumanda anahtarlarõ v.b.’de elektromõknatõs prensibinden yararlanõlõr.
Manyetik alan şiddeti başlõca; (a) Sargõdaki sarõm sayõsõ’na (b) Sargõdaki akõm şiddetine
(c) Çekirdek malzemesinin manyetik geçirgenliği’ne bağlõdõr.
Sargõnõn manyetik alan şiddeti (H) aşağõda verilen formül kullanõlarak hesaplanabilir:
H=I. N
l
Burada;
N = sargõ sarõm sayõsõ I = sargõdaki akõm
l = sargõnõn uzunluğu
dur.
Ferromanyetik çekirdek bobin içine yerleştirildiğinde çekirdekteki manyetik akõ (B), sargõ ve sargõdaki akõm ile ilişkilidir. Yukarõdaki bağõntõdan H değerini yerine koyarsak;
B = µ .H
B .I.N
l olarak bulunur
ŞEKİL 1.3-4 - Elektromõknatõs 1.3.2.3 - Akõm Taşõyan İletken (Merkezi İletken)
Şekil 1.1-6’da görüldüğü gibi tel, çubuk v.b. şeklindeki bir iletkenden akõm geçirildiğinde etrafõnda manyetik alan meydana gelir. Bu, sõrasõyla kendisine en yakõn olan bir cisim içinde manyetik alan teşkil eder. Bu metot, halka ya da boru şeklindeki bir parça içine iletken yerleştirilebildiğinde yaygõn bir şekilde kullanõlõr. Bu merkezi iletken metodu daha sonra izah edilecektir.
1.3.2.4 - Doğrudan Mõknatõslama Metodu
Bir parçadan elektrik akõmõ doğrudan geçirildiğinde, parçada dairesel manyetik alan meydana gelir. Bu metot, genellikle manyetik parçacõkla muayene cihazõnõn kafalarõ arasõna yerleştirilebilen parçalarda kullanõlõr ve “Parça Temas Tekniği” (Head Shot) olarak adlandõrõlõr. Manyetik alan kuvveti ; akõm büyüklüğüne, malzemenin manyetik geçirgenliğine, parçanõn şekli ve boyutuna ve parça içinde akõm geçiş mesafesine bağlõdõr.
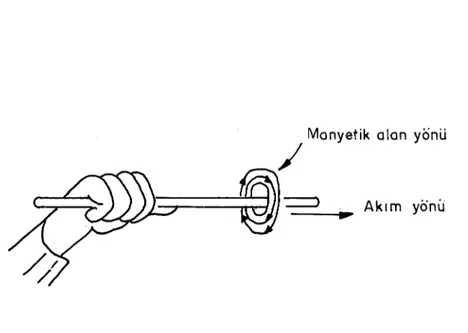
1.3.2.5 - Sağ El Kuralõ
Sağ el kuralõ, manyetik alan yönününün belirlenmesini sağlayan kolay bir metottur. Şekil 1.3-5’de gösterildiği gibi baş parmak akõm yönünü gösterecek şekilde iletkenin sağ el ile kavrandõğõ düşünülürse, parmaklar manyetik alanõn yönünü gösterecektir.
ICS 77.040.20 TÜRK STANDARDI TS 11789/Nisan 1998
20
ŞEKİL 1.3-5 - Manyetik Alan Şiddetini Belirleyen Sağ El Kuralõ
Bir elektromõknatõsõn kutuplarõ benzer şekilde sağ el kuralõ ile (+)’dan (-)’ye akõm yönünde bobin çevresindeki parmaklar ile belirlenebilir. Baş parmak mõknatõsõn kuzey kutbu yönünü gösterir (Şekil 1.3-4)
NOT - Sağ El Kuralõ; akõmõn, pozitiften negatife geçişi kabulüne dayanõr. Daha kesin bir elektron akõşõ
gözönüne alõndõğõnda - negatiften pozitife - elektron akõşõ yönünde sol el parmaklarõ ile “Sol El” kuralõ uygulanmalõdõr.
1.3.3 - Manyetik Akõ Yoğunluğu
Manyetik alan kuvvetini tanõmlarken, manyetik alanõn akõ yoğunluğu ve manyetik alan şiddeti gözönüne alõnõr. Manyetik Akõ yoğunluğu; manyetik kuvvet çizgilerinin sayõsõ, ya da akõ yönüne dik açõda birim alana düşen akõ çizgileri sayõsõdõr. Manyetik akõ yoğunluğu birimi Tesla’dõr (T). Manyetik akõ meydana getirmeye eğilimli manyetik alan şiddeti “H” sembolü ile gösterilir ve birimi Amper/metre (A/m) olarak ölçülür.
1.3.4 - KAÇAK ALANLARI
1.3.4.1 - Sağlam Malzemeler
Manyetik parçacõk muayenesinde temel amaç, ferromanyetik malzemelerdeki süreksizlikleri bulmak ve tanõmlamaktõr. Bu muayenenin yapõlmasõnda manyetik alanõn nasõl kullanõlacağõnõ inceleyelim.
ŞEKİL 1.3-6 - Süreksizlik yok
Bir çatlak ve süreksizlik ihtiva etmeyen parçada manyetik alan çizgileri yüzeyde kesintiye uğramadan bir uçtan diğerine geçer.
1.3.4.2 - Yüzey Süreksizliği
Süreksizliğin olmasõ halinde (Şekil 1.3-7) manyetik alan çizgilerinin bir kõsmõ parça yüzeyinden çõkar ve havadan geçer.
Çok küçük ferromanyetik parçacõklar parçanõn yüzeyine serpildiğinde (Şekil 1.3-7), bu parçacõklar süreksizlik bölgesindeki kaçak alan tarafõndan çekilecek ve tutulacaklardõr. Süreksizlik çõplak gözle görülemeyecek kadar küçük olsa bile manyetik alan, görülebilecek bir belirtiyi ortaya çõkaracak yeterli sayõda manyetik parçacõğõ toplayacak şekilde bozulabilir. Bu parçacõklar daha iyi görülebilmesi için renklendirilebilir ve böylece muayenenin hassasiyeti arttõrõlõr. Süreksizlik Şekil 1.3-8a’da olduğu gibi yüzeye açõk olmasa da, manyetik alan, bulgunun yüzeyde belirmesi için yeteri kadar bozulma gösterebilir. Manyetik parçacõklar hatalõ bölgenin tam üzerindeki yüzeye çekilecektir.
ŞEKİL 1.3-7 - Yüzey Süreksizliği 1.3.4.3 - İç Süreksizlikler
Parçanõn içinde yer alan bir süreksizlik, yüzeyde bir belirtiye sebep olacak kadar kuvvet çizgilerini bozmaya yeterli bir etki meydana getiremeyebilir. Bu durum, manyetik parçacõklarõn çekilememesine ve yüzeyde bir belirtinin sağlanamamasõna yol açar (Şekil 1.3-8b).
ICS 77.040.20 TÜRK STANDARDI TS 11789/Nisan 1998
22
Şekil 1.3-7’de bir çatlağõn etkisi, Şekil 1.3-8’de ise manyetik alanda yüzeye yakõn bir süreksizliğin etkisi görülmektedir. Havanõn manyetik geçirgenliği, ferromanyetik malzemelerin manyetik geçirgenliğinden çok düşük olduğundan, akõ çizgileri malzeme bağlarõnõn dõşõnda havadan geçmek eğilimindedir. Bu etki matematiksel ifadelerin kullanõlmasõ ile tahmin edilebilir.
B = µ . H
(µ) manyetik geçirgenlik azaltõldõğõnda ve (H) manyetik alan şiddeti değişmez olarak bõrakõldõğõnda, (B) manyetik akõ değeri daha azalacaktõr. Bunun anlamõ havada düşük bir akõ yoğunluğu meydana gelmesidir. Süreksizliğin üzerinde bulunan havadaki manyetik alan kaçağõ akõ ya da akõ kaçak alanõ olarak bilinir.
1.3.4.4 - Süreksizliğin Yönü
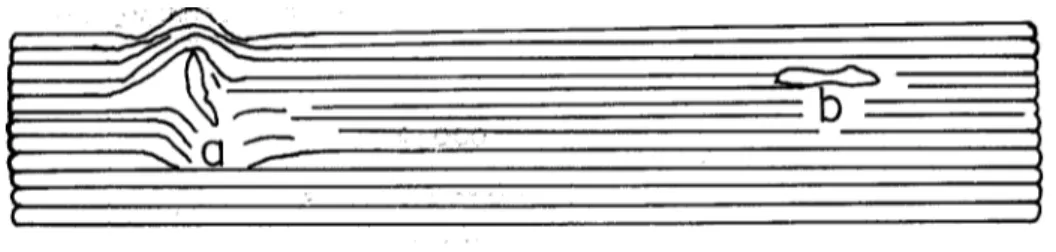
Parça içindeki bir süreksizliğin yönü manyetik alana paralel yönlenmiş olduğunda manyetik alana dik olan süreksizliğin alan etkisinden daha az etki gösterecektir.
ŞEKİL 1.3-9
Şekil 1.3-9’da “b” konumundaki süreksizlik, manyetik alanõ çok az bozduğundan, manyetik parçacõklarõn birikmesi çok az olacaktõr. “a” konumundaki süreksizlikte ise, manyetik alan dikkate değer şekilde bozulmakta ve bazõ akõ çizgilerinin malzemeyi terketmesine sebep olmaktadõr. Bunun sonucunda manyetik parçacõklarõn süreksizliği daha fazla teşhis edilebilir. Şekilde “a” konumu yakõn yüzeye daha fazla çekilir. Muayene hassasiyeti, alan yönüne 90°‘deki süreksizlikler için en iyi, 75° civarõndaki yönlenmelerde ise kabul edilebilir sonuçlar verecek şekilde olacaktõr.
1.3.5 - Manyetik Alanõn Yönlendirilmesi
Manyetik alan yönünün süreksizliğe uygun olarak yönlendirilmesi gerektiğinden, verilen yönü sağlamak için gerekli mõknatõslama işlemini bilmek önemlidir. Muayenenin yeterli olabilmesi için, manyetik alan yönünün süreksizliğin konumuna uygun seçilmesi gerekir.
Manyetik alan yönü, parçadaki hatanõn ana eksenine dik olduğunda, manyetik alan hassasiyeti en yüksek olacağõndan, muhtemel hata tipine dik açõ çizgileri meydana getiren mõknatõslama metodu seçilmelidir. Çeşitli yönlerdeki hatalarõn bulunmasõ istenirse parça, farklõ yönlerde manyetik akõ çizgileri meydana getirecek şekilde birden fazla mõknatõslanmalõdõr. Birçok çalõşmada ilk manyetik alana yaklaşõk paralel olarak uzanan bir hata, ikinci mõknatõslamayla meydana getirilen alanõn birinciye hemen hemen dik olacağõ düşüncesinden hareketle, birinci alana dik manyetik alan kullanõlarak ikinci kez mõknatõslama şeklinde parçayõ iki kez mõknatõslamak yeterlidir. Bazõ durumlarda, akõ çizgilerine yaklaşõk 45°’de bulunan bir hata tespit edilemeyebilir. Yüksek hassasiyet istenen kritik muayenelerde değişik yönlerde birkaç kez mõknatõslama gerekebilir.
1.3.5.1 - Boyuna Mõknatõslama
Bu mõknatõslama metodu, içinden geçen manyetik kuvvet çizgilerinin yaklaşõk olarak mõknatõslayõcõ sargõ eksenine paralel olduğu (1.3-10 a) ve parçanõn şekline uygun akõşa meylettiği; parça içindeki bir manyetik alanõn meydana getirilmesini kapsar. Bir elektromõknatõs ya da kalõcõ mõknatõs cihazõ
ICS 77.040.20 TÜRK STANDARDI TS 11789/Nisan 1998
24
kullanõldõğõnda manyetik alan kuvvet çizgileri kutuplar arasõnda hareket eder (parça dõş hatlarõnõn izleyecek şekilde yerleştirildiğinde) (Bak. Şekil 1.3-10b).
Tekrarlamak gerekirse, süreksizlik belirlemede en yüksek hassasiyet, akõm akõşõ süreksizliğe paralel iken elde edilir.
Şaft, kasnak, kiriş ve benzeri parçalar etraflarõna esnek elektrik kablolarõyla bobin sarõlarak mõknatõslanabilir. Kablolardan akõm geçtiğinde kablolar geçici bir selenoid görevi görür.
a) Bir Sargõ Alanõndaki Boyuna b) Boyunduruk İle Meydana Getirilmiş
Mõknatõslama Boyuna Manyetik Alan.
NOT - Kaynak bölgesinde alan
yönlerinin
farklõlõğõna dikkat ediniz.
ŞEKİL 1.3-10 1.3.5.2 - Dairesel Mõknatõslama
Dairesel mõknatõslama metodu, parça ekseni çevresinde, parça eksenine dik eşmerkezli daireler biçiminde manyetik kuvvet çizgileri meydana getirecek manyetik alandan ibarettir. Dairesel mõknatõslama, parçadan (Şekil 1.3-11a) ya da parçanõn deliğinden geçen iletkenden akõ geçirerek yapõlabilir (Şekil 1.3-11b). Parça eksenine yaklaşõk paralel olarak uzanan süreksizliklerin ya da uçlardaki radyal (bir merkezden çevresine yayõlan) süreksizliklerin belirlenmesinde, dairesel mõknatõslama metodu en uygun metottur.
Dairesel mõknatõslama metodu kullanõldõğõnda manyetik alan, normal olarak parçanõn dõş çeperlerinde yer alõr. Bu, maksimum alan kuvveti sağlar ve bu nedenle yüzey altõ süreksizliklerinin belirlenmesinde maksimum duyarlõlõk sağlanmõş olur.
ŞEKİL 1.3-11a) Parça Temas Tekniği İle Doğrudan ŞEKİL 1.3-11b) Merkezi İletken Temas
Tekniği
Dairesel Mõknatõslama
1.3.5.3 - Torroidal Mõknatõslama
Merkezi bir açõklõğa sahip disk veya tekerlek gibi torroidal şekilli bir parça mõknatõslandõğõnda, diske radyal olarak indüklenmiş bir alan, çevresel yöndeki süreksizliklerin tespiti için en faydalõ alandõr. Böyle bir uygulamada bu alan, çevre boyunca çok sayõdaki mõknatõslamadan çok daha etkindir.
1.3.5.4 - Boyuna Mõknatõslama
Boyuna mõknatõslama, (Şekil 1.3-10)manyetik alan elektrik akõmõnõn parçayõ tamamen çevreleyen veya parçanõn muayene edilecek bölümünü çevreleyen çok sarõmlõ sargõ veya lamine sargõ içerisinden geçirilmesiyle meydana gelen manyetik alandõr.
3.2.3 - Manyetik ve Manyetik Olmayan İletkenlerde Alan Dağõlõmõ
Akõm taşõyan bir iletkenin içinde ve çevresindeki manyetik akõ, malzeme tipi, boyutu ve şekline göre değişecektir. Boru, halka, flanşlar vs. gibi içi boş parçalarõn muayenesinde kontrol iletkenleri kullanõldõğõndan, parça içinde ve iletkende manyetik akõ şiddeti ve dağõlõmõnõ bilmek önemlidir.
3.2.4 - Dağõlõm Diyagramlarõ
(Şekil 1.3-12), (Şekil 1.3-13) ve (Şekil 1.3-14)’deki grafikler manyetik ve manyetik olmayan iletkenlerin içinde ve etrafõndaki alan dağõlõmõnõ göstermektedir.
ICS 77.040.20 TÜRK STANDARDI TS 11789/Nisan 1998
26
ŞEKİL 1.3-12 - Dolu İletkenlerde ve Çevrelerinde ŞEKİL 1.3-13 - İçi Boş İletkenlerde ve
Çevrelerinde
Manyetik Alan Dağõlõmõ Manyetik Alan Dağõlõmõ
a) Akõm taşõyan manyetik olmayan iletken: a) Akõm taşõyan manyetik olmayan iletken: Merkezden itibaren 2R’de manyetik alan R = yarõ çap
şiddeti F/2 olacaktõr. F = Yüzeyde manyetik alan şiddeti
Merkezden itibaren 3R’de alan kuvveti F/3 olacaktõr.
b) Akõm taşõyan manyetik iletken: b) Akõm taşõyan manyetik iletken:
R = yarõçap R = yarõçap
F = yüzeydeki alan şiddeti F = yüzeydeki alan şiddeti
µ = malzemenin manyetik geçirgenliği µ = malzemenin manyetik geçirgenliği Yüzeydeki manyetik alan şiddeti µxF’e Yüzeydeki manyetik alan şiddeti µxF’e
F’ = iletken yüzeyindeki alan F = silindirin iç yüzeyindeki alan R = silindirin dõş yarõçapõ
ŞEKİL 1.3-14 - Bir Merkezi İletkenden Akõm Geçirilmesi İle İçi Boş Bir Manyetik Silindirin İçinde ve
Çevresinde Meydana Gelen Alan Dağõlõmõ
1.4 - PARÇA MIKNATISLAMA TEKNİKLERİ
1.4.1 - Muayene Kapsamõ
Bütün muayeneler belirtilen bir duyarlõk seviyesinde, gerekli alanlarõn kapsandõğõndan emin olmak için, yeterli alan bindirmeleri yapmak suretiyle gerçekleştirilmelidir.
1.4.2 - Doğrudan ve Dolaylõ Mõknatõslama
Bir parça doğrudan veya dolaylõ olarak mõknatõslanabilir. Doğrudan mõknatõslama için mõknatõslayõcõ akõm, parça içerisinde dairesel manyetik alan meydana getirecek şekilde geçirilir.
Dolaylõ mõknatõslama tekniklerinde, muayene parçasõnda çok yönlü, boyuna, dairesel bir alan meydana getirecek şekilde, parça içerisine manyetik alan indüklenir.
Meydana getirilen manyetik alanlarõn beklenen yön ve şiddette olduğunun doğrulanmasõ için
Madde 2.12.8’de belirtilen teknikler kullanõlmalõdõr. Bu durum özellikle karmaşõk şekilli parçalarõ muayene etmek için çok yönlü teknikler kullanõldõğõnda önemlidir.
1.4.3 - Mõknatõslama Tekniği Seçimi
Doğrudan veya dolaylõ mõknatõslamanõn seçimi boyut, biçim veya işlem kolaylõğõ gibi faktörlere bağlõdõr. Parçanõn mõknatõslanmasõyla ilgili önemli teknikler, avantaj ve sõnõrlamalarõn mukayesesi Çizelge 1.4-1'de verilmiştir.
1.4.3.1 - Doğrudan Temasla Mõknatõslama
Doğrudan temasla mõknatõslama için, ferromanyetik parça ile güç kaynağõna bağlõ akõm taşõyan elektrotlar arasõnda fiziki bir temas sağlanmalõdõr.
Parçanõn tamamõnõn veya bir kõsmõnõn mõknatõslanmasõnda prodlar ve tutucu elemanlar doğrudan temasla mõknatõslama vasõtalarõdõr. Parçalar çok büyük olduğunda tamamõnõn mõknatõslanmasõ bu metotla pratik değildir.
ICS 77.040.20 TÜRK STANDARDI TS 11789/Nisan 1998
28
1.4.3.2 - Belirli Alan Mõknatõslanmasõ 1.4.3.2.1 - Prod Tekniği
Prodlar düzgün bir şekilde muayene parçasõ yüzeyine bastõrõlõr (Şekil 1.4-1a). Daha sonra mõknatõslayõcõ akõm, prodlarla temasta olan parça içerisinden geçirilir. Bu durum, prodlar arasõnda ve çevresinde, mevzii manyetik parçacõk muayenesini yapabilmek için, yeterli bir dairesel manyetik alan meydana getirir
(Şekil 1.4-1c, Şekil 1.4-1d).
UYARI - Malzeme özellikleri üzerinde olumsuz etkilere sebep olmalarõ nedeni ile muayene edilen
yüzeyin mevzii aşõrõ õsõnmasõnõ ve ark yanõklarõnõ önlemek ve prod temas noktalarõnda meydana gelen sõcaklõğõ en düşük değere indirmek için, prod uçlarõnõn daima temiz tutulmasõna özen gösterilmelidir. Ayrõca yukarõdaki hususlarõn önlenmesi için düşük açõk devre geriliminin (2V - 16V) kullanõlmasõ tavsiye edilir. Prod uçlarõnõn bakõr çubuk olmasõ durumunda, parça içerisine bakõr nüfuz edebilir. Ark yanõklarõ metalurjik hasara sebep olacağõndan prodlar, son işlemleri yapõlmõş yüzeyler veya havacõlõk sektörü ile ilgili parçalar üzerinde kullanõlmamalõdõr.
- Doğrultulmamõş alternatif akõm, yüzey süreksizliklerinin tespiti açõsõndan prod tekniğini sõnõrlar.
Yarõ dalga doğrultulmuş akõm, yüzey ve yüzeye yakõn süreksizliklerin her ikisini de tespit edebildiğinden daha çok kullanõlõr. Prod tekniğinde genellikle daha iyi manyetik parçacõk hareketi sağlandõğõndan kuru manyetik parçacõklar kullanõlõr. Elektrik çarpmasõ ve tutuşma tehlikesi sebebi ile de genellikle yaş manyetik parçacõklar kullanõlmaz.
- Uygun prod muayenesi, muayene parçasõnda mevcut bütün süreksizliklerin tespit edildiğinden emin olmak için birinci konuma göre 90° dönük, ikinci bir prod yerleştirmeyi gerektirir. Muayene yüzeyinin tamamen kapsanma ihtiyacõna bağlõ olarak ardõşõk prod yerleştirmeleri arasõnda da bindirmeler gerekli olabilir. Geniş yüzeyler üzerinde prod yerleştirme için şablon yapõlmasõ iyi bir uygulamadõr.
1.4.3.2.2 - Manyetik Pens Tekniği
Karmaşõk parçalarõn belirli bölümleri (alanlarõ) manyetik penslerin parçaya elle tutturulmasõ suretiyle elektrik temasõ sağlanarak mõknatõslanabilir (Şekil 1.4-2).
Prod temas bölgelerinin belirlenmesi gerekli olduğunda, parça üzerinde yeterli olacak şekilde prodlarla alan bindirmeleri yapõlmalõdõr.
1.4.3.2.3 - Parçanõn Bütünüyle Mõknatõslanmasõ Tekniği
- Her iki uçtan temas suretiyle:
Muayene parçalarõ iki elektrot arasõna (Yatay yaş manyetik parçacõk muayene teçhizatõnõn elektrotlarõ arasõnda) sõkõştõrõlõr ve mõknatõslayõcõ akõm doğrudan parça içerisinden geçirilir
(Şekil 1.4-3). Böyle bir teçhizatta parçanõn boyut ve şekli her iki alan yönünün elde edilip edilemeyeceğini ortaya koyar.
- Pensler vasõtasõyla:
Mõknatõslayõcõ akõm, muayene parçasõnda dairesel manyetik alanõ meydana getirmek için, akõm taşõyan penslerin muayene parçasõna tutturulmasõ ile tatbik edilebilir (Şekil 1.4-4).
- Çok yönlü mõknatõslama:
Uygun devrelerle bir muayene parçasõ içerisinde, parça yüzeyine yerleştirilen ve birbirlerine göre 90°‘lik açõ ile konumlandõrõlmõş olan elektrot temas noktalarõ veya manyetik alan değiştirilerek çok yönlü (osilasyon yapan) bir alan meydana getirmek suretiyle yapõlõr. Bu alan mümkün olan bütün yönlerde belirtiler meydana getirilmesini sağlar ve iki veya daha fazla yönde mõknatõslanmaya eşdeğer olarak kabul edilir (Şekil 1.4-5). Bazõ karmaşõk parçalarda, klasik teçhizatlarla 16-20 defa mõknatõslama tekrarõ gerekebilir. Çok yönlü mõknatõslama ile gerekli mõknatõslama adõmlarõnõn yarõdan daha aza düşürülmesi mümkündür. Uygulamada yaş sürekli mõknatõslama tekniğinin kullanõlmasõ esastõr.
Dolaylõ parça mõknatõslamasõ, önceden şekillendirilmiş bir sargõ, kablo sarõmõ, boyunduruk veya manyetik alan meydana getirecek merkezi iletken çubuğun kullanõlmasõnõ kapsar. Sargõ, kablo ve boyundurukla mõknatõslama, parça içerisinde boyuna mõknatõslama olarak da isimlendirilir.
1.4.3.3.1 - Sargõ ve Kablo ile Mõknatõslama
Sargõ (Şekil 1.4-6) veya kablo sarõm (Şekil 1.4-7) teknikleri kullanõldõğõnda manyetik alan şiddeti, amper-sarõm değeri ile orantõlõ olup, parça geometrisine bağlõdõr (Madde 1.10.3.2).
1.4.3.3.2 - Merkezi İletken, İndüklenmiş Akõmla Mõknatõslama
Boşluk ihtiva eden parça veya parça kõsõmlarõnõn dolaylõ dairesel mõknatõslamasõ, mõknatõslayõcõ akõmõ bir merkezi iletkenden geçirerek (Şekil 1.4-8a, Şekil 1.4-8b) veya merkezi iletken çubuk olarak bir kablo kullanmak suretiyle veya indüklenmiş akõm tertibatõ kullanõlmak suretiyle yapõlabilir (Şekil 1.4-8c).
1.4.3.3.3 - Boyundurukla Mõknatõslama
Manyetik alan bir elektromõknatõs vasõtasõyla muayene parçasõ içerisinden geçirilir (Şekil 1.4-9). Bu durumda parça veya parçanõn bir bölümünde, kutuplar arasõnda manyetik izler meydana gelir ve kutup noktalarõndan geçen eksene dik çapraz süreksizlikler tespit edilir.
Boyunduruklarõn çoğu alternatif akõm, yarõdalga doğrultulmuş alternatif akõm veya tam dalga doğrultulmuş alternatif akõmla enerjilenir. Sürekli bir mõknatõs da parça içerisinde bir manyetik alan meydana getirebilir ancak kullanõmõ sõnõrlõdõr.
ICS 77.040.20 TÜRK STANDARDI TS 11789/Nisan 1998
30
ŞEKİL 1.4-1 - Prod Tekniği Kullanõlarak Kõsmî Alan Mõknatõslama
ŞEKİL 1.4-2 - Parçanõn Manyetik Pensle Tutturularak ŞEKİL 1.4-3 - Kafalar Arasõnda
Doğrudan
ŞEKİL 1.4-4 - Doğrudan Temasla Mõknatõslama ŞEKİL 1.4-5 - Çok Yönlü
Mõktanõslama
ICS 77.040.20 TÜRK STANDARDI TS 11789/Nisan 1998
32
ICS 77.040.20 TÜRK STANDARDI TS 11789
33
ÇİZELGE 1.4-1 - Parça Mõknatõslama Tekniklerinin Avantaj ve Sõnõrlamalarõ
Mõknatõslama Tekniği ve Malzeme Formu Avantajlar Sõnõrlamalar
I) Doğrudan temasla parça mõknatõslama (Madde 1.4.3.1)
Uçtan uca temas
Yatay-yaş manyetik muayene teçhizatõnda 1) Hõzlõ ve kolay bir tekniktir. 1) Zayõf temas şartlarõ mevcut olduğunda ark muayene edilebilen dolu, nispeten küçük parça- 2) Dairesel manyetik alan, akõm yolunu çevreler yanõklarõ olma ihtimali mevcuttur.
lar (Dökümler, dövme, talaşlõ imalat parçalarõ) 3) Yüzey ve yüzeye yakõn süreksizliklere karşõ 2) Uzun akõm darbeleri kullanmaksõzõn banyo
iyi duyarlõlõktadõr. uygulamasõnõ sağlamak için uzun parçalar
4) Karmaşõk parçalar, bir ya da iki mõknatõslama ile bölümler halinde mõknatõslanmalõdõr.
kolaylõkla muayene edilebilir.
5) Malzemenin artõk mõknatõslõk özelliklerini en üst seviyeye getirmek için tam manyetik iz meydana getirir.
Büyük döküm ve dövme parçalar 1) Büyük yüzey alanlarõ daha kõsa zamanda işleme 1) Yüksek akõm gerektirdiğinden (16000A-20000A) tabi tutulabilir ve muayene edilebilir. özel d.a. güç kaynağõna ihtiyaç gösterir.
Tüp, boru, boşluklu şaftlar gibi, silindirik 1) Uçtan uca temas suretiyle bütün boy dairesel 1) Etkin alan, dõş yüzeyle sõnõrlõdõr ve iç çap
parçalar olarak mõknatõslanabilir. muayenesi için kullanõlamaz.
2) Uçlar, elektriki yönden iletken olmalõ ve aşõrõ õsõ meydana getirmeksizin gerekli akõmõ taşõyabilmelidir. Ark yanõklarõ ihtimali sebebiyle yağlõ tüp şeklindeki malzemeler üzerinde kullanõlamaz.
Kütükler, çubuklar şaftlar gibi uzun katõ parçalar 1) Uçtan uca temas suretiyle bütün boy dairesel 1) Gerilim ihtiyacõ uzunlukla kablo ve parça olarak mõknatõslanabilir. empedansõnõn büyüklüğünün artõşõ ile artar.
2) Akõm ihtiyacõ uzunluktan bağõmsõzdõr. 2) Uçlar elektriki yönden iletken olmalõ ve aşõrõ
3) Uç kaybõ yoktur. õsõ meydana getirmeksizin gerekli akõmõ
ÇİZELGE 1.4-1’in devamõ
Mõknatõslama Tekniği ve Malzeme Formu Avantajlar Sõnõrlamalar
Prodlar:
Kaynaklar 1) Dairesel alan, prodlarõn yer değiştirmesi ile 1) Bir defada yalnõzca küçük bir alan muayene
kaynak bölgesine tercihli olarak yönlendirilebilir. edilebilir.
2) Yarõ dalga doğrultulmuş a.a. ve kuru toz kulla- 2) Zayõf temas sebebiyle ark yanõklarõ meydana
nõldõğõnda yüzey süreksizliklerine olduğu kadar gelebilir.
yüzey altõ, süreksizliklerine de mükemmel bir 3) Kuru toz kullanõldõğõnda yüzey kurutulmalõdõr. duyarlõlõk gösterir. 4) Prod açõklõğõ mõknatõslayõcõ akõm seviyesine 3) Prodlar, kablolar ve güç paketleri uygun olmalõdõr.
muayene alanõna getirilebildiğinden taşõna- bilirdir.
Büyük döküm ve dövme parçalar 1) Bütün yüzey alanõ, anma akõm değerleri 1) Büyük yüzey alanlarõnõ kapsayabilmek kullanõlarak küçük artõmlarla muayene edilebilir. (muayene edebilmek) için çok zaman alõcõ 2) Dairesel alan, süreksizliklerin çok görüldüğü, olabilen çok sayõda akõm darbesi gerekir. tecrübe ile belirlenmiş özel alanlara konsantre 2) Zayõf temas sebebiyle ark yanõklarõ ihtimali
edilebilir. vardõr.
3) Teçhizat, parça hareketinin güç olduğu bölgelere 3) Kuru toz kullanõldõğõnda yüzey kurutulmalõdõr. getirilebilir.
4) Yarõ dalga doğrultulmuş a.a. ve kuru toz
kullanõldõğõnda diğer tekniklerle belirlenmesi güç olan yüzeye yakõn yüzey altõ süreksizliklerine mükemmel bir duyarlõlõk gösterir.
II) Dolaylõ parça mõknatõslama (Madde 1.4.3.3) Merkezi iletken
Rulman yatağõ, içi boş silindir, dişli, büyük 1) Parçaya elektriki temas yoktur ve ark yanõklarõ 1) Merkezi iletkenin boyutu gerekli akõmõ somun, büyük kenet boru kaplini, tüp ihtimali bulunmaz. taşõyabilecek büyüklükte olmalõdõr.
gibi bir merkezi iletkenin içine yerleştirilebileceği 2) İletkeni çevreleyen, dairesel olarak yönlenmiş 2) İletken, ideal olarak, delik içerisine merkezi deliklere sahip çeşitli parçalar bir manyetik alan bütün yüzeylerde meydana olarak yerleştirilmelidir.
ICS 77.040.20 TÜRK STANDARDI TS 11789/Nisan 1998
35
ÇİZELGE 1.4-1’in devamõ
Mõknatõslama Tekniği ve Malzeme Formu Avantajlarõ Sõnõrlamalar
3) Artõk mõknatõslõk tekniğinin uygulanabildiği 3) Daha büyük çaplar, işlemler arasõ parça
yerlerde idealdir. rotasyonunda ve iç çapa karşõ merkezi
4) Kütlesi hafif parçalar merkezi iletkenle iletken kullanõmõnda tekrarlõ mõknatõslama desteklenmelidir. gerektirir. Sürekli mõknatõslama tekniğinin kulla- 5) Gerekli akõmõ azaltmak için çoklu sarõmlar nõldõğõ yerlerde herbir mõknatõslamadan sonra
kullanõlabilir. muayene yapõlmasõ gerekir.
Boru/dökme, tüp, boşluklu şaft gibi tüp şeklindeki 1) Parçaya elektriki temas gerekli değildir. 1) Dõş yüzey hassasiyeti, büyük çaplar ve aşõrõ
parçalar 2) Dõş çap gibi iç çap da muayene edilebilir. kalõn cidarlarõn iç yüzeylerinde elde edilen
3) Parçanõn bütün uzunluğu manyetik olarak hassasiyetten daha az olabilir.
mõknatõslanõr. Büyük vana gövdeleri ve benzeri parçalar 1) İç yüzeyler üzerinde yerleşik süreksizliklerin 1) Dõş yüzey hassasiyeti, kalõn cidarlõ iç çap
tesbitinde iyi bir hassasiyet sağlar. üzerinde elde edilenden daha düşük olabilir.
Sargõ/kablo sarõmõ 1) Genel olarak bütün boyuna yüzeyler enine 1) Sargõ yeniden konumlandõğõnda parça uzunluğu
Krank mili gibi uzunluğun esas olduğu orta süreksizlikleri etkin bir şekilde tesbit edebilmek tekrarlõ akõm darbesini gerektirebilir.
boyutlu çeşitli parçalar için boyuna mõknatõslanõr.
Büyük döküm, dövme parçalar veya şaftlar 1) Boyuna alan, kablo sarõmõ vasõtasõyla kolaylõkla 1) Parça şekline bağlõ olarak çoklu mõknatõslama
elde edilebilir. gerekebilir.
Çeşitli küçük parçalar 1) Özellikle artõk mõknatõslamanõn uygulanabildiği 1) Amper-sarõm yeterliliğinin tesbitinde yerlerde kolay ve hõzlõ bir uygulamadõr. L/D (uzunluk/çap) oranõ önemlidir.
2) Elektriki temas gerektirmez. 2) Etkin L/D oranõ, benzer kesit alanõna sahip 3) Nisbeten karmaşõk parçalar basit kesitli parçalar kullanõlmak suretiyle değiştirilebilir. parçalardaki işlem kolaylõğõ ile işleme tabi 3) Daha şiddetli alanlar için daha küçük sargõlar
tutulabilir. kullanõlõr.
4) Hassasiyet genel kaçak alan izleri sebebiyle parça uçlarõnda azalõr.
ÇİZELGE 1.4-1’in devamõ
Mõknatõslama Tekniği ve Malzeme Formu Avantajlarõ Sõnõrlamalar
5) Düşük L/D oranõna sahip kõsa parçalar üzerinde uç etkisini en aza indirmek için hõzlõ kesici kullanõlõr.
İndüklenmiş akõm aparatlarõ
Çevresel tipteki süreksizliklerin tesbiti için halka 1) Elektriki temas gerektirmez 1) Halka içine tabakalõ çekirdek gerektirir. biçimli parçalarõn muayenesi 2) Parçanõn bütün yüzeyleri halka şeklinde 2) Mõknatõslayõcõ akõm tipi teknikle uyuşmalõdõr.
manyetik alana maruzdur. 3) Alanõ çevreleyen diğer iletkenlerden 3) Tek bir işlemle % 100 manyetik kaplama sakõnõlmalõdõr.
sağlar. 4) Özel durumlar için daha büyük çaplar gerektirir.
4) Otomasyon uygulanabilir
1) Küçük çaplõ küre biçimli parçalar için artõk
Küre şekindeki parçalarõn muayenesi 1) Elektriki temas gerektirmez. mõknatõslama tekniği sõnõrlõdõr. 2) Herhangi bir yöndeki süreksizliklerin kapsanmasõ
üç aşamalõ işlem ve aşamalar arasõnda uygun
yönlenme ile sağlanõr. 3) Otomasyon uygulanabilir
Diskler ve dişliler 1) Elektriki temas gerektirmez 1) Çekirdek veya kutup parça değişimi veya
2) Çevre üzerinde veya çevre yakõnõnda veya her ikisiyle % 100’lük bir manyetik alan kapsa- flanşda iyi hassasiyet sağlanõr. masõ, iki aşamalõ bir işlem gerektirebilir.
3) Çeşitli alanlardaki hassasiyet çekirdek veya 2) Mõknatõslayõcõ akõm tipi parça şekline uygun
kutup parçasõ seçimiyle değiştirilebilir. olmalõdõr.
Boyunduruklar: 1) Elektriki temas gerektirmez 1) Zaman alõcõdõr.
Yüzey tipi süreksizliklerin tesbiti için geniş 2) Oldukça portatiftir. 2) Rastgele süreksizlik yönlenmesi sebebiyle yüzeyli alanlarõn muayenesi 3) Uygun bir yönlendirme ile herhangi bir yöndeki sistematik olarak yeniden konumlandõrõlmalõdõr.
süreksizliği tesbit edebilir.
Belirli alanlarda muayene gerektiren çeşitli 1) Elektriki temas gerektirmez. 1) Süreksizliklerin yönlenmesine göre uygun bir
parçalar 2) Yüzey süreksizliklerine karşõ iyi bir hassasiyet şekilde konumlandõrõlmalõdõr.
sağlar. 2) Parça ile kutuplar arasõnda uygun bir temas
3) Oldukça portatiftir. sağlanmalõdõr.
4) Yaş veya kuru teknik uygulanabilir. 3) Karmaşõk parça şekli güçlüğe sebep olabilir.
5) Bazõ durumlarda a.a. mõknatõslõğõ giderme 4) İzole edilmiş alanlar hariç, yüzey altõ sürek-