13
BAB II
LANDASAN TEORI
2.1 Sistem Produksi
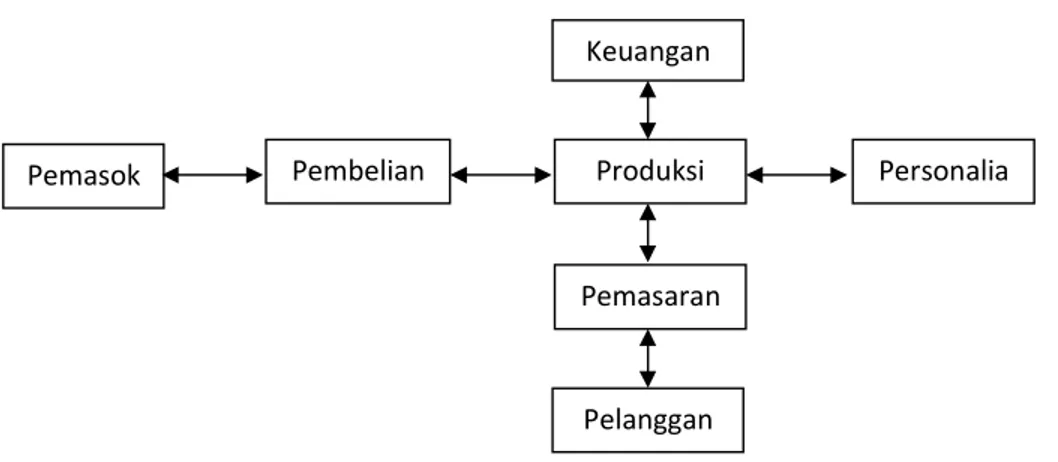
Sistem produksi merupakan system yang menggunakan semua sumber daya untuk mengubah input menjadi output yang diinginkan (Chase, et al 2002). Sedangkan Manajemen Operasi (Operations Management) adalah perancangan, operasi dan peningkatan system yang menciptakan dan menghasilkan produk utama dan jasa (Chase, et al 2002). Serangkaian aktifitas yang menghasilkan nilai bisa merupakan produk atau jasa. Perbedaan mendasar adalah produk merupakan hal fisik (physical output) dari sebuah proses dan jasa merupakan proses yang tidak disentuh (intangible process). Dalam sebuah perusahaan , hubungan antara produksi dan departemen lainnya dapat digambarkan sebagai berikut :
Gambar 2.1 Hubungan Organisasi Produksi Hubungan meliputi antara lain :
• Produksi – Keuangan : Budget, Break Even Point, Price/ unit dll. • Produksi – Personalia : Jumlah tenaga kerja yang harus direkrut per
shift/ per hari.
• Produksi – Pemasaran : Produk yang harus diproduksi, forecast produk yang harus dipenuhi dan kapan waktu untuk dikirim.
• Produksi – Pembelian : Jumlah & Material yang harus di-order dan kapan material tersebut siap diproduksi
2.2 Konsep Manajemen Produksi
Konsep manajemen operasi departemen produksi meliputi ; effisiensi, effektif dan bernilai (mutu atau harga). Effisiensi adalah mengerjakan sesuatu dengan biaya murah, baik dari sisi waktu dan uang. Termasuk juga jika melakukan sesuatu dengan sumberdaya yang sedikit. Effektif adalah melakukan sesuatu dengan benar sehingga dapat mengahasilkan sesuatu yang berharga bagi perusahaan.
Pemasok Pembelian Produksi
Keuangan
Personalia
Pemasaran
2.3 Ruang Lingkup Manajemen Produksi
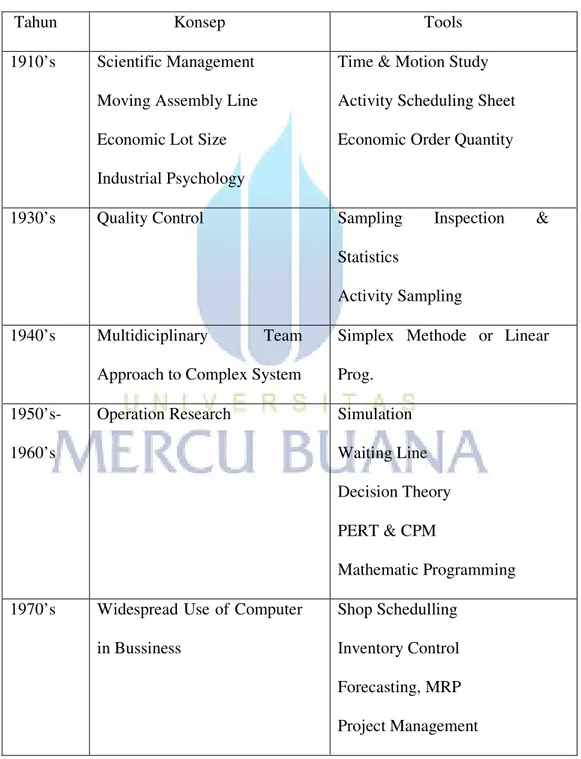
Perkembangan manajemen operasi/ produksi setiap decade akan berubah dan bertambah, dimulai dari penelitian terhadap Motion & Time Study (Gerakan dan Studi Waktu) sampai dengan Internet World Wide Web.
Tabel 2.2 Perkembangan Manajemen Operasi/ Produksi per Dekade
Tahun Konsep Tools
1910’s Scientific Management Moving Assembly Line Economic Lot Size Industrial Psychology
Time & Motion Study Activity Scheduling Sheet Economic Order Quantity
1930’s Quality Control Sampling Inspection & Statistics
Activity Sampling 1940’s Multidiciplinary Team
Approach to Complex System
Simplex Methode or Linear Prog.
1950’s-1960’s
Operation Research Simulation Waiting Line Decision Theory PERT & CPM
Mathematic Programming 1970’s Widespread Use of Computer
in Bussiness
Shop Schedulling Inventory Control Forecasting, MRP Project Management
1980’s Manufacturing Strategy, JIT, TQC, Factory Automation
CAD/ CAM, Robots, Kanban etc
1990’s TQM
Bussiness Process Electronic Enterprise Supply Chain Management
Baldrigde Quality Award ISO 9000
QFD
Value Engineering Internet
SAP
2000’s E-Commerce Internet World Wide Web
Sumber : Chase, et al Operations Management. 2002
2.4 Fungsi Manajemen Operasi/ Produksi
Chase, et al (2002) berpendapat bahwa fungsi manajemen produksi/ operasi meliputi antara lain :
• Untuk menghasilkan atau mengantarkan suatu produk atau jasa.
• Untuk mengubah input/ masukan menjadi output yang diinginkan melalui proses transformasi. Proses transformasi dapat digolongkan menjadi :
o Transformasi Fisik ; yang dilakukan di Manufaktur. o Transformasi Lokasi ; yang dilakukan di Transportasi. o Transaksi/ Exchange ; seperti didalam retail.
o Penyimpanan ; seperti di Gudang.
o Fisiologi ; seperti yang dilakukan pada jasa
o Informasi ; seperti yang dilakukan di industri
Telekomunikasi.
Dalam suatu perusahaan atau industri merupakan gabungan dari banyak proses transformasi dari masing-masing departemen didalamnya.
Pada suatu fungsi manajemen produksi/ operasi, keputusan manajemen dapat digolongkan menjadi tiga area yaitu :
a. Strategi Jangka Panjang (Long Term Strategic)
Yaitu keputusan untuk beberapa tahun kedepan seperti ; Bagaimana produk akan dibuat, dimana lokasi untuk fasilitas, berapa kapasitas yang diperlukan, kapan waktu yang tepat untuk menambah kapasitas. b. Taktik Jangka Menengah (Intermediate Term Tactical)
Yaitu keputusan untuk beberapa bulan kedepan, seperti ; Berapa banyak operator yang dibutuhkan, apakah harus overtime atau dibuat 2 shift, kapan material harus dikirim, apakah harus mempunyai stock finish good.
c. Keputusan Operasional
Merupakan keputusan untuk satu hari atau beberapa hari kedepan, seperti ; apa job yang akan dikerjakan hari ini atau minggu ini, siapa yang akan mengerjakan pekerjaan, apakah pekerjaan mempunyai prioritas.
2.5 Trend dan Issue Manajemen Operasi/ Produksi
Russel dan Taylor mengemukakan bahwa yang menjadi trend dan issue dari manajemen operasi adalah sebagai berikut :
a. Intense Competition, seperti siklus produksi yang semakin pendek (shorter production cycle).
b. Adanya Global Workers, global sourcing, global financing dan global market, contohnya saat terjadi pemindahan lokasi di tempat yang paling murah/ cost saving.
c. Importance of Strategy, dapat dilakukan dengan parnertship, yaitu bisa dilakukan :
• Partnership dengan perusahaan lain dengan bidang yang sama. • Partnership dengan institusi pendidikan.
• Partnership dengan pemerintahan.
d. Adanya kebutuhan Product Variaty & Customization (Variasi Produk dan Modifikasi)
e. Adanya permintaan service yang berlebih. f. Adanya perhatian yang tinggi terhadap Kualitas.
g. Tuntutan flexibilitas, dapat diukur dengan kemampuan untuk melakukan perubahan desain produk, perubahan produk, perubahan volume permintaan serta perubahan proses teknologi.
h. Perkembangan di dunia Teknologi, seperti RFID. Contoh aplikasi saat menggunakan wireless microchips untuk melakukan tracking produk setiap saat. Keuntungannya adalah memungkinkan perusahaan untuk melakukan tracking lokasi produk dimana pun berada.
i. Worked Involvement (Pemberdayaan Karyawan), dimana perusahaan yang menjadi terbaik didunia adalah perusahaan/ institusi yang
menggunakan konsep “brain power” untuk menjadi best R&D, best education system dan karyawan yang berprestasi.
j. Perhatian terhadap issue Lingkungan. k. System informasi yang terintegrasi.
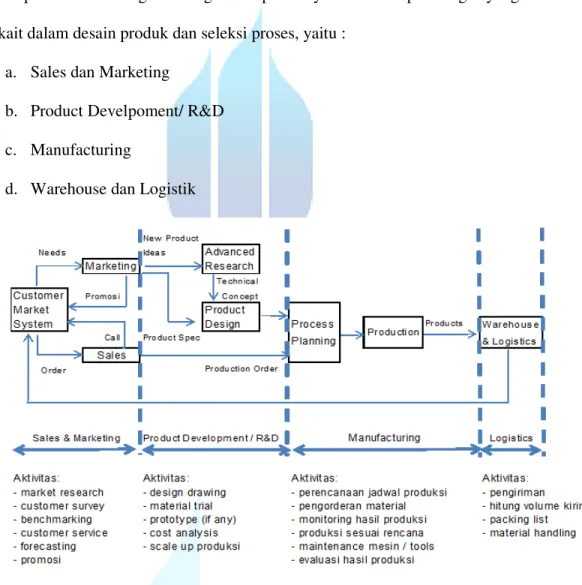
2.6 Desain Produk dan Proses Seleksi Manufakturing
Inti dari suatu desain produk dan seleksi proses adalah “Bagaimana suatu produk dirancang dan bagaiman prosesnya”. Ada empat fungsi yang terkait dalam desain produk dan seleksi proses, yaitu :
a. Sales dan Marketing
b. Product Develpoment/ R&D c. Manufacturing
d. Warehouse dan Logistik
2.7 Desain untuk Konsumen dan Value Analysis
Sebelum merancang suatu produk, perlu diketahui oleh perusahaan apa yang dibutuhkan oleh konsumen dan spesifikasi yang diinginkan untuk produk tersebut. Berbagai metode/ cara dapat diaplikasi untuk mendapatkannya, antara lain dengan market research/ survey, adanya pelayanan purna jual yang dapat juga digunakan untuk improvisasi produk atau sebagai dasar input produk berikutnya, adanya layanan konsumen yang nantinya dapat digunakan perbaikan produk yang telah dibuat atau yang belum ada.
Definisi dari Value Analysis adalah suatu proses sistematik penilaian yang digunakan untuk produk saat ini dimana bertujuan untuk membandingkan antara fungsi dari produk dan permintaan konsumen dengan biaya yang rendah dan konsistensi dengan performa yang specific dan kebutuhan kehandalannya. Berbagai cara untuk meningkatkan nilai (Value) dari suatu produk harus mempertimbangkan dua hal antara lain :
a. Kegunaan dari produk (use value) b. Ownership (esteem value)
Sehingga fungsi Value Analysis adalah berfokus pada fungsi manajemen untuk menghasilkan nilai bagi pelanggan. Jika perusahaan ingin mengurangi biaya produk, tentunya harus diawali dengan usaha untuk mengidentifikasi biaya yang tidak perlu atau item produk yang tidak memberikan nilai kegunaan bagi konsumen.
2.8 Pengenalan Lean
2.8.1 Sejarah Sistem Produksi Lean
Istilah “Lean” yang dikenal luas dalam dunia manufacturing dewasa ini dikenal dalam berbagai nama yang berbeda seperti: Lean Production, Lean Manufacturing, Toyota Production System, dan lain-lain. Secara singkat, periode tahun awal mula munculnya Lean adalah:
• Tahun 1902, Sakichi Toyoda membuat sebuah mesin tenun yang dapat berhenti sendiri jika terjadi gangguan. Yang sekarang ini dikenal sebagai Jidoka.
• Tahun 1913, Henry Ford menerapkan produksi dengan aliran yang tidak terputus (the flow of production) dan lini perakitan untuk produksi massal. Namun, masalah yang dihadapi adalah ketidakmampuan untuk memproduksi lebih dari satu variasi mobil. • Tahun 1930-an, setelah perang dunia kedua, Kiichiro Toyoda, Taiichi Ohno, Shigeo Shingo dan keluarga Toyoda menemukan sistem produksi yang fleksibel (one-piece flow) yang didukung dengan ditemukannya sistem tarik (pull system) dimana proses dapat memproduksi sejumlah produk sesuai yang dibutuhkan. • Tahun 1950-an, Shigeo Shingo mengembangkan sistem yang
dikenal sebagai SMED (Single Minute Exchange of Dies).
• Kemudian sistem persediaan Just-In-Time dikembangkan dan sistem lain seperti Kanban dan Kaizen yang mendukung terbentuknya sistem produksi Lean.
2.8.2 Sistem Produksi Lean
Sistem produksi Lean atau yang lebih dikenal sebagai Lean adalah suatu upaya terus-menerus untuk menghilangkan pemborosan (waste) dan meningkatkan nilai tambah (value added) produk (barang/ jasa) agar memberikan nilai kepada pelanggan (customer value).
Selain itu terdapat pula definisi lain dari Lean yaitu suatu pendekatan sistemik dan sistematik untuk mengidentifikasi dan menghilangkan pemborosan (waste) atau kegiatan-kegiatan tidak bernilai tambah (non-value-adding activities) melalui peningkatan terus-menerus secara radikal dengan cara mengalirkan produk (material, work-in-process, output) dan informasi menggunakan sistem tarik (pull system) dari pelanggan internal dan eksternal untuk mengejar keunggulan dan kesempurnaan. Lean yang diterapkan pada keseluruhan perusahaan disebut Lean Enterprise. Lean yang diterapkan pada bidang manufaktur disebut Lean Manufacturing. Setelah memahami pengertian dasar dari Lean, maka dapat diketahui bahwa Lean mempunyai beberapa tujuan, antara lain:
a. Mengeliminasi pemborosan yang terjadi dalam bentuk waktu, usaha dan material pada saat melakukan proses produksi.
b. Memproduksi produk sesuai pesanan dari konsumen.
c. Mengurangi biaya seiring dengan meningkatkan kualitas produk yang dihasilkan.
2.8.3 Prinsip-prinsip Dalam Penerapan Sistem Produksi Lean
memberikan suatu perubahan yang baik kepada usahanya, akan terdorong untuk mencoba melakukan penerapan sistem ini di perusahaannya. Sebelum melakukan penerapan, penting untuk diketahui beberapa prinsip yang mendasari pandangan untuk penerapan sistem Lean, yaitu (Gaspersz, 2007, hal.4):
a. Mengidentifikasi nilai produk berdasarkan pada pandangan dari para pelanggan, di mana pelanggan menginginkan produk (barang atau jasa) dengan kualitas yang superior, harga kompetitif dan pengiriman yang tepat waktu. Perusahaan harus berpikir melalui sudut pandang pelanggan dalam melakukan desain produk, proses produksinya serta pemasarannya.
b. Membuat dan melakukan identifikasi terhadap aliran proses produk sehingga kegiatan yang dilakukan dalam memproses produk dapat diamati secara detail. Umumnya banyak perusahaan tidak melakukan pembuatan aliran proses produk melainkan membuat aliran proses bisnis atau aliran proses kerja sehingga tidak dapat dijadikan pertimbangan apakah memberikan nilai tambah kepada produk yang dibuat.
c. Menghilangkan pemborosan yang tidak bernilai tambah dari semua aktivitas yang terdapat dalam proses value stream tersebut dengan menganalisa value stream yang telah dibuat. d. Mengorganisasikan agar material, informasi dan produk
mengalir dengan lancar dan efisien sepanjang proses value stream dengan menggunakan sistem tarik (pull system).
e. Secara terus-menerus dan berkesinambungan melakukan peningkatan dan perbaikan dengan cara mencari teknik-teknik dan alat peningkatan agar mencapai keunggulan dan peningkatan terus-menerus.
2.9 Lean Manufacturing
2.9.1 Definisi Lean Manufacturing
Sebuah pendekatan yang sistematis untuk mengidentifikasi dan meng-eliminasi semua bentuk pemborosan (waste) dari aliran proses (value stream) adalah definisi secara umum.
Apakah itu Pemborosan (waste)?
• Menggunakan sumber daya lebih dari yang dibutuhkan.
• Adanya aktifitas yang tidak merubah karakter dan bentuk produk/ jasa. Ada dua macam pemborosan, yaitu :
• Murni Pemborosan : Kegiatan yang bila dihilangkan tidak memberi efek kepada pelanggan.
• Pemborosan yang ditoleran : Kegiatan yang perlu dilakukan tetapi tidak memberikan/ menambah nilai (value) suatu produk/ jasa.
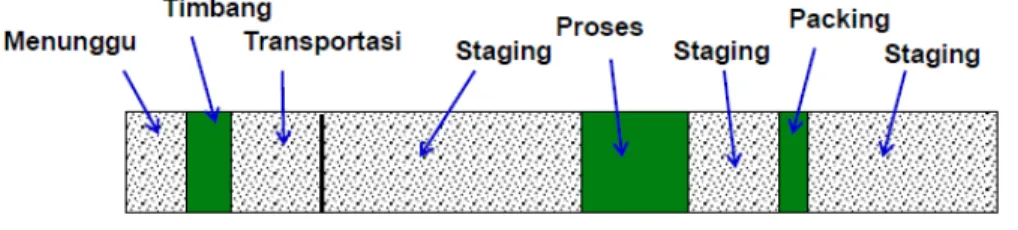
Beberapa contoh aktifitas di perusahaan yang merupakan pemborosan (waste) antara lain : sortir, stacking (penumpukan), counting (menghitung), checking (pemeriksaan), waiting (menunggu). Contoh aktifitas yang tidak merupakan pemborosan antara lain : weighing (pengukuran), drying (pengeringan), mixing (pencampuran), coating (pengecatan) dan lain-lain.
Gambar 2.3 Potensi improvement Lean Manufacturing dalam flow suatu produksi
Ada tiga jenis pemborosan dalam Lean, yaitu : Muri, Mura, Muda (ketiganya adalah istilah pemborosan dalam bahasa Jepang).
a. Muri
Adalah aktifitas yang sulit dilakukan. Pemborosan ini dapat dihindarkan dengan menerapkan standarisasi prosedur kerja/ instruksi kerja. Dan penerapannya bisa menggunakan Tack Time.
b. Mura
Adalah aktifitas yang tidak rata bebannya. Akibat tidak adanya kondisi yang seimbang antara supply dan proses maka Just In Time adalah solusinya. Penerapannya dapat menggunakan Heijunka.
c. Muda
Adalah aktifitas yang sia-sia. Identifikasi Muda dapat diklasifikasi menjadi 7 pemborosan antara lain : Transportasi (pengangkutan), inventory, motion (gerakan), waiting (menunggu), over processing (proses
berlebih), over production (over produksi), defect (cacat). Biasa disingkat menjadi TIMWOOD.
Beberapa penyebab pemborosan di manufacturing antara lain :
• Layout, merupakan pemborosan jika layout mesin atau proses tidak efektif dan effisien.
• Setup Time yang lama.
• Apabila ada suatu proses yang tidak mampu/ sesuai dengan kapasitas desain. • Perawatan (maintenance) yang buruk.
• Training yang tidak memadai. • Desain produk.
• Performa dari alat ukur.
• Planning dan schedule yang tidak efektif. • Desain peralatan (equipment).
• Bila terjadi pengoperasian alat kerja yang buruk. • Kualitas supplier.
• Dll.
Menurut James Womack dan Daniel Jones untuk menjadi lean manufacturer dibutuhkan cara berpikir yang berfokus untuk menjadikan produk mengalir melalui tahapan yang memberikan nilai tanpa adanya hambatan (one piece flow), sebuah sistem pull yang bersumber dari permintaan customer untuk mencapai interval proses yang pendek, dan membudayakan melakukan continuous improvement dengan tekun.
Menurut Taiichi Ohno, penemu dari Toyota Production System, lean manufacturing adalah segala kegiatan sampai dengan produsen memperoleh uang
kontan. Fokus dari lean manufacturing adalah mengurangi timeline dengan mengeliminasi pemborosan yang tidak membei nilai tambah (non value added). Lean manufacturing atau sama dengan Toyota Production System pada intinya merupakan suatu sistem produksi yang bertujuan untuk mengeliminasi pemborosan (waste) di semua aspek produksi, mulai dari aliran bahan baku dari supplier sampai dengan aliran produk akhir ke konsumen, melalui metode continuous improvement sehingga dapat meningkatkan output dan produktivitas. Pemborosan dapat dikurangi dengan melakukan produksi pada jumlah yang tepat, pada waktu yang tepat, dan tempat yang tepat (konsep just in time). Continuous improvement merupakan tindakan perbaikan secara bertahap dan dilakukan terus-menerus.
Kegiatan identifikasi terhadap kemungkinan waste yang ada pada keseluruhan tingkat proses perlu diakukan agar tercipta keadaan yang lean. Parameter yang perlu diperhatikan dalam mencapai kondisi yang lean antara lain: 1. Inventory: simpangan cadangan, baik berupa bahan baku, work in process,
atau finished goods dalam periode waktu tertentu.
2. Finished goods (FG): produk jadi yang telah mengalami proses manufaktur secara lengkap tetapi belum terjual atau terdistribusi kepada konsumen.
3. Work in Process (WIP): produk yang belum selesai mengalami proses manufaktur secara lengkap. Biasanya karena masih menunggu proses selanjutnya.
4. Raw material: bahan baku yang dibutuhkan untuk menghasilkan suatu produk. 5. Scrap: hasil sisa produksi yang tidak memiliki nilai ekonomis atau hasil sisa
6. Headcount: jumlah operator yang bertugas pada suatu proses.
7. Transportation: jarak dan waktu ditempuh suatu produk dari lokasi yang satu ke yang lain.
8. Changeover Time: waktu yang dibutuhkan untuk melakukan perubahan (konversi mesin) dalam memproduksi tipe produk yang satu ke tipe produk yang lain.
9. Setup Time: waktu yang dibutuhkan mesin atau operator untuk dari awal setting mesin sampai menghasilkan satu unit produk.
10.Uptime: persentase perbandingan antara jumlah produksi aktual dengan jumlah produksi teoritikal.
11.Cycle Time: waktu yang dibutuhkan oleh mesin atau operator untuk membuat suatu produk.
12.Lead Time: waktu yang dibutuhkan untuk menghasilkan suatu produk, dari awal kegiatan unloading material sampai loading produk jadi.
2.9.2 Teknik-teknik Dalam Lean Manufacturing Teknik-teknik dalam lean manufacturing:
1. Value Stream Mapping (VSM)
Penggambaran alur proses mulai dari awal hingga akhir secara sederhana dengan menunjukkan bagian-bagian terkait dan aliran material serta aliran informasi. Value Stream Mapping ini untuk mengetahui besarnya lead time yang diperbaiki dengan konsep lean environment. Level dalam VSM bisa mulai dari process – single plant – multiple plant – across company.
Dan VSM ini berfungsi antara lain : • Sebagai alat komunikasi • Sebagai alat perencanaan bisnis • Sebagai alat management change
Hal penting dalam pemilihan Value Stream Mapping adalah : • Product Quality Analysis
Produk yang kualitasnya paling banyak. Dapat digunakan pareto chart. • Product Routing Analysis
Produk yang memiliki rute proses yang sama. Dapat dilakukan dengan matrikulasi antara peralatan/ equipment dan produk.
2. Lead Time
Merupakan ukuran manfaat dari VSM. Jika suatu proses membutuhkan waktu semakin pendek maka semakin sedikit biaya yang dibutuhkan.
Lead time adalah total waktu yang dibutuhkan untuk menyelesaikan 1 unit produk/ jasa. Jenis Lead time meliputi : Informasi, Proses, Pengangkutan, Stagnasi.
3. Takt Time
Kata “takt” berasal dari bahasa Jerman, yang merupakan istilah teknis untuk “regular beat”. Prinsip takt time didapat dari aliran material yang konstan dalam lini produksi (idealnya menggunakan one piece flow). Takt time didefinisikan sebagai waktu yang harus dilewati antara penyelesaian 2 unit yang berurutan dalam memenuhi permintaan, dimana produk diproduksi dalam kecepatan yang konstan selama waktu produksi. Keuntungan
menggunakan suatu aliran yang berdasarkan takt time adalah bergeraknya produk secara langsung dari proses satu ke proses yang lainnya dengan waktu tunggu yang kecil. Yang berarti takt time adalah jumlah waktu produksi yang tersedia dibagi dengan ratio permintaan pelanggan. Dengan kata lain takt time adalah sinkronisasi langkah dari produksi dengan langkah sales atau sering disebut juga sebagai detak jantungnya sales (penjualan).
Takt Time = Waktu efektif per shift Permintaan produk/ shift
4. One Piece Flow
Pengetahuan setiap aliran bagian mulai dari hulu hingga hilir dari suatu proses dimana di dalamnya terdapat satu lini atau jalur proses.
5. Pull System
Sistem produksi dimana jumlah produksinya bergantung pada jumlah permintaan dari pelanggan, sehingga tidak terjadi kelebihan produksi maupun penumpukkan terhadap produk. Pull system ini sangat fleksibel dalam pengambilan keputusan secara lokal.
6. SMED (Single Minute Exchange of Die) atau Setup Reduction
Salah satu metode dari lean production untuk mengurangi terjadinya waste dalam proses manufaktur. Ini menghasilkan cara yang lebih efisien dan cepat untuk mengubah proses manufaktur yang berjalan untuk produk sekarang menjadi berjalan untuk produk selanjutnya. SMED bertujuan untuk mengurangi waktu setup.
7. OEE (Overall Equipment Effectiveness)
Pengukuran yang memfokuskan pada seberapa efektif operasi manufaktur digunakan. OEE biasanya digunakan sebagai Key Performance Index (KPI) untuk mengukur tingkat keberhasilan dari usaha lean manufacturing.
8. Flow Velocity
Mengetahui kecepatan aliran material dan proses. Dengan demikian lead time dapat mendukung takt time secara tepat.
9. Produktifitas
Peningkatan produktifitas dilakukan dengan melakukan perbaikan terhadap proses kerja, penambahan tools kerja, dan perbaikan lainnya. Produktifitas berperan terhadap tingkat atau jumlah produksi yang dapat dihasilkan.
10.Tata letak fasilitas
Pengaturan tata letak fasilitas yang baik akan membuat proses yang ada menjadi lebih mudah, sehingga waste yang terjadi dapat dihilangkan.
11.Standar Kerja/ SOP (Standard Operating Procedure)
Pembuatan standar kerja untuk setiap proses yang akan dilakukan tiap operator berupa standar operasi kerja atau standar prosedur operasi. Standar kerja ini untuk menyeragamkan proses kerja dan mencegah terjadinya kesalahan.
12.Jidoka atau Pencegahan Defect
Kemampuan untuk mengetahui atau merasakan terjadi malfunction pada suatu mesin. Proses ini mencegah terjadinya produk cacat, menghilangkan
terjadinya kelebihan produksi, memfokuskan pada pemahaman terhadap masalah yang terjadi, dan memastikan untuk mencegah hal itu terjadi.
13.Machine Reliability
Identifikasi terhadap reliabilitas terhadap mesin yang ada TPM (Total Productive Maintenance. Penggunaan TPM ini bertujuan untuk pengurangan terhadap maintenance dan pencegahan terhadap kerusakan sehingga secara proaktif dapat mencegah kecelakaan, kerusakan, kesalahan, dan kerugian. 14.Value-Added Ratio
Penambahan ratio value sehingga secara ekonomi, produk yang dihasilkan memilki nilai tambah.
15.Line Balancing
Penyeimbangan lini kerja dilakukan untuk mencegah terjadinya over-loading pada satu stasiun kerja dan juga untuk mencegah terjadinya bottleneck.
16.Handling Reduction
Mengurangi penanganan terhadap material yang ada, dengan cara menerapkan sistem Kanban dan JIT sehingga dapat meminimalisasi inventory.
17.Sustainment of Gains
Mempertahankan hasil yang telah dicapai dengan tetap melakukan perbaikan secara berkelanjutan hingga mendapatkan proses yang terbaik.
18.Right-Sized Equipment
Penggunaan alat-alat kerja yang sesuai ukuran dengan kebutuhan dan proses kerja.
19.PokaYoke
Suatu metode atau tool untuk mengidentifikasi terjadinya kesalahan proses yang mungkin terjadi dan melakukan pencegahan terhadap kesalahan tersebut.
2.9.3 Tujuan Penggunaan Lean Manufacturing Tujuan Lean Manufacturing adalah:
1. Mendapatkan keuntungan melalui cost reduction atau perbaikan terhadap produktifitas. Hal ini dilakukan dengan menghilangkan waste.
2. Membangun sistem pengendalian visual. 3. Respect for Humanity
2.9.4 Istilah dalam Lean
Gemba, Genji, Genbutsu bila diterjemahkan secara harafiah maka gemba berarti genji berarti lokasi sebenarnya, genbutsu adalah material atau produk sesungguhnya, dan pengertiannya dalam konteks lean adalah pergi ke tempat untuk melihat situasi yang sebenarnya agar paham, atau yang lebih dikenal dengan Gemba. 5S terdiri dari :
• Seiri (Ringkas, Memilah)
Memilih barang-barang dan menyimpan hanya yang diperlukan dan menyingkirkan yang tidak diperlukan.
• Seiton (Rapi, Menata)
Setiap barang memiliki tempat dan setiap barang ada di tempatnya. • Seiso (Resik, Membersihkan)
Proses pembersihan sering kali berbentuk pemeriksaan yang mengungkapkan ketidaknormalan dan kondisi sebelum terjadinya kesalahan yang dapat berdampak buruk terhadap kualitas atau menyebabkan kerusakan pada mesin.
• Seiketsu (Rawat, Menciptakan Aturan)
Mengembangkan sistem dan prosedur untuk mempertahankan dan mengawasi ketiga S pertama.
• Shitsuke (Rajin, Mendisiplinkan Diri)
Menjaga agar tempat kerja tetap stabil merupakan proses yang terus menerus dari peningkatan yang berkesinambungan.