DATA
4.1 Pengumpulan Data
Data-data yang dibutuhkan dalam penyusunan skripsi ini adalah sebagai berikut:
1. Data proses produksi
2. Data layoutline 1 aktual
3. Data layout usulan pada line 1
4. Data produksi frame body periode 2006 – 2007.
5. Data waktu siklus proses produksi
6. Data cost per unit pada layout aktual
4.1.1 Data Proses Produksi
Pada line 1 area welding 1A diproduksi frame body type KVLP. Berikut ini
adalah proses produksi untuk frame body tipe KVLP.
1. Rear frame; yaitu proses pengelasan komponenpipe A cross, pipe R & L sub
frame comp, pipe center cross, dan plate front box dengan menggunakan
robot.
2. Front frame; yaitu proses pengelasan komponen plate comp pivot unit, pipe
comp frame main unit, hanger engine (R/L), stay comb switch, dan stay upper
3. General assy; yaitu proses pengelasan komponen antara rear frame dengan
front frame dan ditambahkan komponen pipe R & L under cross dan seat rear
dengan menggunakan robot.
4. Stay body cover; yaitu proses pengelasan hasil pengelasan dari proses general
assy dengan ditambahkan komponen stay body R & L cover dan stay main
pipe side cover dengan menggunakan robot.
5. Permanent 1; yaitu proses pengelasan secara manual pada bagian-bagian yang
sulit untuk dilakukan pengelasan dengan menggunakan robot.
6. Permanent 2; yaitu proses pengelasan secara manual pada bagian-bagian yang
sulit untuk dilakukan pengelasan dengan menggunakan robot dan juga
menambahkan jenis komponen guide cable dan clamper fuel tube.
7. Check man; yaitu proses penandaan pada bagian-bagian frame body yang
belum dilas pada stasiun permanent. Penandaan tersebut menggunakan pensil
warna
8. Weld repair;melakukan proses pengelasan secara manual pada bagian-bagian
yang telah ditandai oleh checkman.
9. Tapping; yaitu proses pembersihan spatter (percikan dari proses pengelasan)
yang menempel pada framebody.
10.Centering & correcting; yaitu proses pemeriksaan pusat (center) dari frame
body dengan menggunakan jig centering & correcting serta memeriksa hasil
Flowprocess
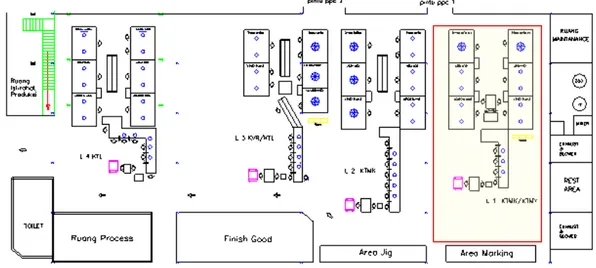
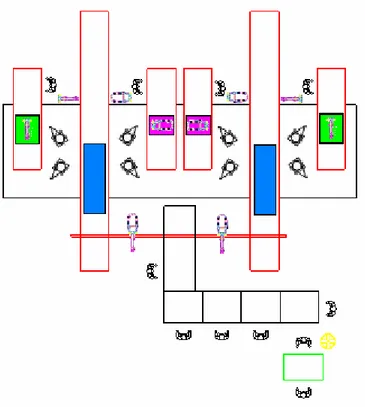
4.1.2 Data Layout Line 1 Aktual
Data ini merupakan kondisi layout line 1 pada saat ini. Dari data ini maka akan
dilakukan perbandingan antara layout aktual dengan layout yang diusulkan oleh
bagian processengineeringwelding. Berikut ini adalah layout line 1 aktual pada area
welding 1A.
Gambar 4.2 Layout area produksi welding 1A
Data layout aktual:
Luas area = 18.5 x 12 = 222 m²
Jumlah main jig = 9 set
Jumlah man power = 15 orang
Jumlah robot = 10 unit
Jumlah mesin welding manual = 3 unit
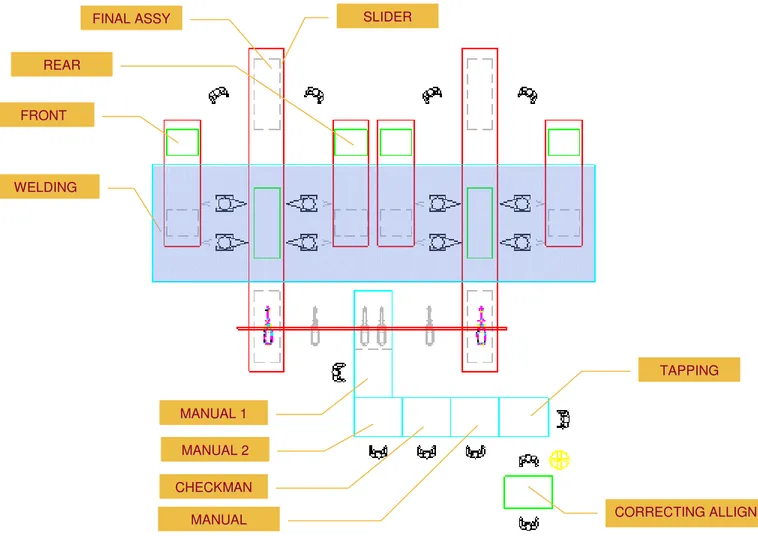
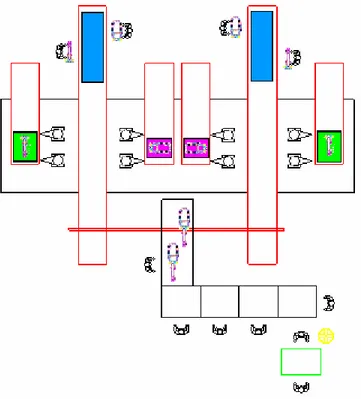
dan efektivitas line produksi baik berupa equipment (robot dan jig) maupun
manpower, meningkatkan kualitas produk, dan meningkatkan kualitas lingkungan
kerja. Berikut ini adalah layout line 1 usulan process engineering welding.
Gambar 4.4 Layoutline 1 usulan F FRROONNTT R REEAARR F FIINNAALLAASSSSYY W WEELLDDIINNGG M MAANNUUAALL11 M MAANNUUAALL22 C CHHEECCKKMMAANN M MAANNUUAALL T TAAPPPPIINNGG C COORRRREECCTTIINNGGAALLLLIIGGNN.. S SLLIIDDEERR
Data layout usulan:
Luas area = 17 x 13.7 = 232.9 m²
Jumlah main jig = 7 set
Jumlah man power = 11 orang
Jumlah robot = 8 unit
Jumlah mesin welding manual = 3 unit
Jumlah slider = 6 unit
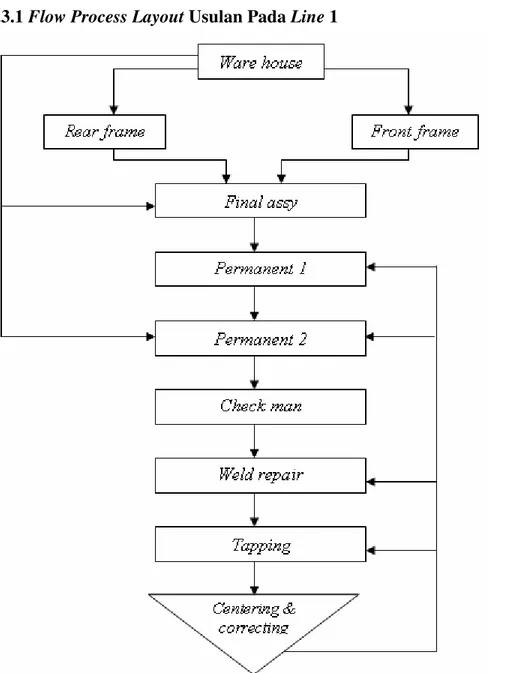
4.1.3.1 Flow Process Layout Usulan Pada Line 1
NG
Berikut ini merupakan gambaran flow process pada line 1 usulan, dari data ini
maka akan ditentukan waktu siklus untuk mengetahui kapasitas dari layout usulan
tersebut.
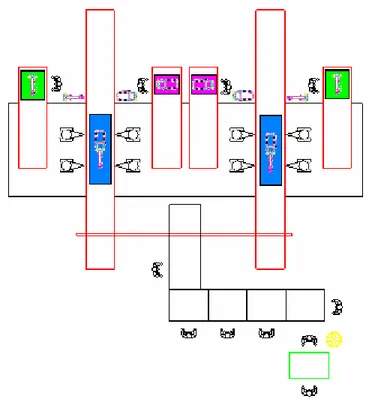
1. Sesuai dengan flow process, maka proses pertama adalah proses setting
komponen front frame & rear frame pada jig. Besamaan dengan proses
tersebut berlangsung proses final assy yaitu penggabungan antara generalassy
dan staybodycover.
Gambar 4.6 Gambaran flow process 1
2. Setelah proses final assy, framebody di pindahkan ke stasiun manual dengan
telah diletakkan diatas jig dipindahkan ke stasiun front frame dan rear frame
dengan menggunakan slider.
Gambar 4.7 Gambaran flow process 2
3. Proses selanjutnya adalah pengelasan rear frame dan front frame, bersamaan
dengan itu frame body dipindahkan dari crane ke stasiun manual untuk proses
permanent 1, serta setting komponen front frame dan rear frame pada jig final
Gambar 4.8 Gambaran flow process 3
4. Proses selanjutnya adalah permanent 2, bersamaan dengan itu berlangsung
proses final assy dan setting komponen front frame dan rear frame pada jig
5. Proses selanjutnya adalah proses pemeriksaan pengelasan pada frame body di
stasiun checkman dan dilanjutkan dengan proses weldrepair dan tapping.
6. Setelah proses tapping, frame body diletakkan pada jig centering & correcting
untuk memeriksa pusat (center) dari frame body. Kemudian frame body
dipindahkan dengan menggunakan kereta untuk proses selanjutnya.
4.1.4 Data Produksi Frame Body
Data produksi frame body yang diambil merupakan data aktual produksi pada line
1 area welding 1A dimulai dari periode juni 2007 sampai dengan mei 2008. Jumlah
produksi frame body untuk tersebut adalah sebagai berikut:
Tabel 4.1
Data produksi aktual pada line 1 periode Juni 2007 – Mei 2008
Periode Jumlah Produksi
Jun-07 16900 Jul-07 17610 Aug-07 16450 Sep-07 20040 Oct-07 24759 Nov-07 25960 Dec-07 17080 Jan-08 22760 Feb-08 17410 Mar-08 17050 Apr-08 22620 May-08 20330
4.1.5 Data Waktu Siklus Proses Produksi
Berdasarkan flowprocesslayout usulan pada line 1, maka data waktu siklus yang
dibutuhkan adalah:
1. Waktu setting komponen front frame
2. Waktu setting komponen rear frame
3. Waktu pengelasan final assy dijumlahkan dengan waktu perpindahan slider
4. Waktu pengelasan front frame
5. Waktu pengelasan rear frame
6. Waktu setting komponen front frame dan rear frame pada jig final assy
7. Waktu pengelasan permanent 1.
8. Waktu pengelasan permanent 2
9. Waktu proses checkman
10.Waktu proses weld repair
11.Waktu proses tapping
12.Waktu proses centering & correcting
Proses pengelasan front frame, rear frame, dan final assy adalah dengan
menggunakan robot, oleh sebab itu waktu proses produksinya adalah berdasarkan
panjang pengelasan dan pergerakan robot saat mengelas. Berikut ini adalah data
waktu proses tersebut:
1. Pengelasan front frame:
Panjang pengelasan: 560 mm
Kecepatan pengelasan: 16.67 mm/det Waktu proses: 23 2 12 67 . 16 560 = +
detik ( dibagi 2 karena terdapat 2 robot)
2. Pengelasan rear frame:
Panjang pengelasan: 340 mm
Pergerakan robot: 10 detik
Kecepatan pengelasan: 16.67 mm/det
Waktu proses: 15 2 10 67 . 16 340 = +
detik ( dibagi 2 karena terdapat 2 robot)
3. Pengelasan final assy:
Panjang pengelasan: 780 mm
Pergerakan robot: 41 detik
Kecepatan pengelasan: 16.67 mm/det
Panjang pergerakan slider: 4 m
Velocity: 0.5 m/s
Proses pergerakan slider: 8 5 . 0 4 = detik Waktu proses: 22 4 41 67 . 16 780 = + + 8 = 30 detik
Untuk pengumpulan data waktu proses produksi dilakukan dengan metode jam
henti (stop watch). Pengukuran waktu produksi diperoleh dari pengamatan sebanyak
30 kali dengan menggunakkan jam henti (stop watch). Waktu proses yang diukur
adalah menurut urutan sesuai dengan proses produksi layout usulan pada layout
aktual saat ini. Dari data yang diperoleh akan diuji validasi. Uji validasi yang
dilakukan adalah uji kenormalan data, keseragaman data, dan uji kecukupan data.
Adapun data waktu siklus hasil pengukuran dilapangan adalah sebagai berikut:
Tabel 4.2 Waktu siklus aktual pada line 1
Proses Waktu Siklus
Setting komponen front frame 20
Setting komponen rear frame 24
Setting komponen final assy 17
Permanent 1 23
Permanent 2 23
Checkman 21
Weld repair 22
Tapping 24
Centering & correcting 23
Sumber Data: PT. AHM, Jakarta
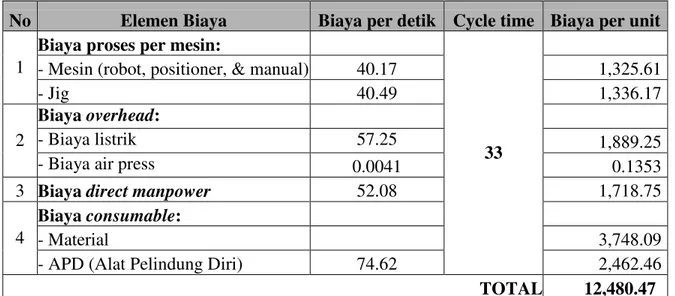
4.1.5 Data Cost per Unit Frame Body Layout Aktual
Biaya operasi yang berjalan saat ini mencakup berbagai jenis pengeluaran yang
berulang sehubungan dengan proses pembuatan frame body pada saat ini yang masih
berjalan. Pengeluaran tersebut meliputi, biaya proses per mesin, biaya overhead,
biaya direct manpower, dan biaya consumable (penunjang proses pengelasan seperti
soft hammer 2", kikir, mig wire, dan lain – lain). Berikut ini adalah cost per unit dari
Tabel 4.3 Biaya cost per unit frame body
No Elemen Biaya Biaya per detik Cycle time Biaya per unit
Biaya proses per mesin:
- Mesin (robot, positioner, & manual) 40.17 1,325.61 1
- Jig 40.49 1,336.17
Biaya overhead:
- Biaya listrik 57.25 1,889.25
2
- Biaya air press 0.0041 0.1353
3 Biaya direct manpower 52.08 1,718.75
Biaya consumable:
- Material 3,748.09
4
- APD (Alat Pelindung Diri) 74.62
33
2,462.46
TOTAL 12,480.47
Sumber Data: PT. AHM, Jakarta
4.2 Pengolahan Data
4.2.1 Peramalan Volume Produksi Tahunan Periode yang Akan Datang
0 3000 6000 9000 12000 15000 18000 21000 24000 27000 30000 Ju n-07 Ju l-07 Aug -07 Se p-07 Oct -07 Nov -07 Dec -07 Ja n-08 Fe b-08 Mar -08 Apr -08 May -08 Bulan U n it Jumlah Produksi Rata - rata
Pola data produksi seperti pada Grafik 4.1 dapat dikelompokkan sebagai jenis
pola data stasioner, tetapi mempunyai kecenderungan ke arah pola trend. Untuk itu
data tersebut akan dianalisis dengan tiga metode peramalan yaitu Single Moving
Averages, Single Exponential Smoothing, dan Regresi linier dengan deret waktu.
Hasil perhitungan dari ketiga metode tersebut hanya ditampilkan resumenya saja,
sedangkan detailnya ditampilkan pada lampiran.
Perhitungan peramalan adalah sebagai berikut :
Peramalan pertama menggunakan metode Single Moving Averages. Pada metode ini digunakan 3 macam periode yaitu 2, 4 dan 5 periode. Pengolahan
data dengan metode ini menghasilkan perhitungan seperti pada tabel berikut.
Tabel 4.4
Hasil forecast Daya Metode SingleMoving Average
Notasi Periode Actual Data (Xi) SMA 2 periode SMA 4 periode SMA 5 periode
1 16900 2 17610 3 16450 17,255 4 20040 17,030 5 24759 18,245 17,750 6 25960 22,400 19,715 19,152 7 17080 25,360 21,802 20,964 8 22760 21,520 21,960 20,858 9 17410 19,920 22,640 22,120 10 17050 20,085 20,803 21,594 11 22620 17,230 18,575 20,052 12 20330 19,835 19,960 19,384 MSE 17,971,365 21,124,968 16,481,676 MAPE 17.23 19.41 18.15
Peramalan kedua menggunakan metode Single Exponential Smoothing. Pada metode ini digunakan smoothingconstant (α) yang bernilai 0.1, 0.6, dan 0.95.
Penentuan α dilakukan dengan cara trial and error. Pengolahan data dengan
metode ini menghasilkan perhitungan seperti pada tabel berikut.
Tabel 4.5
Hasil forecast Daya Metode SingleExponential Smoothing
Notasi Periode Actual Data (Xi) a = 0.1 a = 0.6 a = 0.95
1 16900 2 17610 16,900 16,900 16,900 3 16450 16,971 17,326 17,575 4 20040 16,919 16,800 16,506 5 24759 17,231 18,744 19,863 6 25960 17,984 22,353 24,514 7 17080 18,781 24,517 25,888 8 22760 18,611 20,055 17,520 9 17410 19,026 21,678 22,498 10 17050 18,865 19,117 17,664 11 22620 18,683 17,877 17,081 12 20330 19,077 20,723 22,343 MSE 15,808,011 15,338,629 18,758,629 MAPE 14.14 16.24 17.79
Peramalan ketiga menggunakan metode Regresi Linier dengan deret waktu. Pengolahan data dengan metode ini menghasilkan perhitungan seperti pada
Tabel 4.6
Hasil forecast Daya Metode Regresi Linier dengan deret waktu
Notasi Periode Actual Data (Xi) y'
1 16900 18,780 2 17610 18,986 3 16450 19,192 4 20040 19,398 5 24759 19,605 6 25960 19,811 7 17080 20,017 8 22760 20,223 9 17410 20,430 10 17050 20,636 11 22620 20,842 12 20330 21,049 MSE 9,870,915 MAPE 13.45
Dari ketiga metode diatas dapat dibuat ringkasan seperti ditunjukkan oleh tabel berikut.
Tabel 4.7
Resume forecasting produksi line 1
Opsi Metode MSE MAPE
1 SMA 2 periode 17,971,365 17.23
2 SMA 4 periode 21,124,968 19.41
3 SMA 5 periode 16,481,676 18.15
4 Single Exponential Smoothing (a = 0.1) 15,808,011 14.14
5 Single Exponential Smoothing (a = 0.6) 15,338,629 16.24
6 Single Exponential Smoothing (a = 0.95) 18,758,629 17.79
7 Regresi Linier with time 9,870,915 13.45
Berdasarkan tabel diatas dapat disimpulkan :
- MSE terkecil = 9,870,915
- MAPE terkecil = 13.45
- Metode : Regresi linier deret waktu
Sehingga dipilih metode Regresi linier deret waktu untuk melakukan peramalan
jumlah produksi pada line 1. Berdasarkan ketentuan dari manajemen PT. AHM
bahwa umur ekonomis suatu mesin yang bekerja terus menerus diperkirakan sekitar 8
tahun, maka peramalan akan dilakukan selama 8 tahun berjalan ditambah 1 tahun
masa pelaksanaan proyek relayout line 1 pada area welding 1A, dengan tiap tahun
terdiri atas 12 bulan. Hasil peramalan ini seperti ditunjukkan pada tabel berikut.
Tabel 4.8
Hasil forecasting jumlah produksi pada line 1 metode Regresi Linier deret waktu
Tahun Periode/Bulan 1 2 3 4 5 6 7 8 9 1 21,255 23,730 26,205 28,681 31,156 33,631 36,106 38,581 41,057 2 21,461 23,936 26,412 28,887 31,362 33,837 36,312 38,788 41,263 3 21,667 24,143 26,618 29,093 31,568 34,044 36,519 38,994 41,469 4 21,874 24,349 26,824 29,299 31,775 34,250 36,725 39,200 41,675 5 22,080 24,555 27,030 29,506 31,981 34,456 36,931 39,407 41,882 6 22,286 24,761 27,237 29,712 32,187 34,662 37,138 39,613 42,088 7 22,492 24,968 27,443 29,918 32,393 34,869 37,344 39,819 42,294 8 22,699 25,174 27,649 30,124 32,600 35,075 37,550 40,025 42,501 9 22,905 25,380 27,855 30,331 32,806 35,281 37,756 40,232 42,707 10 23,111 25,586 28,062 30,537 33,012 35,487 37,963 40,438 42,913 11 23,318 25,793 28,268 30,743 33,218 35,694 38,169 40,644 43,119 12 23,524 25,999 28,474 30,949 33,425 35,900 38,375 40,850 43,326
4.2.2 Perhitungan Waktu Baku Pada Line 1 Usulan 4.2.2.1 Uji Validitas
Untuk mengetahui apakah data – data yang didapat dari pengukuran tersebut
sudah mewakili populasi yang ada, maka perlu dilakukan uji validitas data. Uji
validitas ini mencakup uji kenormalan data, uji keseragaman data, dan uji kecukupan
data. Tingkat keyakinan yang digunakan dalam pengujian validitas data adalah
tingkat keyakinan 95%, berarti tingkat ketelitiannya (α) adalah 5%.
4.2.2.1.1 Uji Kenormalan Data
Uji kenormalan data dilakukan untuk menentukkan normal tidaknya suatu data.
Hasil dari uji kenormalan dapat dilihat dari tabel lampiran.
4.2.2.1.2 Uji Keseragaman Data
Uji keseragaman data dilakukan untuk menentukkan batas kontrol, baik itu batas
kontrol atas (BKA) maupun batas kontrol bawah (BKB) dari sampel yang diambil.
Ke-30 sampel data yang diambil dikelompokkan kedalam enam sub grup yang
masing-masing terdiri dari dari lima data. Setiap rata-rata sub grup akan diuji apakah
masuk kedalam batas kontrol atas dan batas kontrol bawah. Jika rata – rata sub grup
tersebut masuk kedalam batas-batas tadi, maka data-data sub grup tersebut telah
seragam. Hasil uji keseragaman data dapat dilihat pada tabel lampiran.
4.2.2.1.3 Uji Kecukupan Data
Uji kecukupan data dilakukan dengan membandingkan jumlah pengamatan yang
telah dilakukan (N) dengan jumlah pengukuran yang diperlukan (N’). jika hasil N’
ketelitian dan tingkat keyakinan yang telah ditentukan. Hasil uji kecukupan data
dapat dilihat pada lampiran.
4.2.2.1.4 Penentuan Faktor Penyesuaian dan Faktor Kelonggaran
Data waktu siklus elemen kerja yang telah lulus uji merupakan data hasil pengamatan terhadap proses produksi pada line 1 tetapi, belum memperhatikan kewajaran kerja yang diperlihatkan oleh operator. Sedangkan waktu baku yang akan dicari adalah waktu yang dibutuhkan oleh operator dalam menyelesaikan pekerjaannya dalam kondisi yang wajar.
Karena itu, untuk mendapatkan nilai kewajaran dari suatu data waktu siklus digunakan faktor penyesuaian Westinghouse. Dalam perhitungan waktu baku, penyesuaian Westinghouse digunakan untuk memperoleh waktu normal dari suatu proses.
Penilaian untuk menentukan kewajaran atau ketidakwajaran dalam bekerja terdapat empat faktor, antara lain:
1. Keterampilan 2. Usaha
3. Kondisi Kerja 4. Konsistensi
Hasil penentuan faktor penilaian dan penyesuaian dapat dilihat pada lampiran.
4.2.2.1.5 Penentuan Waktu Baku
Waktu baku didapat dengan menyesuaikan data waktu siklus menjadi waktu
normal (Wn) dan kemudian diberi faktor kelonggaran dan hasilnya menjadi waktu
Tabel 4.9
Waktu baku pada line 1 usulan
Proses Waktu Baku
Setting komponen front frame 27
Setting komponen rear frame 30
Final Assy 30
Front Frame 23
Rear Frame 15
Setting komponen final assy 25
Permanent 1 30
Permanent 2 29
Checkman 27
Weld repair 30
Tapping 30
Centering & correcting 30
4.3 Analisis Data 4.3.1 Aspek Teknis
4.3.1.1 Perbandingan Layout Aktual Dengan Usulan
Perbandingan sistem antara layout aktual dengan layout usulan dapat dilihat dari
beberapa aspek teknik antara lain:
1. Tingkat Efisiensi Line Aktual dan Usulan
2. Kapasitas Produksi
3. Material Handling
4.3.1.1.1 Tingkat Efisiensi Line Aktual dan Usulan
Untuk menentukan tingkat efisinsi dari suatu line produksi dibutuhkan data
mengenai waktu baku. Waktu baku pada line aktual adalah berdasarkan data
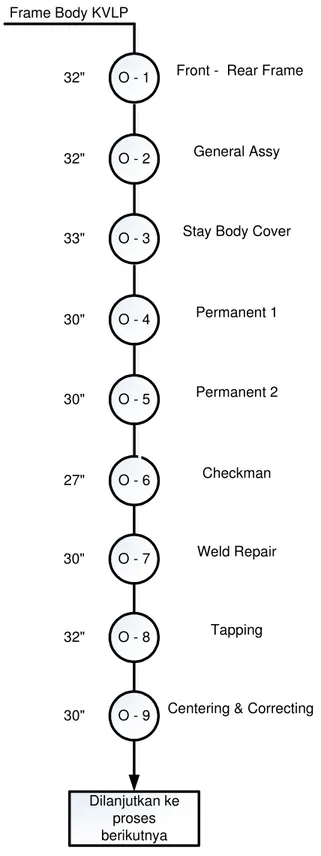
Adapun operation process chart standar pada line 1 aktual adalah sebagai berikut:
Frame Body KVLP
Front - Rear Frame
General Assy
Stay Body Cover
Permanent 1 Permanent 2 O - 1 O - 2 O - 3 O - 4 O - 5 O - 6 Checkman O - 7 Weld Repair O - 8 Tapping
O - 9 Centering & Correcting
Dilanjutkan ke proses berikutnya 32" 32" 33" 30" 30" 27" 30" 32" 30"
Gambar 4.10 Operation process chart tipe KVLP Sumber Data: PT. AHM, Jakarta
Dari operation process chart standar didapatkan cycle time sebesar 33 detik,
sedangkan dari tabel 4.9 cycle time untuk line usulan adalah 30 detik. Sehingga dapat
dilakukan perhitungan tingkat efisiensi dari line aktual dan usulan sebagai berikut:
1. Line Efficiency (Efisiensi Lini)
LE aktual = 100% 93% 33 9 276 % 100 × = × = × ×
∑
CT k Wbst LE usulan = 100% 91% 30 12 326 % 100 × = × = × ×∑
CT k Wbst 2. Balance Delay (BD) BD aktual = 100% - LE aktual = 7% BD usulan = 100% - LE usulan = 9%3. Smoothness Index (SI)
SI aktual =
∑
(CT−Wbst)2 = 2 2 ) 30 34 ( ... ) 32 34 ( − + + −∑
= 8.66 SI usulan =∑
(CT−Wbst)2 = 2 2 ) 30 30 ( ... ) 27 30 ( − + + −∑
=17.96Berdasarkan perhitungan diatas maka dapat disimpulkan bahwa tingkat efisiensi
line aktual lebih baik dari dengan line usulan (30 detik). Tetapi waktu siklus pada line
4.3.1.1.2 Perbandingan Dari Segi Kapasitas Produksi 4.3.1.1.2.1 Kapasitas Produksi Pada Line 1 Aktual
Perhitungan kapasitas produksi pada line aktual adalah sebagai berikut:
Working Time : 07.00 – 16.00 = 32400 s (shift 1)
16.00 – 24.00 = 28800 s (shift 2)
Pada PT. AHM terdapat beberapa waktu standar (s) yang mengurangi waktu kerja
antara lain: P5M : 300 Persiapan / TPM : 300 Istirahat 1 : 600 Istirahat makan : 2400 Istirahat 2 : 600 5K : 600
Down time mesin : 900
Lost time (wire stick, teaching) : 900
Setting jig : 900
Rejection to repair, spatter etc : 600
Total : 8100
Effective working time (s) : 24300 (shift 1)
: 20700 (shift 2)
Sehingga dari effective working time tersebut di dapat kapasitas produksi pada
Line produksi : KVLP
Cycle time : 33 s
Efisiensi : 93%
Kapasitas shift 1 : 681 unit
Kapasitas shift 2 : 580 unit
Total Kapasitas line 1 aktual : 1261 unit Sumber Data: PT. AHM, Jakarta
4.3.1.1.2.2 Kapasitas Produksi Pada Line 1 Usulan
Untuk menetukan kapasitas produksi pada line 1 usulan, cycle time yang
digunakan berasal dari tabel 4.18. Dari tabel tersebut didapatkan cycle time pada line
1 usulan adalah sebesar 30 s. Berikut ini adalah perhitungan kapasitas produksinya:
737 30 % 91 24300 time Cycle efisiensi (s) time working Effective ) 1 ( = × = × = KP unit 628 30 % 91 20700 time Cycle efisiensi (s) time working Effective ) 2 ( = × = × = KP unit
Sehingga total kapasitas pada line 1 usulan adalah: 1365 unit
Berdasarkan perhitungan tersebut terlihat bahwa kapasitas produksi pada line 1
aktual dan usulan telah mencapai target produksi yaitu 1250 unit per hari. Dan
terdapat perbedaaan kapasitas produksi yaitu pada line 1 usulan kapasitas produksi
meningkat 7.65% menjadi 1365 unit/hari.
4.3.1.1.3 Perbandingan Dari Segi Material Handling
Pada layout aktual proses pemindahan produk dari tiap – tiap proses dilakukan
– masing ditempatkan pada proses front – rear frame dan final assy. Slider tersebut
digunakan untuk memindahkan produk dan jig pada proses pengelasan yang
dilakukan oleh robot. Tujuan dari penggunaan slider adalah untuk memisahkan area
kerja robot dan operator sehingga dapat meningkatkan kenyamanan dan keamanan
bagi operator pada area kerja. Selain itu proses pendinginan produk hasil pengelasan
diatas jig, dapat menghindarkan terjadinya deformasi (perubahan bentuk) pada frame
body. Berikut ini adalah layout penempatan part pada line 1 usulan. Dari gambar
tersebut akan dilakukan perbandingan material handling planning sheet (MHPS)
pada layout aktual dan layout usulan.
Perbandingan material handling planning sheet (MHPS) pada layout aktual dan
layout usulan adalah sebagai berikut:
Tabel 4.10
Material handling planning sheet layout aktual
Dari Ke
Plate Comp Pivot Unit Kereta Plate Comp Unit 10
Pipe Comp Frame Main Unit Kereta Pipe Frame Main 10
Hanger Engine ( R/L) Kereta Suport Small Part 10
Stay Comb Switch Kereta Suport Small Part 10
Stay Upper Cover Kereta Suport Small Part 10
Pipe A Cross Kereta Suport Small Part 10
Pipe R Sub Frame Comp Kereta Pipe R 10
Pipe L Sub Frame Comp Kereta Pipe L 10
Pipe Center Cross Kereta Suport Small Part 10
Plate Front Box Kereta Suport Small Part 10
Pipe R & L Under Cross Kereta Suport Small Part 12
Seat Rear Kereta Seat Rear 12
Front frame Manual 2
Rear frame Manual 2
Stay Body R & L Cover Kereta Suport Small Part 14
Stay Main Pipe Side Cover Kereta Suport Small Part 14
Stay Center Cover R/L Kereta Suport Small Part 14
5 Stasiun General assy Stasiun Assy Unit Frame Body 12 12 Manual 2
6 Stasiun Assy Unit Stasiun Permanent 1 Frame Body 12 4 Manual 3
Guide Cable Kereta Suport Small Part 17.5
Clamper Fuel Tube Kereta Suport Small Part 17.5
8 Stasiun Permanent 1 Stasiun Permanent 2 Frame Body 4 4 Manual 0.5
9 Stasiun Permanent 2 Checkman Frame Body 4 4 Manual 0.5
10 Checkman Stasiun Weld Repair Frame Body 4 4 Manual 0.5
11 Stasiun Weld Repair Stasiun Tapping Frame Body 4 4 Manual 0.5
12 Stasiun Tapping Stasiun Centering & correcting Frame Body 4 4 Manual 1
213 Perpindahan
No Komponen Luas area asal (m2)
165 12
165 12
Luas area
tujuan (m2) Jenis material handling Jarak (m) 12 12 4 165 12 165
Stasiun General assy Gudang
2
Gudang Stasiun Front - Rear
1
4 Gudang Stasiun Stay Body Cover
Stasiun General assy Stasiun Front - Rear
3
Stasiun Permanent 2 Gudang
7
Tabel 4.11
Material handling planning sheet layout usulan
Berdasarkan perbandingan yang ada maka jarak pada layout usulan lebih besar
dari layout aktual. Hal ini disebabkan karena pergerakan slider pada proses rear
frame, front frame, dan final assy. Tetapi waktu proses (cycle time) pada layout
usulan lebih rendah dari layout aktual karena pergerakan slider bersamaan dengan
Dari Ke
II.1 Pipe Comp Frame Main Unit 1 Kereta Pipe Frame Main 10
II.2 Plate Comp Pivot Unit 1 Kereta Plate Comp Unit 10
II.3 Stay Comb Switch 0.5 Kereta Suport Small Part 10
II.4 Stay Upper Cover 0.5 Kereta Suport Small Part 10
II.5 Hanger Engine ( R/L) 0.5 Kereta Suport Small Part 10
III.1 Pipe R Sub Frame Comp 1 Kereta Pipe R 12
III.2 Pipe L Sub Frame Comp 1 Kereta Pipe L 12
III.3 Plate Front Box 0.5 Kereta Suport Small Part 12
III.4 Pipe Center Cross .0.5 Kereta Suport Small Part 12
III.5 Pipe A Cross 0.5 Kereta Suport Small Part 13
IV.1 Seat Rear .0.5 Kereta Seat Rear 12
IV.2 Pipe R Under Cross 0.5 Kereta Suport Small Part 12
IV.3 Pipe L Under Cross 0.5 Kereta Suport Small Part 12
IV.4 Stay Main Pipe Side Cover 0.5 Kereta Suport Small Part 12
IV.5 Stay Body R & L Cover 0.5 Kereta Suport Small Part 12
Front frame Slider 7.6
Front frame Manual 1
Rear frame Slider 7.6
Rear frame Manual 1
Slider 10
Crane 2.3
Manual 0.75
V.1 Guide Cable Kereta Suport Small Part 17.5
V.2 Clamper Fuel Tube Kereta Suport Small Part 17.5
6 Stasiun Permanent 1 Stasiun Permanent 2 Frame Body 4 4 Manual 0.5
7 Stasiun Permanent 2 Checkman Frame Body 4 4 Manual 0.5
8 Checkman Stasiun Weld Repair Frame Body 4 4 Manual 0.5
9 Stasiun Weld Repair Stasiun Tapping Frame Body 4 4 Manual 0.5
10 Stasiun Tapping Stasiun Centering & correcting Frame Body 4 4 Manual 1
239.25 TOTAL
165 1
4
3 Stasiun Rear Frame Stasiun Final assy
Stasiun Final assy 2
Stasiun Final assy Stasiun Permanent 1
Gudang 5
Frame Body Gudang
10 28
Stasiun Front Frame
4 165 28 10 4 28 Luas area
tujuan (m2) Jenis material handling Jarak
(m) Perpindahan
No Komponen Luas area asal (m2)
proses pengelasan. Sehingga walaupun jarak perpindahan material lebih besar tidak
membuat waktu proses bertambah dan tetap dapat mencapai target kapasitas produksi
yaitu 1250 unit per hari.
4.3.1.2 Kebutuhan Proyek Relayout Line 1
Untuk membuat line 1 usulan terdapat kebutuhan tambahan. Oleh karena itu
pemilihan dan spesifikasi peralatan haruslah disesuaikan dengan kebutuhan yang
terkait pada proses. Berikut ini adalah kebutuhan proyek line 1:
1. Slider (2 unit untuk proses final assy)
Maker : THK
Spesifikasi: v = 0.5 m/s
Dimension (mm) = L x W x H
= 10000 x 700 x 400
Mass (beban max) = 1000 kg
Servo Motor = 5.5 kW
2. Slider (4 unit untuk proses front & rear frame)
Maker : THK
Spesifikasi: v = 0.5 m/s
Dimension (mm) = L x W x H
= 3800 x 700 x 400
Mass (beban max) = 1000 kg
3. Hoist
Maker: Nippon
Mass (beban max): 100 kg
Servo Motor = 0.34 kW
4. Exhaust
Relayout yang dilakukan pada line 1 bertujuan untuk meningkatkan efisiensi
& efektivitas line produksi serta meningkatkan kualitas produk. Selain itu juga
bertujuan untuk meningkatkan kualitas lingkungan kerja. Berdasarkan
pengamatan pihak engineering welding kecepatan hisap exhaust pada line 1
tidak sesuai standar dari PT. AHM yaitu 25 – 30 m/s sedangkan aktualnya
adalah 9 – 12 m/s. Hal inilah yang menyebabkan sirkulasi aliran welding fume
(asap hasil pengelasan) dan spatter (percikan partikel hasil pengelasan)
menyebar diseluruh line sehingga area kerja menjadi kotor. Oleh sebab itu
pihak engineering welding berancana melakukan penggantian motor exhaust
dengan kecepatan hisap standar. Berikut ini adalah gambaran posisi exhaust
pada layout usulan line 1.
Kebutuhan :
1. Konstruksi rangka exhaust
2. Motor exhaust : CFT 900 D (BDB 900/X) maker Kruger
5. Utility
Utility disini adalah keperluan – keperluan tambahan yang diperlukan pada
layout usulan 1 untuk menunjang proses pengelasan. Kebutuhan tersebut
adalah:
1. Konstruksi pipa gas CO2 & Argon
2. Konstruksi pipa angin
3. Supportpipe
4. Instalasi kabel
6. Enclosure
Merupakan pembatas antar stasiun welding pada line 1. Kondisi enclosure
untuk layout usulan berbeda dengan layout aktual sehingga, perlu dilakukan
investasi agar spesifikasinya sesuai dengan layout usulan.
7. Robot dan Positioner
Pada layout usulan robot dan positioner (alat yang untuk memposisikan benda
kerja pada jig dan robot pada proses pengelasan) yang digunakan berasal dari
layout usulan. Life time dari robot dan positioner yang dipergunakan secara
terus menerus adalah 10 tahun. Umur pakai robot dan positioner yang ada
saay ini 2 tahun sehingga tidak perlu dilakukan investasi karena usia
ekonomis dari layout usulan adalah 8 tahun.
8. IntegratedRobotController
Untuk layout usulan terdapat investasi baru yaitu integratedrobot controller.
Alat ini digunakan untuk komunikasi robot dengan slider sehingga pada
waktu proses pengelasan dapat terintegrasi dengan baik.
9. Jig proses rear frame, front frame, dan final assy
Life time (umur) dari suatu jig yang dipergunakan secara terus menerus adalah
2 tahun. Jig yang ada saat ini pada line 1 telah digunakan sejak tahun 2006
sehingga rata – rata berumur 2 tahun. Untuk itu perlu dilakukan investasi jig
4.3.2 Aspek Finansial
Dalam aspek finansial ini, akan dibahas beberapa hal yang bertujuan untuk
mengetahui kelayakan proyek relayout line 1 secara finansial dan perbandingannya
antara layout aktual dengan layout usulan.
4.3.2.1 Rencana Anggaran Biaya (RAB)
Perkiraan Rencana Anggaran Biaya (RAB) relayout pada line 1 ini dibuat
berdasarkan data harga material dari Purchase Departement dan data penawaran
harga/spesifikasi awal equipment dari Engineering Departement. Resume mengenai
RAB dapat dilihat pada tabel dibawah ini, sedangkan detail RAB dapat dilihat pada
lampiran.
Tabel 4.12
Rencana Anggaran Biaya Relayout Line 1
No Nama Equipment Jumlah Harga Satuan Total
Jig
- Jig Final Assy 2 Rp 98,884,000 Rp 197,768,000
- Jig rear frame 2 Rp 59,904,000 Rp 119,808,000
- Jig Front frame 2 Rp 89,600,000 Rp 179,200,000
1
- Jig Correcting 1 Rp 172,494,000 Rp 172,494,000
2 Exhaust Rp 391,455,000 Rp 391,455,000
3 Hoist 2 Rp 41,000,000 Rp 82,000,000
4 Integrated Robot Controller 2 Rp 92,000,000 Rp 184,000,000
5 Enclosure Rp 325,800,000 Rp 325,800,000
Slider
- Slider Final Assy 2 Rp 236,000,000 Rp 472,000,000
6
- Slider Front - Rear 4 Rp 118,000,000 Rp 472,000,000
7 Utility Rp 157,385,000 Rp 157,385,000
8 Biaya Instalasi Rp 50,000,000 Rp 50,000,000
4.3.2.2 Cost per Unit Pada Line 1 Usulan
Terdapat beberapa perbedaan pada layout usulan dan layout aktual didalam
menentukan biaya proses yang dibebankan pada produk. Pada layout aktual biaya
proses dibebankan dari:
1. Biaya proses per mesin (10 unit robot, 2 unit positioner, 3 unit mesin las
manual, dan 9 unit jig)
2. Biaya tenaga kerja langsung (15 orang)
3. Biaya overhead (listrik dan air press)
4. Biaya consumable (material untuk proses pengelasan dan Alat Pelindung Diri)
Sedangkan pada layout usulan biaya proses dibebankan dari:
1. Biaya proses per mesin (8 unit robot, 2 unit positioner, 3 unit mesin las
manual, 7 unit jig, 6 unit slider dan 2 unit hoist)
2. Biaya tenaga kerja langsung (11 orang)
3. Biaya overhead (listrik dan air press)
4. Biaya consumable (material untuk proses pengelasan dan Alat Pelindung Diri)
Berdasarkan faktor – faktor biaya yang dibebankan pada produk untuk layout
usulan maka besar biaya prosesnya adalah sebagai berikut.
4.3.2.2.1 Biaya Proses per Mesin
Jam kerja per hari : 45000 s
Hari kerja per bulan : 22 hari kerja efektif
Biaya proses per mesin
Harga: Rp 236,338,945 Life time: 8 tahun
Ongkos per detik = =
× × × × 8 12 22 45000 8 5 236,338,94 Rp 19.89
b. 2 unit positioner (berasal dari positioner yang ada saat ini)
Harga: Rp 207,474,478
Life time: 8 tahun
Ongkos per detik = =
× × × × 8 12 22 45000 2 8 207,474,47 Rp 4.37
c. 3 unit mesin las manual
Harga: Rp 199,674,126
Life time: 8 tahun
Ongkos per detik = =
× × × × 8 12 22 45000 3 6 199,674,12 Rp 6.30 d. 7 unit jig
• Jig Final Assy (2 unit)
Harga: Rp 197,768,000
Life time: 2 tahun
Ongkos per detik = =
× × ×22 12 2 45000 0 197,768,00 Rp 8.32
• Jig Rear Frame (2 unit)
Harga: Rp 119,808,000
Ongkos per detik = = × × ×22 12 2 45000 0 119,808,00 Rp 5.04
• Jig Front Frame (2 unit)
Harga: Rp 179,200,000
Life time: 2 tahun
Ongkos per detik = =
× × ×22 12 2 45000 0 179,200,00 Rp 7.54
• Jig Correcting (1 unit)
Harga: Rp 172,494,000
Life time: 2 tahun
Ongkos per detik = =
× × ×22 12 2 45000 0 172,494,00 Rp 7.26
Life time (umur) dari suatu jig yang dipergunakan secara terus menerus adalah 2
tahun sedangkan usia ekonomis dari layout usulan adalah 8 tahun. Maka perlu
dilakukan investasi untuk 6 tahun mendatang. Besar investasi untuk 6 tahun
mendatang dipengaruhi oleh inflasi yang terjadi pada tahun 2008 yaitu sebesar
11.03% (Data Bank Indonesia, Juni 2008). Berikut ini adalah tabel perkiraan
Tabel 4.13
Perkiraan perubahan biaya investasi jig
Tahun ke Nama Equipment Jumlah Harga Satuan Total
Jig final assy 2 Rp 121,900,842 Rp 243,801,684
Jig rear frame 2 Rp 73,847,620 Rp 147,695,240
Jig Front frame 2 Rp 110,455,842 Rp 220,911,683
3
Jig Correcting 1 Rp 212,644,754 Rp 212,644,754
Total Rp 825,053,361
Jig final assy 2 Rp 150,275,224 Rp 300,550,449
Jig rear frame 2 Rp 91,036,842 Rp 182,073,683
Jig Front frame 2 Rp 136,166,216 Rp 272,332,432
5
Jig Correcting 1 Rp 262,141,242 Rp 262,141,242
Total Rp 1,017,097,806
Jig final assy 2 Rp 185,254,201 Rp 370,508,402
Jig rear frame 2 Rp 112,227,131 Rp 224,454,262
Jig Front frame 2 Rp 167,861,094 Rp 335,722,187
7
Jig Correcting 1 Rp 323,158,834 Rp 323,158,834
Total Rp 1,253,843,685
TOTAL Rp 3,095,994,852
Dengan melakukan perhitungan yang sama dalam menentukan ongkos per detik.
Maka ongkos per detik pada tiap jig untuk 6 tahun mendatang adalah sebagai berikut.
Tabel 4.14
Perkiraan perubahan ongkos per detik jig
No Nama Equipment Ongkos per detik
1 Jig Final Assy Rp10.26 Rp12.65 Rp15.59
2 Jig rear frame Rp6.22 Rp7.66 Rp9.45
3 Jig Front frame Rp9.30 Rp11.46 Rp14.13
e. 6 unit Slider
• Slider Final Assy (2 unit)
Harga: Rp 472,000,000
Life time: 8 tahun
Ongkos per detik = =
× × ×22 12 8 45000 0 472,000,00 Rp 4.97
• Slider Front – Rear (4 unit)
Harga: Rp 472,000,000
Life time: 8 tahun
Ongkos per detik = =
× × ×22 12 8 45000 0 472,000,00 Rp 4.97 f. 2 unit hoist Harga: Rp 82,000,000
Life time: 8 tahun
Ongkos per detik = =
× × ×22 12 8 45000 82,000,000 Rp 0.86
4.3.2.2.2 Biaya Tenaga Kerja Langsung
Biaya tenaga kerja langsung (11 orang)
Gaji per bulan: Rp 2,200,000
Jam kerja per hari: 8 jam
Ongkos per detik = =
× × ×60 60 22 8 2,200,000 3.47 × 11 = Rp 38.17
Besarnya perubahan biaya tenaga kerja langsung didasarkan pada besarnya inflasi
yang terjadi pada tahun 2008 yaitu sebesar 11.03% (Data Bank Indonesia, Juni 2008).
Berikut ini adalah tabel perkiraan perubahan biaya tenaga kerja langsung.
Tabel 4.15
Perkiraan perubahan biaya tenaga kerja langsung selama 8 tahun
No Tahun ke Inflasi Biaya tenaga kerja langsung
Biaya tenaga kerja langsung Setelah Inflasi
1 0 0% Rp 3.47 2 1 11.03% 0.38 Rp 3.86 3 2 11.03% 0.43 Rp 4.28 4 3 11.03% 0.47 Rp 4.75 5 4 11.03% 0.52 Rp 5.28 6 5 11.03% 0.58 Rp 5.86 7 6 11.03% 0.65 Rp 6.51 8 7 11.03% 0.72 Rp 7.22 9 8 11.03% 0.80 Rp 8.02 4.3.2.2.3 Biaya Overhead * Biaya listrik = Rp 550 / kwh * cos φ = 0.85
*Biaya airpressure = Rp 0.78 / (m3/min)
- Listrik
• Robot welding 26 kW (8 Unit)
• Positioner 1.5 kW (2 Unit)
• Mesin las manual 18 kW (3 Unit)
• Slider final assy 5.5 kW (2 Unit)
• Hoist 0.34 kW (2 Unit)
Kebutuhan listrik per jam
=
(
× + × + × + × + × + ×)
× = 85 , 0 550 2 34 . 0 ( ) 4 5 , 3 ( ) 2 5 , 5 ( ) 3 18 ( ) 2 5 , 1 ( ) 8 26 ( Rp188,087Harga listrik per detik
= =
3600 186,647
Rp 52.24
- Air pressure: besar tekanan udara yang digunakan jig untuk mengapit
produk pada waktu proses pengelasan.
Pada proses frontframe = 0.0016 m3/min (2 unit jig)
Pada proses rearframe = 0.0027 m3/min (2 unit jig)
Pada proses finalassy = 0.0022 m3/min (2 unit jig)
Pada proses correcting = 0.0011 m3/min (1 unit jig)
Impact = 0.3 m3/min
Biaya per detik =
(
)
60 78 , 0 3 , 0 ) 1 0011 , 0 ( ) 2 0022 , 0 ( ) 2 0027 , 0 ( ) 2 0016 , 0 ( × + × + × + × + × =Rp 0.0040
Besarnya perubahan biaya overhead (listrik dan air pressure) didasarkan pada
besarnya inlasi yang terjadi pada tahun 2008 yaitu sebesar 11.03% (Data Bank
Indonesia, Juni 2008). Berikut ini adalah tabel perkiraan perubahan biaya biaya
overhead ( listrik dan air pressure).
Tabel 4.16
No Tahun ke Inflasi Biaya Listrik Biaya Listrik Setelah Inflasi 1 0 0% Rp 52.24 2 1 11.03% 5.76 Rp 58.00 3 2 11.03% 6.40 Rp 64.40 4 3 11.03% 7.10 Rp 71.50 5 4 11.03% 7.89 Rp 79.39 6 5 11.03% 8.76 Rp 88.15 7 6 11.03% 9.72 Rp 97.87 8 7 11.03% 10.79 Rp 108.66 9 8 11.03% 11.99 Rp 120.65 Tabel 4.17
Perkiraan perubahan biaya air pressure selama 8 tahun
No Tahun ke Inflasi Biaya Air Pressure Biaya Air Pressure Setelah Inflasi
1 0 0% Rp 0.0040 2 1 11.03% 0.0004 Rp 0.0044 3 2 11.03% 0.0005 Rp 0.0049 4 3 11.03% 0.0005 Rp 0.0055 5 4 11.03% 0.0006 Rp 0.0061 6 5 11.03% 0.0007 Rp 0.0067 7 6 11.03% 0.0007 Rp 0.0075 8 7 11.03% 0.0008 Rp 0.0083 9 8 11.03% 0.0009 Rp 0.0092 4.3.2.2.4 Biaya Consumable
Biaya consumable pada line 1 usulan sama besarnya dengan line 1 aktual, besar
biaya tersebut adalah sebagai berikut:
- Material
= Rp 3.748 per produk
- APD (Alat Pelindung Diri)
Besarnya perubahan biaya consumable didasarkan pada besarnya inlasi yang
terjadi pada tahun 2008 yaitu sebesar 11.03% (Data Bank Indonesia, Juni 2008).
Berikut ini adalah tabel perkiraan perubahan biaya biaya consumable.
Tabel 4.18
Perkiraan perubahan biaya material selama 8 tahun
No Tahun ke Inflasi Biaya Material Biaya Material Setelah Inflasi
1 0 0% Rp 3,748.09 2 1 11.03% 413.41 Rp 4,161.50 3 2 11.03% 459.01 Rp 4,620.52 4 3 11.03% 509.64 Rp 5,130.16 5 4 11.03% 565.86 Rp 5,696.02 6 5 11.03% 628.27 Rp 6,324.29 7 6 11.03% 697.57 Rp 7,021.86 8 7 11.03% 774.51 Rp 7,796.37 9 8 11.03% 859.94 Rp 8,656.31 Tabel 4.19
Perkiraan perubahan biaya APD selama 8 tahun
No Tahun ke Inflasi Biaya APD Biaya APD Setelah Inflasi
1 0 0% Rp 74.62 2 1 11.03% 8.23 Rp 82.85 3 2 11.03% 9.14 Rp 91.99 4 3 11.03% 10.15 Rp 102.14 5 4 11.03% 11.27 Rp 113.40 6 5 11.03% 12.51 Rp 125.91 7 6 11.03% 13.89 Rp 139.80 8 7 11.03% 15.42 Rp 155.22 9 8 11.03% 17.12 Rp 172.34
Berikut ini merupakan perhitungan dari biaya proses pada layout usulan.
Perhitungan cost per unit pada layout usulan
No Elemen Biaya Biaya per detik Cycle time Biaya per unit
Biaya proses per mesin:
- Mesin (robot, positioner, &
manual) 30.56 916.88 - Slider 9.93 297.98 - Hoist 0.86 25.88 1 - Jig 28.17 845.04 Biaya overhead: - Biaya listrik 52.24 1,567.20 2
- Biaya air press 0.0040 0.1200
3 Biaya direct manpower 38.19 1,145.83
Biaya consumable:
- Material 3,748.09
4
- APD (Alat Pelindung Diri) 74.62
30
2,238.60
TOTAL 10,785.63 4.3.2.3 Cost per Unit Pada Layout Aktual dan Usulan Selama 8 Tahun
Cost per unit pada layout aktual dan usulan ini meliputi biaya bahan proses per
mesin, biaya tenaga kerja langsung, biaya overhead, dan biaya consumable.
Perhitungan dari biaya proses untuk 8 tahun mendatang dapat dilihat pada lampiran,
berikut ini merupakan resumenya.
Tabel 4.21
No Tahun ke Cost per unit 1 0 Rp 10,785.63 2 1 Rp 11,745.22 3 2 Rp 12,810.66 4 3 Rp 14,190.31 5 4 Rp 15,503.74 6 5 Rp 17,204.52 7 6 Rp 18,823.68 8 7 Rp 20,920.35 9 8 Rp 22,916.39 Tabel 4.22
Cost per unit pada layout aktual Selama 8 tahun
No Tahun ke Cost per unit
1 0 Rp 12,480.47 2 1 Rp 13,563.47 3 2 Rp 14,765.92 4 3 Rp 16,580.16 5 4 Rp 18,062.51 6 5 Rp 20,130.90 7 6 Rp 21,958.29 8 7 Rp 24,508.13 9 8 Rp 26,760.87
4.3.2.4 Proyeksi Saving Cost Proyek Relayout Line 1
Saving cost yang didapat oleh perusahaan disini adalah yang diperoleh dari selisih
antara cost per unit dari layout aktual dengan layout usulan. Berikut ini merupakan
resume dari saving cost pada layout usulan untuk lebih detail terdapat pada lampiran.
Tabel 4.23
Tahun ke Saving cost 0 pelaksanaan proyek 1 Rp 542,518,458.07 2 Rp 641,478,632.69 3 Rp 855,041,830.01 4 Rp 991,478,307.70 5 Rp 1,220,842,132.04 6 Rp 1,400,819,752.78 7 Rp 1,709,906,153.49 8 Rp 1,946,439,156.62 Total Rp 9,308,524,423.40 4.3.2.5 Biaya Bahan Baku Frame Body
Bahan baku untuk membuat frame body antara lain adalah sebagai berikut.
Tabel 4.24
Bahan Baku Frame Body
No Part
1 Plate Comp Pivot Unit 2 Pipe Comp Frame Main Unit 3 Hanger Engine ( R/L)
4 Stay Comb Switch 5 Stay Upper Cover 6 Pipe A Cross
7 Pipe R Sub Frame Comp 8 Pipe L Sub Frame Comp 9 Pipe Center Cross 10 Plate Front Box
11 Pipe R & L Under Cross 12 Seat Rear
13 Stay Body R & L Cover 14 Stay Main Pipe Side Cover 15 Guide Cable
16 Clamper Fuel Tube
Sedangkan biaya bahan baku untuk membuat sebuah frame body untuk 8 tahun
Tabel 4.25
Biaya Bahan Baku Selama 8 tahun
No Tahun ke Inflasi Biaya Bahan Baku Biaya Bahan Baku Setelah Inflasi 1 0 0% Rp 123,660.00 2 1 11.03% 13,639.70 Rp 137,299.70 3 2 11.03% 15,144.16 Rp 152,443.85 4 3 11.03% 16,814.56 Rp 169,258.41 5 4 11.03% 18,669.20 Rp 187,927.61 6 5 11.03% 20,728.42 Rp 208,656.03 7 6 11.03% 23,014.76 Rp 231,670.79 8 7 11.03% 25,553.29 Rp 257,224.08 9 8 11.03% 28,371.82 Rp 285,595.89
4.3.2.6 Pengeluaran Biaya Administrasi dan Perawatan
Perkiraaan besar biaya administrasi dan perawatan untuk line 1 untuk 8 tahun
mendatang adalah berdasarkan tingkat inflasi 11.03 % per tahun. Berikut ini adalah
perkiraan biaya tersebut.
Tabel 4.26
No Tahun ke Inflasi Biaya Administrasi dan Perawatan
Biaya Administrasi dan Perawatan Setelah Inflasi
1 0 0% Rp 928,568,000.00 2 1 11.03% 102,421,050.40 Rp 1,030,989,050.40 3 2 11.03% 113,718,092.26 Rp 1,144,707,142.66 4 3 11.03% 126,261,197.84 Rp 1,270,968,340.49 5 4 11.03% 140,187,807.96 Rp 1,411,156,148.45 6 5 11.03% 155,650,523.17 Rp 1,566,806,671.63 7 6 11.03% 172,818,775.88 Rp 1,739,625,447.51 8 7 11.03% 191,880,686.86 Rp 1,931,506,134.37 9 8 11.03% 213,045,126.62 Rp 2,144,551,260.99 4.3.2.7 Depresiasi Mesin
Nilai depresiasi dari relayout line 1 hanya dibebankan kepada aktiva tetap
sedangkan biaya instalasi, karena sifatnya expense maka tidak dihitung nilai
depresiasinya. Metode yang digunakan adalah depresiasi garis lurus, yaitu:
n S IC Dt − =
Dimana: IC = Initial cost = Total investasi
S = Salvage value = nilai sisa dari layout usulan adalah nol
n = periode penyusutan = 8 tahun
Total investasi dari relayout line 1 adalah jumlah investasi awal pada tahun
pertama dan jig untuk 6 tahun berikutnya.
Perhitungan Depresiasi investasi awal pada tahun pertama tanpa jig
n S IC Dt − = = − = 8 0 000 2,084,640, Rp 260,580,000
Perhitungan Depresiasi investasi jig pada tahun pertama sampai tahun ke tujuh
Depresiasi jig pada tahun pertama
IC = 669,270,00 0 n S IC Dt= − = − = 8 0 0 669,270,00 Rp 334,635,000
Depresiasi jig pada tahun ketiga
IC = 825,053,36 1 n S IC Dt= − = − = 8 0 1 825,053,36 Rp 412,526,681
Depresiasi jig pada tahun kelima
IC = 1,017,097,806 n S IC Dt − = = − = 8 0 806 1,017,097, Rp 508,548,903
Depresiasi jig pada tahun ketujuh
IC = 1,253,843,685 n S IC Dt= − = − = 8 0 685 1,253,843, Rp 626,921,843
Berikut adalah tabel depresiasi selengkapnya.
Tabel 4.27
Periode Depresiasi Nilai buku Tahun ke 0 0 2,753,910,000 Tahun ke 1 595,215,000 2,158,695,000 Tahun ke 2 595,215,000 1,563,480,000 Tahun ke 3 673,106,681 1,715,426,681 Tahun ke 4 673,106,681 1,042,320,000 Tahun ke 5 769,128,903 1,290,288,903 Tahun ke 6 769,128,903 521,160,000 Tahun ke 7 887,501,843 887,501,843 Tahun ke 8 887,501,843 0
4.3.2.8 Proyeksi Penerimaan Hasil Penjualan Untuk Line 1
Untuk memperoleh perkiraan hasil penjualan pada line 1, dilakukan dengan
menghitung perkiraan jumlah produksi untuk 8 tahun mendatang (tabel 4.8) dan
harga jual frame body yang dipengaruhi tingkat inflasi (11,03%). Berikut ini adalah
resume tabel proyeksi penerimaan untuk lebih detail terdapat pada lampiran (tahun
ke 0 merupakan pelaksanaan proyek).
Tabel 4.28
Proyeksi penerimaan line 1
Tahun ke Ramalan Jumlah Produksi Harga Jual Total Perkiraan Penerimaan
0 268,673 Rp 139,860.00 Rp 37,576,573,504.62 1 298,377 Rp 155,286.56 Rp 46,333,865,645.65 2 328,080 Rp 172,414.67 Rp 56,565,856,457.84 3 357,784 Rp 191,432.00 Rp 68,491,322,463.71 4 387,488 Rp 212,546.95 Rp 82,359,360,969.89 5 417,192 Rp 235,990.88 Rp 98,453,417,177.21 6 446,895 Rp 262,020.68 Rp 117,095,830,785.97 7 476,599 Rp 290,921.56 Rp 138,652,967,702.63 8 506,303 Rp 323,010.20 Rp 163,541,010,607.14
Perkiraan total pengeluaran biaya untuk line 1 diperoleh dari penjumlahan
perkiraan biaya – biaya produksi antara lain cost per unit untuk layout usulan, biaya
bahan baku, biaya administrasi & perawatan, dan biaya depresiasi. Adapun
perkiraannya dapat dilihat pada tabel berikut ini.
Tabel 4.29
Proyeksi pengeluaran line 1
Tahun ke Biaya Produksi Biaya Bahan Baku Biaya Administrasi & Perawatan Biaya
Depresiasi Total Pengeluaran
0 0 0 0 0 0 1 3,504,474,535.72 40,967,008,621.05 1,030,989,050.40 595,215,000.00 46,097,687,207.18 2 4,202,885,396.57 50,013,826,752.30 1,144,707,142.66 595,215,000.00 55,956,634,291.52 3 5,077,008,457.57 60,557,964,649.38 1,270,968,340.49 673,106,680.53 67,579,048,127.97 4 6,007,432,619.90 72,819,666,649.05 1,411,156,148.45 673,106,680.53 80,911,362,097.93 5 7,177,479,680.28 87,049,546,461.70 1,566,806,671.63 769,128,902.97 96,562,961,716.58 6 8,412,083,594.27 103,532,607,142.80 1,739,625,447.51 769,128,902.97 114,453,445,087.55 7 9,970,453,494.44 122,592,778,393.44 1,931,506,134.37 887,501,842.69 135,382,239,864.94 8 11,602,428,922.21 144,598,036,405.54 2,144,551,260.99 887,501,842.69 159,232,518,431.43 4.3.2.10 Proyeksi Laba
Perhitungan laba didapatkan dengan mengurangi penerimaan dari hasil penjualan
dengan biaya – biaya yang terjadi, sedangkan besar pajak yang dibebankan adalah
25%. Berikut adalah perhitungannya.
Proyeksi laba relayoutline 1
Tahun ke
Total Perkiraan
Penerimaan Total Pengeluaran Laba Sebelum Pajak Laba Setelah Pajak
0 0 0 0 0 1 Rp 46,333,865,645.65 Rp 46,097,687,207.18 Rp 236,178,438.47 Rp 176,900,899.02 2 Rp 56,565,856,457.84 Rp 55,956,634,291.52 Rp 609,222,166.32 Rp 456,528,691.74 3 Rp 68,491,322,463.71 Rp 67,579,048,127.97 Rp 912,274,335.74 Rp 683,631,455.80 4 Rp 82,359,360,969.89 Rp 80,911,362,097.93 Rp 1,447,998,871.96 Rp 1,085,202,102.89 5 Rp 98,453,417,177.21 Rp 96,562,961,716.58 Rp 1,890,455,460.63 Rp 1,416,779,636.50 6 Rp 117,095,830,785.97 Rp 114,453,445,087.55 Rp 2,642,385,698.42 Rp 1,980,413,665.26 7 Rp 138,652,967,702.63 Rp 135,382,239,864.94 Rp 3,270,727,837.68 Rp 2,451,300,348.92 8 Rp 163,541,010,607.14 Rp 159,232,518,431.43 Rp 4,308,492,175.71 Rp 3,229,188,812.90
4.3.2.11 Proyeksi Aliran Kas
Modal / investasi relayout line 1 sepenuhnya adalah 100 % biaya dari PT. AHM,
sehingga cash flow yang ada tidak dipengaruhi oleh bunga Bank. Berikut adalah
proyeksi aliran kas selama delapan tahun.
Tabel 4.31
Proyeksi Aliran Kas
ITEM CHECK TAHUN -1 (Rp) TAHUN 0 (Rp) TAHUN 1 (Rp) TAHUN 2 (Rp) TAHUN 3 (Rp)
Fixed Investasi 0 2,803,910,000 0 0 825,053,361
Initial Cash Flow 0 2,803,910,000 0 0 0
Benefit 0 0 176,900,899 456,528,692 683,631,456
Depreciation 595,215,000 595,215,000 673,106,681
Operational Cash Flow 772,115,899 1,051,743,692 1,356,738,136
Arus Kas Bersih (Rp) 0 2,803,910,000 772,115,899 1,051,743,692 531,684,775
Fixed Investasi 0 1,017,097,806 0 1,253,843,685 0
Initial Cash Flow 0 0 0 0 0
Benefit 1,085,202,103 1,416,779,637 1,980,413,665 2,451,300,349 3,229,188,813
Penyusutan 673,106,681 769,128,903 769,128,903 887,501,843 887,501,843
Operational Cash Flow 1,758,308,783 2,185,908,539 2,749,542,568 3,338,802,192 4,116,690,656
Arus Kas Bersih (Rp) 1,758,308,783 1,168,810,734 2,749,542,568 2,084,958,506 4,116,690,656
Gambar 4.13 Cash flow
4.3.2.12 Analisis Kelayakan Investasi
Metode yang dipakai untuk analisis investasi relayout line 1 ini adalah sebagai
berikut :
4.3.2.12.1 Metode Pemulihan Investasi (Payback Period Method)
Metode pemulihan investasi yang dipakai disini menggunakan acuan arus kas
kumulatif, karena arus kas yang diterima setiap tahunnya (A) tidak seragam. Dari
data arus kas pada tabel 4.31, maka perhitungan payback period arus kumulatif
adalah sebagai berikut.
Perhitungan Payback Method arus kumulatif Tahun Investasi Item Arus Kas Tahunan (Rp) Arus Kas
Kumulatif (Rp) Waktu (Tahun)
0 0 0 1 Io 0 (2,803,910,000) 2 A1 772,115,899 (2,031,794,101) 1 3 A2 1,051,743,692 (980,050,409) 1.000 4 A3 531,684,775 (448,365,634) 1.000 5 A4 448,365,634 0 0.255 6 A5 7 A6 8 A7 9 A8 Jumlah 2,803,910,000 3.255 Keterangan : *) = 783 1,758,308, 4 448,365,63 = 0.255
Jadi pemulihan modal untuk proyek relayout line 1 adalah 3.255 tahun.
4.3.2.12.2. Metode Tingkat Pengembalian Internal (Internal Rate of Return Method)
Sebelum menghitung IRR, terlebih dahulu harus ditentukan MARR (Minimum
Attractive rate of return) yaitu tingkat pengembalian minimum yang diinginkan oleh
investor. MARR dapat dirumuskan sebagai berikut :
MARR = suku bunga pinjaman bebas inflasi + tingkat inflasi + risk factor (faktor resiko)
Dimana: risk factor = koreksi tingkat suku bunga terhadap inflasi
= tingkat suku bunga x inflasi
= 20.47%
Data – data lain yang diperlukan untuk mencari IRR adalah :
- Payback period = 3.255 tahun
- Usia ekonomis = 8 tahun
Dari tabel A-2 nilai sekarang anuitas / present value of annuity (lampiran) dengan
masa pemulihan modal 3.255 tahun, maka didapatkan faktor pengurangan kumulatif
adalah 25% (3.329) dan 26% (3.241). Tingkat bunga ini akan digunakan untuk
menghitung net present value dengan faktor diskon yang terdapat pada tabel A-1 nilai
sekarang / present value (lampiran). Perhitungan net present value untuk faktor
diskon 25% dan 26% adalah sebagai berikut.
Tabel 4.33
Perhitungan present value pada tingkat diskon 25%
Tahun Investasi
Tahun
Operasi Arus Kas (Rp)
Faktor Diskon (I = 25%) Nilai Sekarang (Rp) 0 -1 0 1.000 0 1 0 (2,803,910,000) 0.800 (2,243,128,000) 2 1 772,115,899 0.640 494,154,175 3 2 1,051,743,692 0.512 538,492,770 4 3 531,684,775 0.410 217,990,758 5 4 1,758,308,783 0.328 576,725,281 6 5 1,168,810,734 0.262 306,228,412 7 6 2,749,542,568 0.210 577,403,939 8 7 2,084,958,506 0.168 350,273,029 9 8 4,116,690,656 0.134 551,636,548 TOTAL NPV Rp 1,369,776,913 Tabel 4.34
Perhitungan present value pada tingkat diskon 26%
Tahun Investasi
Tahun
Operasi Arus Kas (Rp)
Faktor Diskon (I = 26%) Nilai Sekarang (Rp) 0 -1 0 1.000 0 1 0 (2,803,910,000) 0.794 (2,226,304,540) 2 1 772,115,899 0.630 486,433,016 3 2 1,051,743,692 0.500 525,871,846 4 3 531,684,775 0.397 211,078,856 5 4 1,758,308,783 0.315 553,867,267 6 5 1,168,810,734 0.250 292,202,683 7 6 2,749,542,568 0.198 544,409,429 8 7 2,084,958,506 0.157 327,338,485 9 8 4,116,690,656 0.125 514,586,332 TOTAL NPV Rp 1,229,483,374
Dari perhitungan net present value diatas, maka perhitungan IRR adalah :
IRR = 25% +
(
25% 26%)
374) 1,229,483, ( 913 1,369,776, 913 1,369,776, − × + = 25% + 9.76% = 34.76%4.3.2.12.3. Metode Nilai Sekarang (Net Present Value Method)
Variabel yang digunakan dalam perhitungan nilai sekarang adalah arus kas
tahunan, biaya investasi inisial dan besarnya faktor diskon yang diperoleh dari tabel
nilai sekarang / present value Appendix A-1 (lampiran). Faktor diskon yang
digunakan disini adalah sama dengan MARR, yaitu 20.47%. dari tabel Appendix A-1
nilai ini berada diantara 20% dan 21% sehingga perlu dilakukan interpolasi linier.
Maka persamaan interpolasi linier adalah : X =
(
)
− × − − + C B A A A A B 1 3 1 2Berikut ini adalah tabel hasil interpolasi faktor diskon Tabel 4.35
Interpolasi Faktor diskon
Tahun ke 20% 21% 20.47% 1 0.833 0.826 0.830 2 0.694 0.683 0.689 3 0.579 0.564 0.572 4 0.482 0.467 0.475 5 0.402 0.386 0.394 6 0.335 0.319 0.327 7 0.279 0.263 0.271 8 0.233 0.218 0.226 9 0.194 0.18 0.187
Dan tabel perhitungan NPV adalah sebagai berikut. Tabel 4.36
Perhitungan Net present value Tahun
Investasi
Tahun
Operasi Arus Kas (Rp)
Faktor Diskon (I = 20.47) Nilai Sekarang (Rp) 0 -1 0 1.000 0 1 0 (2,803,910,000) 0.830 (2,326,480,253) 2 1 772,115,899 0.689 531,877,403 3 2 1,051,743,692 0.572 601,583,456 4 3 531,684,775 0.475 252,543,223 5 4 1,758,308,783 0.395 693,686,575 6 5 1,168,810,734 0.328 382,807,956 7 6 2,749,542,568 0.272 746,553,598 8 7 2,084,958,506 0.226 471,172,997 9 8 4,116,690,656 0.187 771,691,365 TOTAL NPV 2,125,436,321
4.3.2.12.4. Metode Indeks Kemampulabaan (Profitability Index Method)
Dari perhitungan net present value diatas, dapat dihitung pula nilai profitability
index (PI) untuk investasi relayout line 1, dimana PI merupakan perbandingan antara
total nilai sekarang dari arus kas tahunan dengan biaya investasi.
0
I TPV
PI = , dimana TPV = Σ arus kas masuk tabel 4.36
PI = 000 2,803,910, 574 4,451,916, = 1.59