38
BAB 2
LANDASAN TEORI
2.1 Pengukuran dan Pencatatan waktu kerja.Menurut Sritomo (2008), ada tiga metode yang umum digunakan untuk mengukur elemen-elemen kerja dengan menggunakan jam penghitung waktu
(stop-watch), yaitu:
1. Pengukuran waktu secara terus menerus (continuous timing)
Pengamat kerja akan menekan tombol stop-watch pada saat elemen kerja pertama dimulai dan membiarkan jarum petunjuk stop-watch berjalan secara terus-menerus sampai periode atau siklus kerja selesai berlangsung. Di sini pengamat kerja terus mengamati jalannya jarum stop-watch dan mencatat pembacaan waktu yang ditunjukkan setiap akhir dari elemen-elemen kerja pada lembar pengamatan.
2. Pengukuran waktu secara berulang-ulang (repetitive timing)
Disebut juga sebagai snap-back method, di mana jarum penunjuk stop-watch akan selalu dikembalikan (snap-back) lagi ke posisi nol pada setiap akhir dari elemen kerja yang diukur. Setelah dilihat dan dicatat waktu kerja yang diukur kemudian tombol ditekan lagi dan segera jarum penunjuk bergerak untuk mengukur elemen kerja berikutnya. Demikian seterusnya sampai akhir dari elemen tombol ditekan lagi untuk mengembalikan jarum ke nol.
3. Pengukuran waktu secara penjumlahan (accumulative timing)
Memungkinkan pembacaan data waktu secara langsung untuk masing-masing elemen kerja yang ada. Di sini akan digunakan dua atau lebih stop-watch yang akan bekerja secara bergantian. Dua atau tiga stop-watch dalam hal ini akan didekatkan sekaligus pada papan pengamatan dan dihubungkan dengan suatu tuas. Apabila stop-watch pertama dijalankan, maka stop-watch nomor dua dan tiga berhenti dan jarum tetap pada posisi nol. Apabila elemen kerja sudah berakhir maka tuas ditekan yang akan menghentikan gerakan jarum dari stop-watch pertama dan menggerakan stop-watch kedua untuk mengukur elemen kerja berikutnya. Begitu juga untuk proses berikutnya, hingga nantinya tuas menggerakkan stop-watch pertama kembali menjadi nol untuk menghitung elemen kerja yang lain.
2.2 Teknik Pengambilan Sampel.
Waktu yang diperlukan untuk melaksanakan elemen-elemen kerja pada umumnya akan sedikit berbeda dari siklus ke siklus kerja sekalipun pekerja bekerja pada kecepatan normal dan uniform. Aktivitas pengukuran kerja pada dasarnya adalah merupakan proses sampling.
Menurut Padus & Santos (1998), sampling adalah proses mendapatkan informasi dari bagian yang tepat dari populasi. Tujuan akhir dari semua rencana
sampling untuk dapat menggambarkan karakteristik populasi melalui nilai-nilai yang
diperoleh dari sampel seakurat mungkin. Oleh karena itu jelas bahwa jika satu orang untuk menarik kesimpulan berdasarkan pada sampel kecil, maka sampel harus meniru perilaku populasi sedekat mungkin.
Sritomo (2008) menyatakan bahwa, konsekwensi yang diperoleh adalah bahwa semakin besar jumlah siklus kerja yang diamati/diukur maka akan semakin mendekati kebenaran akan data waktu yang diperoleh. Konsistensi dari hasil pengukuran dan pembacaan waktu oleh stop-watch akan merupakan hal yang
diinginkan dalam proses pengukuran kerja. Semakin kecil variasi atau perbedaan data waktu yang ada, jumlah pengukuran/pengamatan yang harus dilakukan juga akan cukup kecil, sebaliknya semakin besar variabilitas dari data waktu pengukuran akan menyebabkan jumlah siklus kerja yang diamati juga akan semakin besar agar bisa diperoleh ketelitian yang dikehendaki
Jumlah sampel untuk data pengamatan ditentukan menggunakan rumus slovin, yaitu sebagai berikut (Padus & Santos, 1998) :
Di mana:
n = ukuran sampel N = ukuran populasi
E = nilai kritis yang diinginkan (persen kelonggaran karena ketidak telitian pengambilan sampel)
2.3 Uji Keseragaman Data.
Menurut Sritomo (2008), selain kecukupan data harus dipenuhi dalam pelaksanaan time study maka yang tidak kalah pentingnya adalah bahwa data yang diperoleh haruslah juga seragam. Keseragaman data diuji dengan menggunakan dua cara, yaitu:
1. Visual.
Uji Keseragaman data secara visual dilakukan secara sederhana, mudah dan cepat. Di sini kita hanya sekedar melihat data yang terkumpul dan seterusnya mengidentifikasi data yang terlalu “ekstrim”. Yang dimaksudkan dengan data ekstrim adalah data yang terlalu besar atau terlalu kecil dan jauh menyimpang dari trend rata-ratanya. Data yang terlalu ekstrim ini sewajarnya kita buang jauh-jauh dan tidak dimasukkan dalam perhitungan selanjutnya
2. Aplikasi peta control (Control Chart).
Peta control adalah suatu alat yang tepat guna dalam menguji keseragaman data dan/atau keajegan data yang diperoleh dari hasil pengamatan.
Membuat peta control dengan cara menghitung UCL (Upper Control Limit) dan LCL (Lower Control Limit) yang sebelumnya harus dicari terbelih dahulu standar deviasinya, dengan menggunakan rumus sebagai berikut:
Di mana:
populasi
x
̄
= rata-rata data yang diamati X = data pada sampeln = ukuran populasi
Setelah didapat standar deviasi kemudian dihitung standar deviasi untuk tiap groupnya dengan menggunakan rumus sebagai berikut:
populasi n = ukuran sampel
Setelah mendapatkan standar deviasinya baru dapat dihitung UCL dan LCL, untuk mencari tahu apakah data yang didapat sudah seragam, dengan rumus sebagai berikut:
Di mana :
k = koefisien error, dalam penelitian ini penulis menggunakan error 1%, di mana k=99%=3
2.4 Produktivitas.
Menurut Almigo (2004), Produktivitas merupakan suatu hasil kerja dari seorang pekerja. Hasil kerja pekerja ini merupakan suatu proses bekerja dari seseorang dalam menghasilkan suatu barang atau jasa. Proses kerja dari pekerja ini merupakan produktivitas dari pekerja. Sering terjadi produktivitas pekerja menurun dikarenakan kemungkinan adanya ketidaknyamanan dalam bekerja. Menurut Sritomo (2008), Produktivitas pada dasarnya akan berkaitan erat pengertiannya dengan sistem produksi, yaitu sistem di mana faktor-faktor semacam:
• Tenaga kerja (direct atau indirect labour).
• Modal/capital berupa mesin, peralatan kerja, bahan baku, bangunan pabrik, dan lain-lain.
Dikelola dalam suatu cara yang teroganisir untuk mewujudkan barang (finished
goods product) atau jasa (service) secara efektif dan efisien.
Produktivitas adalah pengukuran produktivitas yang mencakup efisiensi dan juga efektivitas. Hal in penting untuk mengetahui pekerja manakah yang produktif dan mana yang tidak (Bhatti dan Qureshi, 2007).
Proses produksi dapat dinyatakan sebagai serangkaian aktivitas yang diperlukan untuk mengolah ataupun merubah sekumpulan masukan (input) menjadi sejumlah keluaran (output) yang memiliki nilai tambah (added value). Mengenai nilai tambah yang dimaksud di sini adalah nilai dari keluaran yang “bertambah” dalam pengertian nilai fungsional (kegunaan) dan/atau nilai ekonomisnya.
Secara sederhana proses produksi menurut Sritomo (2008) dapat digambarkan dalam bagan input-output sebagai berikut:
• Bahan Baku dan
Penunjang
• Tenaga Kerja
• Mesin dan Fasilitas Produksi Lainnya • Informasi • Energi • Waktu • Dan Lain-lain 1.Kegiatan Produktif
• Transportasi fisik dan/atau non fisik
• Proses Nilai Tambah (nilai fungsional dan ekonomis) 2.Kegiatan Non Produktif
• Idle/Delays •Set-Up,
Loading-unloading, material handling, dan lain-lain
• Produk/Jasa
• Limbah (padat, cair, gas)
• Informasi (sebagai “feed back”)
Input Process Output
Gambar 2.1 Bagan Input-Output Dalam Sebuah Proses Produksi.
Selanjutnya berbicara tentang produktivitas, maka hal ini secara sederhana dapat didefinisikan sebagai perbandingan (rasio) antara output per inputnya. (Sritomo, 2008)
Pada Hakikatnya produktivitas kerja akan banyak ditentukan oleh dua faktor utama yaitu:
• FAKTOR TEKNIS: yaitu faktor yang berhubungan dengan pemakaian dan penerapan fasilitas produksi secara lebih baik, penerapan metode kerja yang lebih efektif dan efisien, dan atau penggunaan bahan baku yang lebih ekonomis.
• FAKTOR MANUSIA: yaitu faktor yang mempunyai pengaruh terhadap usaha-usaha yang dilakukan manusia di dalam menyelesaikan pekerjaan yang menjadi tugas dan tanggung jawabnya. Di sini ada dua hal pokok yang menentukan, yaitu kemampuan kerja (ability) dari pekerja tersebut dan yang lain adalah motivasi kerja yang merupakan pendorong ke arah kemajuan dan peningkatan prestasi kerja atas seseorang
Menurut Sritomo (2008), Penekanan faktor manusia sebagai unsur penentu untuk kenaikan produktivitas dalam kondisi tertentu haruslah mendapatkan prioritas yang lebih tinggi dibandingkan faktor-faktor teknis. Di sini haruslah diusahakan untuk mengeliminir pemakaian dan penerapan teknologi yang lebih berorientasi pada proses mekanisasi atau otomatisasi yang tanpa batas, yang mana untuk ini haruslah kita lebih berpandai-pandai mengelola dan memanfaatkan segala sumber daya dan potensi manusia pekerja yang ada dengan sebaik-baiknya.
2.4.1 Pengukuran Produktivitas.
Produktivitas seringkali diidentifikasi dengan efisiensi dalam arti suatu rasio antara keluaran (output) dan masukan (Input). Rasio Keluaran dan masukan ini dapat juga dipakai untuk menghampiri usaha yang dilakukan oleh manusia. Sebagai ukuran efisiensi/produktivitas kerja manusia, maka, rasio tersebut umumnya berbentuk keluaran yang dihasilkan oleh aktivitas kerja dibagi dengan jam kerja (man hours) yang dikontribusikan sebagai sumber masukan dengan rupiah atau unit produksi lainnya sebagai dimensi tolak ukurnya.
Berdasarkan identifikasi tersebut, Produktivitas secara umum akan dapat diformulasikan sebagai berikut (Sritomo, 2008):
Dari formulasi dapat diukur penambahan atau pengurangan produktivitas dengan jalan menghitung rasio indeks keluaran dengan indeks masukannya. Produktivitas akan bertambah bila ada penambahan secara proporsional dari nilai keluaran per masukan.
Untuk mengukur produktivitas kerja dari tenaga kerja manusia, operasi mesin, maka formulasi berikut bisa dipakai untuk maksud ini, yaitu:
Disini Produktivitas dari tenaga kerja ditunjukkan sebagai rasio dari jumlah keluaran yang dihasilkan per total tenaga kerja yang jam-manusia (man-hours), yaitu jam kerja yang dipakai untuk menyelesaikan pekerjaan tersebut.
Dapat dinyatakan bahwa seseorang telah bekerja dengan produktif jikalau ia telah menunjukan output kerja yang paling tidak telah mencapai suatu ketentuan minimal. Menurut Sritomo (2008), ada dua unsur yang bisa dimasukkan sebagai kriteria produktivitas, yaitu:
• besar-kecilnya keluaran yang dihasilkan, dan
• waktu kerja yang dibutuhkan untuk menyelesaikan pekerjaan itu.
Waktu kerja di sini adalah suatu ukuran umum dari nilai masukkan yang harus diketahui guna melaksanakan penelitian dan penilaian mengenai produktivitas kerja manusia. Masukan yang berupa waktu ini dapat diteliti dengan cara melakukan studi mengenai tata cara dan pengukuran waktu kerja (motion & time study), yaitu dengan mencari waktu standar (waktu baku).
2.4.2 Waktu Normal.
Rating factor (performance rating/speed rating) diaplikasikan untuk
menormalkan waktu kerja yang diperoleh dari pengukuran kerja akibat tempo atau kecepatan kerja operator yang berubah-ubah.
Untuk maksud ini, maka waktu normal dapat diperoleh dari rumus berikut:
Nilai waktu yang diperoleh di sini masih belum bisa ditetapkan sebagai waktu baku untuk penyelesaian suatu operasi kerja, karena di sini faktor-faktor yang berkaitan dengan allowance time (kelonggaran waktu) agar operator bisa bekerja dengan sebaik-baiknya masih belum dikaitkan
2.4.3 Performance Rating Menggunakan Westinghouse.
Performance rating dapat dihitung dengan menggunakan tabel Westinghouse rating system. “Di sini selain kecakapan (skill) dan usaha (effort) yang telah
dinyatakan oleh Bedaux sebagai faktor yang mempengaruhi manusia, maka
Westinghouse menambahkan lagi dengan kondisi kerja (working condition) dan
keajegan (consistency) dari operator di dalam melakukan kerja” (Sritomo, 2008). Jadi menurut Freivalds (2009), Westinghouse rating system mempertimbangkan empat faktor dalam mengevaluasi produktivitas pekerja, yaitu: Skill, Effort,
Condition dan Consistency. Dalam laporan ini menggunakan westinghouse rating system karena mempertimbangkan keempat faktor tersebut maka westinghouse rating system merupakan metode pemberian nilai yang pada umumnya digunakan
untuk mengukur performance rating.
“Setelah Skill, Effort, Condition dan Consistency dari proses telah ditentukan, dan nilai kesetaraanya telah ditetapkan, peneliti dapat menentukan keseluruhan produktivitas dengan menggabungkan keempat nilai dan menjumlahkannya” Freivalds (2009).
2.4.3.1Skill.
Skill didefenisikan sebagai kecapakan dalam metode yang diberikan
dan keterkaitan dengan keahlian, seperti koordinasi yang tepat antara pikiran dengan tangan. Skill pekerja merupakan hasil dari pengalaman dan kemampuan yang dimilikinya, seperti koordinasi natural dan ritme. Skill meningkat seiring berjalannya waktu, karena meningkatnya kebiasaan dengan
pekerjaan yang membutuhkan kecepatan, keluwesan gerakan, serta bebas dari keragu-raguan dan salah gerakan. Penurunan skill biasanya disebabkan oleh beberapa pelemahan kemampuan, dikarenakan faktor fisik maupun psikologi seperti menurunnya pengelihatan, berkurangnya refleks, dan hilangnya kemampuan otot. Oleh karena itu kemampuan seseorang dapat bervariasi dari satu kerjaan ke kerjaan lainnya.
2.4.3.2Effort.
Effort didefinisikan sebagai hasil dari keinginan untuk bekerja secara
efektif. Effort adalah perwakilan dari skill yang diterapkan. Ketika mengevaluasi effort pekerja, pengamat harus menilai efektif dari effort efektif-nya saja, karena kadang-kadang pekerja akan menerapkan effort yang salah hanya untuk meningkatkan penilaian waktu siklus.
2.4.3.3Condition.
Condition akan mempengaruhi pekerja, bukan proses kerjanya, yang
termasuk di dalamnya adalah suhu, ventilasi, cahaya dan tingkat kebisingan. Faktor yang mempengaruhi hasil kerja, seperti bahan dan peralatan, tidak akan dipedulikan dalam menerapkan performance rating pada bagian
condition.
2.4.3.4Consistency.
Consistency harus dievaluasi jika penelitian dilakukan menggunakan
metode snap-back. Nilai waktu yang konstan dilakukan berulang memiliki
consistency yang sempurna. Situasi ini sangat sering terjadi, karena ada
kecenderungan keragaman karena kekerasan bahan, alat gunting, pelumas, dan elemen asing. Proses kerja yang dikendalikan secara mekanisasi akan mempunyai nilai consistency yang hampir sempurna.
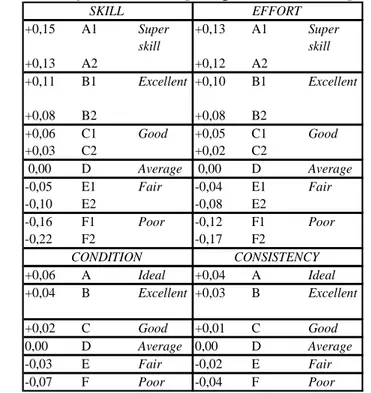
Tabel 2.1 Performance Rating dengan Sistem Westinghouse.
+0,15 A1 Super skill +0,13 A1 Super skill +0,13 A2 +0,12 A2 +0,11 B1 Excellent +0,10 B1 Excellent +0,08 B2 +0,08 B2 +0,06 C1 Good +0,05 C1 Good +0,03 C2 +0,02 C2 0,00 D Average 0,00 D Average -0,05 E1 Fair -0,04 E1 Fair -0,10 E2 -0,08 E2 -0,16 F1 Poor -0,12 F1 Poor -0,22 F2 -0,17 F2 +0,06 A Ideal +0,04 A Ideal +0,04 B Excellent +0,03 B Excellent +0,02 C Good +0,01 C Good 0,00 D Average 0,00 D Average -0,03 E Fair -0,02 E Fair -0,07 F Poor -0,04 F Poor SKILL EFFORT CONDITION CONSISTENCY
Sumber: Sritomo (2008)
2.4.4 Allowance.
Pengambilan data biasanya dilakukan dalam waktu yang relatif singkat. Oleh karena itu, waktu normal tidak mengikut sertakan penundaan (idle) saat dilakukan pengamatan. Oleh sebab itu, peneliti harus membuat beberapa penyesuaian guna mengimbangi waktu yang terbuang percuma.
Menurut Freivalds (2009) Allowance dapat diterapkan pada total waktu siklus yang dinyatakan dalam persen dari waktu siklus, dan pengimbangan penundaan seperti kebutuhan personal (personal needs), kelelahan (basic fatigue), membersihkan tempat kerja, dan lain sebagainya. Allowance yang digunakan berdasarkan tabel ILO (International Labour Organisation) Allowance.
2.4.4.1Personal Needs.
Personal needs termasuk penghentian dalam pekerjaan yang
diperlukan untuk mempertahankan kesejahteraan pekerja: contohnya perjalanan untuk mencapai tempat minum kemudian minum dan keperluan untuk ke kamar kecil/toilet. Kondisi sekitar tempat kerja mempengaruhi waktu yang diperlukan untuk keperluan pribadi. Pekerja yang bekerja di temperatur panas membutuhkan allowance yang lebih besar dibandingkan pekerja yang bekerja di ruangan bersuhu nyaman.
Tidak ada dasar ilmiah untuk menentukan nilai persen yang akan diberikan. Akan tetapi, cek produksi rinci telah menunjukkan bahwa penyisihan 5 persen untuk waktu pribadi (personal needs), atau sekitar 24 menit dalam 8 jam.
2.4.4.2Basic Fatigue.
Basic Fatigue allowance adalah konstan untuk memperhitungkan energi yang
dikeluarkan untuk melaksanakan pekerjaan dan meringankan pekerjaan yang berulang-ulang (monoton). Nilai 4 persen untuk waktu normal dianggap memadai untuk pekerja yang melakukan pekerjaan ringan, sambil duduk, dibawah kondisi kerja yang baik, tanpa batasan spesial pada sistem sensoris atau motoris
2.4.5 Penetapan Waktu Standar.
Waktu standar dapat ditetapkan setelah dicari terlebih dahulu waktu normal, serta menetapkan allowance (kelonggaraan) yang yang diberikan kepada para pekerja untuk berbagai macam hal.
Untuk mempermudah waktu standar untuk penyelesaian suatu operasi kerja di sini waktu normal harus ditambah dengan allowance time (yang merupakan persentase dari waktu normal). Disamping itu ada kecenderungan untuk mempertimbangkan allowance time ini sebagai waktu yang diberikan/dilonggarkan untuk berbagai macam hal per hari kerja. Dengan demikian waktu baku tersebut dapat diperoleh dengan mengaplikasikan rumus berikut:
2.5 SPSS (Statistical Product and Service Solution).
SPSS adalah program aplikasi yang memiliki kemampuan analisis statistik cukup tinggi serta manajemen data pada lingkungan grafis dengan menggunakan menu-menu deskriptif dan kotak-kotak dialog yang sederhana sehingga mudah untuk dipahami cara pengoperasiannya. Beberapa aktivitas dapat dilakukan dengan mudah dengan menggunakan pointing dan clicking mouse.
2.5.1 Uji Validitas.
Validitas adalah tingkat kemampuan skala atau instrumen untuk mengukur apa yang seharusnya diukur (Ruslan, 2004:276). Suatu instrumen dikatakan valid apabila instrumen tersebut dapat mengukur apa yang seharusnya diukur. Tujuannya agar meningkatkan bobot kebenaran data yang diinginkan peneliti.
Dalam pengambilan keputusan tentang validitas suatu butir pertanyaan, maka terdapat dasar pengambilan keputusan, yaitu:
1. Jika r hasil positif serta r hasil > r tabel, maka butir atau variabel tersebut
valid.
2. Jika r hasil positif serta r hasil < r tabel, maka butir atau variabel tersebut tidak valid.
3. Jika hasil positif serta r hasil < r tabel, namaun bertanda negative maka butir atau variabel tersebut tidak valid. (Santosa, 2005:247)
Menurut Masrun dalam buku Sugiyono yang berjudul Metode Penelitian Bisnis, setiap pertanyaan dari kuesioner dapat dikatakan valid apabila r hasil sama atau lebih dari 0,3 (2004: 124)
2.5.2Uji Reliabilitas
Suatu kuesioner dikatakan reliabel apabila memberikan hasil score yang konsisten pada setiap pengukuran. Suatu kuesioner bisa saja reliabel tetapi tidak
valid, tetapi suatu kuesioner tidak bisa dikatakan valid bila tidak reliabel. Ini berarti
reliatibilitas merupakan syarat perlu tapi tidak cukup untuk menentukan validitas. SPSS menyediakan beberapa pilihan model reliabilitas (Uyanto, 2009) :
• Koefisien Alpha Cronbach • Koefisien Split-half • Guttman
• Paralell
• Strict Paralell
Dalam penelitian ini digunakan koefisien Alpha Cronbach yang merupakan model internal consistency score berdasarkan korelasi purata antara butir-butir (items) yang ekivalen. Alpha Cronbach ini digunakan karena merupakan salah satu koefisien reliabilitas yang paling sering digunakan. Skala pengukuran yang reliabel sebaiknya memiliki nilai Alpha Cronbach minimal 0,70 (Uyanto, 2009). Suatu kuesioner dinyatakan reliable.
Beberapa karakteristik Alpha Cronbach menurut Uyanto (2009), adalah ssebagai berikut:
• Nilai Alpha Cronbach akan bertambah besar sejalan dengan bertambahnya butir-butir pertanyaan.
• Nilai Alpha Cronbach berkisar antara 0 dan 1.
• SPSS juga menghitung Alpha if Item Deleted untuk setiap butir pertanyaan. Bila ada butir atau item pada kolom Alpha if Item Deleted ini memberi nilai koefisien yang lebih tinggi dari nilai Alpha
Cronbach keseluruhan, maka butir atau item tersebut sebaiknya dihilangkan atau direvisi.
• Nilai Alpha Cronbach Negatif menunjukkan pengkodean data yang tidak konsisten atau akibat pencampuran butir dengan dimensi pengukuran yang berbeda.
• SPSS juga menghitung Corrected Item-Total Correlation yang merupakan korelasi pearson antara setiap butir tersebut dengan purata butir-butir lain yang ada dalam skala pengukuran.
• Bila Item-Total Correlation bernilai negatif berarti arah pengkodean dari butir tersebut berlawanan atau terbalik dengan arah pengkodean butir lain.
• SPSS juga menghitung Squared Multiple Corelation ( ). Semakin besar nilai Squared Multiple Corelation ( ) suatu butir, semakin besar pula kontribusi butir tersebut terhadap internal consistency. Semakin rendah nilai Squared Multiple Corelation ( ) suatu butir, semakin besar kemungkinan harus menghilangkan atau merevisi butir tersebut
2.5.3Menghitung Korelasi Pearson Product Moment.
Korelasi adalah ukuran hubungan (relationship) antara dua variable, terutama untuk variable kuantitatif. Ukuran hubungan antara dua variabel kualitatif biasa disebut asosiasi.
Korelasi Pearson Product Moment digunakan untuk mengukur kekuatan hubungan linier antara dua variable kontinu (mempunyai skala interval atau skala ratio) (Uyanto, 2009)
Untuk menghitung korelasi pearson ini digunakan program SPSS (Statistical Product
and Service Solution) yang di mana perhitungan secara manualnya adalah dengan
menggunakan rumus (Pratisto, 2009):
Di mana:
n = jumlah data i = data ke-i X = variabel 1 Y = variabel 2
Menurut Pratisto (2009), apabila suatu korelasi bertanda positif (+) maka terdapat hubungan positif antara kedua variabel, di mana jika satu variabel meningkat maka variabel lainnya juga akan meningkat (kedua variabel berbanding searah). Sedangkan apabila suatu korelasi bertanda negatif (-) maka terdapat hubungan yang negatif antara kedua variabel, di mana jika suatu variabel meningkat maka variabel lainnya akan menurun (kedua variabel berbanding terbalik).