i
ABSTRAK
“CV MITRA ABADI SEJAHTERA” merupakan perusahaan yang bergerak di bidang industri garment. Dalam kegiatan produksinya, CV MITRA ABADI SEJAHTERA memproduksi berbagai macam pakaian secara mass production (kemeja lengan panjang dewasa) dan job order (kemeja anak-anak, pakaian bayi, piyama, seragam karayawan). Penulis mengamati sebuah lini produksi jenis mass production produk kemeja lengan panjang dewasa, adapun masalah yang terjadi pada perusahaan ini adalah adanya delay di beberapa stasiun seperti stasiun 2,4, 5, 7, 9, 10, 14, 15, dan 16 serta penumpukan di stasiun 3, 8, 11, 12, 13, dan 17 , dan target produksi yang diinginkan perusahaan tidak dapat tercapai. Oleh sebab itu diperlukan suatu perbaikan lintasan produksi yang akhirnya diharapkan dapat meningkatkan kapasitas produksi dan tercapainya target produksi dengan baik Target produksi yang ditetapkan perusahaan adalah sebesar 700 unit produk/minggunya..
Dalam penyeimbangan lintasan produksi ini, penulis terlebih dahulu mengukur waktu baku untuk setiap elemen kerja. Metode penyeimbangan lintasan produksi yang digunakan adalah Algoritma Genetika (GA), dimana penulis juga membuat softwarenya dengan tujuan untuk mempersingkat waktu perhitungan. Software yang dibuat tersebut divalidasi melalui contoh kasus yang telah dihitung secara manual. Selain itu, penulis juga menggunakan metode Helgeson-Birnie Approach (Rank Positional Weight / RPW) dan Kilbridge-Wester Heuristic (Region Approach) sebagai pembandingnya. Efisiensi lintasan total melalui metode Algoritma Genetika sebesar 73,93%, sedangkan metode RPW adalah sebesar 66,84%, dan dengan metode Region sebesar 66,87%.
ii
DAFTAR ISI
Cover
Abstrak……….. i
Lembar Pengesahan ………. ii
Kata Pengantar…... iii
Daftar Isi ……….. v
Daftar Tabel ………. ix
Daftar Gambar ………. xi
Daftar Lampiran... xii BAB 1 PENDAHULUAN
1.1 Latar Belakang Masalah ... 1-1 1.2 Identifikasi Masalah ... 1-2 1.3 Pembatasan Masalah Dan Asumsi... 1-2 1.4 Perumusan Masalah ... 1-2 1.5 Tujuan Penelitian ... 1-3 1.6 Sistematika Penulisan ... 1-3 BAB 2 TINJAUAN PUSTAKA
iii
2.7.1 Metode Bobot Posisi (Rank Positional Weight/RPW)….. 2-15 2.7.2 Metode Wilayah (Region Approach)………... 2-16 2.8 Metode Algoritma Genetika (GA)……… 2-17 2.9 Parameter Algoritma Genetika (GA)……… 2-18 2.10 Cara Kerja Algoritma Genetika….………... 2-19 2.11 Operator Genetik………..……… 2-20 BAB 3 METODOLOGI PENELITIAN
3.1Studi Pendahuluan……… 3-1
3.2Identifikasi Masalah………. 3-1 3.3Pembatasan Masalah Dan Asumsi……… 3-1
3.4Perumusan Masalah……….. 3-4
3.5Tujuan Penelitian……….. 3-4
3.6Studi Pustaka……… 3-4
3.7Penentu Metode Pemecahan Masalah………. 3-4
3.8Pengumpulan Data……….... 3-5
3.9Pengolahan Data………... 3-5
3.10 Analisis Data……….. 3-20 3.11 Kesimpulan dan Saran……… 3-20 BAB 4 PENGUMPULAN DATA
4.1Sejarah Singkat Perusahaan………..………. 4-1 4.2Struktur Organisasi………... 4-1 4.3Jam Kerja Perusahaan……….. 4-2 4.4Data Mesin Yang Digunakan.. ……….……….. 4-2 4.5Data Waktu Proses……….. 4-2 4.6Peta Proses Operasi……….………... 4-6 4.7Precedence Diagram ….……….……….. 4-8 4.8Stasiun Kerja Kondisi Perusahaan……….……… 4-9
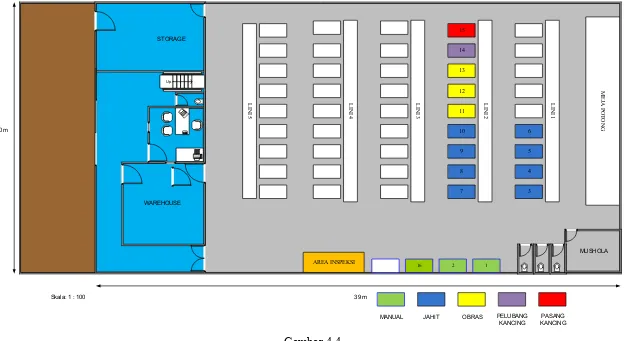
4.9Layout Pabrik………. 4-10
BAB 5 PENGOLAHAN DAN ANALISIS DATA
5.1 Pengolahan Data………... 5-1
iv
5.1.1.1 Pengujian Kenormalan Data... 5-1 5.1.1.2 Pengujian Keseragaman Data... 5-3 5.1.1.3 Pengujian Kecukupan Data... 5-4 5.1.2 Perhitungan Waktu Baku……….………. 5-6 5.1.2.1 Penyesuaian………... 5-6 5.1.2.2 Kelonggaran………... 5-8 5.1.2.3 Waktu Baku………... 5-9 5.1.3 Lintasan Produksi Saat Ini ……… 5-10 5.1.4 Tahapan Penyeimbangan Lintasan Produksi………. 5-11
5.1.4.1 Tahapan Penyeimbangan Lintasan Helgeson-Birnie Approach (RPW)………..… 5-11 5.1.4.2 Tahapan Penyeimbangan Lintasan Kilbridge-Wester Heuristic (Region Approach)……….. 5-15 5.1.4.3 Tahapan Penyeimbangan Lintasan Algoritma
Genetika (GA)……….... 5-19 5.1.5 Pembentukan Lintasan Baru Berdasarkan Jam
Kerja Pemerintah ……….. 5-21 5.1.6 Laju Aliran Lintasan Produksi………..………. 5-23 5.1.6.1 Laju Aliran Algoritma Genetika………. 5-23 5.1.6.2 Laju Aliran Sesuai Jam Kerja Pemerintah……....5-25 5.1.7 Penentuan Metode Penyeimbangan Lintasan
Produksi ……… 5-27 5.2 Analisis………... 5-28 5.2.1 Analisis Uji Validasi Software……….. 5-28 5.2.2 Analisis Kelemahan Metode Yang Diterapkan
Perusahaan………. 5-28 5.2.3 Analisis Metode Penyeimbangan Lintasan Usulan... 5-29 5.2.4 Analisis Perbandingan Metode Perusahaan Dengan
Metode Usulan Terpilih………... 5-30 5.2.5 Analisis Keunggulan Dan Kelemahan Metode Yang
v
5.2.6 Analisis Penyeimbangan Lintasan Baru Berdasarkan
Jam Kerja Pemerintah..………. 5-31 BAB 6 KESIMPULAN DAN SARAN
vi
DAFTAR TABEL
Tabel Nama Tabel Halaman
2.1 Faktor Penyesuaian Metode Schumard 2-6 2.2 Faktor Penyesuaian Metode Westinghouse 2-7 2.3 Tingkat Kesulitan Kerja (p2) Metode Objektif 2-8
4.1 Jam Kerja Efektif Perusahaan 4-2
4.2 Data Mesin Yang Diamati 4-2
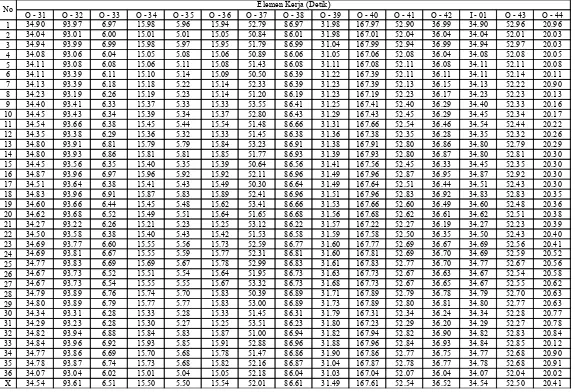
4.3 Data Waktu Siklus Tiap Elemen Kerja 4-3
4.4 Keterangan Operasi Setiap Elemen Kerja 4-7
4.5 Stasiun Kerja Kondisi Perusahaan 4-9
5.1 Uji Normal Elemen Kerja 1 5-1
5.2 Ringkasan Uji Kenormalan Data 5-2
5.3 Uji Seragam Elemen Kerja 1 5-3
5.4 Ringkasan Uji Keseragaman Data 5-4
5.5 Uji Kecukupan Data 5-5
5.6 Faktor Penyesuaian 5-6
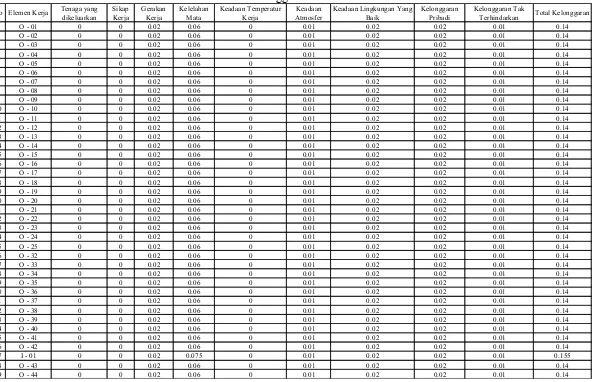
5.7 Faktor Kelonggaran 5-8
5.8 Perhitungan waktu Baku 5-9
5.9 Lintasan Produksi Saat Ini 5-10
5.10 Pembobotan Setiap Elemen Kerja 5-11
5.11 Pengurutan Bobot Setiap Elemen Kerja 5-12
5.12 Penugasan Elemen Kerja Metode RPW 5-13
5.13 Efisiensi Lintasan Total Metode RPW 5-14
5.14 Pembagian Region Elemen Kerja 5-16
5.15 Penugasan Setiap Elemen Kerja Metode Region 5-17 5.16 Efisiensi Lintasan Total Metode Region 5-18
5.17 Penugasan Mesin Simple Case 5-20
5.18 Efisiensi Lintasan Total Metode Algoritma Genetika 5-22 5.19 Lintasan Produksi Menggunakan Jam Kerja Pemerintah 5-23
vii
DAFTAR TABEL
Tabel Nama Tabel Halaman
viii
DAFTAR GAMBAR
Gambar Nama Gambar Halaman
2.1 Proses Seleksi Dengan Regular Sampling Space 2-25 2.2 Proses Seleksi Dengan Enlarge Sampling Space 2-22
3.1 Flowchart Penelitian 3-2
3.2 Flowchart Uji Normal, Seragam Dan Cukup 3-5
3.3 Langkah-langkah Algoritma Genetika 3-6
3.4 Flowchart Proses Encoding Awal 3-7
3.5 Flowchart Proses Decoding 3-10
3.6 Flowchart Proses Crossover 3-12
3.7 Flowchart Proses Mutasi 3-15
3.8 Flowchart Proses Seleksi 3-19
4.1 Struktur Organisasi Perusahaan 4-1
4.2 PPO Kemeja Lengan Panjang Dewasa 4-6
4.3 Precedence Diagram Kemeja Lengan Panjang 4-8
4.4 Layout Perusahaan Saat Ini 4-7
5.1 Kurva Wilayah Kritis Elemen Kerja 1 5-2
5.2 Uji Keseragaman Elemen Kerja 1 5-3
5.3 Penetapan Region Predence Diagram 5-15
5.4 Laju Aliran Algoritma Genetika 5-22
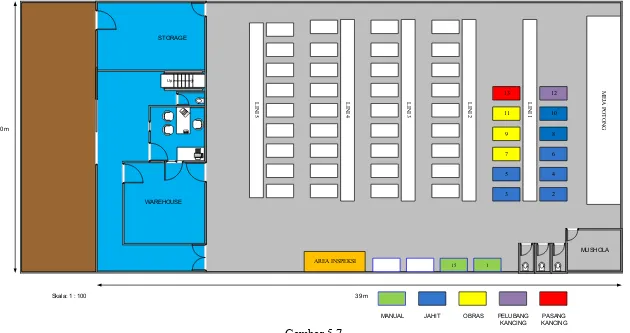
5.5 Layout Usulan Algoritma Genetika 5-23
5.6 Laju Aliran Jam Kerja Pemerintah 5-24
ix
DAFTAR GAMBAR
Lampiran Judul Halaman
A Perhitungan Algoritma Genetika Pada Simple Case A – 1
Secara Manual
B Hasil Simple Case Menggunakan Software B – 1
Lampiran A-1
LAMPIRAN A
Perhitungan Algoritma Genetika Pada
Lampiran A-2 Simple Case
Contoh kasus line balancing :
No Elemen
Target produksi : 1200 unit/hari Jam kerja : 8 jam kerja/hari
Waktu siklus (C) = waktu ker ja yang ter sedia tar get pr oduksi =
∗
= 24 detik Parameter algoritma genetika :
Ukuran populasi = 4
Jumlah generasi = 2
Probabilitas crossover (Pc) = 0.95
Probabilitas mutasi (Pm) = 0.01
Lampiran A-3
Langkah 1 : Menentukan Encoding generasi ke-0
Dalam proses encoding ini terbentuk 4 buah kromosom sebagai populasi awal sesuai dengan ukuran populasi yang telah ditentukan di awal.
Berdasarkan precedence diagram yang telah dibentuk, maka semua elemen kerja ditugaskan dalam masing-masing kromosom dengan memperhatikan :
Waktu setiap stasiun kerja tidak boleh melebihi waktu siklus aktual.
Jenis mesin yang digunakan dalam satu stasiun kerja adalah sama.
Urutan penugasan elemen kerja dalam suatu stasiun kerja tidak boleh ada yang backtrack.
Berikut ini adalah kromosom-kromosom yang terbentuk :
Kromosom 1 1 1 3 1 3 4 5 1 3 4 5 5 2 2 6
Kromosom 2 2 2 3 2 2 4 5 3 3 4 5 5 1 1 6
Kromosom 3 1 1 3 1 1 2 4 2 2 2 5 5 4 4 5
Kromosom 4 2 2 3 2 3 3 5 2 4 4 5 5 1 1 6
Berdasarkan kromosom yang telah terbentuk diatas, maka didapatkan hasil penugasan elemen kerja untuk setiap kromosom sebagai berikut :
1. Kromosom 1
Stasiun Mesin Operasi ti (detik) CUM ti
Lampiran A-4 2. Kromosom 2
Stasiun Mesin Operasi ti (detik) CUM ti
13 8 8
Stasiun Mesin Operasi ti (detik) CUM ti
Lampiran A-5 4. Kromosom 4
Stasiun Mesin Operasi ti (detik) CUM ti
13 8 8
Langkah 2 : Menghitung Decoding
Ukuran dari fitness value yang digunakan adalah efisiensi lintasan total (ELT), sebab dengan semakin besarnya nilai ELT, maka suatu lintasan produksi dapat dikatakan lebih efisien.
Berikut ini adalah nilai decoding dari setiap kromosom awal : 1. Kromosom 1
Stasiun Mesin Operasi ti (detik) CUM ti Efisiensi Stasiun
Lampiran A-6 2. Kromosom 2
Stasiun Mesin Operasi ti (detik) CUM ti Efisiensi Stasiun
13 8 8
Stasiun Mesin Operasi ti (detik) CUM ti Efisiensi Stasiun
Lampiran A-7
Stasiun Mesin Operasi ti (detik) CUM ti Efisiensi Stasiun
13 8 8
Langkah 3 : Melakukan Crossover
Langkah-langkah untuk melakukan proses crossover dari semua parent yang ada adalah sebagai berikut :
Menetapkan probabilitas crossover (Pc).
Bangkitkan bilangan random untuk setiap kromosom yang ada, lalu dibandingkan dengan nilai Pc yang telah ditentukan diatas.
Jika nilai bilangan random pada suatu kromosom lebih kecil dari nilai Pc, maka kromosom tersebut dapat menjadi parent untuk proses crossover.
Menentukan pasangan parent yang akan di crossover secara acak.
Tentukan crossing site secara acak dengan menggunakan metode partial-mapped crossover, kemudian tukarkan nilai yang ada dalam crossing site tersebut pada masing-masing pasangan parent.
Kromosom baru hasil proses crossover dinamakan offspring crossover. Bilangan random untuk Pc kromosom 1 : 0.724
Bilangan random untuk Pc kromosom 2 : 0.428 Bilangan random untuk Pc kromosom 3 : 0.195 Bilangan random untuk Pc kromosom 4 : 0.837
Lampiran A-8
Kromosom 1 1 1 3 1 3 4 5 1 3 4 5 5 2 2 6
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
Kromosom 3 1 1 3 1 1 2 4 2 2 2 5 5 4 4 5
Bilangan random yang diperoleh untuk crossing site pasangan kromosom 2 dan 4 adalah : 5 dan 8.
Kromosom 2 2 2 3 2 2 4 5 3 3 4 5 5 1 1 6
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
Kromosom 4 2 2 3 2 3 3 5 2 4 4 5 5 1 1 6
Hasil crossover dari kedua pasangan kromosom tersebut adalah :
Offspring Crossover Kromosom 1 1 1 3 1 3 2 4 2 2 4 5 5 2 2 6 Tidak Valid Offspring Crossover Kromosom 2 2 2 3 2 2 3 5 2 3 4 5 5 1 1 6 Tidak Valid Offspring Crossover Kromosom 3 1 1 3 1 1 4 5 1 3 2 5 5 4 4 5 Tidak Valid
Offspring Crossover Kromosom 4 2 2 3 2 3 4 5 3 4 4 5 5 1 1 6 Valid
Suatu kromosom dikatakan valid apabila kromosom tersebut memenuhi kriteria sebagai berikut :
Waktu proses total setiap stasiun kerja ≤ waktu siklus aktual.
Semua elemen kerja dalam satu stasiun kerja menggunakan jenis mesin yang sama.
Tidak melanggar precedence diagram.
Lampiran A-9
Berikut adalah hasil dari Offsrping Crossover Kromosom 4: Stasiun Mesin Operasi ti (detik) CUM ti
13 8 8
Langkah 4 : Menghitung Decoding
Decoding hasil crossover generasi ke-1 yang valid adalah Offspring crossover Kromosom 4.
Stasiun Mesin Operasi ti (detik) CUM ti Efisiensi Stasiun
Lampiran A-10
Langkah 5 : Melakukan Mutasi
Langkah-langkah untuk melakukan proses mutasi dari semua kromosom ada adalah sebagai berikut :
Menetapkan probabilitas mutasi (Pm).
Bangkitkan bilangan random untuk setiap nilai gen yang berada dalam setiap kromosom, lalu dibandingkan dengan nilai Pm.
Jika bilangan random lebih kecil dari Pm, maka kromosom tersebut mengalami mutasi.
Proses mutasi dilakukan menggunakan metode order-based mutation, dengan ketentuan sebagai berikut :
Jika nilai bilangan random lebih kecil atau sama dengan ½ Pm, maka kurangi nilai gen dengan satu. Jika nilai gen tersebut adalah satu, maka tambahkan nilai gen tersebut dengan satu.
Jika nilai bilangan random lebih besar dari ½ Pm hingga nilai Pm, maka tambahkan nilai gen tersebut dengan satu.
Kromosom baru hasil proses mutasi dinamakan offspring mutasi.
Berikut ini adalah bilangan random yang dibangkitkan untuk setiap gen pada semua kromosom :
Kromosom 1 1 1 3 1 3 4 5 1 3 4 5 5 2 2 6
0.401 0.865 0.155 0.741 0.333 0.054 0.931 0.253 0.514 0.748 0.935 0.118 0.982 0.902 0.074
Kromosom 2 2 2 3 2 2 4 5 3 3 4 5 5 1 1 6
0.898 0.769 0.128 0.070 0.879 0.794 0.976 0.607 0.689 0.734 0.105 0.002 0.154 0.334 0.434
Kromosom 3 1 1 3 1 1 2 4 2 2 2 5 5 4 4 5
0.309 0.831 0.685 0.278 0.742 0.155 0.175 0.449 0.959 0.512 0.705 0.383 0.833 0.601 0.623
Kromosom 4 2 2 3 2 3 3 5 2 4 4 5 5 1 1 6
0.120 0.259 0.646 0.909 0.444 0.214 0.422 0.636 0.375 0.480 0.017 0.175 0.780 0.707 0.833
Offsrping Crossover Kromosom 4 2 2 3 2 3 4 5 3 4 4 5 5 1 1 6
0.454 0.045 0.446 0.829 0.168 0.383 0.810 0.134 0.964 0.422 0.923 0.729 0.756 0.424 0.937
Lampiran A-11
Langkah 6 : Menghitung Decoding
Hasil dari offspring mutasi yang valid, dihitung decodingnya. Pada contoh kasus yang dihitung oleh penulis, tidak ada kromosom yang mengalami mutasi, maka tidak dilakukan perhitungan decoding untuk hasil mutasi.
Langkah 7 : Melakukan seleksi generasi 1
Hasil efisiensi total dari setiap kromosom yang valid adalah:
No. Kromosom Efisiensi Lintasan
1 Kromosom 1 72.46%
2 Kromosom 2 69.44%
3 Kromosom 3 83.33%
4 Kromosom 4 72.46%
5 Offsrping Crossover Kromosom 4 83.33%
Karena ukuran populasi adalah 4, maka kromosom yang dipilih untuk dilakukan generasi ke-2 adalah 4 buah hasil kromosom terbaik.
Untuk kasus ini, kromosom yang dipilih adalah :
No. Kromosom Efisiensi Lintasan
1 Kromosom 1 72.46%
2 Kromosom 3 83.33%
3 Kromosom 4 72.46%
4 Offsrping Crossover Kromosom 4 83.33%
Langkah 8 : Melakukan Crossover untuk generasi 2
Bilangan random untuk Pc kromosom 1 : 0.813 Bilangan random untuk Pc kromosom 3 : 0.211 Bilangan random untuk Pc kromosom 4 : 0.911
Bilangan random untuk Pc offspring crossover kromosom 4 : 0.474
Lampiran A-12
Kromosom 1 1 1 3 1 3 4 5 1 3 4 5 5 2 2 6
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
Kromosom 2 2 2 3 2 2 4 5 3 3 4 5 5 1 1 6
Bilangan random yang diperoleh untuk crossing site pasangan kromosom 4 dan offspring crossover 4 adalah : 6 dan 7.
Kromosom 4 2 2 3 2 3 3 5 2 4 4 5 5 1 1 6
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 Offspring Crossover Kromosom 4 2 2 3 2 3 4 5 3 4 4 5 5 1 1 6
Hasil crossover dari kedua pasangan kromosom tersebut adalah :
O C Kromosom 1 Generasi 2 1 1 3 1 3 4 5 1 3 4 5 5 1 1 6 Tidak Valid
O C Kromosom 2 Generasi 2 2 2 3 2 2 4 5 3 3 4 5 5 2 2 6 Tidak Valid
O C Kromosom 3 Generasi 3 2 2 3 2 3 3 5 3 4 4 5 5 1 1 6 Valid
O C Kromosom 4 Generasi 3 2 2 3 2 3 4 5 2 4 4 5 5 1 1 6 Valid
Suatu kromosom dikatakan valid apabila kromosom tersebut memenuhi kriteria sebagai berikut :
Waktu proses total setiap stasiun kerja ≤ waktu siklus aktual.
Semua elemen kerja dalam satu stasiun kerja menggunakan jenis mesin yang sama.
Tidak melanggar precedence diagram.
Lampiran A-13
Hasil offspring crossover kromosom yang valid adalah sebagai berikut : 1. Offspring Crossover Kromosom 3 Generasi ke-2
Stasiun Mesin Operasi ti (detik) CUM ti
13 8 8
2. Offspring Crossover Kromosom 4 Generasi ke-2 Stasiun Mesin Operasi ti (detik) CUM ti
Lampiran A-14
Langkah 9 : Menghitung Decoding
Decoding hasil crossover generasi ke-2 yang valid adalah : 1. Offspring crossover Kromosom 3 Generasi 2
Stasiun Mesin Operasi ti (detik) CUM ti Efisiensi Stasiun
13 8 8
2. Offspring crossover Kromosom 4 Generasi 2
Stasiun Mesin Operasi ti (detik) CUM ti Efisiensi Stasiun
13 8 8
Langkah 10 : Melakukan Mutasi generasi 2
Langkah-langkah untuk melakukan proses mutasi dari semua kromosom ada adalah sebagai berikut :
Menetapkan probabilitas mutasi (Pm).
Bangkitkan bilangan random untuk setiap nilai gen yang berada dalam setiap kromosom, lalu dibandingkan dengan nilai Pm.
Jika bilangan random lebih kecil dari Pm, maka kromosom tersebut mengalami mutasi.
Lampiran A-15
Jika nilai bilangan random lebih kecil atau sama dengan ½ Pm, maka kurangi nilai gen dengan satu. Jika nilai gen tersebut adalah satu, maka tambahkan nilai gen tersebut dengan satu.
Jika nilai bilangan random lebih besar dari ½ Pm hingga nilai Pm, maka tambahkan nilai gen tersebut dengan satu.
Kromosom baru hasil proses mutasi dinamakan offspring mutasi.
Kromosom 1 1 1 3 1 3 4 5 1 3 4 5 5 2 2 6
0.934 0.286 0.377 0.877 0.304 0.020 0.877 0.429 0.795 0.152 0.864 0.240 0.936 0.370 0.720
Kromosom 3 1 1 3 1 1 2 4 2 2 2 5 5 4 4 5
0.544 0.831 0.388 0.697 0.611 0.990 0.758 0.247 0.762 0.259 0.386 0.857 0.268 0.692 0.437
Kromosom 4 2 2 3 2 3 3 5 2 4 4 5 5 1 1 6
0.912 0.753 0.088 0.905 0.683 0.729 0.759 0.231 0.527 0.319 0.150 0.061 0.597 0.373 0.885
Offsrping Crossover Kromosom 4 2 2 3 2 3 4 5 3 4 4 5 5 1 1 6
0.892 0.926 0.163 0.603 0.957 0.495 0.761 0.486 0.390 0.390 0.237 0.057 0.442 0.510 0.500
O C Kromosom 3 Generasi 3 2 2 3 2 3 3 5 3 4 4 5 5 1 1 6
0.921 0.789 0.150 0.176 0.094 0.199 0.886 0.051 0.652 0.568 0.167 0.792 0.557 0.489 0.897
O C Kromosom 4 Generasi 3 2 2 3 2 3 4 5 2 4 4 5 5 1 1 6
0.195 0.987 0.512 0.410 0.449 0.185 0.624 0.024 0.746 0.567 0.416 0.938 0.545 0.474 0.064
Langkah 11 : Menghitung Decoding
Hasil dari offspring mutasi yang valid, dihitung decodingnya. Pada contoh kasus yang dihitung oleh penulis, tidak ada kromosom yang mengalami mutasi, maka tidak dilakukan perhitungan decoding untuk hasil mutasi.
Langkah 12 : Melakukan seleksi generasi 2
Hasil efisiensi total dari setiap kromosom yang valid adalah:
No. Kromosom Efisiensi Lintasan
1 Kromosom 1 72.46%
2 Kromosom 3 83.33%
3 Kromosom 4 72.46%
4 Offsrping Crossover Kromosom 4 83.33%
5 O C Kromosom 3 Generasi 3 83.33%
Lampiran A-16
Kromosom yang terpilih menjadi populasi baru generasi ke-2 adalah :
No. Kromosom Efisiensi Lintasan
1 Kromosom 3 83.33%
2 Offsrping Crossover Kromosom 4 83.33% 3 O C Kromosom 3 Generasi 3 83.33% 4 O C Kromosom 4 Generasi 3 72.46%
Lampiran B-1
LAMPIRAN B
Hasil Simple Case Menggunakan
Software
Lampiran B-2 crossover dengan nilai crossing site adalah 5 dan 8 (9-1).
Pada generasi ke-2, terlihat penulisan C 4&3 – 6&8, yang berarti : kromosom 4 dan 3 dari hasil generasi ke-1 (encoding) dilakukan proses crossover dengan nilai crossing site adalah 6 dan 7 (8-1).
Hasil crossover dan mutasi yang ditampilkan oleh software adalah hanya hasil decoding kromosom yang valid.
Dari tabel rangkuman hasil output software, terlihat bahwa nilai efisiensi tertinggi adalah sebesar 83.33% dengan susunan kromosom sebagai berikut :
Stasiun Mesin Operasi ti (detik) CUM ti Efisiensi Stasiun
Lampiran C-1
LAMPIRAN C
Langkah-langkah Penggunaan
Lampiran C-2
Langkah-langkah untuk menyelesaikan kasus efisiensi lintasan perusahaan menggunakan software yang telah dibuat, adalah sebagai berikut :
1. Tampilan awal dari software
Pada tampilan awal ini terdiri dari 2 bagian yaitu: Input product dan Proses. Pilih menu ”input product” untuk menginput data awal yang dibutuhkan untuk proses perhitungan dan penyeimbangan lintasan produksi. Setelah mengisi ”input product”, pilih menu ”proses” untuk menjalankan progam tersebut serta menampilkan hasilnya .
2. Pilih menu input product
Pada input product akan menampilkan suatu jendela input seperti : target produksi, jumlah jam kerja, jenis operasi, jenis mesin yang digunakan, operasi pendahulu, operasi pengikut, dan waktu operasi.
Lampiran C-3
Langkah 1 :
Pada kolom input produk berisi jumlah elemen kerja yang diinginkan (disesuaikan dengan peta proses operasi yang diamati)
Kemudian mengisi jumlah produksi atau target produksi yang ingin dicapai.
Lalu pilih simpan produk.
Langkah 2 :
Pada kolom input mesin, kita melakukan input terhadap semua jenis mesin yang akan digunakan dalam proses produksi semua elemen kerja tersebut.
Setiap memasukkan nama mesin, pilih menu simpan mesin.
Lampiran C-4
Langkah 3 :
Jumlah elemen kerja akan ditampilkan sesuai dengan angka yang dimasukkan ke jumlah operasi pada input produk.
Lakukan pengisian pada nama operasi.
Operasi pendahulu (Predecessor) merupakan no. operasi pendahulu dari jenis operasi yang bersangkutan sesuai dengan urutan dalam precedence diagram.
Operasi pengikut (followers) merupakan no. operasi pengikut dari jenis operasi yang bersangkutan sesuai dengan urutan dalam precedence diagram.
Waktu proses merupakan waktu dari elemen kerja.
Jenis mesin dipilih berdasarkan operasi yang menggunakan jenis mesin tersebut.
Langkah 4 :
Setelah semua data dimasukkan, maka pilih menu save kasus untuk melakukan penyimpanan semua data awal yang dibutuhkan untuk perhitungan efisiensi lintasan.
Lampiran C-5 Cara melakukan proses data adalah sebagai berikut :
Langkah 1 :
Melakukan load case dengan mengetik nama file yang sama saat di save kasus pada menu input product.
Maka total operasi dan jumlah produksi akan tampil sesuai yang telah di input di menu input product.
Langkah 2 :
Melakukan load parameter pada algoritma genetika.
Melakukan input terhadap jumlah generasi dan jumlah populasi yang diinginkan.
Menentukan probabilitas crossover (Pc) dan probabilitas mutasi (Pm).
Lampiran C-6
Langkah 3 :
Melakukan proses untuk mendapatkan efisiensi lintasan tertinggi.
Replikasi berguna untuk melakukan pengulangan proses data dengan menggunakan parameter yang sama, sesuai dengan yang kita inginkan.
Berdasarkan penugasan elemen kerja ke dalam stasiun kerja menggunakan software genetika algoritma (GA) yang diusulkan, dengan menggunakan parameter sebagai berikut :
Ukuran populasi : 10
Jumlah generasi : 100
Probabilitas Crossover (Pc) : 0.95
Probabilitas Mutasi (Pm) : 0.01
Lampiran C-7
Stasiun Task (EK) Mesin Ti (detik) Efisiensi
O - 02
10 O - 41 Pelubang Kancing 70.08 30.71%
11 O - 42 Pemasang Kancing 48.71 21.35%
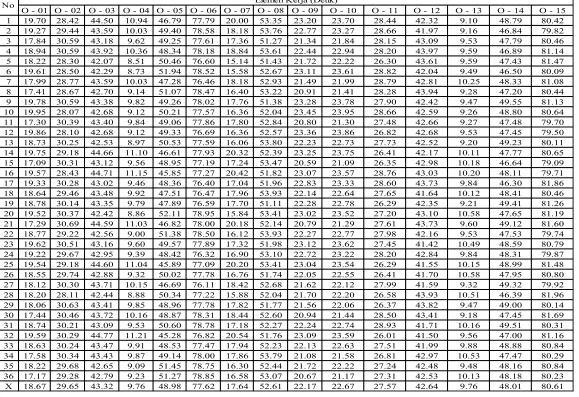
Tabel 4.3
Data Waktu Siklus Tiap Elemen Kerja
O - 01 O - 02 O - 03 O - 04 O - 05 O - 06 O - 07 O - 08 O - 09 O - 10 O - 11 O - 12 O - 13 O - 14 O - 15 1 19.70 28.42 44.50 10.94 46.79 77.79 20.00 53.35 23.20 23.70 28.44 42.32 9.10 48.79 80.42 2 19.27 29.44 43.59 10.03 49.40 78.58 18.18 53.76 22.77 23.27 28.66 41.97 9.16 46.84 79.82 3 17.84 30.59 43.18 9.62 49.25 77.61 17.36 51.27 21.34 21.84 28.15 43.09 9.53 47.79 80.46 4 18.94 30.59 43.92 10.36 48.34 78.18 18.84 53.61 22.44 22.94 28.20 43.97 9.59 46.89 81.14 5 18.22 28.30 42.07 8.51 50.46 76.60 15.14 51.43 21.72 22.22 26.30 43.61 9.59 47.43 81.47 6 19.61 28.50 42.29 8.73 51.94 78.52 15.58 52.67 23.11 23.61 28.82 42.04 9.49 46.50 80.09 7 17.99 28.77 43.59 10.03 47.28 76.46 18.18 52.93 21.49 21.99 28.79 42.81 10.25 48.33 81.08 8 17.41 28.67 42.70 9.14 51.07 78.47 16.40 53.22 20.91 21.41 28.28 43.94 9.28 47.20 80.44 9 19.78 30.59 43.38 9.82 49.26 78.02 17.76 51.38 23.28 23.78 27.90 42.42 9.47 49.55 81.13 10 19.95 28.07 42.68 9.12 50.21 77.57 16.36 52.04 23.45 23.95 28.66 42.59 9.26 48.80 80.64 11 17.30 30.39 43.40 9.84 49.06 77.86 17.80 52.84 20.80 21.30 27.48 42.66 9.27 47.48 79.70 12 19.86 28.10 42.68 9.12 49.33 76.69 16.36 52.57 23.36 23.86 26.82 42.68 9.53 47.45 79.50 13 18.73 30.25 42.53 8.97 50.53 77.59 16.06 53.80 22.23 22.73 27.73 42.52 9.20 49.23 80.11 14 19.75 29.18 44.66 11.10 46.61 77.93 20.32 52.39 23.25 23.75 26.41 42.17 10.11 47.77 80.65 15 17.09 30.31 43.12 9.56 48.95 77.19 17.24 53.47 20.59 21.09 26.35 42.98 10.18 46.64 79.09 16 19.57 28.43 44.71 11.15 45.85 77.27 20.42 51.82 23.07 23.57 28.76 43.03 10.20 48.11 79.71 17 19.33 30.28 43.02 9.46 48.36 76.40 17.04 51.96 22.83 23.33 28.60 43.73 9.84 46.30 81.86 18 18.64 29.46 43.48 9.92 47.51 76.47 17.96 53.93 22.14 22.64 27.65 41.64 10.12 48.41 80.46 19 18.78 30.14 43.35 9.79 47.89 76.59 17.70 51.11 22.28 22.78 26.29 42.35 9.21 49.41 81.26 20 19.52 30.37 42.42 8.86 52.11 78.95 15.84 53.41 23.02 23.52 27.20 43.10 10.58 47.65 81.19 21 17.29 30.69 44.59 11.03 46.82 78.00 20.18 52.14 20.79 21.29 27.61 43.73 9.60 49.12 81.60 22 18.77 29.22 42.56 9.00 51.38 78.50 16.12 53.93 22.27 22.77 27.98 42.16 9.53 47.53 79.74 23 19.62 30.51 43.16 9.60 49.57 77.89 17.32 51.98 23.12 23.62 27.45 41.42 10.49 48.59 80.79 24 19.22 29.67 42.95 9.39 48.42 76.32 16.90 53.10 22.72 23.22 28.20 42.84 9.84 48.31 79.87 25 19.54 29.18 44.60 11.04 45.89 77.09 20.20 53.41 23.04 23.54 26.29 41.55 10.15 48.99 81.48 26 18.55 29.74 42.88 9.32 50.02 77.78 16.76 51.74 22.05 22.55 26.41 41.70 10.58 47.95 80.80 27 18.12 30.30 43.71 10.15 46.69 76.11 18.42 52.68 21.62 22.12 27.99 41.59 9.32 49.32 79.92 28 18.20 28.11 42.44 8.88 50.34 77.22 15.88 52.04 21.70 22.20 26.58 43.93 10.51 46.39 81.96 29 18.06 30.63 43.41 9.85 48.96 77.78 17.82 51.77 21.56 22.06 26.37 43.82 9.47 49.00 80.14 30 17.44 30.46 43.72 10.16 48.87 78.31 18.44 52.60 20.94 21.44 28.50 43.41 9.18 47.45 81.69 31 18.74 30.21 43.09 9.53 50.60 78.78 17.18 52.27 22.24 22.74 28.93 41.71 10.16 49.51 80.31 32 19.59 30.29 44.77 11.21 45.28 76.82 20.54 51.76 23.09 23.59 26.01 41.50 9.56 47.00 81.16 33 18.63 30.24 43.47 9.91 48.53 77.47 17.94 52.23 22.13 22.63 27.51 41.99 9.88 48.88 80.84 34 17.58 30.34 43.43 9.87 49.14 78.00 17.86 53.79 21.08 21.58 26.81 42.97 10.53 47.47 80.29 35 18.22 29.68 42.65 9.09 51.45 78.75 16.30 52.44 21.72 22.22 27.24 42.48 9.48 48.16 80.84 36 17.17 29.28 42.79 9.23 51.27 78.85 16.58 53.07 20.67 21.17 27.31 42.53 10.13 48.18 80.23 X 18.67 29.65 43.32 9.76 48.98 77.62 17.64 52.61 22.17 22.67 27.57 42.64 9.76 48.01 80.61
Tabel 4.3 (Lanjutan)
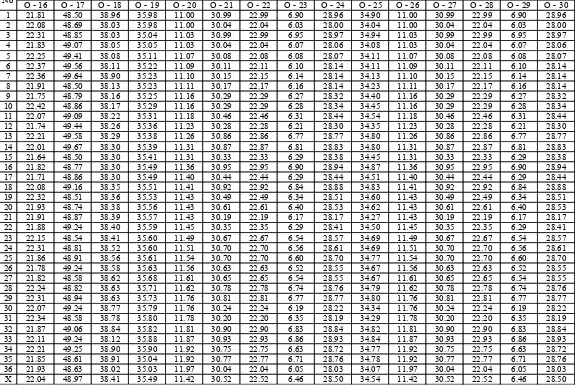
Data Waktu Siklus Tiap Elemen Kerja
O - 16 O - 17 O - 18 O - 19 O - 20 O - 21 O - 22 O - 23 O - 24 O - 25 O - 26 O - 27 O - 28 O - 29 O - 30 1 21.81 48.50 38.96 35.98 11.00 30.99 22.99 6.90 28.96 34.90 11.00 30.99 22.99 6.90 28.96 2 22.08 48.69 38.03 35.98 11.00 30.04 22.04 6.03 28.00 34.04 11.00 30.04 22.04 6.03 28.00 3 22.31 48.85 38.03 35.04 11.03 30.99 22.99 6.95 28.97 34.94 11.03 30.99 22.99 6.95 28.97 4 21.83 49.07 38.05 35.05 11.03 30.04 22.04 6.07 28.06 34.08 11.03 30.04 22.04 6.07 28.06 5 22.25 49.41 38.08 35.11 11.07 30.08 22.08 6.08 28.07 34.11 11.07 30.08 22.08 6.08 28.07 6 22.37 49.56 38.11 35.22 11.09 30.11 22.11 6.10 28.14 34.11 11.09 30.11 22.11 6.10 28.14 7 22.36 49.64 38.90 35.23 11.10 30.15 22.15 6.14 28.14 34.13 11.10 30.15 22.15 6.14 28.14 8 21.91 48.50 38.13 35.23 11.11 30.17 22.17 6.16 28.14 34.23 11.11 30.17 22.17 6.16 28.14 9 21.75 48.79 38.16 35.25 11.16 30.29 22.29 6.27 28.32 34.40 11.16 30.29 22.29 6.27 28.32 10 22.42 48.86 38.17 35.29 11.16 30.29 22.29 6.28 28.34 34.45 11.16 30.29 22.29 6.28 28.34 11 22.07 49.09 38.22 35.31 11.18 30.46 22.46 6.31 28.44 34.54 11.18 30.46 22.46 6.31 28.44 12 21.74 49.44 38.26 35.36 11.23 30.28 22.28 6.21 28.30 34.35 11.23 30.28 22.28 6.21 28.30 13 22.21 49.58 38.29 35.38 11.26 30.86 22.86 6.77 28.77 34.80 11.26 30.86 22.86 6.77 28.77 14 22.01 49.67 38.30 35.39 11.31 30.87 22.87 6.81 28.83 34.80 11.31 30.87 22.87 6.81 28.83 15 21.64 48.50 38.30 35.41 11.31 30.33 22.33 6.29 28.38 34.45 11.31 30.33 22.33 6.29 28.38 16 21.82 48.77 38.30 35.49 11.36 30.95 22.95 6.90 28.94 34.87 11.36 30.95 22.95 6.90 28.94 17 21.71 48.86 38.30 35.49 11.40 30.44 22.44 6.29 28.44 34.51 11.40 30.44 22.44 6.29 28.44 18 22.08 49.16 38.35 35.51 11.41 30.92 22.92 6.84 28.88 34.83 11.41 30.92 22.92 6.84 28.88 19 22.32 48.51 38.36 35.53 11.43 30.49 22.49 6.34 28.51 34.60 11.43 30.49 22.49 6.34 28.51 20 21.93 48.74 38.38 35.56 11.43 30.61 22.61 6.40 28.53 34.62 11.43 30.61 22.61 6.40 28.53 21 21.91 48.87 38.39 35.57 11.43 30.19 22.19 6.17 28.17 34.27 11.43 30.19 22.19 6.17 28.17 22 21.88 49.24 38.40 35.59 11.45 30.35 22.35 6.29 28.41 34.50 11.45 30.35 22.35 6.29 28.41 23 22.15 48.54 38.41 35.60 11.49 30.67 22.67 6.54 28.57 34.69 11.49 30.67 22.67 6.54 28.57 24 22.31 48.81 38.52 35.60 11.51 30.70 22.70 6.56 28.61 34.69 11.51 30.70 22.70 6.56 28.61 25 21.86 48.91 38.56 35.61 11.54 30.70 22.70 6.60 28.70 34.77 11.54 30.70 22.70 6.60 28.70 26 21.78 49.24 38.58 35.63 11.56 30.63 22.63 6.52 28.55 34.67 11.56 30.63 22.63 6.52 28.55 27 21.82 48.58 38.62 35.68 11.61 30.65 22.65 6.54 28.55 34.67 11.61 30.65 22.65 6.54 28.55 28 22.24 48.82 38.63 35.71 11.62 30.78 22.78 6.74 28.76 34.79 11.62 30.78 22.78 6.74 28.76 29 22.31 48.94 38.63 35.73 11.76 30.81 22.81 6.77 28.77 34.80 11.76 30.81 22.81 6.77 28.77 30 22.07 49.24 38.77 35.79 11.76 30.24 22.24 6.19 28.22 34.34 11.76 30.24 22.24 6.19 28.22 31 22.34 48.58 38.78 35.80 11.78 30.20 22.20 6.35 28.19 34.29 11.78 30.20 22.20 6.35 28.19 32 21.87 49.06 38.84 35.82 11.81 30.90 22.90 6.83 28.84 34.82 11.81 30.90 22.90 6.83 28.84 33 22.11 49.24 38.12 35.88 11.87 30.93 22.93 6.86 28.93 34.84 11.87 30.93 22.93 6.86 28.93 34 22.21 49.25 38.90 35.90 11.92 30.75 22.75 6.63 28.72 34.77 11.92 30.75 22.75 6.63 28.72 35 21.85 48.61 38.91 35.04 11.92 30.77 22.77 6.71 28.76 34.78 11.92 30.77 22.77 6.71 28.76 36 21.93 48.63 38.02 35.03 11.97 30.04 22.04 6.05 28.03 34.07 11.97 30.04 22.04 6.05 28.03 X 22.04 48.97 38.41 35.49 11.42 30.52 22.52 6.46 28.50 34.54 11.42 30.52 22.52 6.46 28.50
Tabel 4.3 (Lanjutan)
Data Waktu Siklus Tiap Elemen Kerja
O - 31 O - 32 O - 33 O - 34 O - 35 O - 36 O - 37 O - 38 O - 39 O - 40 O - 41 O - 42 I - 01 O - 43 O - 44 1 34.90 93.97 6.97 15.98 5.96 15.94 52.79 86.97 31.98 167.97 52.90 36.99 34.90 52.96 20.96 2 34.04 93.01 6.00 15.01 5.01 15.05 50.84 86.01 31.98 167.01 52.04 36.04 34.04 52.01 20.03 3 34.94 93.99 6.99 15.98 5.97 15.95 51.79 86.99 31.04 167.99 52.94 36.99 34.94 52.97 20.03 4 34.08 93.06 6.04 15.05 5.08 15.06 50.89 86.06 31.05 167.06 52.08 36.04 34.08 52.08 20.05 5 34.11 93.08 6.08 15.06 5.11 15.08 51.43 86.08 31.11 167.08 52.11 36.08 34.11 52.11 20.08 6 34.11 93.39 6.11 15.10 5.14 15.09 50.50 86.39 31.22 167.39 52.11 36.11 34.11 52.14 20.11 7 34.13 93.39 6.18 15.18 5.22 15.14 52.33 86.39 31.23 167.39 52.13 36.15 34.13 52.22 20.90 8 34.23 93.19 6.26 15.19 5.23 15.14 51.20 86.19 31.23 167.19 52.23 36.17 34.23 52.23 20.13 9 34.40 93.41 6.33 15.37 5.33 15.33 53.55 86.41 31.25 167.41 52.40 36.29 34.40 52.33 20.16 10 34.45 93.43 6.34 15.39 5.34 15.37 52.80 86.43 31.29 167.43 52.45 36.29 34.45 52.34 20.17 11 34.54 93.66 6.38 15.45 5.44 15.54 51.48 86.66 31.31 167.66 52.54 36.46 34.54 52.44 20.22 12 34.35 93.38 6.29 15.36 5.32 15.33 51.45 86.38 31.36 167.38 52.35 36.28 34.35 52.32 20.26 13 34.80 93.91 6.81 15.79 5.79 15.84 53.23 86.91 31.38 167.91 52.80 36.86 34.80 52.79 20.29 14 34.80 93.93 6.86 15.81 5.81 15.85 51.77 86.93 31.39 167.93 52.80 36.87 34.80 52.81 20.30 15 34.45 93.56 6.35 15.40 5.35 15.39 50.64 86.56 31.41 167.56 52.45 36.33 34.45 52.35 20.30 16 34.87 93.96 6.97 15.96 5.92 15.92 52.11 86.96 31.49 167.96 52.87 36.95 34.87 52.92 20.30 17 34.51 93.64 6.38 15.41 5.43 15.49 50.30 86.64 31.49 167.64 52.51 36.44 34.51 52.43 20.30 18 34.83 93.96 6.91 15.87 5.83 15.89 52.41 86.96 31.51 167.96 52.83 36.92 34.83 52.83 20.35 19 34.60 93.66 6.44 15.45 5.48 15.62 53.41 86.66 31.53 167.66 52.60 36.49 34.60 52.48 20.36 20 34.62 93.68 6.52 15.49 5.51 15.64 51.65 86.68 31.56 167.68 52.62 36.61 34.62 52.51 20.38 21 34.27 93.22 6.26 15.21 5.23 15.25 53.12 86.22 31.57 167.22 52.27 36.19 34.27 52.23 20.39 22 34.50 93.58 6.38 15.40 5.43 15.42 51.53 86.58 31.59 167.58 52.50 36.35 34.50 52.43 20.40 23 34.69 93.77 6.60 15.55 5.56 15.73 52.59 86.77 31.60 167.77 52.69 36.67 34.69 52.56 20.41 24 34.69 93.81 6.67 15.55 5.59 15.77 52.31 86.81 31.60 167.81 52.69 36.70 34.69 52.59 20.52 25 34.77 93.83 6.69 15.69 5.67 15.78 52.99 86.83 31.61 167.83 52.77 36.70 34.77 52.67 20.56 26 34.67 93.73 6.52 15.51 5.54 15.64 51.95 86.73 31.63 167.73 52.67 36.63 34.67 52.54 20.58 27 34.67 93.73 6.54 15.55 5.55 15.67 53.32 86.73 31.68 167.73 52.67 36.65 34.67 52.55 20.62 28 34.79 93.89 6.76 15.74 5.70 15.83 50.39 86.89 31.71 167.89 52.79 36.78 34.79 52.70 20.63 29 34.80 93.89 6.79 15.77 5.77 15.83 53.00 86.89 31.73 167.89 52.80 36.81 34.80 52.77 20.63 30 34.34 93.31 6.28 15.33 5.28 15.33 51.45 86.31 31.79 167.31 52.34 36.24 34.34 52.28 20.77 31 34.29 93.23 6.28 15.30 5.27 15.25 53.51 86.23 31.80 167.23 52.29 36.20 34.29 52.27 20.78 32 34.82 93.94 6.88 15.84 5.83 15.87 51.00 86.94 31.82 167.94 52.82 36.90 34.82 52.83 20.84 33 34.84 93.96 6.92 15.93 5.85 15.91 52.88 86.96 31.88 167.96 52.84 36.93 34.84 52.85 20.12 34 34.77 93.86 6.69 15.70 5.68 15.78 51.47 86.86 31.90 167.86 52.77 36.75 34.77 52.68 20.90 35 34.78 93.87 6.74 15.73 5.68 15.82 52.16 86.87 31.04 167.87 52.78 36.77 34.78 52.68 20.91 36 34.07 93.04 6.02 15.01 5.04 15.05 52.18 86.04 31.03 167.04 52.07 36.04 34.07 52.04 20.02 X 34.54 93.61 6.51 15.50 5.50 15.54 52.01 86.61 31.49 167.61 52.54 36.52 34.54 52.50 20.41
5.1.2.2 Kelonggaran
Elemen Kerja Kelonggaran Tak
4.9 Layout Pabrik
MANUAL JAHIT OBRAS PELUBANG KANCING
PASANG KANCING
Gambar 4.4
M
MANUAL JAHIT OBRAS PELUBANG KANCING
M
MANUAL JAHIT OBRAS PELUBANG KANCING
1-1
BAB 1
PENDAHULUAN
1.1. Latar Belakang Masalah
Dewasa ini, perusahaan-perusahaan yang bergerak dalam bidang industri semakin banyak. Hal ini menimbulkan persaingan yang semakin ketat dalam dunia industri karena semakin banyaknya pesaing yang muncul. Untuk itu, suatu perusahaan harus mampu untuk mempertahankan dan meningkatkan kualitas serta kuantitas hasil produksinya agar bisa tetap bertahan dan menjaga kepercayaan konsumen.
Perencanaan produksi berperan penting dalam penjadwalan produksi terutama dalam penugasan kerja. Jika pengaturan dan perencanaan yang dilakukan kurang tepat, maka akan mengakibatkan suatu stasiun kerja dalam lini produksi mempunyai kecepatan produksi yang berbeda. Hal ini mengakibatkan lintasan produksi menjadi tidak efisien karena terjadi penumpukan material di antara stasiun kerja dan operator yang menganggur karena beban kerja tiap operator tidak seimbang.
CV. Mitra Abadi Sejahtera adalah perusahaan yang bergerak dalam bidang garment. Perusahaan ini terletak di jalan Sambi Sari 1 no. N 53, Cimahi. Produk utama yang dihasilkan oleh CV. Mitra Abadi Sejahtera ini adalah baju kemeja lengan panjang dewasa yang dilakukan secara kontinu (mass production). CV. Mitra Abadi Sejahtera ini juga membuat produk sesuai dengan permintaan konsumen seperti seragam sekolah, baju tidur, serta kemeja karyawan dimana dilakukan jika ada pesanan dari konsumen (make to order).
Bab 1 Pendahuluan 1-2
Tugas Akhir Universitas Kristen Maranatha delay dan antrian yang terjadi maka perlu dilakukan perbaikan dengan menyeimbangkan beban kerja pada lini produksi. Diharapkan dengan menyeimbangkan beban kerja pada lini produksi dapat meningkatkan kapasitas produksi sehingga target produksi dapat tercapai.
1.2.Identifikasi Masalah
Masalah yang terdapat dalam perusahaan ini adalah terdapatnya stasiun kerja yang delay di stasiun 2,4, 5, 7, 9, 10, 14, 15, dan 16 serta penumpukan di stasiun 3, 8, 11, 12, 13, dan 17 pada lintasan produksi kemeja lengan panjang (mass production) dan target produksi perusahaan tidak tercapai.
Dengan dilakukannya penyeimbangan di lintasan produksi diharapkan dapat membantu pihak perusahaan dalam upaya mencapai target produksi perusahaan.
1.3. Pembatasan Masalah dan Asumsi
Pembatasan masalah dan asumsi dilakukan agar ruang lingkup permasalahan lebih terspesifikasi dan tidak terlalu luas. Pembatasan masalah tersebut adalah sebagai berikut:
1. Produk yang diamati adalah produk kemeja lengan panjang dewasa karena produks ini dikerjakan secara mass production.
Asumsi yang digunakan adalah sebagai berikut: 1. Mesin yang digunakan dalam kondisi baik. 2. Tidak dilakukan penambahan mesin.
3. Bahan baku yang akan digunakan selalu tersedia.
1.4. Perumusan Masalah
Berikut rumusan masalah yang akan diteliti:
1. Bagaimana kelemahan lintasan produksi sekarang?
2. Bagaimana penyusunan lintasan produksi yang seharusnya diterapkan perusahaan?
Bab 1 Pendahuluan 1-3
Tugas Akhir Universitas Kristen Maranatha
1.5. Tujuan dan Manfaat Penelitian
Berdasarkan rumusan masalah, maka tujuan dari penelitian ini adalah: 1. Mengidentifikasi kelemahan lintasan produksi saat ini.
2. Memberikan usulan penyusunan lintasan produksi yang seharusnya diterapkan perusahaan.
3. Menjelaskan manfaat penerapan lintasan produksi yang diusulkan.
Manfaat dilakukannya penelitian ini adalah: 1. Bagi perusahaan:
Mendapat usulan perbaikan stasiun kerja yang lebih baik dari yang ada saat ini.
2. Bagi penulis:
Mampu menerapkan teori line balancing yang sudah dipelajari dalam kasus nyata pada perusahaan manufaktur.
1.6. Sistematika Penulisan
BAB 1 PENDAHULUAN
Bab ini berisi latar belakang masalah, identifikasi masalah, pembatasan masalah dan asumsi, perumusan masalah, tujuan dan manfaat penelitian, dan sistematika penulisan tugas akhir.
BAB 2 LANDASAN TEORI
Bab ini berisi teori-teori dan pengertian berkenaan dengan topik tugas akhir yang berguna sebagai pedoman dalam penelitian dan pembuatan tugas akhir ini.
BAB 3 SISTEMATIKA PENULISAN
Bab 1 Pendahuluan 1-4
Tugas Akhir Universitas Kristen Maranatha BAB 4 PENGUMPULAN DATA
Bab ini berisi data-data yang berkaitan dengan perusahaan seperti: sejarah perusahaan, struktur organisasi perusahaan, data permintaan dan data lain yang diperlukan sebagai bahan penelitian tugas akhir
BAB 5 PENGOLAHAN DATA DAN ANALISIS
Pada bab ini data-data yang sudah dikumpulkan diolah dengan menggunakan metode sesuai dengan topik tugas akhir kemudian dianalisis sesuai dengan perumusan masalah.
BAB 6 KESIMPULAN DAN SARAN
Usulan Perbaikan Lintasan Produksi Produk Kemeja Lengan Panjang Dewasa Dalam Upaya Mencapai Target Produksi Dengan Menggunakan Algoritma Genetika (Studi
Kasus Di CV Mitra Abadi Sejahtera Bandung)
Proposed Improvement Products Production Track Long Sleeve Shirt Adult In Efforts Achieve Target Production By Using Genetic Algorithms (Study case at CVMitra Abadi
Sejahtera Bandung)
Airlangga Khoerniawan & Santoso Jurusan Teknik Industri – Fakultas Teknik
Universitas Kristen Maranatha
E-mail : [email protected], [email protected]
Abstrak
“CV MITRA ABADI SEJAHTERA” merupakan perusahaan yang bergerak di bidang industri garment. Pada lini produksi jenis mass production produk kemeja lengan panjang dewasa terdapat delay di beberapa stasiun seperti stasiun 2,4, 5, 7, 9, 10, 14, 15, dan 16 serta penumpukan di stasiun 3, 8, 11, 12, 13, dan 17 , dan target produksi yang diinginkan perusahaan tidak dapat tercapai.
Dalam penyeimbangan lintasan produksi ini, penulis terlebih dahulu mengukur waktu baku untuk setiap elemen kerja. Metode penyeimbangan lintasan produksi yang digunakan adalah Algoritma Genetika (GA). Selain itu, penulis juga menggunakan metode Helgeson-Birnie Approach (Rank Positional Weight / RPW) dan Kilbridge-Wester Heuristic (Region Approach) sebagai pembandingnya. Efisiensi lintasan total melalui metode Algoritma Genetika sebesar 73,93%, sedangkan metode RPW adalah sebesar 66,84%, dan dengan metode Region sebesar 66,87%.
Berdasarkan hasil dari pengolahan data dengan ketiga metode tersebut, diperoleh bahwa metode penyeimbangan lintasan dengan Algoritma Genetika (GA) yang memberikan hasil efisiensi lintasan total yang paling tinggi, yaitu sebesar 73,93% serta kapasitas produksi meningkat menjadi 725unit/minggu.
Kata Kunci : Penyeimbangan Lintasan, Algoritma Genetika, Efisiensi Abstract.
"CV MITRA ABADI SEJAHTERA" is a company engaged in the garment industry. On the production line type of mass production of products grown there long sleeved shirt delay in some stations such as stations 2,4, 5, 7, 9, 10, 14, 15, and 16 as well as the buildup in the station 3, 8, 11, 12, 13, and 17, and the desired production target company can not be achieved.
In balancing production trajectory, the authors first measured the time standard for each element of work. Balancing production trajectory method used is Genetic Algorithm (GA). addition, the authors also use the method of Helgeson-Birnie Approach (Rank Positional Weight / RPW) and Kilbridge-Wester heuristic (Region Approach) as a comparison. The efficiency of the total path through the method of Genetic Algorithm for 73.93%, while the RPW method amounted to 66.84%, and the method by 66.87% Region.
Based on the results of data processing by the third method, that method of balancing the trajectory obtained by Genetic Algorithm (GA) which gives the track a total efficiency of the most high, amounting to 73.93% and production capacity increased to 725unit/weeks.
1. Pendahuluan
CV MITRA ABADI SEJAHTERA merupakan perusahaan yang bergerak dibidang garment. Perusahaan ini berdiri sejak tahun 2005. Awal mulanya, perusahaan ini merupakan sebuah home industry yang terletak di daerah Djunjunan dalam yang memproduksi pakaian tidur (piyama) dan pakaian bayi.
Saat ini, CV MITRA ABADI SEJAHTERA memiliki 3 lokasi produksi. Lokasi I yang berlokasi di daerah Cipaganti, Bandung memproduksi pakaian bayi, lokasi II yang berlokasi di daerah Djunjunan dalam memproduksi piyama dan seragam karyawan, dan lokasi III yang berlokasi dijalan Sambisari Sari 1 no. N 53, memproduksi kemeja lengan panjang dewasa, seragam karyawan, serta kemeja anak.
2. Pembatasan Masalah dan Asumsi
2.1. Pembatasan Masalah
1. Produk yang diamati adalah kemeja lengan panjang dewasa
2.2. Asumsi
1. Mesin yang digunakan dalam kondisi baik 2. Tidak dilakukan penambahan mesin
3. Bahan baku yang digunakan akan selalu tersedia
3. Perumusan Masalah
1. Bagaimana kelemahan lintasan produksi sekarang?
2. Bagaimana penyusunan lintasan produksi yang seharusnya diterapkan perusahaan? 3. Apa manfaat penerapan lintasan produksi yang diusulkan?
4. Tujuan Penelitian
1. Mengidentifikasi kelemahan lintasan produksi saat ini.
2. Memberikan usulan penyusunan lintasan produksi yang seharusnya diterapkan perusahaan. 3. Menjelaskan manfaat penerapan lintasan produksi yang diusulkan.
5. Metode Penyelesaian
Dalam algoritma genetika, suatu populasi terdiri dari string-string yang mempunyai nilai fitness tertentu, dimana setiap string mewakili satu solusi dalam domain solusi. String yang mempunyai nilai fitness yang tinggi biasanya akan bertahan dan akan berlanjut ke generasi berikutnya, sedangkan string yang memiliki nilai fitness yang kecil biasanya tidak akan bertahan. Pencarian solusi dilakukan secara iteratif terhadap suatu populasi untuk menghasilkan populasi baru. [Davis, 1991]
Dalam satu siklus iterasi (generasi), terdapat proses seleksi dan rekombinasi. Proses seleksi dilakukan untuk mengevaluasi setiap string yang ada dalam populasi berdasarkan nilai fitnessnya, selanjutnya dipilih string-string yang akan mengalami proses rekombinasi. Proses pemilihan string tersebut didasarkan pada nilai fitness dari string tersebut. String dengan nilai fitness yang lebih baik memiliki peluang yang lebih besar untuk dipilih menjadi calon anggota populasi baru.
secara acak pada string-string yang terpilih dalam tahap seleksi. Pada tahap rekombinasi ini akan terbentuk string-string baru yang berbeda dengan string induknya, sehingga akan diperoleh domain pencarian solusi yang baru pula.
Untuk menghasilkan suatu solusi yang optimal, algoritma genetika memiliki kriteria yang harus dipenuhi dalam setiap aplikasinya, yaitu :
1. Sebuah representasi yang tepat dari sebuah solusi permasalahannya dalam bentuk kromosom.
2. Pembangkitan populasi awal yang dibentuk secara acak, namun dalam beberapa kasus dapat pula dibangkitkan dengan metode tertentu.
3. Sebuah evaluation function untuk menentukan fitness value dari setiap solusi. 4. Operator genetika yang mensimulasikan proses crossover dan mutasi.
5. Parameter-parameter lainnya seperti : kapasitas populasi, probabilitas, dan operasi-operasi genetik.
6. Pengolahan Data dan Analisis
6.1. Mini Case
Pada mini case yang telah di buat, terdapat 15 jenis operasi dengan jenis mesin yang berbeda. Berikut adalah precedence diagram serta keterangan mesin dan waktu.
No Elemen
Target produksi : 1200 unit/hari Jam kerja : 8 jam kerja/hari
Waktu siklus (C) = waktu kerja yang tersedia
target produksi =
∗
= 24 detik Parameter algoritma genetika :
Ukuran populasi = 4
Jumlah generasi = 2
Probabilitas crossover (Pc) = 0.95
Probabilitas mutasi (Pm) = 0.01
Langkah-langkah pengerjaan simple case secara manual adalah :
Langkah 1 : Menentukan Encoding generasi ke-0
Dalam proses encoding ini terbentuk 4 buah kromosom sebagai populasi awal sesuai dengan ukuran populasi yang telah ditentukan di awal.
Berdasarkan precedence diagram yang telah dibentuk, maka semua elemen kerja ditugaskan dalam masing-masing kromosom dengan memperhatikan :
Waktu setiap stasiun kerja tidak boleh melebihi waktu siklus aktual.
Jenis mesin yang digunakan dalam satu stasiun kerja adalah sama.
Urutan penugasan elemen kerja dalam suatu stasiun kerja tidak boleh ada yang backtrack. Berikut ini adalah kromosom-kromosom yang terbentuk :
Kromosom 1 1 1 3 1 3 4 5 1 3 4 5 5 2 2 6
Kromosom 2 2 2 3 2 2 4 5 3 3 4 5 5 1 1 6
Kromosom 3 1 1 3 1 1 2 4 2 2 2 5 5 4 4 5
Kromosom 4 2 2 3 2 3 3 5 2 4 4 5 5 1 1 6
1. Kromosom 1
Stasiun Mesin Operasi ti (detik) CUM ti
1 5 5
Lakukan hal yang sama untuk kromosom lain/
2. Kromosom 2
Stasiun Mesin Operasi ti (detik) CUM ti
13 8 8
Langkah 2 : Menghitung Decoding
Ukuran dari fitness value yang digunakan adalah efisiensi lintasan total (ELT), sebab dengan semakin besarnya nilai ELT, maka suatu lintasan produksi dapat dikatakan lebih efisien.
Berikut ini adalah nilai decoding dari setiap kromosom awal : 1. Kromosom 1
Stasiun Mesin Operasi ti (detik) CUM ti Efisiensi Stasiun
1 5 5
Lakuan decoding untuk semua kromosom.
Langkah 3 : Melakukan Crossover
Langkah-langkah untuk melakukan proses crossover dari semua parent yang ada adalah sebagai berikut :
Menetapkan probabilitas crossover (Pc).
Bangkitkan bilangan random untuk setiap kromosom yang ada, lalu dibandingkan dengan nilai Pc yang telah ditentukan diatas.
Jika nilai bilangan random pada suatu kromosom lebih kecil dari nilai Pc, maka kromosom tersebut dapat menjadi parent untuk proses crossover.
Menentukan pasangan parent yang akan di crossover secara acak.
Tentukan crossing site secara acak dengan menggunakan metode partial-mapped crossover, kemudian tukarkan nilai yang ada dalam crossing site tersebut pada masing-masing pasangan parent.
Bilangan random untuk Pc kromosom 1 : 0.724 Bilangan random untuk Pc kromosom 2 : 0.428 Bilangan random untuk Pc kromosom 3 : 0.195 Bilangan random untuk Pc kromosom 4 : 0.837
Bilangan random yang diperoleh untuk crossing site pasangan kromosom 1 dan 3 adalah : 5 dan 9.
Kromosom 1 1 1 3 1 3 4 5 1 3 4 5 5 2 2 6
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
Kromosom 3 1 1 3 1 1 2 4 2 2 2 5 5 4 4 5
Bilangan random yang diperoleh untuk crossing site pasangan kromosom 2 dan 4 adalah : 5 dan 8.
Kromosom 2 2 2 3 2 2 4 5 3 3 4 5 5 1 1 6
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
Kromosom 4 2 2 3 2 3 3 5 2 4 4 5 5 1 1 6
Hasil crossover dari kedua pasangan kromosom tersebut adalah :
Offspring Crossover Kromosom 1 1 1 3 1 3 2 4 2 2 4 5 5 2 2 6 Tidak Valid Offspring Crossover Kromosom 2 2 2 3 2 2 3 5 2 3 4 5 5 1 1 6 Tidak Valid Offspring Crossover Kromosom 3 1 1 3 1 1 4 5 1 3 2 5 5 4 4 5 Tidak Valid Offspring Crossover Kromosom 4 2 2 3 2 3 4 5 3 4 4 5 5 1 1 6 Valid
Suatu kromosom dikatakan valid apabila kromosom tersebut memenuhi kriteria sebagai berikut :
Waktu proses total setiap stasiun kerja ≤ waktu siklus aktual.
Semua elemen kerja dalam satu stasiun kerja menggunakan jenis mesin yang sama.
Tidak melanggar precedence diagram.
Offspring crossover kromosom 1 dikatakan tidak valid, karena stasiun 2 melanggar precedence diagram, dimana elemen kerja O – 06 seharusnya menunggu elemen kerja O – 05 terlebih dahulu (O – 05 berada di stasiun 3). Offspring crossover kromosom 2 juga dikatakan tidak valid, karena waktu stasiun 2 melebihi waktu siklus aktual yang ada. Sedangkan offspring crossover kromosom 3 juga dikatakan tidak valid, karena waktu stasiun 1 melebihi waktu siklus aktual yang ada.
Berikut adalah hasil dari Offsrping Crossover Kromosom 4:
Stasiun Mesin Operasi ti (detik) CUM ti
Langkah 4 : Menghitung Decoding
Decoding hasil crossover generasi ke-1 yang valid adalah Offspring crossover Kromosom 4.
Stasiun Mesin Operasi ti (detik) CUM ti Efisiensi Stasiun
13 8 8
Langkah 5 : Melakukan Mutasi
Langkah-langkah untuk melakukan proses mutasi dari semua kromosom ada adalah sebagai berikut :
Menetapkan probabilitas mutasi (Pm).
Bangkitkan bilangan random untuk setiap nilai gen yang berada dalam setiap kromosom, lalu dibandingkan dengan nilai Pm.
Jika bilangan random lebih kecil dari Pm, maka kromosom tersebut mengalami mutasi.
Proses mutasi dilakukan menggunakan metode order-based mutation, dengan ketentuan sebagai berikut :
Jika nilai bilangan random lebih kecil atau sama dengan ½ Pm, maka kurangi nilai gen dengan satu. Jika nilai gen tersebut adalah satu, maka tambahkan nilai gen tersebut dengan satu.
Jika nilai bilangan random lebih besar dari ½ Pm hingga nilai Pm, maka tambahkan nilai gen tersebut dengan satu.
Kromosom baru hasil proses mutasi dinamakan offspring mutasi.
Berikut ini adalah bilangan random yang dibangkitkan untuk setiap gen pada semua kromosom :
Kromosom 1 1 1 3 1 3 4 5 1 3 4 5 5 2 2 6
0.401 0.865 0.155 0.741 0.333 0.054 0.931 0.253 0.514 0.748 0.935 0.118 0.982 0.902 0.074
Kromosom 2 2 2 3 2 2 4 5 3 3 4 5 5 1 1 6
0.898 0.769 0.128 0.070 0.879 0.794 0.976 0.607 0.689 0.734 0.105 0.002 0.154 0.334 0.434
Kromosom 3 1 1 3 1 1 2 4 2 2 2 5 5 4 4 5
0.309 0.831 0.685 0.278 0.742 0.155 0.175 0.449 0.959 0.512 0.705 0.383 0.833 0.601 0.623
Kromosom 4 2 2 3 2 3 3 5 2 4 4 5 5 1 1 6
0.120 0.259 0.646 0.909 0.444 0.214 0.422 0.636 0.375 0.480 0.017 0.175 0.780 0.707 0.833
Offsrping Crossover Kromosom 4 2 2 3 2 3 4 5 3 4 4 5 5 1 1 6
0.454 0.045 0.446 0.829 0.168 0.383 0.810 0.134 0.964 0.422 0.923 0.729 0.756 0.424 0.937
Langkah 6 : Menghitung Decoding
Hasil dari offspring mutasi yang valid, dihitung decodingnya. Pada contoh kasus yang dihitung oleh penulis, tidak ada kromosom yang mengalami mutasi, maka tidak dilakukan perhitungan decoding untuk hasil mutasi.
Langkah 7 : Melakukan seleksi generasi 1
Hasil efisiensi total dari setiap kromosom yang valid adalah:
No. Kromosom Efisiensi Lintasan
1 Kromosom 1 72.46%
2 Kromosom 2 69.44%
3 Kromosom 3 83.33%
4 Kromosom 4 72.46%
5 Offsrping Crossover Kromosom 4 83.33%
Karena ukuran populasi adalah 4, maka kromosom yang dipilih untuk dilakukan generasi ke-2 adalah 4 buah hasil kromosom terbaik.
Untuk kasus ini, kromosom yang dipilih adalah :
No. Kromosom Efisiensi Lintasan
1 Kromosom 1 72.46%
2 Kromosom 3 83.33%
3 Kromosom 4 72.46%
4 Offsrping Crossover Kromosom 4 83.33%
Untuk generasi 2, dilakukan pengulangan dari langkah 2 hingga langkah 7 hingga akhirnya mendapatkan hasil sebagai berikut:
No. Kromosom Efisiensi Lintasan
1 Kromosom 1 72.46%
2 Kromosom 3 83.33%
3 Kromosom 4 72.46%
4 Offsrping Crossover Kromosom 4 83.33%
5 O C Kromosom 3 Generasi 2 83.33%
6 O C Kromosom 4 Generasi 2 72.46% .
Setelah mendapatkan kromosom yang baru, maka dilakukan seleksi kembali sehingga jumlah
kromosom yang dipilih sebanyak jumlah populasi yang telah ditetapkan (dalam mini case ini sebanyak 4 kromosom) sehingga berikut adalah hasilnya:
No. Kromosom Efisiensi Lintasan
1 Kromosom 3 83.33%
2 Offsrping Crossover Kromosom 4 83.33%
3 O C Kromosom 3 Generasi 2 83.33%
4 O C Kromosom 4 Generasi 2 72.46%
6.2. Pengolahan Data Perusahaan
Stasiun Task (EK) Mesin Ti (detik) Efisiensi
10 O - 41 Pelubang Kancing 70.08 30.71%
11 O - 42 Pemasang Kancing 48.71 21.35%
7. Kesimpulan dan Saran
7.1. Kesimpulan
1. Kelemahan dari metode yang sedang diterapkan oleh perusahaan saat ini adalah : a. Jumlah stasiun kerja yang dibentu sebanyak 17 stasiun kerja.
b. Lintasan produksi saat ini dirasakan belum edisien karena nilai efisiensi lintasan sebesar 48,58%.
c. Kapasitas produksi lintasan saat ini tidak mencapai target produksi yang ditentuka oleh perusahaan, dimana target produksi ditetapkan sebanyak 700 unit/minggu, sedangkan kapasitas produksi yang dihasilkan hanya 623 unit/minggu.
2. Metode penyeimbangan lintasan yang terpilih adalah dengan menggunakan metode algoritma genetika karena memiliki nilai efisiensi tertinggi, yaitu sebesar 79,93%.
3. Keunggulan dari metode algoritma genetika adalah:
a. Perusahaan dapat meningkatkan efisiensi lintasan produksi sebesar 25,35%. b. Perusahaan dapat menghemat sebanyak 4 stasiun kerja.
c. Perusahaan dapat mencapai target produksi karena kapasitas produksi yang dihasilkan dari metode ini adalah sebanyak 725 unit/minggu.
7.2. Saran
1. Perusahaan sebaiknya menggunakan metode algoritma genetika dalam penyusunan lintasan produksi karena dengan metode ini, lintasan produksinya akan semakin efisien dan kapasitas produksi dapat memenuhi target produksi.
2. Jika perusahaan mengikuti jam kerja pemerintah, sebaiknya menggunakan lintasan produksi yang diusulkan dengan mempertimbangkan overtime untuk memenuhi target produksi.
3. Jika algoritma genetika ini diterapkan untuk menyusun suatu lintasan produksi yang baru, maka harus diperhatikan parameter genetika yang digunakan , seperti jumlah populasi, jumlah generasi, probabilitas crossover, dan probabilitas mutasi. Semakin kompleks proses produksi suatu produk, maka jumlah populasi dan generasi akan semakin besar.
8. Daftar Pustaka
1. Baroto, Teguh, 2002, “Perencanaan Dan Pengendalian Produksi”, Penerbit Ghalia Indonesia. 2. Bedworth, D.D. & J.E. Bailey, 1987, “Integrated Production Control Systems”, John Wiley &
Sons, Inc, New York.
3. Blank, Leland T., 1982, “Statistical Procedures for Engineering, Management, and Science”, International Student Edition, McGraw-Hill, Tokyo.
4. Davis, Lawrence., 1991, “Handbook Of Genetic Algorithm”, New York: Van Nostrand Reinhold.
5. Elsayed, Elsayed A. and Boucher, Thomas O, 1985, “Analysis And Control Of Production System”, New Jersey : Prentice-Hall.
6. Gen, Mitsui and Runwei Cheng, 1997, “Genetic Algortihm And Engineering Design”, New York : John Wiley & Sons.
7. Kusuma, Hendra, 2002, “Perencanaan Dan Pengendalian Produksi”, Penerbit ANDI Yogyakarta.
8. Mitchell, Melanie, 2002, “ An Introduction To Genetic Algorithms”, Prentice-Hall of India. 9. Obitko, Marek,. 1998, web : http://www.obitko.com/tutorials/genetic-algorithms/index.php 10.Sutalaksana, Anggawisastra, & Tjakraatmadja, 1979, “Teknik Tata Cara Kerja”, Departemen
xi
DAFTAR PUSTAKA
1. Baroto, Teguh, 2002, “Perencanaan Dan Pengendalian Produksi”, Penerbit Ghalia Indonesia.
2. Bedworth, D.D. & J.E. Bailey, 1987, “Integrated Production Control Systems”, John Wiley & Sons, Inc, New York.
3. Blank, Leland T., 1982, “Statistical Procedures for Engineering, Management, and Science”, International Student Edition, McGraw-Hill, Tokyo.
4. Davis, Lawrence., 1991, “Handbook Of Genetic Algorithm”, New York: Van Nostrand Reinhold.
5. Elsayed, Elsayed A. and Boucher, Thomas O, 1985, “Analysis And Control Of Production System”, New Jersey : Prentice-Hall.
6. Gen, Mitsui and Runwei Cheng, 1997, “Genetic Algortihm And Engineering Design”, New York : John Wiley & Sons.
7. Kusuma, Hendra, 2002, “Perencanaan Dan Pengendalian Produksi”, Penerbit ANDI Yogyakarta.
8. Mitchell, Melanie, 2002, “ An Introduction To Genetic Algorithms”, Prentice-Hall of India.
9. Obitko, Marek,. 1998, web : http://www.obitko.com/tutorials/genetic-algorithms/index.php
xi
RIWAYAT PENULIS
Nama : Airlangga Khoerniawan
Alamat : Kalasan 1 K – 57 , Parmindo 40234 No. Telp. : 022- 6121370
No. Handphone : 0815-62-97934
Alamat E-mail : [email protected]
Pendidikan : Jurusan Teknik Industri Universitas Kristen Maranatha Nilai Tugas Akhir : A