i
Universitas Kristen Maranatha
ABSTRAK
CV. Surya Satoe Production adalah perusahaan yang bergerak dalam bidang garment dengan jenis produk yang dihasilkan celana cargo, celana katun, kemeja, t-shirt dan jaket. Permasalahan yang dihadapi oleh perusahaan saat ini adalah tidak tercapainya target produksi produk celana cargo. Kapasitas produksi yang dapat dicapai oleh perusahaan saat ini adalah sebesar 894.41 unit/minggu, sedangkan target produksi yang ditetapkan oleh perusahaan adalah sebesar 900 unit/minggu. Untuk menutupi kekurangan pencapaian target produksi, perusahaan melakukan kerja lembur. Hal ini menyebabkan perusahaan harus mengeluarkan tambahan biaya produksi. Berdasarkan hasil pengamatan, hal ini dikarenakan ketidakseimbangan beban kerja antar stasiun kerja. Beberapa stasiun kerja terlihat delay pada stasiun kerja permak, serta terdapat penumpukan barang setengah jadi (bottleneck) pada stasiun kerja pemasang kancing. Oleh karena ini, penulis akan mengusulkan penyeimbangan lintasan produksi yang sebaiknya dilakukan oleh perusahaan.
Dalam melakukan penyeimbangan lintasan produksi, penulis terlebih dahulu melakukan pengukuran waktu proses untuk setiap elemen kerja. Selanjutnya dilakukan pengujian kenormalan, keseragaman dan kecukupan terhadap data waktu yang diperoleh. Kemudian dilakukan perhitungan waktu siklus, waktu normal, dan waktu baku, dimana waktu tersebut digunakan untuk melengkapi Peta Proses Operasi (PPO) yang dibuat. Berdasarkan PPO tersebut, penulis membuat Precedence Diagram. Setelah itu, penulis membuat perhitungan penyeimbangan lintasan dengan menggunakan 3 alternatif metode penyeimbangan lintasan produksi, yaitumetode Helgeson-Birnie Approach (Rank Positional Weight), Kilbridge-Wester Heuristic (Region Approach) dan Moodie-Young. Setelah melakukan penyeimbangan lintasan dengan 3 metode tersebut, penulis membandingkan 3 metode tersebut berdasarkan efisiensi lintasannya. Metode dengan efisiensi lintasan terbaik akan dipilih untuk menjadi metode usulan lintasan produksi perusahaan.
v
Universitas Kristen Maranatha
DAFTAR ISI
COVER
ABSTRAK...i
LEMBAR PENGESAHAN ... ii
KATA PENGANTAR ... iii
DAFTAR ISI ... v
DAFTAR TABEL ... viii
DAFTAR GAMBAR ... x
BAB 1 PENDAHULUAN
1.1Latar Belakang Masalah ... 1-1 1.2Identifikasi Masalah ... 1-2 1.3Pembatasan Masalah dan Asumsi
1.3.1 Pembatasan Masalah ... 1-2 1.3.2 Asumsi ... 1-2 1.4Perumusan Masalah ... 1-3 1.5Tujuan Penelitian ... 1-3 1.6Sistematika penulisan ... 1-3
BAB 2 LANDASAN TEORI
2.1 Metode Pengukuran Waktu Kerja ... 2-1 2.2 Pengertian Lini Produksi...2-9 2.3 Pengertian Line Balancing ... 2-11 2.4 Istilah Line Balancing ... 2-11 2.5 Batasan Line Balancing ... 2-13 2.6 Ukuran Kerja Line Balancing ... 2-13 2.7 Metode Penyeimbangan Lintasan ... 2-14
BAB 3 METODOLOGI PENELITIAN
vi
Universitas Kristen Maranatha
3.2 Penjelasan Bagan Metodologi Penelitian ... 3-3 3.2.1 Penelitian Pendahuluan ... 3-3 3.2.2 Pembatasan Masalah dan Asumsi ... 3-3 3.2.3 Perumusan Masalah ... 3-3 3.2.4 Tujuan Penelitian ... 3-3 3.2.5 Penentuan Metode Pemecahan Masalah ... 3-3 3.2.6 Pengumpulan dan Pengolahan Data ... 3-4 3.2.7 Analisis ... 3-6 3.2.8 Kesimpulan dan Saran ... 3-6
BAB 4 PENGUMPULAN DATA
4.1 Sejarah Singkat Perusahaan ... 4-1 4.2 Struktur Organisasi ... 4-3 4.3 Visi dan Misi Perusahaan ... 4-3 4.4 Jam Kerja Kerja Perusahaan... 4-4 4.5 Data Mesin Perusahaan ... 4-4 4.6 Layout Perusahaan ... 4-5 4.7 Peta Proses Operasi ... 4-6 4.8 Data Waktu Operasi ... 4-7 4.9 Data Stasiun Kerja ... 4-10
BAB 5 PENGOLAHAN DATA DAN ANALISIS
vii
5.7.3 Penyeimbangan Lintasan Moodie-Young ... 5-23 5.8 Penentuan Metode Penyeimbangan Lintasan Produksi Usulan ... 5-27 5.9 Analisis Perbandingan Lintasan Produksi ... 5-27
BAB 6 KESIMPULAN DAN SARAN
6.1 Kesimpulan ... 6-1 6.2 Saran ... ... 6-2
DAFTAR PUSTAKA ... ... xi
viii
Universitas Kristen Maranatha
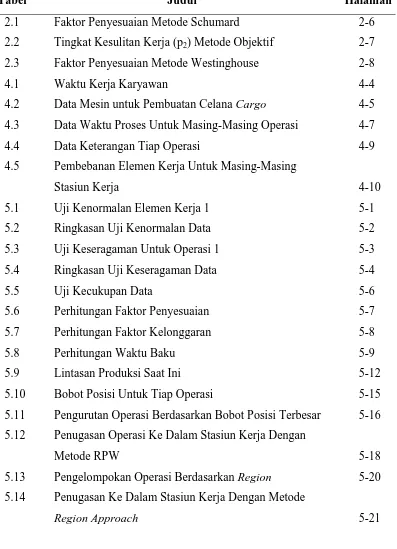
DAFTAR TABEL
Tabel Judul Halaman
2.1 Faktor Penyesuaian Metode Schumard 2-6
2.2 Tingkat Kesulitan Kerja (p2) Metode Objektif 2-7
2.3 Faktor Penyesuaian Metode Westinghouse 2-8
4.1 Waktu Kerja Karyawan 4-4
4.2 Data Mesin untuk Pembuatan Celana Cargo 4-5 4.3 Data Waktu Proses Untuk Masing-Masing Operasi 4-7
4.4 Data Keterangan Tiap Operasi 4-9
4.5 Pembebanan Elemen Kerja Untuk Masing-Masing
Stasiun Kerja 4-10
5.1 Uji Kenormalan Elemen Kerja 1 5-1
5.2 Ringkasan Uji Kenormalan Data 5-2
5.3 Uji Keseragaman Untuk Operasi 1 5-3
5.4 Ringkasan Uji Keseragaman Data 5-4
5.5 Uji Kecukupan Data 5-6
5.6 Perhitungan Faktor Penyesuaian 5-7
5.7 Perhitungan Faktor Kelonggaran 5-8
5.8 Perhitungan Waktu Baku 5-9
5.9 Lintasan Produksi Saat Ini 5-12
5.10 Bobot Posisi Untuk Tiap Operasi 5-15
5.11 Pengurutan Operasi Berdasarkan Bobot Posisi Terbesar 5-16 5.12 Penugasan Operasi Ke Dalam Stasiun Kerja Dengan
Metode RPW 5-18
5.13 Pengelompokan Operasi Berdasarkan Region 5-20 5.14 Penugasan Ke Dalam Stasiun Kerja Dengan Metode
ix
Universitas Kristen Maranatha
DAFTAR TABEL
Tabel Judul Halaman
5.15 Penyusunan Elemen Kerja Metode Moodie-Young 5-23
5.16 Penyusunan Matriks Moodie-Young 5-24
x
Universitas Kristen Maranatha
DAFTAR GAMBAR
Gambar Judul Halaman
3.1 Bagan Metodologi Penelitian 3-1
3.2 Flowchart uji Normal, Seragam, dan Cukup 3-5
4.1 Struktur Organisasi Perusahaan 4-3
4.2 Gambar Layout Stasiun Kerja Awal 4-5
4.3 Peta Proses Operasi Celana Cargo 4-6
5.1 Kurva Wilayah Kritis Elemen Kerja 1 5-2
5.2 Grafik Uji Keseragaman Elemen Kerja 1 5-4
5.3 Peta Proses Operasi Celana Cargo 5-10
5.4 Precedence Diagram Celana Cargo 5-11
A – 1
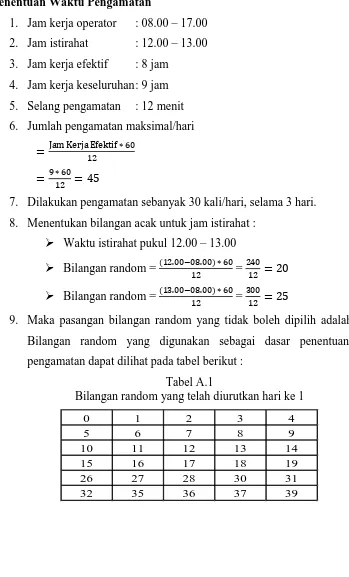
4. Jam kerja keseluruhan : 9 jam 5. Selang pengamatan : 12 menit 6. Jumlah pengamatan maksimal/hari
=JamKerjaEfektif∗60
12
=9∗60
12 = 45
7. Dilakukan pengamatan sebanyak 30 kali/hari, selama 3 hari. 8. Menentukan bilangan acak untuk jam istirahat :
Waktu istirahat pukul 12.00 – 13.00
Bilangan random = (12.00−08.00) ∗60
9. Maka pasangan bilangan random yang tidak boleh dipilih adalah 20-25. Bilangan random yang digunakan sebagai dasar penentuan waktu pengamatan dapat dilihat pada tabel berikut :
Tabel A.1
Bilangan random yang telah diurutkan hari ke 1
Lampiran A – 2
Tugas Akhir
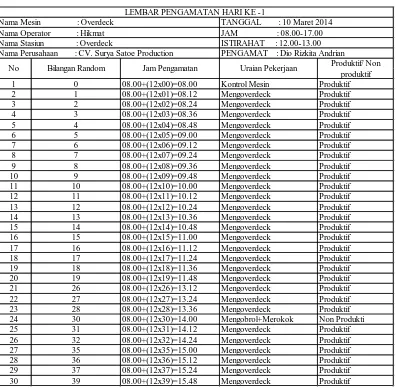
Tabel A.2 Pengamatan hari ke 1
1 0 08.00+(12x00)=08.00 Kontrol Mesin Produktif 2 1 08.00+(12x01)=08.12 Mengoverdeck Produktif 3 2 08.00+(12x02)=08.24 Mengoverdeck Produktif 4 3 08.00+(12x03)=08.36 Mengoverdeck Produktif 5 4 08.00+(12x04)=08.48 Mengoverdeck Produktif 6 5 08.00+(12x05)=09.00 Mengoverdeck Produktif 7 6 08.00+(12x06)=09.12 Mengoverdeck Produktif 8 7 08.00+(12x07)=09.24 Mengoverdeck Produktif 9 8 08.00+(12x08)=09.36 Mengoverdeck Produktif 10 9 08.00+(12x09)=09.48 Mengoverdeck Produktif 11 10 08.00+(12x10)=10.00 Mengoverdeck Produktif 12 11 08.00+(12x11)=10.12 Mengoverdeck Produktif 13 12 08.00+(12x12)=10.24 Mengoverdeck Produktif 14 13 08.00+(12x13)=10.36 Mengoverdeck Produktif 15 14 08.00+(12x14)=10.48 Mengoverdeck Produktif 16 15 08.00+(12x15)=11.00 Mengoverdeck Produktif 17 16 08.00+(12x16)=11.12 Mengoverdeck Produktif 18 17 08.00+(12x17)=11.24 Mengoverdeck Produktif 19 18 08.00+(12x18)=11.36 Mengoverdeck Produktif 20 19 08.00+(12x19)=11.48 Mengoverdeck Produktif 21 26 08.00+(12x26)=13.12 Mengoverdeck Produktif 22 27 08.00+(12x27)=13.24 Mengoverdeck Produktif 23 28 08.00+(12x28)=13.36 Mengoverdeck Produktif 24 30 08.00+(12x30)=14.00 Mengobrol+Merokok Non Produkti 25 31 08.00+(12x31)=14.12 Mengoverdeck Produktif 26 32 08.00+(12x32)=14.24 Mengoverdeck Produktif 27 35 08.00+(12x35)=15.00 Mengoverdeck Produktif 28 36 08.00+(12x36)=15.12 Mengoverdeck Produktif 29 37 08.00+(12x37)=15.24 Mengoverdeck Produktif 30 39 08.00+(12x39)=15.48 Mengoverdeck Produktif Nama Stasiun : Overdeck ISTIRAHAT : 12.00-13.00
LEMBAR PENGAMATAN HARI KE -1
Nama Mesin : Overdeck TANGGAL : 10 Maret 2014 Nama Operator : Hikmat JAM : 08.00-17.00 Nama Perusahaan : CV. Surya Satoe Production PENGAMAT : Dio Rizkita Andrian
No Bilangan Random Jam Pengamatan Uraian Pekerjaan Produktif/ Non produktif
Tabel A.3
Bilangan random yang telah diurutkan hari ke 2
Lampiran A – 3
Tugas Akhir
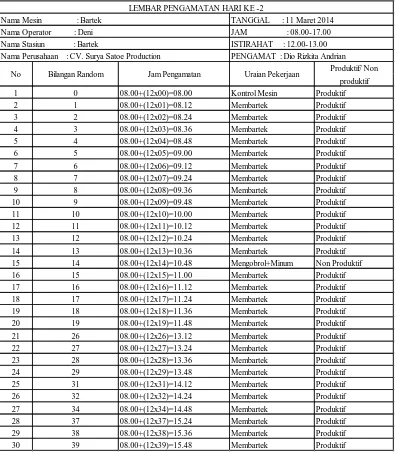
Tabel A.4 Pengamatan hari ke 2
1 0 08.00+(12x00)=08.00 Kontrol Mesin Produktif 2 1 08.00+(12x01)=08.12 Membartek Produktif 3 2 08.00+(12x02)=08.24 Membartek Produktif 4 3 08.00+(12x03)=08.36 Membartek Produktif 5 4 08.00+(12x04)=08.48 Membartek Produktif 6 5 08.00+(12x05)=09.00 Membartek Produktif 7 6 08.00+(12x06)=09.12 Membartek Produktif 8 7 08.00+(12x07)=09.24 Membartek Produktif 9 8 08.00+(12x08)=09.36 Membartek Produktif 10 9 08.00+(12x09)=09.48 Membartek Produktif 11 10 08.00+(12x10)=10.00 Membartek Produktif 12 11 08.00+(12x11)=10.12 Membartek Produktif 13 12 08.00+(12x12)=10.24 Membartek Produktif 14 13 08.00+(12x13)=10.36 Membartek Produktif 15 14 08.00+(12x14)=10.48 Mengobrol+Minum Non Produktif 16 15 08.00+(12x15)=11.00 Membartek Produktif 17 16 08.00+(12x16)=11.12 Membartek Produktif 18 17 08.00+(12x17)=11.24 Membartek Produktif 19 18 08.00+(12x18)=11.36 Membartek Produktif 20 19 08.00+(12x19)=11.48 Membartek Produktif 21 26 08.00+(12x26)=13.12 Membartek Produktif 22 27 08.00+(12x27)=13.24 Membartek Produktif 23 28 08.00+(12x28)=13.36 Membartek Produktif 24 29 08.00+(12x29)=13.48 Membartek Produktif 25 31 08.00+(12x31)=14.12 Membartek Produktif 26 32 08.00+(12x32)=14.24 Membartek Produktif 27 34 08.00+(12x34)=14.48 Membartek Produktif 28 37 08.00+(12x37)=15.24 Membartek Produktif 29 38 08.00+(12x38)=15.36 Membartek Produktif 30 39 08.00+(12x39)=15.48 Membartek Produktif Nama Stasiun : Bartek ISTIRAHAT : 12.00-13.00
LEMBAR PENGAMATAN HARI KE -2
Nama Mesin : Bartek TANGGAL : 11 Maret 2014 Nama Operator : Deni JAM : 08.00-17.00
Nama Perusahaan : CV. Surya Satoe Production PENGAMAT : Dio Rizkita Andrian
No Bilangan Random Jam Pengamatan Uraian Pekerjaan Produktif/ Non produktif
Tabel A.5
Bilangan random yang telah diurutkan hari ke 3
Lampiran A – 4
Tugas Akhir
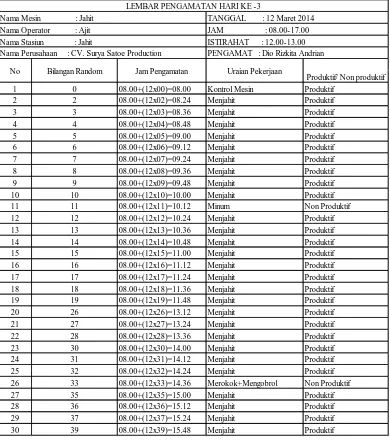
Tabel A.6 Pengamatan hari ke 3
1 0 08.00+(12x00)=08.00 Kontrol Mesin Produktif 2 2 08.00+(12x02)=08.24 Menjahit Produktif 3 3 08.00+(12x03)=08.36 Menjahit Produktif 4 4 08.00+(12x04)=08.48 Menjahit Produktif 5 5 08.00+(12x05)=09.00 Menjahit Produktif 6 6 08.00+(12x06)=09.12 Menjahit Produktif 7 7 08.00+(12x07)=09.24 Menjahit Produktif 8 8 08.00+(12x08)=09.36 Menjahit Produktif 9 9 08.00+(12x09)=09.48 Menjahit Produktif 10 10 08.00+(12x10)=10.00 Menjahit Produktif 11 11 08.00+(12x11)=10.12 Minum Non Produktif 12 12 08.00+(12x12)=10.24 Menjahit Produktif 13 13 08.00+(12x13)=10.36 Menjahit Produktif 14 14 08.00+(12x14)=10.48 Menjahit Produktif 15 15 08.00+(12x15)=11.00 Menjahit Produktif 16 16 08.00+(12x16)=11.12 Menjahit Produktif 17 17 08.00+(12x17)=11.24 Menjahit Produktif 18 18 08.00+(12x18)=11.36 Menjahit Produktif 19 19 08.00+(12x19)=11.48 Menjahit Produktif 20 26 08.00+(12x26)=13.12 Menjahit Produktif 21 27 08.00+(12x27)=13.24 Menjahit Produktif 22 28 08.00+(12x28)=13.36 Menjahit Produktif 23 30 08.00+(12x30)=14.00 Menjahit Produktif 24 31 08.00+(12x31)=14.12 Menjahit Produktif 25 32 08.00+(12x32)=14.24 Menjahit Produktif 26 33 08.00+(12x33)=14.36 Merokok+Mengobrol Non Produktif 27 35 08.00+(12x35)=15.00 Menjahit Produktif 28 36 08.00+(12x36)=15.12 Menjahit Produktif 29 37 08.00+(12x37)=15.24 Menjahit Produktif 30 39 08.00+(12x39)=15.48 Menjahit Produktif No Bilangan Random Jam Pengamatan Uraian Pekerjaan
LEMBAR PENGAMATAN HARI KE -3 Nama Mesin : Jahit
Nama Operator : Ajit Nama Stasiun : Jahit
Nama Perusahaan : CV. Surya Satoe Production
TANGGAL : 12 Maret 2014 JAM : 08.00-17.00 ISTIRAHAT : 12.00-13.00 PENGAMAT : Dio Rizkita Andrian
Lampiran A – 5
Produktif 29 29 28 86
Non Produktif 1 1 2 4
Jumlah 30 30 30 90
% Produktif 96.67% 96.67% 93.33%
% Non Produktif 3.33% 3.33% 6.67%
Kegiatan Pengamatan Hari Ke- Jumlah
�̅ = 93.33%+96.67%+96.67%
10.
Kesimpulan, data berada diantara BKB dan BKA maka data seragam.Uji Kecukupan
1 – 1 Universitas Kristen Maranatha
BAB I
PENDAHULUAN
1.1Latar Belakang Masalah
Persaingan yang semakin ketat dalam usaha khususnya industri manufaktur dewasa ini, menuntut perusahaan harus memiliki kemampuan untuk memacu dan mengembangkan seluruh potensi yang dimilikinya, agar usaha yang dijalankan dapat tetap berdiri, hidup dan berkembang. Salah satu upaya meningkatkan daya saing perusahaan adalah menekan biaya produksi, sehingga harga jual produk dapat diturunkan. Dalam upaya menekan biaya produksi, perusahaan harus dapat meningkatkan kapasitas yang sudah dicapai saat ini. Cara yang dapat dilakukan perusahaan untuk dapat meningkatkan kapasitas produksi adalah dengan melakukan penyeimbangan lintasan produksi.
CV. Surya Satoe Production adalah perusahaan yang bergerak dalam bidang garment dengan jenis produk yang dihasilkan celana cargo, celana katun, kemeja, t-shirt dan jaket. Berdasarkan wawancara dengan bagian produksi diketahui bahwa permasalahan yang dihadapi oleh perusahaan saat ini adalah tidak tercapainya target produksi produk celana cargo. Kapasitas produksi yang dapat dicapai oleh perusahaan saat ini adalah sebesar 800 – 850 unit/minggu, sedangkan target produksi yang ditetapkan oleh perusahaan adalah sebesar 900 unit/minggu. Untuk menutupi kekurangan pencapaian target produksi, perusahaan melakukan kerja lembur.
1.2Identifikasi Masalah
Bab 1 Pendahuluan 1 – 2
Tugas Akhir Universitas Kristen Maranatha
menganggur pada stasiun permak celana. Beban kerja suatu stasiun kerja dipengaruhi oleh waktu proses seluruh operasi yang dikerjakan oleh stasiun tersebut, dimana masing-masing operasi memerlukan waktu proses yang berbeda-beda. Oleh karena itu melalui penelitian ini, penulis akan mengusulkan pengaturan beban kerja yang sebaiknya diterapkan perusahaan agar total waktu proses tiap stasiun kerja menjadi lebih berimbang. Dengan demikian delay dan bottleneckdapat dikurangi.
1.3Pembatasan Masalah dan Asumsi
Dalam kegiatan penelitian dan kajian ini perlu adanya pembatasan masalah dan asumsi yang digunakan oleh penulis untuk membantu penulis menyelesaikan pengolahan data yang ada pada tugas akhir.
1.3.1 Pembatasan Masalah
Melihat luasnya permasalahan yang mungkin dibahas, maka penulis akan membatasi penelitian tugas akhir ini, sehingga hasil yang didapat menjadi lebih terarah dan baik. Pembatasan masalah tersebut adalah Proses pola dan potong tidak diamati, karena batch terpisah dan prosesnya relatif lebih cepat.
1.3.2 Asumsi
Dalam penulisan tugas akhir ini terdapat beberapa asumsi yang dilakukan oleh penulis. Asumsi-asumsi tersebut adalah sebagai berikut:
1. Mesin dan peralatan selalu dalam kondisi baik.
2. Pekerja dapat melakukan pekerjaan dengan trampil dan bekerja secara normal. 3. Ketersediaan bahan baku mencukupi.
4. Tingkat kepercayaan sebesar 95% dan tingkat ketelitian sebesar 5%.
1.4Perumusan Masalah
Bab 1 Pendahuluan 1 – 3
Tugas Akhir Universitas Kristen Maranatha
1. Apa kekurangandari lintasan produksi aktual yang diterapkan oleh perusahaan saat ini?
2. Metode penyeimbangan lintasan produksi apa yang sebaiknya diterapkan oleh perusahaan?
3. Manfaatapa yang dapat diperoleh oleh perusahaan dengan penerapan metode penyeimbangan lintasan usulan?
1.5Tujuan Penelitian
Dalam penulisan tugas akhir ini terdapat tujuan penelitian yang dibuat untuk menjawab perumusan masalah. Tujuan penelitian tersebut adalah sebagai berikut:
1. Menganalisis kekuranganlintasan produksi aktual yang ada saat ini.
2. Memberikan usulan metode penyeimbangan lintasan produksi yang sebaiknya diterapkan oleh perusahaan.
3. Menunjukan keunggulan yang dapat diperoleh perusahaan dari penerapan metode penyeimbangan lintasan usulan.
1.6Sistematika Penulisan
Laporan tugas akhir ini dibagi ke dalam beberapa bab yang berisi sebagai berikut:
BAB 1 PENDAHULUAN
Bab ini berisi latar belakang masalah, identifikasi masalah, pembatasan masalah dan asumsi, perumusan masalah, tujuan dan manfaat penelitian, dan sistematika penulisan tugas akhir.
BAB 2 TINJAUAN PUSTAKA
Bab ini berisi teori-teori dan pengertian berkenaan dengan topik tugas akhir yang berguna sebagai pedoman dalam penelitian dan pembuatan tugas akhir ini.
BAB 3 METODOLOGI PENELITIAN
Bab 1 Pendahuluan 1 – 4
Tugas Akhir Universitas Kristen Maranatha
sampai pada kesimpulan dan saran. Dibuat dalam bentuk flowchart berikut keterangannya.
BAB 4 PENGUMPULAN DATA
Bab ini berisi data-data yang berkaitan dengan topik penelitian yang diambil, baik yang merupakan data inti maupun data pelengkap.
BAB 5 PENGOLAHAN DATA DAN ANALISIS
Bab ini berisi langkah pengolahan data dan analisis yang dilakukan penulis sehingga data yang diperoleh menghasilkan informasi yang dibutuhkan untuk keperluan pemecahan masalah perusahaan.
BAB 6 KESIMPULAN DAN SARAN
6 – 1 Universitas Kristen Maranatha
BAB VI
KESIMPULAN DAN SARAN
6.1 Kesimpulan
Berdasarkan pengolahan data dan analisis yang telah dilakukan, maka penulis menyimpulkan:
1. Kelemahan dari kondisi yang sedang diterapkan oleh perusahaan saat ini adalah:
a. Jumlah stasiun kerja yang dibentuk sebanyak 18 stasiun kerja sehingga membutuhkan jumlah mesin dan jumlah operator yang lebih banyak.
b. Efisiensi lintasan produksi yang saat ini diterapkan perusahaan relatif rendah yaitu sebesar 38.95%.
c. Kapasitas produksi lintasan saat ini tidak mencapai target produksi yang ditentukan oleh perusahaan, dimana target produksi ditetapkan sebanyak 900 unit/minggu, sedangkan kapasitas produksi yang dihasilkan hanya 894.41 unit/minggu.
2. Metode penyeimbangan lintasan yang diusulkan adalahmetode Region Approach karena memiliki nilai efisiensi tertinggi, yaitu sebesar 53.35% dan jumlah stasiun kerja terkecil yaitu sebanyak 16 stasiun kerja.
3. Keunggulan dari metode Region Approach adalah:
a. Perusahaan dapat meningkatkan efisiensi lintasan produksi sebesar 14.40%.
b. Perusahaan dapat menghemat sebanyak 2 mesin.
Bab 6Kesimpulan Dan Saran 6 - 2
Tugas Akhir Universitas Kristen Maranatha
6.2 Saran
Saran bagi perusahaan:
1. Perusahaan sebaiknya melakukan sosialisasi mengenai perubahaan pembebanan kerja untuk masing-masing stasiun kerja dan mengadakan pelatihan bila perlukan agar pekerja dapat terbiasa dengan beban kerja yang baru sesuai dengan susunan lintasan produksi yang diusulkan.
xi Universitas Kristen Maranatha
DAFTAR PUSTAKA
1. Baroto, Teguh, 2002, “Perencanaan Dan Pengendalian Produksi”, Penerbit Ghalia Indonesia.
2. Bedworth, D.D. & J.E. Bailey, 1987, “Integrated Production Control Systems”, John Wiley & Sons, Inc, New York.
3. Blank, Leland T., 1982, “Statistical Procedures for Engineering, Management, and Science”, International Student Edition, McGraw-Hill, Tokyo.
4. Elsayed, Elsayed A. and Boucher, Thomas O, 1985, “Analysis And Control Of Production System”, New Jersey : Prentice-Hall.
5. Kusuma, Hendra, 2002, “Perencanaan Dan Pengendalian Produksi”, Penerbit ANDI Yogyakarta.