MODUL HASIL PENYELARASAN
SEKOLAH MENENGAH KEJURUAN
SESUAI KEBUTUHAN INDUSTRI
KOMPETENSI KEAHLIAN
KIMIA INDUSTRI
KEMENTERIAN PERINDUSTRIAN
PUSAT PENDIDIKAN DAN PELATIHAN INDUSTRI
2017
KATA PENGANTAR
Puji syukur kami panjatkan ke hadirat Tuhan Yang Maha Esa atas karunia dan hidayah-Nya, sehingga kami dapat menyelesaikan modul hasil penyelarasan Kurikulum Sekolah Menengah Kejuruan (SMK) sesuai kebutuhan kompetensi di industri Kegiatan penyelarasan kurikulum dan silabi ini dilakukan sebagai tindak lanjut atas Instruksi Presiden No. 9 Tahun 2016 tentang Revitalisasi Sekolah Menengah Kejuruan dalam rangka Peningkatan Kualitas dan Daya Saing Sumber Daya Manusia Indonesia.
Modul ini berisi materi kompetensi sisipan yang dibutuhkan oleh industri sebagai pelengkap atas materi pembelajaran yang telah diberikan selama ini kepada peserta didik di SMK. Untuk mencapai kompetensi yang sesuai kebutuhan industri tersebut, pembelajaran dengan modul ini dilaksanakan dengan sistem modular, yaitu pembelajaran diselesaikan untuk satu materi pembelajaran sebelum dilanjutkaan pada materi pembelajaran berikutnya.
Penyusunan modul ini melibatkan berbagai pihak yang terkait, mulai dari praktisi pada sektor industri; guru SMK di lingkungan Kementerian Pendidikan dan Kebudayaan; serta guru dan dosen unit pendidikan di lingkungan Kementerian Perindustrian. Modul ini merupakan pelengkap bahan ajar pada SMK-SMK yang terkait sehingga kemampuan peserta didik dapat sesuai dengan kebutuhan di sektor industri,
Akhir kata, semoga modul ini dapat meringankan tugas guru dalam mengajar serta mempermudah peserta didik untuk menguasai kompetensi yang diharapkan oleh industri. Kami menyadari bahwa modul ini jauh dari kesempurnaan, untuk itu kami mengharapkan masukan dari para pemangku kepentingan, khususnya para praktisi di sektor industri.
Juni 2017 Tim Penyusun Modul
Penyelarasan Kurikulum dan Silabi Pusdiklat Industri
MODUL
DASAR – DASAR MIKROBIOLOGI
MATERI SISIPAN
HACCP
iii
DAFTAR ISI
DAFTAR ISI ... iii
PETA KEDUDUKAN BAHAN AJAR ... v
BAB. I. Pendahuluan ... 1
A. Deskripsi ... 1
B. Prasyarat ... 1
C. Petunjuk Penggunaan Modul ... 1
D. Tujuan Akhir ... 2
E. Cek Kemampuan ... 2
BAB. II. Pembelajaran ... 3
Kegiatan Pembelajaran 1 HACCP ... 3
A. Deskripsi ... 3 B. Kegiatan Belajar 1 ... 3 1. Tujuan Pembelajaran 1 ... 3 2. Uraian Materi 1 ... 3 3. Rangkuman 1 ... 8 4. Tugas Formatif 1 ... 8 5. Tes Formatif 1 ... 8
Kegiatan Pembelajaran 2 Peraturan Perundangan Tentang Pangan, Sanitasi Industry dan GMP ... 9
A. Deskripsi ... 9 B. Kegiatan Belajar 2 ... 9 1. Tujuan Pembelajaran 2 ... 8 2. Uraian Materi 2 ... 8 3. Rangkuman 2 ... 11 4. Tugas Formatif 2 ... 12 5. Tes Formatif 2 ... 12
BAB. III. PENUTUP ... 13
iv
PETA KEDUDUKAN BAHAN AJAR
Dasar – dasar mikrobiologi terhadap mata pelajaran yang lain:
DASAR BIDANG KEAHLIAN
S IM U L A S I D A N K O M U N IK A S I D IG IT A L F IS IK A K IM IA
DASAR PROGRAM KEAHLIAN
A N A L IS IS K IM IA D A S A R T E K N IK D A S A R P E K E R J A A N L A B O R A T O R IU M K IM IA D A S A R – D A S A R M IK R O B IO L O G I KOMPETENSI KEAHLIAN A Z A S T E K N IK K IM IA A L A T IN D U S T R I K IM IA O P E R A S I T E K N IK K IM IA P R O S E S IN D U S T R I K IM IA P R O D U K K R E A T IF D A N K E W IR A U S A H A A N
1
BAB I
PENDAHULUAN
A. Deskripsi
Modul ini menjelaskan mengenai materi dasar – dasar mikrobiologi dengan fokus pada bahasan HACCP (Hazard Analysis Critical Control Point). HACCP merupakan sistem jaminan keamanan pangan yang mendasarkan kepada suatu kesadaran bahwa bahaya (hazard) berpeluang timbul pada berbagai titik atau tahap produksi, dan harus dikendalikan untuk mencegah terjadinya bahaya-bahaya tersebut.
B. Prasyarat Pembelajaran
Tidak ada persyaratan spesifik untuk menggunakan modul ini karena siswa kompetensi keahlian Kimia Industri kelas XI wajib mengikuti mata pelajaran Dasar – Dasar Mikrobiologi
C. Petunjuk Penggunaan Modul 1. Penjelasan Bagi Peserta Diklat
Untuk memperoleh hasil yang maksimal dalam menggunakan modul ini, langkah- langkah yang perlu dilaksanakan antara lain:
a. Bacalah dan pahami dengan seksama uraian materi yang ada pada masing-masing kegiatan belajar. Materi yang kurang jelas dapat ditanyakan pada guru maupun instruktur yang mengampu kegiatan ini.
b. Kerjakanlah tugas-tugas yang diberikan pada setiap kegiatan belajar. Hal ini akan menambah kedalaman penguasaan materi-materi peserta diklat pada kegiatan belajar yang bersangkutan.
c. Kerjakan tes formatif dengan baik. Tes ini menunjukkan tingkat penguasaan peserta diklat pada materi-materi yang dibahas dalam kegiatan yang bersangkutan.
d. Jangan berpindah pada kegiatan belajar berikutnya, jika penguasaan materi pada kegiatan belajar sebelumnya masih belum dikuasai. Ulangi kegiatan belajar ini dan bertanyalah hal-hal yang belum dikuasai kepada guru atau instruktur yang mengampu.
2
2. Petunjuk Bagi GuruPeran guru pada setiap kegiatan belajar modul adalah: a. Membantu siswa dalam merencanakan proses belajar.
b. Membimbing siswa melalui tugas-tugas pelatihan yang dijelaskan dalam tahap belajar.
c. Membantu siswa dalam memahami konsep dan praktik baru dan menjawab pertanyaan siswa mengenai proses belajar siswa.
d. Membantu siswa untuk menentukan dan mengakses sumber tambahan lain yang diperlukan untuk belajar.
e. Mengorganisasikan kegiatan belajar kelompok jika diperlukan.
f. Merencanakan seorang ahli / pendamping guru dari tempat kerja untuk membantu jika diperlukan.
g. Melaksanakan penilaian.
h. Menjelaskan kepada siswa mengenai bagian yang perlu untuk dibenahi dan merundingkan rencana pembelajaran selanjutnya.
i. Mencatat pencapaian kemajuan siswa.
D. Tujuan Akhir
Setelah mempelajari seluruh materi kegiatan belajar dalam modul ini, diharapkan peserta diklat dapat:
1. Memahami konsep HACCP
2. Menganalisis bahaya dan titik kritis dalam industri pangan
3. Memahami peraturan perundangan yang berkaitan dengan pangan 4. Memahami konsep sanitasi industri dalam industri pangan
5. Menerapkan Good Manufacturing Practices (GMP) sesuai dengan persyaratan yang telah ditentukan
E. Cek Kemampuan
1. Apa yang dimaksud dengan HACCP dan arti penting HACCP dalam industri pangan
2. Bagaimana cara menentukan CCP (Critical Control Point) dan limit kritis (critical limit) pada CCP
3. Bagaimana garis besar Undang-undang No. 18 tahun 2012 tentang pangan
4. Apa yang dimaksud dengan sanitasi industri, sebutkan bahan yang digunakan sebagai sarana sanitasi
3
BAB II
PEMBELAJARAN
A. Rencana Belajar Peserta Diklat Standar Kompetensi : HACCP
Kompetensi dasar : Memahami konsep HACCP serta menganalisis bahaya dan titik kritis dalam industri pangan
B. Kegiatan Belajar 1
Penerapan HACCP pada industri pangan 1. Tujuan Kegiatan Belajar 1
Setelah berdiskusi dan menggali informasi HACCP peserta didik akan dapat memahami konsep HACCP serta menganalisis bahaya dan titik kritis dalam industry pangan dengan tepat.
2. Uraian Materi 1 2.1. HACCP
Hazard Analysis Critical Control Point (HACCP) adalah suatu sistem jaminan keamanan pangan yang mendasarkan kepada suatu kesadaran bahwa bahaya (hazard) berpeluang timbul pada berbagai titik atau tahap produksi, dan harus dikendalikan untuk mencegah terjadinya bahaya-bahaya tersebut
Bahaya adalah segala macam aspek mata rantai produksi pangan yang tidak dapat diterima karena merupakan penyebab masalah keamanan pangan (Sudarmadji, 2005). Bahaya tersebut meliputi :
1. Keberadaan yang tidak dikehendaki dari pencemar biologis, kimiawi, atau fisik pada bahan mentah.
2. Pertumbuhan atau kelangsungan hidup mikroorganisme dan hasil perubahan kimiawi yang tidak dikehendaki (misalnya nitrosamin) pada produk antara atau jadi, atau pada lingkungan produksi.
3. Kontaminasi atau kontaminasi ulang ( cross contamination) pada produk antara atau jadi, atau pada lingkungan produksi
Filosofi sistem HACCP ini adalah pembinaan dan pengawasan mutu dan keamanan pangan berdasarkan pencegahan preventif (preventive measure) yang dipercayai lebih unggul dibanding dengan cara-cara tradisional (conventional) yang terlalu menekankan pada sampling dan pengujian produk akhir di
4
laboratorium. Sistem HACCP lebih menekankan pada upaya pencegahan preventif untuk memberi jaminan keamanan produk pangan
2.2. Tujuan HACCP
Tujuan HACCP secara umum adalah meningkatkan kesehatan masyarakat dengan cara mencegah atau mengurangi kasus keracunan dan penyakit melalui makanan (Food born disease). Food Born Disease dapat timbul dari beberapa faktor, antara lain: pendinginan makanan yang tidak tepat, membiarkan makanan selama ≥12 jam penyajian, kontaminasi makanan mentah ke dalam makanan “non-reheating”, penanganan makanan oleh pekerja yang menderita infeksi, proses pemasakan dan pemanasan yang kurang, penyimpanan makanan dalam keadaan hangat, pemanasan kembali makanan dengan suhu yang tidak tepat, berasal dari sumber yang tidak aman serta terjadinya kontaminasi silang.
Secara khusus, tujuan HACCP dalam proses produksi adalah mengevaluasi cara produksi, memperbaiki cara produksi, memantau & mengevaluasi penanganan, pengolahan, sanitasi serta meningkatkan inspeksi mandiri. Sedangkan fungsi HACCP dalam proses produksi adalah mencegah penarikan makanan, meningkatkan jaminan Food Safety, membenahi unit produksi, mencegah kehilangan, meningkatkan kepercayaan konsumen serta mencegah pemborosan biaya
2.3. Prinsip HACCP
Prinsip 1 Identifikasi Bahaya
Identifikasi bahaya ini berkaitan dengan pengetahuan jenis -jenis mikroorganisme, bahan kimia dan benda asing. Pada prinsip ini dilakukan pemeriksaan karakteristik produk serta bahaya yang akan timbul waktu dikonsumsi oleh konsumen. Bahaya (hazard) yang dapat menyebabkan makanan menjadi tidak aman untuk dikonsumsi yaitu:
a. Hazard fisik, contohnya Bahaya fisik termasuk benda -benda seperti pecahan logam, gelas, batu, yang dapat menimbulkan luka di mulut, gigi patah, tercekik ataupun perlukaan pada saluran pencernaan
b. Hazard kimia, contohnya pestisida, zat pembersih, antibiotik, logam berat, dan bahan tambahan makanan
c. Hazard biologi, contohnya . Bahaya biologi antara lain mikroba patogen (parasit, bakteri), tanaman, dan hewan beracun.
5
Hal-hal penting yang perlu dipertimbangkan adalah:
a. Formulasi yaitu bahan mentah dan bahan baku yang dapat mempengaruhi keamanan dan kestabilan produk.
b. Proses yaitu parameter proses pengolahan yang dapat mempengaruhi bahaya. c. Kemasan yaitu perlindungan terhadap kontaminasi ulang dan pertumbuhan
mikroorganisme
d. Penyimpanan/penanganan; adalah waktu dan kondisi suhu serta penanganan di dapur dan penyimpanan di etalase.
e. Perlakuan konsumen; digunakan oleh konsumen atau ahli masak professional. f. Target grup yaitu pemakai akhir makanan tersebut (bayi, orang dewasa, lanjut
usia)
Prinsip 2 Penetapan CCP (Critical Control Point)
Critical Control Point adalah setiap titik termasuk bahan mentah, tahap atau prosedur pada suatu sistem produksi makanan yang jika tidak dikendalikan dapat mengakibatkan risiko kesehatan yang tidak diinginkan.
CCP ditetapkan pada setiap tahap proses mulai dari awal produksi suatau makanan hingga sampai ke konsumsi. Pada setiap tahap ditetapkan jumlah CCP untuk bahaya mirobiologis, kimia, maupun fisik. Pada beberapa produk pangan, formulasi makanan mempengaruhi tingkat keamanannya, oleh karena itu CCP pada produk semacam ini diperlukan untuk mengontrol beberapa parameter seperti pH, aktivitas air, dan adanya bahan tambahan makanan
Prinsip 3 Penetapan Batas / Limit Kritis
Limit kritis merupakan batas antara keadaan dapat diterima dan tidak dapat diterima yang ditetapkan pada setiap CCP yang ditentukan. Ada dua titik pengendalian kritis:
- Titik Pengendalian Kritis 1 (CCP-1), adalah sebagai titik dimana bahaya dapat dihilangkan
- Titik Pengendalian Kritis 2 (CCP-2), adalah sebagai titik dimana bahaya dikurangi.
Prinsip 4 Pemantauan Batas Kritis
Pemantauan adalah pengecekan bahwa suatu prosedur pengolahan dan penanganan pada CCP dapat dikendalikan. Frekuensi pemantauan perlu dicantumkan untuk pemantauan. Lima macam pemantauan yang penting
6
dilaksanakan antara lain: pengamatan, evaluasi, sensorik, pengukuran sifat fisik, pengujian kimia, pengujian mikrobiologi.
Prinsip 5 Tindakan Koreksi
Tindakan koreksi harus ditetapkan jika hasil pemantauan menunjukan penyimpangan batas kritis (CCP kehilangan kendali). Tindakan koreksi yang ditetapkan spesifik untuk setiap CCP. Tindakan pencegahan termasuk menarik produk yang menyimpang dari standar mutu (alternatif terakhir)
Prinsip 6 Verifikasi
Verifikasi dilakukan dengan mentapkan jadwal verifikasi, memeriksa kembali rencana HACCP, memeriksa kembali rencana HACCP, memeriksa catatan HACCP, memeriksa penyimpangan dan prosedur perbaikan, mengendalikan CCP dengan pengamatan visual selama produksi, mengambil contoh dan melakukan analisa serta membuat kesesuaian rencana HACCP
Prinsip 7 Dokumentasi HACCP
Dokumentasi HACCP mencakup judul dan tanggal pencatatan, keterangan khusu pada makanan, bahan dan peralatan yang digunakan, proses pengolahan yang dilakukan, CCP yang ditemukan, batas kritis yang ditetapkan, penyimpangan dari batas kritis yang terjadi, tindakan koreksi / perbaikan serta identifikasi tenaga operator peralatan khusus
2.4. Penarikan Pangan yang Pernah Terjadi
Peraturan Kepala BPOM Nomor 22 Tahun 2017 tentang penarikan pangan dari peredaran memberikan aturan bahwa penarikan pangan adalah tindakan menarik pangan yang berpotensi menimbulkan gangguan kesehatan dan/atau tidak sesuai dengan peraturan perundang-undangan dari setiap tahapan pada rantai Pangan, termasuk Pangan yang telah dimiliki oleh konsumen dalam upaya untuk memberikan perlindungan terhadap konsumen.
Masyarakat perlu perlindungan dari Pangan yang dapat merugikan dan/atau membahayakan kesehatan, seperti terkontaminasi oleh cemaran mikrobiologi, cemaran kimia, dan/atau cemaran fisik, bahan baku atau bahan tambahan Pangan yang tidak dicantumkan pada label, kerusakan kemasan, kesalahan pelabelan dll. Apabila dalam peredaran Pangan ditemukan ketidaksesuaian tersebut, maka Pangan harus ditarik dari peredaran
7
Peristiwa penarikan pangan yang pernah terjadi antara lain:
1. Perusahaan makanan Cargil Company telah menarik salah satu produknya yaitu daging kalkun di tahun 2012. penarikan tersebut dilakukan di 26 negara mengingat kalkun yang disembelihnya dinyatakan mengandung 76 penyakit. Dilaporkan setidaknya sudah ada satu orang meninggal dunia karena mengkonsumsi sebelum dilakukan penarikan.
2. Mars menarik produk cokelatnya dari 55 negara pada 2016. Penarikan yang bersifat sukarela ini terjadi karena adanya laporan konsumen berupa penemuan plastik dalam produk cokelat.
3. Penambahan melamin pada susu juga membuat penarikan produk susu dari peredaran pada 2008. Melamin merupakan senyawa yang digunakan dalam pembuatan plastik dan pupuk, sehingga penggunaannya dalam pangan melanggar peraturan dan disebut sebagai pemalsuan produk.
4. Pada tahun 2011 produsen melakukan penarikan sukarela untuk dua jenis produk: Oral-B Tooth & Gum Care Mouth Rinse ukuran 350ml dan 500ml, serta Oral-B Tooth & Gum Care Mouth Rinse – Alcohol Free ukuran 350ml dan 500ml. Hal ini merupakan langkah antisipasi setelah menemukan tingkat kandungan mikroba yang melewati batas pada produk yang diproduksi oleh salah satu pabrik yang menerima kontrak produksi mereka.
5. Tahun 2005 Inggris melakukan penarikan besar-besaran terhadap produk pangan yang menggunakan bahan pencelup Sudan 1 yang menyebabkan kanker. Lebih dari 400 produk makanan ditemukan Agen Standarisasi Pangan (FSA) Inggris mengandung Sudan 1 yang mengandung karsinogen. Sudan 1 biasanya digunakan untuk mewarnai bahan pelarut, oli, lilin, minyak tanah, sepatu, dan pengkilap lantai.Temuan awal bermula dari saus Crosse and Blackwell Worcester yang diproduksi Premier Foods. Saus itu mengandung bubuk cabai yang terkontaminasi dengan bahan pencelup Sudan 1. Bahan ini dilarang ditambahkan dalam pangan.FSA memberikan peringatan kepada Premier Food pada 15 Februari 2005. Namun baru pada 18 Februari, FSA mengeluarkan daftar bahan produk makanan berbahaya kepada publik.Seperti dilansir www.food.gov.uk, FSA telah 4 kali mengeluarkan daftar.
a. Daftar pertama dikeluarkan pada 18 Februari 2005 pukul 13.25 waktu setempat. Daftar itu memuat 359 produk.
b. Daftar kedua dikeluarkan FSA pada 21 Februari 2005 pukul 12.15 karena ada penambahan produk makanan berbahaya hingga menjadi 397 produk.
8
c. Pada tanggal yang sama pukul 16.45, FSA kembali mengeluarkan daftar hingga menjadi 419 produk.
d. Pada 22 Februari 2005 pukul 16.10 ditambah hingga menjadi 428 produk. Produk makanan itu antara lain: produk makanan dari Aldi, Asda, Birds Eye, Booker, Brakes, Bramwell, Canterbury Foods, Colman's, Crosse & Blackwell, CWS, GW Padley Ltd, Happy Shopper, Heinz, Iceland, Kwik Save, Makro, Marks and Spencer, McCormick, McDonald's, Morrisons, Netto, Northern Foods, Oak Farm Foods, Padley, Pot Noodle, Premier Foods, Pret a Manger, Princes, Sandwich Factory, Sainsbury's, Somerfield, Spar, Schweppes, Coca Cola Enterprises, Tesco, Thresher, Tryton Foods, Unilever, Waitrose, Walkers Snack Foods, dan Weight Watchers.
6. Lebih dari satu juta cokelat ditarik kembali oleh Cadbury-Schweppes pada tahun 2006 setelah terkontaminasi Salmonella di Inggris dan Irlandia. Perusahaan memperkirakan recall mencapai 20 juta poundsterling. Recall tersebut menyebabkan penurunan 14 persen dalam penjualan permen tersebut pada saat itu.
7. Pada tahun 2008, Departemen Pertanian Amerika Serikat memesan makanan kepada Westland/Hallmark berupa 143 juta pon daging sapi. Tapi sebagian yang digunakan untuk program makan siang sekolah dianggap tak layak konsumsi.
3. Rangkuman 1
HACCP pentinhg artinya dalam industry yang mengolah bahan pangan. Penerapan HACCP akan meminimalisir resiko yang mungkin terjadi pada bahan pangan. Hal ini akan menguntungkan bagi konsumen maupun industri
4. Tugas 1
Carilah informasi tentang penerapan HACCP di Indonesia serta Industri yang menerapkan. Diskusikun dengan anggota kelompok Anda kemudian paparkan di depan kelas
5. Tugas Formatif 1
1. Apa yang dimaksud dengan HACCP 2. Jelaskan tujuan HACCP
9
Kegiatan Belajar 2Mengetahui peraturan perundangan tentang pangan, sanitasi industry dan GMP 1. Tujuan Kegiatan Belajar 2
Peserta dapat mengetahui tentang Good Manufacturing Practice dan pengelolaan sanitasi di industry pangan
2. Uraian Materi 2 2.1.GMP
GMP merupakan pedoman cara berproduksi pangan yang bertujuan supaya produsen pangan memenuhi persyaratan-persyaratan yang telah ditentukan untuk menghasilkan produk pangan yang bermutu dan aman dikonsumsi sesuai dengan tuntutan konsumen.
GMP mempersyaratkan setiap permukaan yang bersinggungan dengan makanan dan berada dalam kondisi basah harus dikeringkan dan disanitasi. Peraturan GMP juga mempersyaratkan penggunaan zat kimia yang cukup dalam dosis yang dianggap aman.
Cakupan secara umum dari penerapan pedoman cara produksi pangan yang baik untuk industri rumah tangga (CPPB-IRT) berdasarkan Surat Keputusan Kepala Badan POM RI Nomor : HK. 00.05.5.1639 tahun 2003 yang diperbaharui dengan Peraturan Kepala Badan Pengawas Obat Dan Makanan Republik Indonesia Nomor HK.03.1.23.04.12.2206 Tahun 2012 adalah sebagai berikut 1. Lokasi dan lingkungan produksi
Lokasi dan lingkungan produksi perlu diperhatikan pada aspek sumber pencemaran potensial dan pertimbangan tindakan pencegahan yang mungkin dapat dilakukan untuk melindungi pangan yang diproduksinya.
2. Bangunan dan Fasilitas
Bangunan dan fasilitas industri menjamin bahwa bahan pangan tidak tercemar oleh bahaya fisik, biologis dan kimia serta mudah dibersihkan dan disanitasi selama proses produksi.
3. Peralatan produksi
Perhatikan potensi kontaminasi silang. Konstruksi dan tata letak diatur sehingga ada jaminan mutu dan keamanan pangan yang dihasilkan.
4. Suplai air atau sarana penyediaan air
Air yang digunakan selama proses produksi harus cukup dan memenuhi persyaratan kualitas air bersih dan atau air minum.
10
6. Kesehatan dan higiene karyawanKesehatan dan hygiene karyawan yang baik dapat menjamin bahwa pekerja yang kontak langsung maupun tidak langsung dengan pangan tidak menjadi sumber pencemaran.
7. Pemeliharaan dan program hygiene sanitasi karyawan 8. Penyimpanan
9. Pengendalian proses 10. Penarikan produk
Penarikan produk pangan adalah tindakan menghentikan peredaran pangan karena diduga sebagai penyebab timbulnya penyakit atau keracunan pangan. Tujuannya adalah mencegah timbulnya korban yang
11. Pencatatan dan dokumentasi 12. Pelatihan karyawan
Pimpinan dan karyawan harus mempunyai pengetahuan dasar mengenai prinsip–prinsip dan praktek higiene dan sanitasi pangan
2.2.Sanitasi
Sanitasi adalah kegiatan pengendalian lingkungan produksi, bahan baku, peralatan dan pekerja untuk mencegah pencemaran dan kerusakan pada produk serta mengupayakan lingkungan kerja yang bersih dan sehat
Sanitasi pabrik diatur dalam SSOP (Sanitation Standard Operating
Procedures) yaitu prosedur pelaksanaan sanitasi untuk memastikan area produksi dan semua permukaan yang kontak dengan produk pangan terbebas dari kontaminasi mikroba. Pengendalian tersebut termasuk di antaranya adalah keamanan air, kondisi dan kebersihan permukaan yang bersentuhan dengan bahan pangan.
Menurut Purwiyatno (2009) untuk melakukan pekerjaan dengan baik tanpa khawatir mencemari produk pangan yang ditanganinya, maka pekerja di dapur perlu memperhatikan beberapa hal mengenai perlengkapan sebagai berikut : a. Pekerja harus mengenakan pakaian yang bersih dan sopan. Umumnya
pakaian yang berwarna putih sangat dianjurkan
b. Pekerja sebaiknya tidak mengenakan jam tangan, kalung, anting, cincin, dan benda kecil lainya yang mudah putus atau hilang.
c. Pekerja sebaiknya memakai baju dengan ukuran yang pas. Kancing baju terpasang dengan baik sehingga tidak mudah putus, terjatuh, dan tercampur dalam bahan pangan yang sedang diolah.
11
d. Jumlah baju seragam yang disediakan sebaiknya cukup. Baju seragam hanya dipakai pada saat bekerja.
e. Pekerja harus selalu menggunakan penutup rambut. Hal ini bertujuan untuk melindungi kemungkinan jatuhnya rambut atau ketombe ke alat pengolahan makanan ataupun ke adonan makanan. Selain itu, pemakaian topi dan penutup rambut juga dapat membantu menyerap keringat yang ada di dahi sehingga jatuhnya keringat ke makanan dapat dihindari.
f. Pekerja harus memelihara kebersihan kukukuku tangan dan kaki, dengan cara dipotong pendek, rapi dan bersih.
2.3.Tahap-Tahap Higiene dan Sanitasi
Prosedur untuk melaksanakan higiene dan sanitasi harus disesuaikan dengan jenis dan tipe mesin/alat pengolah makanan. Stamdar yang digunakan adalah :
1) Pre rinse yaitu langkah awal dengan menghilangkan tanah dan sisa makanan dengan mengerok, membilas dengan air, menyedot kotoran dan sebagainya 2) Pembersihan : menghilangkan tanah dengan cara mekanis atau mencuci dengan
lebih efektif.
3) Pembilasan: membilas tanah dengan pembersih seperti sabun/deterjen dari permukaan
4) Pengecekan visual: memastikan dengan indera mata bahwa permukaan alat bersih
5) Penggunaan disinfektan : untuk membunuh mikroba.
6) Pembersihan akhir : bila diperlukan untuk membilas cairan disinfektan
7) “Drain dry” atau pembilasan kering : disinfektan atau final rinse dikeringkan dari alat-alat tanpa diseka/dilap.
2.4. Jenis Sanitizer
Sanitasi adalah langkah pemberian sanitizer dalam kimia atau perlakuan fisik yang dapat mereduksi populasi mikroba pada fasilitas dan peralatan pabrik. Sanitizer yang digunakan dalam industri pangan dapat dibedakan menjadi tiga macam, yaitu panas, radiasi ultra violet, disinfektan (klorin, iodium dan kompleks iodium, senyawa amonium quartenair serta aanitasi kimiawi
3. Rangkuman 2
GMP (Good Manufacturing Practices) merupakan suatu pedoman bagi industri pangan, bagaimana cara berproduksi pangan yang baik. GMP merupakan prasyarat
12
utama sebelum suatu industri pangan dapat memperoleh sertifikat sistem HACCP (Hazard Analysis Critical Control Point)
4. Tugas Formatif 2
Carilah informasi gentang penerapan GMP di Indonesia. Diskusikan dengan kelompok anda dan presentasikan di depan kelas
5. Tes Formatif 2
1. Apa yang dimaksud dengan GMP
2. Jelaskan arti penting GMP bagi industry pangan 3. Jelaskan hubungan antasa sanitasi dan hygiene
13
BAB III
PENUTUP
Modul Dasar Dasar Mikrobiologi dengan materi pada HACCP ini disusun
agar siswa memiliki kompetensi dalam pengenalan manajemen pangan yang
dperlukan di dunia Industri. Dengan tuntasnya mempelajari modul ini diharapkan
siswa mempunyai bekal untuk bekerja di sektor industri pangan. Peran guru dan
pihak-pihak terkait dalam memfasilitasi siswa sangat diperlukan untuk mencapai
kompetensi yang diharapkan.
14
DAFTAR PUSTAKA
Daulay, S, Hazard Analysis Critical Control Point (HACCP) dan Implementasinya dalam Industri Pangan: Pusdiklat Industri
Kartika, B, 1991, Uji Mutu Pangan, Yogyakarta: Pusat Antar Universitas Pangan dan Gizi Universitas Gadjah Mada.
Purwiyatno, H, dkk., 2009, Petunjuk Sederhana Memproduksi Pangan yang Aman, Jakarta :Dian Rakyat.
Sudarmaji, 2005, Analisis Bahaya dan Pengendalian Titik Kritis, Jurnal Kesehatan Lingkungan Vol 1 No 2.
Suklan, H., 1998, Pedoman Pelatihan System Hazard Analysis Critical Control Point (HACCP) untuk Pengolahan Makanan., Jakarta: Depkes RI
Susiwi, S, 2005, Handout Mata Kuliah Regulasi Pangan, Jurusan Pendidikan Kimia FMIPA, Universitas Pendidikan Indonesia
USDA, 1993, HACCP Principles for Food Production. United State Department of Agricultural (USDA).
MODUL
ALAT INDUSTRI KIMIA
MATERI SISIPAN
Raw Material System
Granulator
Scrubbing System
Furnace
Pengolahan Data
Basic System Control
iii
DAFTAR ISI
DAFTAR ISI ... iii PETA KEDUDUKAN BAHAN AJAR ... v
BAB. I Raw Material System ... 1 A. Deskripsi ... 1 B. Kegiatan Belajar 1 ... 1 1. Tujuan Pembelajaran 1 ... 1 2. Uraian Materi 1 ... 1 3. Rangkuman 1 ... 7 4. Tugas Formatif 1 ... 8 5. Tes Formatif 1 ... 8 BAB. II Granulator ... 9 A. Deskripsi ... 9 B. Kegiatan Belajar 2 ... 9 1. Tujuan Pembelajaran 2 ... 9 2. Uraian Materi 2 ... 9 3. Rangkuman 2 ... 11 4. Tugas Formatif 2 ... 11 5. Tes Formatif 2 ... 11 BAB. III Scrubbing System ... 12 A. Deskripsi ... 12 B. Kegiatan Belajar 3 ... 12 1. Tujuan Pembelajaran 3 ... 12 2. Uraian Materi 3 ... 12 3. Rangkuman 3 ... 17 4. Tugas Formatif 3 ... 17 5. Tes Formatif 3 ... 17 BAB. IV Furnace ... 19 A. Deskripsi ... 19 B. Kegiatan Belajar 4 ... 19 1. Tujuan Pembelajaran 4 ... 19 2. Uraian Materi 4 ... 19 3. Rangkuman 4 ... 23
iv
4. Tugas Formatif 4 ... 23 5. Tes Formatif 4 ... 24 BAB. V Pengolahan Data ... 25 A. Deskripsi ... 25 B. Kegiatan Belajar 5 ... 25 1. Tujuan Pembelajaran 5 ... 25 2. Uraian Materi 5... 25 3. Rangkuman 5 ... 34 4. Tugas Formatif 5 ... 34 5. Tes Formatif 5 ... 34 BAB. VI Basic System Control... 35
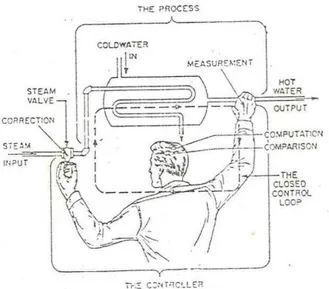
A. Kegiatan Belajar 1 Sejarah Perkembangan Instrumen
Dan Sistem Kontrol ... 35 1. Tujuan Pembelajaran 1 ... 35 2. Uraian Materi 1... 35 3. Rangkuman 1 ... 45 4. Tugas Formatif 1 ... 45 5. Tes Formatif 1 ... 46 B. Kegiatan Belajar 2 Pengukuran Flow ... 46 1. Tujuan Pembelajaran 2 ... 46 2. Uraian Materi 2... 46 3. Rangkuman 2 ... 89 4. Tugas Formatif 2 ... 90 5. Tes Formatif 2 ... 91 C. Kegiatan Belajar 3 Pengukuran Level Fluida ... 91 1. Tujuan Pembelajaran 3 ... 91 2. Uraian Materi 3... 91 3. Rangkuman 3 ... 104 4. Tugas Formatif 3 ... 104 5. Tes Formatif 3 ... 105 D. Kegiatan Belajar 4 Pengukuran Level Fluida ... 105 1. Tujuan Pembelajaran 4 ... 105 2. Uraian Materi 4... 105 3. Rangkuman 4 ... 117 4. Tugas Formatif 4 ... 117 5. Tes Formatif 4 ... 117
v
E. Kegiatan Belajar 5 Pengukuran Level Fluida ... 118 1. Tujuan Pembelajaran 5 ... 118 2. Uraian Materi 5 ... 118 3. Rangkuman 5 ... 131 4. Tugas Formatif 5 ... 132 5. Tes Formatif 5 ... 133 DAFTAR PUSTAKA ... 28
vi
PETA KEDUDUKAN BAHAN AJAR
DASAR BIDANG KEAHLIAN
S IM U L A S I D A N K O M U N IK A S I D IG IT A L F IS IK A K IM IA
DASAR PROGRAM KEAHLIAN
A N A L IS IS K IM IA D A S A R T E K N IK D A S A R P E K E R J A A N L A B O R A T O R IU M K IM IA D A S A R – D A S A R M IK R O B IO L O G I KOMPETENSI KEAHLIAN A Z A S T E K N IK K IM IA A L A T IN D U S T R I K IM IA O P E R A S I T E K N IK K IM IA P R O S E S IN D U S T R I K IM IA P R O D U K K R E A T IF D A N K E W IR A U S A H A A N
1
BAB I
RAW MATERIAL SYSTEM
A. Deskripsi
Melaksanakan penyimpanan bahan kimia (Material storage) B. Kegiatan Belajar 1
1. Tujuan Kegiatan Belajar 1
Peserta diklat dapat melaksanakan penyimpanan bahan kimia (Material storage)
2. Uraian Materi 1
Industri kimia kemungkinan menangani bahan-bahan berupa padatan, cair dan gas baik sebagai bahan baku, bahan pembantu maupun sebagai produk setengah jadi ataupun produk jadi yang harus disimpan dalam waktu tertentu. Proses penyimpanan kemungkinan terdapat di awal, tengah ataupun akhir proses. Penyimpanan pada awal proses digunakan untuk penyimpanan bahan baku. Penyimpanan tengah proses digunakan untuk penyimpanan produk setengah jadi, dan di akhir proses untuk produk akhir.
Jumlah bahan yang disimpan maupun ukuran alat penyimpan tergantung pada beberapa faktor, antar lain :
Metode operasi
Metode operasi secara batch yaitu metode operasi yang dilakukan secara bertahap dan biasanya digunakan untuk operasi sementara atau produksinya skala kecil. Kebutuhan bahan untuk metode batch biasanya jumlahnya sedikit sehingga tidak perlu ukuran penyimpan yang besar. Sementara pada metode operasi secara kontinyu memerlukan jumlah bahan banyak dan ukuran penyimpan besar, karena prosesnya berjalan terus-menerus.
Tingkat kemudahan bahan diperoleh
Bahan yang mudah diperoleh sebaiknya disimpan dalam jumlah sedikit saja agar tidak memerlukan ruang penyimpan yang luas, karena ini akan menghemat area kerja. Bahan yang sulit diperoleh sebaiknya disimpan dalam jumlah besar, terutama
2
bahan yag harus diimpor, karena pertimbangan efisiensi waktu dan biaya pengangkutan.
Distribusi
Produk yang mudah didistribusikan sebaiknya disimpan dalam jumlah sedikit, karena dapat menghemat area kerja. Sedang produk yang sulit didistribusikan sebaiknya disimpan dalam jumlah banyak, sehingga sewaktu-waktu akan dipasarkan, diangkut dalam jumlah banyak untuk menghemat biaya pengangkutan.
Penyimpanan Bahan Berupa Padatan
Penyimpanan bahan berupa padatan dapat dilakukan dengan dua sistem yaitu indoor dan outdoor. Penyimpanan sistem outdoor dapat dilakukan dengan syarat bahan tidak mudah rusak oleh pengaruh cuaca, baik karena kena cahaya maupun air. Metode penyimpanan ini tergantung pada sifat bahan, jumlah bahan dan cara handlingnya.
Metode penyimpanan outdoor antara lain : 1) Penimbuan di bawah travelling bridge
Metode penyimpanan ini banyak diterapkan untuk bahan yang disimpan sementara. Misalnya hasil tambang yang diperoleh dari lokasi penambangan diangkut dulu ke area dekat pabrik dengan menggunakan bantuan lori-lori. Bahan disimpan sementara dalam bentuk tumpukan dan sewaktu-waktu diperlukan dapat diangkut lagi dengan sistem lori menuju tempat pengolahan. Bahan dinaikkan dan diturunkan dari lori di bawah travelling bridge.
2) Penimbunan di kiri kanan jalan
Bahan keperluan industri berupa padatan yang dapat disimpan di kiri kanan jalan misalnya gelondongan kayu untuk industri pulp. Gelondongan kayu hasil hutan setelah diangkut dengan trailer menuju lokasi industri, ditempatkan di kiri kanan jalan dalan lingkungan industri. Sewaktu-waktu diperlukan dapat dipindahkan ke bagian pengolahan dengan alat angkut yang ada di industri tersebut.
3
3) Overhead systemBahan disimpan di lokasi tertentu yang jaraknya agak jauh dengan tempat pemrosesan. Sistem ini biasanya diterapakan bagi industri di mana lokasi pemrosesan arealnya sempit. Bahan yang sewaktu-waktu akan digunakan maupun produk yang sudah jadi segera disimpan di tempat jauh sehingga lokasi pabrik tidak penuh dengan barang-barang yang dapat mengganggu kenyamanan kerja.
Metode penyimpanan sistem indoor
Metode ini diterapkan untuk bahan yang mudah rusak oleh cuaca, misalnya oleh cahaya matahari, air, kelembaban udara dan sebagainya. Metode ini antara lain:
1) Timbuan
Bahan ditimbun dalam suatu ruangan, bisa dalam ruangan berdinding dan beratap rapat maupun hanya dalam ruang beratap saja, tergantung pada sifat bahan. Sebagai contoh untuk menyimpan beras, tanah liat untuk industry, keramik dan lain-lain.
2) Dalam silo
Bahan disimpan dalam silinder tegak dan bagian bawahnya dibuat semakin kecil. Alat ini dapat ditaruh pada bagian awal, tengah maupun akhir proses, tergantung kebutuhan. Bahan yang dapat disimpan dapat berupa tepung, granular ataupun pellet.
Gambar 1. Silo
4
Penyimpanan bahan berupa cairanDalam penyimpanan bahan berupa cairan perlu memperhatikan hal-hal sebagi berikut yang nantinya akan menentukan bentuk, posisi dan bahan penyimpannya, yaitu : 1) daya tahan terhadap cuaca
Hal ini akan menentukan system penyimpanan indoor ataupun outdoor. 2) volatilitas
Volatilitas menunjukkan sifat cairan tersebut mudah menguap atau tidak. Sifat ini akan menentukan bentuk maupun posisi alat penyimpan.
3) korosifitas
Korosifitas bahan menunjukkan kemampuan bahan menimbulkan korosi terhadap alat penyimpan, sehingga menentukan bahan penyimpan yang dipakai.
4) jumlah bahan
Jumlah bahan akan menentukan ukuran alat penyimpan. 5) suhu bahan
Bahan yang bersuhu tinggi akan menentukan bahan penyimpan. 6) tekanan bahan
Bahan yang memiliki tekanan besar akan menentukan bentuk, posisi dan bahan penyimpan.
Berdasarkan pertimbangan-pertimbangan di atas maka alat penyimpan bahan berupa cairan dapat dikelompokkan sebagai berikut :
Berdasarkan tekanannya:
1) Tangki bertekanan atmosfer
Tangki ini digunakan untuk menyimpan cairan yang tekanannya sekitar 1 atmosfer dan tidak berbahaya. Tangki ini bisa terbuka maupun tertutup, tergantung dari tingkat resikonya. Sebagai contoh untuk menyimpan air mineral diperlukan tangki tertutup.
5
2) Tangki bertekananTangki ini digunakan untuk menyimpan bahan cairan yang memiliki tekanan besar dan kemungkinan dapat menimbulkan ledakan, misalnya untuk menyimpan asam sulfat pekat dan sebagainya.
Berdasarkan bentuknya : a. Silinder
Alat dapat digunakan untuk menyimpan bahan yang tidak mudah menguap maupun yang mudah menguap.Silinder horizontal biasanya digunakan untuk penyimpanan sistem indoor (jumlah sedikit), outdoor (jumlah banyak) ataupun underground (flammable).
Gambar 2. silinder horisontal outdoor
6
Silinder vertikal biasanya digunakan untuk menyimpan outdoor dan overground. Gambar 4. silinder vertikal outdoor
b. Bola
Bentuk ini untuk menyimpan cairan yang sangat volatil dan dalam jumlah besar. Biasanya untuk penyimpanan secara outdoor, misalnya menyimpan gas CO2 dan sebagainya.
c. Rectangular
Bentuk ini biasanya untuk menyimpan cairan yang non volatil, bisa indoor maupun outdoor tergantung sifat bahannya.
Berdasarkan posisinya alat penyimpan bahan cairan dapat dikelompokkan sebagai berikut :
1) indoor 2) outdoor
Berdasarkan bahannya alat penyimpan bahan cairan dapat dikelompokkan sebagai berikut :
1) anti korosi
Bahan cairan korosif sebaiknya disimpan dalam penyimpan yang anti korosi seperti terbuat dari stainless steel, besi dilapis karet dan lain-lain.
2) tidak tahan korosi
Bahan cairan yang tidak korosif dapat disimpan dalam penyimpan yang bahannya tidak tahan korosi.
7
Penyimpanan bahan berupa gasBahan kimia berupa gas dalam jumlah kecil dapat disimpan dalam tangki bertekanan, misalnya tabung gas asetilen, tabung gas oksigen dan lain-lain. Sedangkan penyimpanan dalam jumlah besar dapat menggunakan spherical tank.
Gambar 5. Spherical tank
3. Rangkuman 1
Material storage dapat dilakukan di awal, tengah maupun akhir proses. Kemungkinan bahan kimia yang disimpan berupa padatan, cairan dan gas. Jumlah dan ukuran alat penyimpan tergantung pada metode operasi, tingkat kemudahan bahan diperoleh dan kemudahan distrtibusinya.
Penyimpanan bahan kimia berupa padatan sistem outdoor yaitu dengan di bawah travelling bridge, di kiri kanan jalan dan overhead system. Penyimpanan indoor yaitu dengan timbunan atau silo.
Penyimpanan bahan kimia berupa cairan dapat dilaksanakan dalam bentuk silinder, bola dan rectangular. Berdasarkan pada posisinya dapat indoor maupun outdoor, overground maupun underground.
Penyimpanan bahan kimia berupa gas dapat dilaksanakan dalam tangki bertekanan atau spherical tank.
8
4. Tugas 1Carilah data sebanyak-banyak yang berkaitan dengan industri gula dari tebu. Sebutkan bahan-bahan yang digunakan dalam industri gula maupun produknya, kemudian tentukan jenis-jenis alat peyimpannya.
5. Tes Formatif 1
1) Apa yang dimaksud penyimpanan sistem indoor dan outdoor?
2) Sebutkan alat penyimpan bahan berupa padatan dan contohnya dipakai untuk menyimpan apa.
3) Apa saja yang perlu dipertimbangan dalam pemilihan alat penyimpan untuk bahan berupa cairan?
4) Sebutkan alat penyimpan bahan berupa cairan dan contohnya dipakai untuk menyimpan apa.
5) Sebutkan alat penyimpan bahan berupa gas dan contohnya dipakai untuk menyimpan apa.
9
BAB II
GRANULATOR
A. Deskripsi
Granulator adalah alat industri kimia yang digunakan untuk membentuk granul. Granulator banyak diaplikasikan dalam industri obat – obatan maupun pupuk B. Kegiatan Belajar 2
1. Tujuan Pembelajaran 2
Setelah pembelajaran ini, siswa diharapkan mampu: a. Memahami apa yang dinamakan granule
b. Memahami prinsip kerja granulator
c. Menganalisis aplikasi scrubber di industri dengan tepat
2. Uraian Materi 2 2.1. Granul
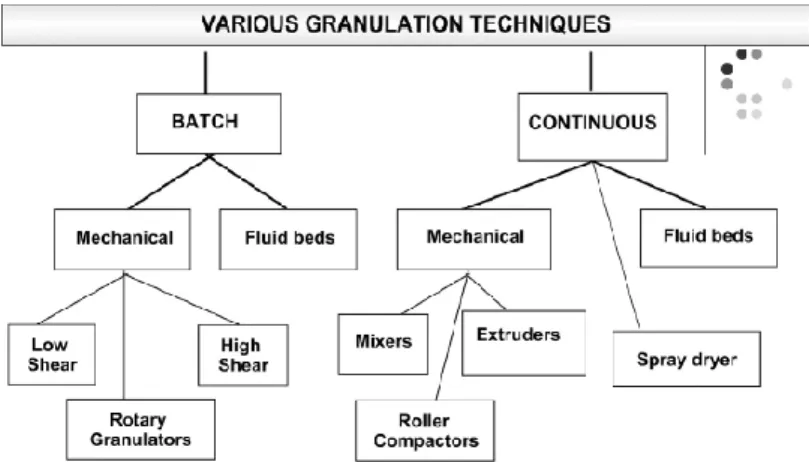
Granul (granule) adalah hasil proses granulasi dimana partikel dibuat untuk memiliki bentuk yang lebih besar dengan membentuk partikel menjadi bulatan atau agregat dalam bentuk yang beraturan.
Gambar 1. Bagan Teknik Granulasi
Proses granulasi dapat dilakukan dengan 2 cara yaitu metode granulasi kering dan granulasi basah
10
2.2. Granulator2.2.1. Single Pot Processor
Alat pencampur / granulator yang mengeringkan hasil butiran dengan peralatan yang sama tanpa discharge. Prinsip pengeringan didasarkan pada tekanan vakum di dalam single pot yang menurunkan suhu penguapan cairan. Sumber panas berasal dari dinding pengering. Metode pemanasan ini efektif untuk pelarut organik skala kecil atau cairan pengikat dalam jumlah kecil.
Aliran gas dari bagian bawah alat juga bisa dimasukkan ke dalam single pot untuk menurunkan kadar air .Keterbatasan system ini adalah terbatasnya sumber energi, bahan yang peka terhadap panas dan penggunaan air sebagai media granulasi
2.2.2. Fluid bed spray granulation
Granulasi dapat dilakukan dengan menggunakan unggun (bed) yang dilengkapi dengan nozzle semprot.
2.2.3. Fluidized spray drying (FSD)
Granulasi terjadi dengan umpan cair diionisasi di bagian atas menara. Setelah cairan diuapkan, partikel yang dihasilkan meninggalkan ruang pengeringan kemudian dipisahkan dalam siklon
Gambar 2. Fluidized Spray Drying 2.3. Aplikasi Granulasi di Industri
Granulasi banyak ditremui di industri pupuk dan industri obat – obatan pada pembuatan tablet.
11
3. Rangkuman 2Granulator adalah proses pembuatan granul yang dapat dilakukan di industri obat dan pupuk
4. Tugas Formatif 2
Kumpulkan informasi tentang granulator, bandingkan dengan pelletizer. Diskusikan dengan kelompok Anda dan presentasikan di depan kelas
5. Tes Formatif 2
1. Apa yang dimaksud granulasi 2. Sebutkan macam macam granulator 3. Berikan aplikasi granulator di industri
12
BAB IIISCRUBBING SYSTEM
A. Deskripsi
Scrubbing system adalah system yang prinsip kerjanya mengendalikan partikel padat maupun cair. Proses pemisahan terjadi dengan bantuan fluida cair maupun memanfaatkan kecepatan aliran gas
B. Kegiatan Belajar 3
1. Tujuan Kegiatan Belajar 3
Setelah pembelajaran ini, siswa diharapkan mampu:
a. Memahami materi partikulat dan menyebutkan alat pengendali partikel dengan tepat
b. Memahami prinsip kerja scrubber dengan tepat c. Menyebutkan klasifikasi scrubber dengan tepat
d. Menganalisis aplikasi scrubber di industri dengan tepat
2. Uraian Materi 3
2.1. Materi Partikulat (Particulate Matter)
Particulate Matter (PM), juga disebut partikel polusi adalah istilah untuk partikel padat dan cairan di atmosfer. Sumber primer particulate matter adalah pembakaran tidak sempurna, emisi mobil, debu, sedangkan sumber sekundernya dalah reaksi kimia di atmosfer
Beberapa istilah yang digunakan untuk menjelaskan partikulat, yakni: a. Dust (debu)
Debu berukuran antara 1-104 μm. Merupakan partikel padat berukuran kecil yang berasal dari pecahan massa yang lebih besar, terjadi melalui proses penghancuran, pengasahan, peledakan pada proses atau penanganan material seperti semen, batubara.
b. Fume (Uap)
Partikel dengan diameter antara 0,03 hingga 0,3 μm. Merupakan partikel padatan dan halus sering berupa oksida logam, terbentuk melalui kondensasi uap materi padatan dari proses sublimasi, ataupun pelelehan logam.
13
c. Mist (kabut)Partikel dengan diameter kurang dari 10 μm. Berasal dari proses kondensasi uap air, umumnya tersuspensi dalam atmosfer atau berada dekat dengan permukaan tanah.
d. Fog (kabut)
Fog adalah mist bila konsentrasi mist cukup tinggi sehingga menghalangi pandangan.
e. Fly ash (abu terbang)
Fly ash memiliki diameter antara 1 sampai 103 μm yang merupakan partikel yang tidak terbakar pada proses pembakaran batubara. Fly ash umumnya terdiri dari material dan logam anorganik.
f. Spray (uap)
Memiliki range diameter antara 10 sampai 103 μm
Partikulat matter (PM) merupakan parameter kualitas udara yang terdapat dalam regulasi yang diatur baku mutunya. Aturan mengenai pencemaran udara terdapat dalam Peraturan Pemerintah Nomor 41 Tahun 1999 tentang Pengendalian Pencemaran Udara dan juga Keputusan MENLH Nomor KEP-45/MENLH/10/1997 tentang Indeks Standar Pencemar Udara.
Klasifikasi partikel menurut EPA (Environmental Protection Agency) terdiri dari:
1. Total Suspended Particulate (TSP) yaitu partikulat antara 0,1 µm – 30 µm 2. PM10 yaitu partikulat berdiameter kurang dari 10µm
3. PM2,5 adalah partikulat berdiameter kurang dari 2,5 µm yang bertahan di atmosfer selama berapa jam hingga beberapa hari pada cuaca normal. Dapat menyebabkan gangguan kesehatan terhadap system pernafasan manusia
Particulate matter dapat berasal dari berbagai industri, contohnya industry semen, industry besi dan baja, industry pulp dan kertas, industry pembangkit listrik, dan kegiatan lain. Sumber lain dapat berasal dari kendaraan bermotor, incinerator. Dampak dari partikel tersebut adalah mengurangi visibilitas, menyebabkan korosi logam, merusak bangunan serta gangguan pernafasan dan kesehatan.
14
Alat Pengendali PartikelAlat pengendali partikel dapat berupa
1. Alat pengendali partikel dengan system gravitasi
2. Alat pengendali partukel padat dengan system centrifugasi (siklon) 3. Alat pengendali partikel dengan system filtrasi (penyaringan) 4. Alat pengendali partikel dengan system elektrostatik (ESP) 5. Alat pengendali partikel dengan system penyerapan scrubber
2.2. Alat pengendali partikel dengan system penyerapan (scrubber) Scrubber dapat terdiri dari dry scrubber dan wet scrubber a. Dry scrubber
Pada dry scrubber prinsip kerjanya adalah dengan mengendalikan aliran gas yang mengandung partikel padat. Cara mengendalikan aliran gas tersebut adalah dengan mengubah sifat aliran gas dari laminar menjadi turbulen yang akan berpengaruh pada kecepatan aliran pertikel padat.
b. Wet scrubber
Pada wet scrubber prinsip kerjanya adalah dengan mengalirkan fluida cair pada aliran gas, sehingga gas yang mengalir akan difiltrasi fluida cair tersebut. Beberapa cara yang dapat dilakukan untuk terjadinya proses filtrasi adalah :
1. Mengatomisasi fluida cair menjadi pertikel yang didistribusikan dalam jumlah yang banyak sehingga filtrasi terjadi secara merata
2. Mengalirjan gas melalui genangan fluida cair sehingga partikel akan mengendap pada genangan air
Type wet scrubber berdasarkan arah aliran gas dan air yaitu counter current, cross current dan co current. Kelebihan wet scrubber:
1. Mempunyai control yang baik terhadap gas yang dapat larut seperti SOx dan NOx
2. Pengendali temperature karena pada prosesnya terjadi penggabungan antara dua jenis fuida dengan perbedaan tempetarure
Air pada wet scrubber dipilih karena tidak korosif, mempunyai kelarutan dan penyerapan yang tinggi. Dapat juga menambahkan larutan NaOH sehingga SOx bereaksi dengan soda membentuk garam Na2SO4 yang selanjutnya dapat disirkulasi.
Untuk aplikasi yang mengkombinasikan dry scrubber dan wet scrubber dapat dilakukan dengan memanfaatkan prinsip cyclone dan
15
semburan fluida cair (air, NaOH, dsb). Kombinasi ini akan menyebabkan debu akan terpisah dan polutan yang dapat larut seperti SOx dan Nox akan terbawa fluida cair.
2.3. Klasifikasi wet scrubber
Wet scrubber dapat dibagi menjadi beberapa alat, seperti spray tower, cyclonic spray, dynamic scrubber, tray tower, venturi scrubber dan orifice scrubber
2.3.1. Spray tower
Tipe paling sederhana dari wet scrubber adalah spray tower. Partikel yang terikut pada aliran gasdisemprot dengan fluida cair melalui nozzle. Efisiensi filtrasi partikel adalah 90% untuk ukuran partikel >5µm, 60-80% untuk partikel 3-5 µm dan 50% untuk partikel < 3 µm.
Gambar 3. Spray Tower 2.3.2. Cyclonic Spray
Perbedaan antara cyclonic spray dengan spray tower adalah dari segi konstruksi pada bagian aliran udara masuk scrubber, Cyclonic spray memiliki konstruksi bagian inlet gas yang dibuat pada posisi tangensial sehingga gas masuk akan mengalami aliran turbulen.
16
2.3.3. Dynamic ScrubberDynamic scrubber memiliki rotor pada konstruksinyauntuk mengarahkan aliran gas. Rotor pada scrubberdigerakkan dengan motor listrik dengan penempatan rotor di luar ataupun di dalam konstruksi.
Gambar 5. Dynamic Scrubber
2.3.4. Tray tower
Tray tower scrubber merupakan scrubber vertical yang dilengkapi dengan plat berlubangyang ditempatkan secara horizontal di bagian dalam. Gas yang mengalir dari bagian bawah scrubber akan melintas dari lubang – lubang yang ada pada setiap plat
Gambar 6. Tray Tower
2.3.5. Ventury scrubber
Pada tipe ini konstruksinya mengalami pengecilan diameter lalu mengalamai pembesaran kembali. Bagian yang memiliki diameter kecil disebut throat dimana partikel akan mengalami penumpukan
17
Gambar 7. Ventury Scrubber 2.3.6. Orifice scrubber
Pada orifice scrubber gas yang mengalir melewati genangan airsehingga partkel akan mengendap. Untuk membuang endapan system, digunakan proses mekanik pada bagian bawah genangan air
Gambar 8. Orifice Scrubber
3. Rangkuman 3
Scrubber adalah pengendali partikel yang banyak disunakan di industri, Prinsip kerja scrubber adalah menyerap partikel untuk wet scrubber dan memisahkan partikel dengan mengendalikan aliran gas yang mengandung partikel padat.
4. Tugas 3
Carilah informasi lebih banyak tentang fungsi system scrubber (scrubbing system) di industri. Parameter apa yang dikendalikan pada system scrubber, serta bagaimana system pengendalian bekerja. Diskusikan dan paparkan didepan kelas hasil yang telah anda peroleh
18
5. Tes Formatif 31. Apa yang dimaksud dengan Particulate Matter
2. Mengapa particulate matter perlu dikendalikan, dan sebutkan cara pengendaliannya
3. Jelaskan perbedaan dry scrubber dan wet scrubber 4. Tuliskan aplikasi scruber di industry
19
BAB IV FURNACEA. Deskripsi
Furnace adalah alat industri yang prinsip kerjanya memberikan perlakuan panas terhadap bahan yang diproses. Panas tersebut dimanfaatkan untuk peleburan bahan, pembentukan sifat bahan maupun pengubahan bentuk bahan
B. Kegiatan Belajar 4
1. Tujuan Pembelajaran 4
Setelah pembelajaran ini, siswa diharapkan mampu: a. Memahami prinsip kerja furnace dengan tepat b. Menyebutkan struktur umum furnace dengan tepat c. Menyebutkan klasifikasi furnace dengan tepat
d. Menganalisis aplikasi furnace di industri dengan tepat
2. Uraian Materi 4 2.1. Furnace
Furnace adalah ruang pembakaran dan digunakan untuk mengolah bahan baku pada suhu tinggi baik dalam kondisi padat dan cair. Industri yang menggunakan furnace adalah industri pembuatan besi dan baja, industri logam, industri kaca, industri manufaktur, industri pengolahan keramik, maupun industri semen.
Furnace memberikan perlakuan panas terhadap bahan yang diproses. Perlakuan panas tersebut memberikan fungsi sesuai proses produksi yang dikehendaki contoh :
1. Furnace dengan tungku tertutup dimaksudkan untuk pembakaran secara intensif seperti pada incinerator
2. Furnace pada pengolahan besi dan logam untuk memberikan perubahan bentuk seperti penggulungan (rolling) dan penempaan (forging)
3. Furnace pada pengolahan logam untuk melelehkan logam sebagai bahan casting
4. Furnace pada peleburan besi untuk mendapatkan pig iron, besi tuang maupun peleburan ulang baja
20
Pengoperasian furnace yang efisien berarti memastikan bahwa panas yang dipindahkan pada bahan di dalam ruang bakar (combustion chamber) berjalan optimum. Pengendalian operasi furnace yang efisien adalah mengkombinasikan antara pengaturan burner (burner management) yang mencakup keamanan pengapian, safety shutdown, operator interlock dan flame safety serta pengaturan pembakaran (combustion control) yaitu firing rate, fuel/air control, tekanan proses dan pertimbangan emisi di atmosfer.
Pemilihan jenis sumber panas untuk furnace mempunyai berbagai pertimbangan. Sumber panas dapat berasal dari bahan bakar cair, bahan bakar padat, bahan bakar gas maupun listrik. Hal ini berdasarkan operasi dimana bahan bakar akan langsung bersentuhan dengan bahan yang diproses. Kadar sulfur dan partikulat dalam bahan bakar padat akan mempengaruhi hasil bahan, Jika sulfur tidak diinginkan dalam proses karena berkaitan dengan emisi cerobong (chimney/stack), maka pemilihan light diesel oil (LDO) dapat menjadi pilihan
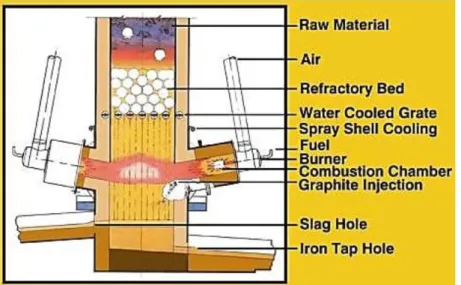
2.2. Struktur Umum Furnace
Gambar 9. Struktur Umum Furnace Furnace terdiri dari beberapa ruang yaitu:
1.
Ruang refraktori (Refractory Bed) yang dibangun dari bahan isolasi untuk menahan panas pada suhu operasi yang tinggi.2.
Ruang pembakaran (combustion chamber) untuk menyangga atau membawa baja, yang terdiri dari bahan refraktori dan sebagian didinginkan oleh air.3.
Pembakar (burner) untuk sumber panas dengan bahan bakar minyak atau21
4.
Cerobong (chimney) untuk saluran pembuangan gas hasil pembakaran5.
Pintu pengisian dan pengeluaran6.
Input untuk injeksi grafit dan udaraFurnace memiliki efisiensi yang performanya diukur dengan pemanfaatan panas buang. Efisiensi furnace tinggi jika panas yang dipindahkan pada bahan di dalam tungku tinggi. Namun demikian, furnace banyak mengalami kehilangan panas yang disebabkan oleh:
1. Kehilangan panas melalui gas buang
Panas dari gas buang merupakan bagian dari panas yang berada dalam gas pembakaran dibagian dalam tungku
2. Kehilangan panas dari kadar air dalam bahan bakar
Bahan bakar yang mengandung kadar air membutuhkan panas yang lebih untuk menguapkan kadar air dibagian dalam tungku.
3. Kehilangan panas dikarenakan hidrogen dalam bahan bakar Kehilangan panas ini akibat terjadinya pembentukan air. 4. Kehilangan panas melalui pembukaan dalam tungku
Kehilangan panas ini terjadi jika terdapat bukaan pada penutup tungku. Selain itu dapat juga dari udara yang tertarik akibat kebocoran atau retakan 5. Kehilangan panas dari dinding tungku/permukaan,
Panas dihantarkan melalui atap, lantai dan dinding dan dipancarkan ke udara ambien begitu mencapai permukaan tungku.
6. Kehilangan lainnya
Yaitu cara lain dimana panas hilang dari furnace, contohnya : kehilangan panas dari isolasi, kehilangan selama penanganan bahan (belt conveyor dll), media pendingin, kehilangan dari pembakaran yang tidak sempurna serta, kehilangan karena pembentukan kerak.
22
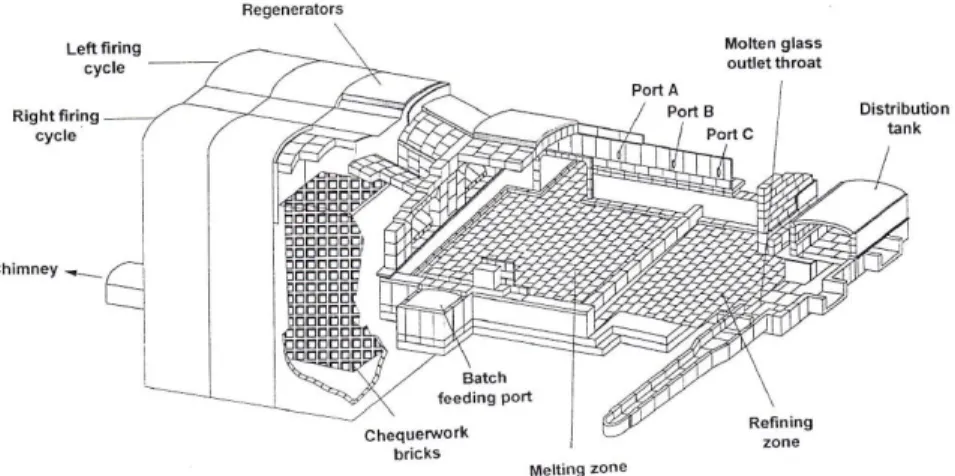
Gambar 10. Furnace untuk Peleburan Kaca
2.3. Macam – macam Furnace
Furnace dapat digolongkan menjadi beberapa jenis, antara lain:
1. Berdasarkan sumber panasnya, furnace diklasifikasikan menjadi furnace dengan bahan bakar (minyak /oil fired, batubara/coal fired dan gas/gas fired.) serta furnace dengan listrik.
2. Berdasarkan cara pemuatan bahan, dapat digolongkan menjadi batch (intermitten/berkala) dan kontinyu
3. Berdasarkan cara pemanfaatan kembali panasnya berupa furnace rekuperatif dan regenerative
2.4. Aplikasi Furnace di Industri
Aplikasi furnace di industri dapat terdiri dari fungsi fisik dan fungsi kimia seperti pada Tabel 1
Tabel 1. Aplikasi Furnace di Industri Proses yang
terjadi Tujuan Sumber Energi Suhu Tipe Furnace
Karbonisasi Konversi batubara menjadi kokas
Bahan bakar cair 1000-1200 Coke Oven
Kalsinasi Menghilangkan
CO2 dari
CaCO3 pada produksi semen
Bahan bakar fosil 1200 Rotary kiln
23
Proses yangterjadi Tujuan Sumber Energi Suhu Tipe Furnace
titik leleh bahan kontinyu Sintering Menghasilkan partikel yang bersifat compact
Bahan bakar fosil maupun listrik Dibawah titik leleh bahan Sintering furnace Reduction smelting 1. Produksi logam panas 2. Produksi Lead 3. Produksi Zinc
Bahan bakar fosil dan kimia 1700-1800 1. Iron blast furnace 2. Lead blast furnace 3. Zn blast furnace Elektrolisis molten salt Produksi Na, Al dan Mg
Listrik 700-900 Hall Heroult
cell
Pemurnian Produksi baja Listrik dan kimia 1600 LD converter Furnace listrik Peleburan Produksi
casting dari logam dan alloy (paduan)
Listrik dan bahan bakar fosil Diatas titik leleh logam Induction furnace Reverberatory furnace Melting furnace 3. Rangkuman 4
Furnace digunakan di industri pembuatan besi dan baja, industri logam, industri kaca, industri manufaktur, industri pengolahan keramik, maupun industri semen. Prinsip kerja furnace adalah memberikan perlakuan panas terhadap bahan. Furnace menggunakan sumber panas yang dapat berasal dari bahan bakar padat, bahan bakar cair maupun bahan bakar gas ataupun menggunakan listrik.
4. Tugas 4
Carilah informasi lebih banyak tentang pengendalian panas di dalam furnace berkaitan dengan suhu operasi yang tinggi. Peralatan apa yang digunakan untuk control temperature pada furnace, serta bagaimana system pengendalian suhu bekerja. Kumpulkan informasi tentang pengoperasian furnace, pergantian operatornya hingga sistem perawatan furnace. Diskusikan dan paparkan didepan kelas hasil yang telah anda peroleh
24
5. Tes Formatif 41. Apa yang Anda ketahui tentang intermitten dan continuous furnace
2. Parameter apakah yang dijadikan indikasi bahwa furnace bekerja dengan efisiensi yang optimum
25
BAB VPENGOLAHAN DATA
A. Deskripsi
Pengolahan data adalah proses yang bertujuan untuk mengolah data sehingga dapat diambil kesimpulan dan hubungan antar variable pada data yang didapatkan
B. Kegiatan Belajar 5
1. Tujuan Kegiatan Belajar 5
Setelah pembelajaran ini, siswa diharapkan mampu: a. Melakukan pengolahan data dengan tepat
b. Menganalisis data dengan pendekatan grafis dengan tepat
2. Uraian Materi 5
2.1. Teknik Pengolahan Data
Dalam kegiatan pembelajaran, siswa akan menemui data – data hasil percobaan yang dilakukan. Dalam praktikum Operasi Teknik Kimia, Proses Industri kimia, Pengontrolan proses sebagian besar kegiatan belajar mengajar akan melakukan pengolahan data untuk membandingkan antara teori yang didapatkan dan percobaan yang dilakukan. Pengolahan data diperlukan agar hasil percobaan mampu memberikan informasi dan memudahkan untuk menyusun pembahasan serta menarik kesimpulan. Data percobaan disusun dalam bentuk tabel dan kemudian akan diolah untuk kemudian ditampilkan dalam bentuk persamaan maupun dalam bentuk grafis
2.2. Metode Grafis
Secara umum data-data hasil percobaan dapat dibentuk menjadi beberapa bentuk grafis dengan persamaan pendekatan yang tertentu.
2.2.3. Persamaan linier
Bentuk umum persamaan linier adalah y = ax + b. Grafik yang terbentuk dari persamaan linier seperti terlihat pada Gambar 11
26
Gambar 11. Grafik dengan Persamaan Linier
Percobaan dengan persamaan linier seperti terlihat pada Contoh 1 Contoh 1
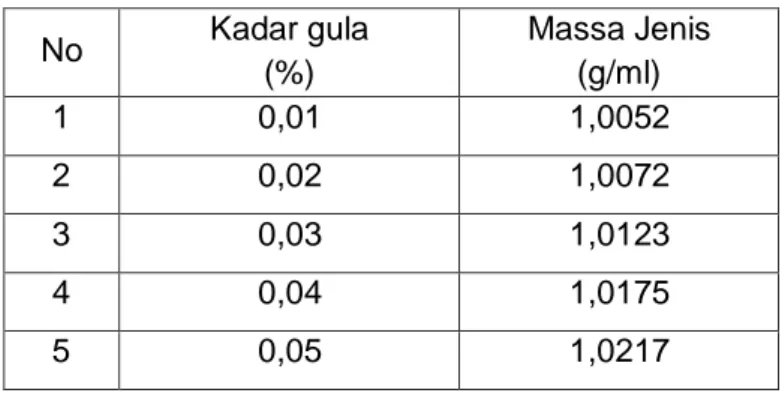
Siswa A melakukan percobaan evaporasi yang bertujuan untuk mendapatkan kadar larutan gula akhir setelah proses evaporasi yang berlangsung selama 45 menit dengan suhu evaporasi 130°C. Data yang didapatkan untuk kurva standar pada praktikum evaporasi terlihat pada Tabel
Tabel 2. Data untuk Kurva Standar No Kadar gula (%) Massa Jenis (g/ml) 1 0,01 1,0052 2 0,02 1,0072 3 0,03 1,0123 4 0,04 1,0175 5 0,05 1,0217
Grafik percobaan yang didapatkan dari percobaan tersebut terlihat pada Gambar
27
Persamaan untuk mendapatkan harga konstanta pada persamaan linier tersebut diselesaikan dengan menggunakan Persamaan Least Square
……….. (1)
………. (2)
………. (3)
Dimana y adalah nilai pada ordinat (sumbu y), x adalah nilai pada absis (sumbu x), a=slope dan b = intercept serta n = jumlah pasangan data. Penyelesaian persamaan dapat menggunakan substitusi, eliminasi, metode matriks dll.
Sedangkan untuk persamaan yang langsung ditujukan untuk mendapatkan nilai a dan b dapat dilihat pada persamaan (4) dan (5)
……….. (4)
……… (5)
Buatlah persamaan pendekatan dari percobaan evaporasi dengan data pada Tabel 1.
Penyelesaian
Karena pada plot data diperoleh grafik yang hampir linier, maka persamaan pendekatannya adalah linier y = ax +b. Dimana y adalah berat jenis dan x adalah kadar gula
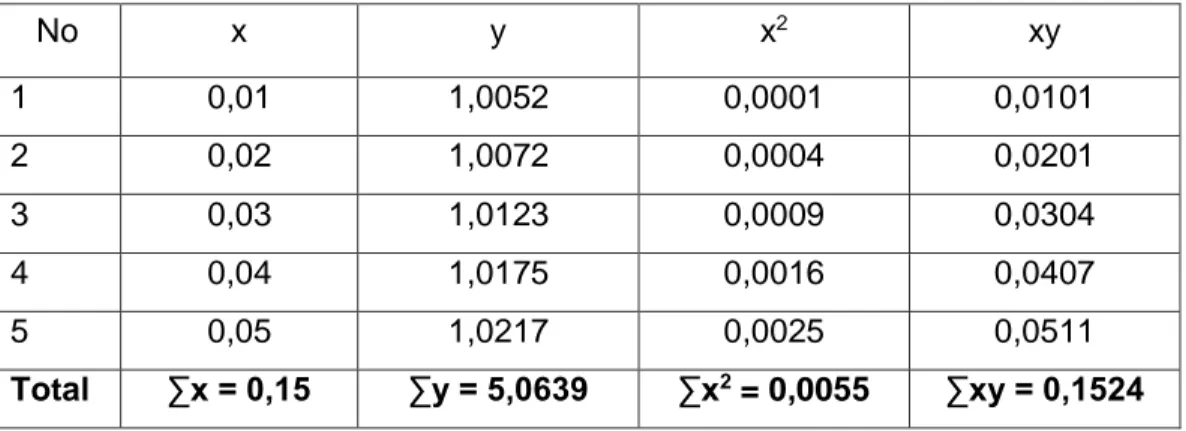
Tabel 3. Pengolahan Data dengan Least Square
No x y x2 xy 1 0,01 1,0052 0,0001 0,0101 2 0,02 1,0072 0,0004 0,0201 3 0,03 1,0123 0,0009 0,0304 4 0,04 1,0175 0,0016 0,0407 5 0,05 1,0217 0,0025 0,0511
Total ∑x = 0,15 ∑y = 5,0639 ∑x2 = 0,0055 ∑xy = 0,1524
Persamaan yang diperoleh dari memasukkan variabel ke dalam persamaan (2) dan (3)
28
……… (7)
Penyelesaian persamaan (6) dan (7) tersebut akan memberikan nilai a = 0,480 dan b = 0,9984Dengan cara langsung menggunakan persamaan (4) dan (5) didapatkan hasil
………. (8)
………. (9)
Hasil perhitungan akan mendapatkan nilai a = 0,483 dan b = 0,9983Pada penggunaan aplikasi pengolah data seperti Excel, akan lebih memudahkan siswa untuk mengolah data hasil percobaan. Penggunaan Excel untuk mencari persamaan linier dimulai dengan langkah – langkah
1. Tuliskan data ke dalam kolom dan baris sesuai absis dan ordinat
2. Klik data percobaan, Insert chart, pilih scatter dan lengkapi grafik dengan title, serta axis tittle
3. Klik kanan salah satu data percobaan, pilih add trendline, linear dan display equation on chart. Tampilan akan terlihat seperti Gambar 13
Gambar 13. Plotting Data x dan y Grafik akan menunjukkan plotting data dan didapatkan nilai a = 0,433 dan nilai b = 0,9998.
2.2.4. Persamaan logaritmik
Pada persamaan logaritmik, bentuk umum persamaannya adalah y = axn. Untuk penyelesaian persamaan logaritmik dapat dilakukan pendekatan sebagai berikut:
………..…… (10)
……….... (11)
29
Akan didapatkan persamaan linier y’ = ax’ + b. Dimana y’ = log y, a = n, x’ = log x dan b = log a, dimana n adalah slope dan log a adalah intercept. Persamaan didapatkan dengan plot antara log x vs log y.
Gambar 14. Log x vs Log y Pada Persamaan Linear
Percobaan dengan persamaan tersebut seperti terlihat pada Contoh 2 Contoh 2.
Pada rentang konsentrasi yang kecil dan campuran yang cair, isoterm adsorpsi dapat digambarkan dengan persamaan empirik yang dikemukakan oleh Freundlich. Isoterm ini berdasarkan asumsi bahwa adsorben mempunyai permukaan yang heterogen dan tiap molekul mempunyai potensi penyerapan yang berbeda-beda. Persamannya adalah:
………..
(13)
Dimana x = banyaknya zat terlarut yang teradsorpsi, m = massa adsorben, C = konsentrasi adsorben, k dan n = konstanta adsorben
Data yang didapat
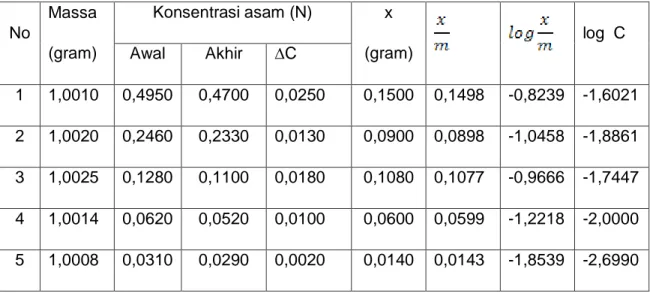
Tabel 4. Data Percobaan Adsorpsi
No Massa (gram) Konsentrasi asam (N) x (gram) log C Awal Akhir ∆C 1 1,0010 0,4950 0,4700 0,0250 0,1500 0,1498 -0,8239 -1,6021 2 1,0020 0,2460 0,2330 0,0130 0,0900 0,0898 -1,0458 -1,8861 3 1,0025 0,1280 0,1100 0,0180 0,1080 0,1077 -0,9666 -1,7447 4 1,0014 0,0620 0,0520 0,0100 0,0600 0,0599 -1,2218 -2,0000 5 1,0008 0,0310 0,0290 0,0020 0,0140 0,0143 -1,8539 -2,6990
30
No
Massa
(gram)
log C
-log C
1
1,0010
-0,8239
-1,6021
0,8239 1,6021
2
1,0020
-1,0458
-1,8861
1,0458 1,8861
3
1,0025
-0,9666
-1,7447
0,9666 1,7447
4
1,0014
-1,2218
-2,0000
1,2218 2,0000
5
1,0008
-1,8539
-2,6990
1,8539 2,6990
Penyelesaian ………..…………. (14) ……… (15) ……… (16) ……… (17)Hal ini sesuai dengan persamaan y’ =ax’ + b
No -log C x’ y’ x’2 xy 1 1,6021 0,8239 2,5667 1,3200 2 1,8861 1,0458 3,5574 1,9725 3 1,7447 0,9666 3,0440 1,6864 4 2,0000 1,2218 4,0000 2,4436 5 2,6990 1,8539 7,2846 5,0037
31
Persamaan yang diperoleh dari memasukkan variabel ke dalam persamaan (2) dan (3)
……… (18)
……… (19)
Penyelesaian persamaan (18) dan (19) tersebut akan memberikan nilai a = 0,9427 dan b = -0,6902
Dengan cara langsung menggunakan persamaan (4) dan (5) didapatkan hasil
………. (20)
………. (21)
Hasil perhitungan akan mendapatkan nilai a = 0,9427 dan b = -0,6902 Dengan mengganti harga a dan b maka persamaan adsorbsi akan menjadidimana diperoleh harga 1/n dan k
nilai k = 0,6902
………..………. (22)
……… (23)
Dengan adanya data ini, maka dapat dicari harga x model. Perbandingan antara x data dan x model akan memberikan % kesalahan. Cara lain adalah dengan menghitung koefisien determinasi (R2) dan besarnya Sum of Square Error (SSE) dengan rumus
……… (22)
Setelah itu, untuk penentuan model yang sesuai digunakan koefisien determinasi (R2) yaitu perbandingan sum of square the regression (SSR) dan total sum of squares (SST) menurut persamaan berikut: