13
3.1 Pengantar
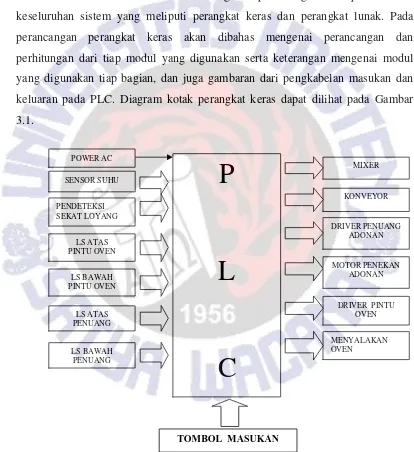
Pada bab ini akan dibahas mengenai perancangan dan perealisasian keseluruhan sistem yang meliputi perangkat keras dan perangkat lunak. Pada perancangan perangkat keras akan dibahas mengenai perancangan dan perhitungan dari tiap modul yang digunakan serta keterangan mengenai modul yang digunakan tiap bagian, dan juga gambaran dari pengkabelan masukan dan keluaran pada PLC. Diagram kotak perangkat keras dapat dilihat pada Gambar 3.1.
3.2 Perancangan Perangkat Keras
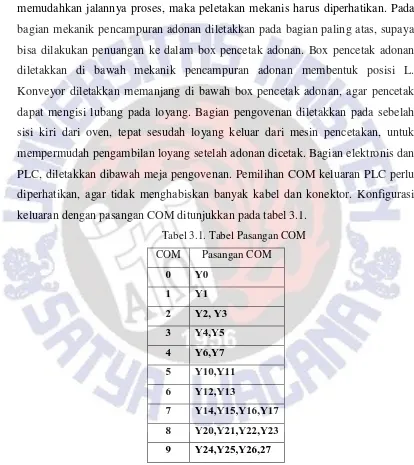
Perancangan perangkat keras akan dibahas pada setiap proses yang ada pada dasar sistem. yaitu meliputi pencampuran, penuangan, pencetakan, dan pengovenan. Proses – proses tersebut berjalan secara berurutan. Untuk memudahkan jalannya proses, maka peletakan mekanis harus diperhatikan. Pada bagian mekanik pencampuran adonan diletakkan pada bagian paling atas, supaya bisa dilakukan penuangan ke dalam box pencetak adonan. Box pencetak adonan diletakkan di bawah mekanik pencampuran adonan membentuk posisi L. Konveyor diletakkan memanjang di bawah box pencetak adonan, agar pencetak dapat mengisi lubang pada loyang. Bagian pengovenan diletakkan pada sebelah sisi kiri dari oven, tepat sesudah loyang keluar dari mesin pencetakan, untuk mempermudah pengambilan loyang setelah adonan dicetak. Bagian elektronis dan PLC, diletakkan dibawah meja pengovenan. Pemilihan COM keluaran PLC perlu diperhatikan, agar tidak menghabiskan banyak kabel dan konektor. Konfigurasi keluaran dengan pasangan COM ditunjukkan pada tabel 3.1.
Tabel 3.2. COM yang dipakai dan Keterangan
COM Keterangan
7 pasangan keluaran Y17 dan Y15. Y17 digunakan untuk mengaktifkan sirene dan Y15 digunakan untuk menggerakkan pemotong adonan pada bagian mesin pencetak.
8 pasangan keluaran Y20, Y21, Y22, Y23. Y20 digunakan untuk mengaktifkan motor konveyor. Y21 digunakan untuk mengaktifkan motor extruder. Y22 digunakan untuk mengaktifkan motor pencampur adonan. Y23 digunakan untuk mengaktifkan kompor listrik.
9 pasangan keluaran Y24, Y25, Y26, Y27. Y24 dan Y25 digunakan untuk mengaktifkan driver motor penuang adonan. Y26 dan Y27 digunakan untuk mengaktifkan driver motor
pintu oven.
3.2.1 Pencampuran Adonan
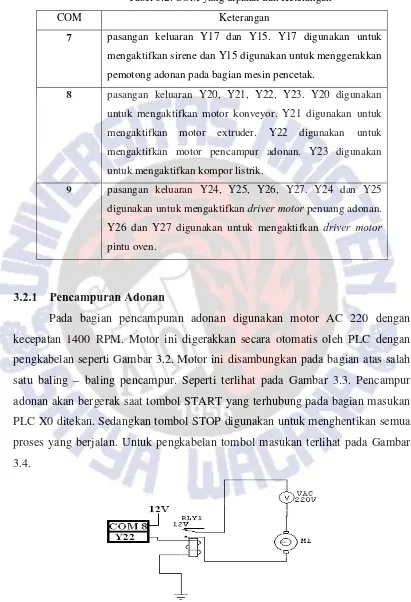
Pada bagian pencampuran adonan digunakan motor AC 220 dengan kecepatan 1400 RPM. Motor ini digerakkan secara otomatis oleh PLC dengan pengkabelan seperti Gambar 3.2. Motor ini disambungkan pada bagian atas salah satu baling – baling pencampur. Seperti terlihat pada Gambar 3.3. Pencampur adonan akan bergerak saat tombol START yang terhubung pada bagian masukan PLC X0 ditekan. Sedangkan tombol STOP digunakan untuk menghentikan semua proses yang berjalan. Untuk pengkabelan tombol masukan terlihat pada Gambar 3.4.
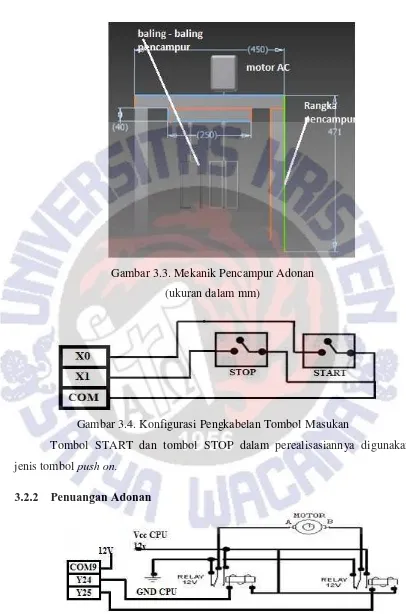
Gambar 3.3. Mekanik Pencampur Adonan (ukuran dalam mm)
Gambar 3.4. Konfigurasi Pengkabelan Tombol Masukan
Tombol START dan tombol STOP dalam perealisasiannya digunakan jenis tombol push on.
3.2.2 Penuangan Adonan
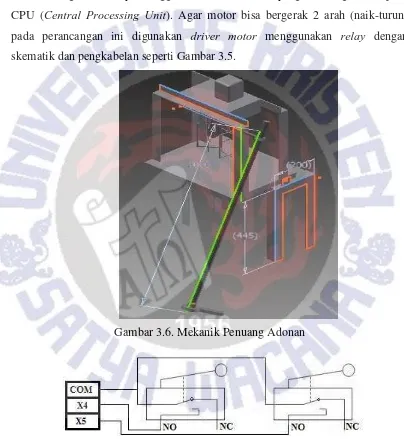
Bagian penuangan adonan ini, akan menggerakkan mekanik pencampur adonan agar tertuang ke dalam box pencetak adonan. Untuk menggerakkan penuang ini, dibutuhkan motor DC dengan torsi yang besar, karena beban dari mekanik pencampur dan adonannya berat. Maka digunakan motor DC power window dengan catu daya menggunakan power supply yang biasa digunakan pada CPU (Central Processing Unit). Agar motor bisa bergerak 2 arah (naik-turun) pada perancangan ini digunakan driver motor menggunakan relay dengan skematik dan pengkabelan seperti Gambar 3.5.
Gambar 3.6. Mekanik Penuang Adonan
Gambar 3.7. Pengkabelan Limit Switch Penuang
dan posisi akhir saat berhenti untuk menuang digunakan limit switch yang dipasang pada bagian penyangga pencampur adonan. Bentuk pengkabelan ditunjukkan pada Gambar 3.7. Peletakan limit switch ditunjukkan pada Gambar 3.8.
Gambar 3.8. Peletakan limit switch
3.2.3 Pencetak Adonan
Bagian pencetak adonan ini terdiri dari beberapa komponen pendukung yaitu:
1. Box Pencetak 2. Konveyor
3. Loyang dan Pendeteksi Loyang 4. Pemotong adonan
3.2.3.1 Box Pencetak Adonan
Gambar 3.9. Pengkabelan Motor Extruder
Gambar 3.10. Mekanik Box Pencetak
3.2.3.2 Konveyor
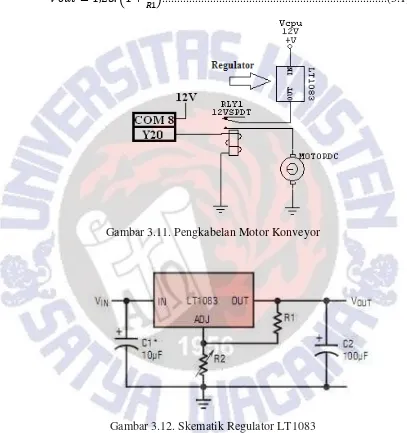
maksimal 12V, dengan bentuk untai seperti Gambar 3.12. Untuk menghitung nilai R1 dan R2 pada untai tersebut digunakan persamaan yang terdapat pada datasheet LT1083 yang ditunjukkan pada Persamaan 3.1.
= 1,25. 1 + ...(3.1)
Gambar 3.11. Pengkabelan Motor Konveyor
Gambar 3.12. Skematik Regulator LT1083
Dengan menetapkan nilai R2 sebesar 5000 Ω, menggunakan potensio, dan Vout sebesar 12V , maka diperoleh nilai R1 sebesar
Nilai R1 sebesar 581Ω tidak terdapat di pasaran, untuk itu pada perancangan nilai R1 diganti dengan 560Ω.
Pada bagian mekanik konveyor terdapat pembatas untuk memudahkan peletakan loyang. Bentuk konveyor ditunjukkan pada Gambar 3.13.
Gambar 3.13. Mekanik Konveyor
3.2.3.3 Loyang dan Pendeteksi Loyang
Gambar 3.14. Bentuk Loyang
menggunakan modul dari Autonics dengan seri BYD-30DDT. Sensor ini memiliki kemampuan maksimal mendeteksi benda sejauh 10 sampai 30 mm. Keluaran dari sensor ini bisa langsung dihubungkan pada masukan PLC. Bentuk dari sensor ini terlihat pada Gambar 3.15. pengkabelan dari sensor ini ditunjukkan pada Gambar 3.16.
Gambar 3.15. Autonics BYD-30DDT
Gambar 3.16. Pengkabelan Sensor
Sensor inframerah diletakkan di sebelah kiri dari box pencetak, dengan posisi mekanik seperti Gambar 3.17, agar mudah disesuaikan dengan ujung keluaran pencetak adonan dan loyang pencetak.
3.2.3.4 Pemotong Adonan
Gambar 3.18. Skematik dan Pengkabelan Pemotong Adonan
Pemotong adonan ini bertujuan agar pada saat berhenti adonan tidak menetes keluar loyang pencetak. Pemotong adonan ini digerakkan oleh motor DC dengan bentuk skematik dan pengkabelan seperti Gambar 3.18. Mekanik adonan ini terletak diujung keluaran box pencetak adonan. Bentuk mekanik dari pemotong adonan ditunjukkan pada Gambar 3.19.
3.2.4 Pengovenan Adonan
Pada proses Pengovenan adonan, akan digunakan kompor listrik untuk memanaskan oven. Bentuk pengkabelan ditunjukkan pada Gambar 3.20.
Gambar 3.20. Pengkabelan Kompor Listrik
Gambar 3.21. Bentuk Thermocouple
Untuk mendeteksi suhu di dalam oven digunakan Sensor thermocouple. Bentuk sensor dari thermocouple ini ditunjukkan pada Gambar 3.21. Keluaran dari sensor thermocouple berupa tegangan yang mempunyai sinyal sangat kecil yaitu pada suhu 300C sekitar ≈ 0,021 mV. Sedangkan untuk masukan analog dibutuhkan minimal 0,3mV untuk melakukan perubahan tiap 1 desimal. Nilai 0,3 mV tersebut didapat dari perhitungan menggunakan Persamaan 3.3.
=!"#$%&'(!)*+ ,16383 ...(3.3)
Dengan mengatur tegangan referensi (Vref) sebesar 5 volt pada program PLC, maka untuk setiap perubahan 1 desimal (VinPLC) mempunyai perhitungan sebagai berikut
$/01( = 2343...(3.5) $/01( = 0.3
Gambar 3.22 Sensor Thermocouple dan Untai penguat instrumentasi
Gambar 3.23. Pengkabelan Penguat Instrumentasi ke Masukan Analog Untuk itu dibutuhkan penguat instrumentasi dengan jenis IC L1920 , untuk memperkuat sinyal keluaran Thermocouple. Bentuk untai ditunjukkan pada Gambar 3.22.
Dengan menggunakan Persamaan 3.6, keluaran thermocouple akan diperkuat 1000x. dengan cara sebagai berikut:
1000 =67.68Ω
9 + 1...(3.6)
: = 49.05Ω
Untuk menggerakkan pintu oven digunakan motor DC yang menggunakan driver motor agar bisa bergerak 2 arah (naik-turun). Bentuk untai dan pengkabelan ditunjukkan pada Gambar 3.24. Agar pintu oven berhenti pada titik yang ditentukan, maka digunakan limit switch dengan untai seperti Gambar 3.25. bentuk dari mekanik Oven dan peletakan sensor ditunjukkan pada Gambar 3.26.
Gambar 3.24. Untai Driver motor Pintu Oven dan Pengkabelannya
Gambar 3.25. Pengkabelan Limit Switch Pintu Oven
3.3 Perancangan perangkat lunak
Tabel 3.3. Pengalamatan PLC
Alamat Fungsi
XO Tombol START X1 Tombol STOP
X4 Limit Switch Penuang atas X5 Limit Switch Penuang Bawah X6 Limit Switch Pintu Oven Atas X7 Limit Switch Pintu Oven Bawah X10 Sensor Inframerah
ID100 Masukan Thermocouple Y15 Motor Pemotong Adonan Y17 Mengaktifkan Sirene Y20 Motor Konveyor Y21 Motor Pencetak Y22 Motor Pencampur
Y23 Mengaktifkan Kompor Listrik Y24 Driver Motor Penuang Y25 Driver Motor Penuang Y26 Driver Motor Pintu Oven Y27 Driver Motor Pintu Oven M0 Alamat Untuk Menyimpan X0 M1 Alamat Untuk Menyimpan T100 M2 Alamat Untuk Menyimpan X4 M3 Alamat Untuk Menyimpan X5 M4 Alamat Untuk Menyimpan T1 M6 Alamat Untuk Menyimpan X10 M7 Alamat Untuk Menyimpan C0 M9 Alamat Untuk Menyimpan T104 M13 Alamat Untuk Menyimpan T0 M20 Alamat Untuk Menyimpan X0 M22 Alamat Untuk Menyimpan X6 M23 Alamat Untuk Menyimpan X7 M60 Alamat Untuk Menyimpan D1
T0 Mengatur waktu nyala Pencampur Adonan T1 Mengatur waktu Proses Penuangan
T2 Mengatur waktu tunggu sedikit ada adonan
T4 Mengatur waktu konveyor dan extruder untuk berhenti sebentar setelah proses Pencetakan
T103 Mengatur waktu gerak motor extruder sesaat T104 Mengatur waktu lama pengovenan
T109 Mengatur waktu nyala sirene
ST AR T
Berikut akan dibahas mengenai perancangan perangkat lunak yang dimulai dengan memilih jalur alamat masukan dan jalur alamat keluaran seperti Tabel 3.1.
Program yang digunakan untuk merealisasikan pembuatan perangkat lunak adalah XCP-PROV3.3. Perancangan perangkat lunak ini dijelaskan dengan diagram alir yang ditunjukkan pada Gambar 3.27.
PROSES PENCETAKAN PROSES PENGOVENAN
(a) (b)
Gambar 3.27. (a) Diagram Alir Proses pencampuran, penuangan dan pencetakan. (b) Diagram alir Pengovenan
pencampuran, kemudian PLC akan menuang adonan ke dalam box pencetak adonan, dengan mengaktifkan driver motor ( Y24 ’ON’dan Y25 ‘OFF’) Saat proses penuangan berhenti (PLC mendeteksi limit switch penuang bawah, X5) pada titik yang ditentukan, driver motor penuang adonan akan berhenti (Y24 ‘OFF’ dan Y25 ‘OFF’) selama 5 menit dengan mengatur nilai K pada T1 sebesar 100ms x 600 detik x 5 menit = 300.
Setelah proses penuangan adonan selesai, PLC akan menggerakkan motor extruder (Y21 aktif) selama 10 detik dengan mengatur nilai K pada T103 sebesar 10 x 100 detik = 1000. Setelah menjalankan motor pencetak, PLC akan menggerakkan motor konveyor (Y20 aktif). Saat dideteksi ada sekat loyang (PLC mendeteksi masukan sensor inframerah), PLC akan menggerakkan motor extruder (Y21 aktif) sampai sudah tidak terdeteksi masukan inframerah. Apabila sudah tidak terdeteksi masukan infra merah, motor extruder dan motor konveyor akan berhenti selama 2 detik, dengan mengatur nilai K pada T4 sebesar 100 x 20= 2000. Pada saat motor extruder dan motor konveyor berhenti selama T4, PLC akan menggerakan motor pemotong adonan selama 2 detik dengan cara mengatur nilai K pada T5 sebesar 100 x 20= 2000. Proses tersebut dilakukan berulang sampai ada penekanan tombol STOP (PLC mendeteksi masukan X1) dan sistem berhenti.